Казахстан, Атырау


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 02.05.2017 13:15

Боранғалиева Ұлдай Сағынтайқызы
Преподаватель
31 год
Местоположение
Ашық сабақ "Алюминийді газбен пісіру"
Категория:
Всем учителям
02.05.2017 12:46

Просмотр содержимого документа
«Ашық сабақ "Алюминийді газбен пісіру"»
Атырау энергетика және құрылыс колледжі
Боранғалиева Ұлдай Сағынтайқызы
Атырау қаласы
Ашық сабақ
Арнаулы технология пәні
Атырау 2017 ж.
№2 топ «Пісіру ісі» мамандығы бойынша ашық сабақтың жоспары
Сабақ тақырыбы: Алюминийді газбен пісіру
Сабақтың мақсаты:
Сабақтың білімділік мақсаты: Оқушыларға алюминий және оның қорытпаларын габен пісіруді түсіндіру, оларға тың мәліметтер беріп, білімдерін қалыптастыру
Сабақтың тәрбиелік мақсаты: Еңбекке баулу, мамандыққа бағдарлау және экономикалық тәрбие беру
Сабақтың дамытушылық мақсаты: Пәнге қызығушылықты дамыту, жаңашылдық ғылым мен техникалық жетістіктерін пайдалана білу.
Сабақтың ұзақтығы: 2 сағат (90 мин)
Сабақ түрі: аралас сабақ
Пән аралық байланыс: Материалтану, еңбек қорғау
Арнаулы технология пәні мұғалімі: Боранғалиева Ұ.С.
Сабақтың құрылымы
Ұйымдастыру кезеңі: Сәлемдесу, студенттердің сабаққа қатысын, дайындығын тексеру (2 мин);
Өткен тақырыпты қайталау: (15-20 мин); Никель және никель қорытпаларын доғамен пісіру
Оқушылардан өткен тақырып бойынша жауап алу. (карточка арқылы сұрақтар беру);

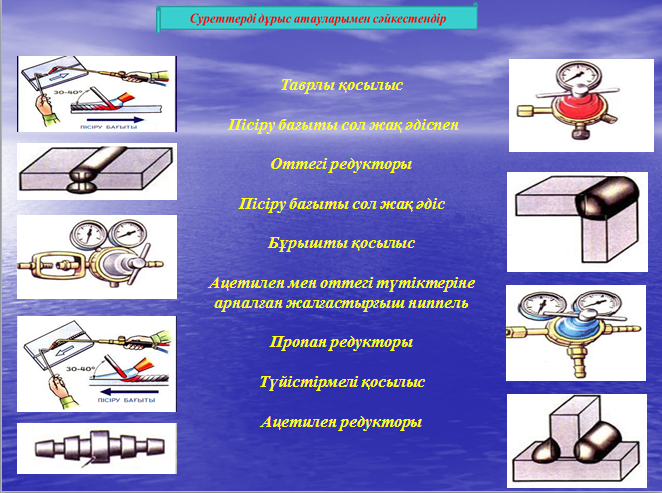
Сәйкестікті тап! (бұл жерде оқушылар, берілген суреттердің тұсына дұрыс атауларын жазады);
Жаңа тақырыпты түсіндіру: (30-35 мин)
Тірек конспектісі (түсіндіре отырып жаздыру)
Алюминий қорытпаларының механикалық қасиеттерін күшейту үшін оларды марганец, магний, кремний, хром, никель және т.б. сияқты элементтермен шыңдайды. Алюминий қорытпалары қысыммен алынатын және құймалық болып екіге бөлінеді. Қысыммен алынатын дегендері штамптау, сығымдау (престеу) және тығыздау арқылы бұйым алуға болатын қорытпалар.
Бұлардың өзі екіге бөлінеді. Бірінің механикалық қасиеттерін жылумен өңдеу арқылы бекемдеуге болатын болса, ал екінші жылумен өңдемей-ақ, өзіне боларлықтай беріктілігі бар жоғары деңгейде коррозияға төзімді, пластикалық қасиеті мен пісірілімдігі жақсы болып келеді. Жылумен өңдеу арқылы механикалық қасиеттері бекемделетін алюминийдің қорытпаларына: оның мыспен, магниймен, марганецпен және мырышпен қосындылары жатады.
Ал жылумен өңдеусіз –ақ жоғары механикалық қасиеттері бар алюминийдің марганецпен (АМц), алюминийдің магний және марганецпен (АМт) қосындылары жатады.
Құймалық алюминий қорытпасын: алюмииний мен кремнийдің (3…14%) қосындысымен алады да оны силумин деп атайды. Бұлардың пішіндері күрделі құйма бұйымдар алады. Өзімізге белгілі алюминийді пісіргенде, ең алдымен қиыншылық тудыратыны: оның қиын балқитын қатты тотық қабығын түзейтіндігі. Бұл тотықтың балқу температурасы 2050 0C шамасында болады.
Алюминийдің пісіргенде, оның балқу температурасының төмендігі мен жылу өткізгіштігінің жоғары екендігін естен шығармау керек. Себебі, осы көрсеткіштерге байланысты жалын қуатын таңдау керек болады. Сонымен бірге, алюминий қорытпаларының жылулық ұлғаю коэффициенті жоғары болуына сәйкес пісіру үстінде қалдық ішкі кернеу мен жылу әсерінен болатын деформация мөлшері де үлкен болады.
Жоғарыда айтылған жайттарды ескере келе пісірілетін бұйым қалыңдығына байланысты толықтырғыш сымның диаметрін, жобалап төмендегідей шамада таңдаған жөн.
Мысалы: металл қалыңдығы, мм 1,5-ге дейін 1,6...3,0 3,1...5,0 5,1...10,0 10...15 сым диаметрі, мм 1,5...2,5 2,5...3 3...4 4...6 6...8
Алюмиинй және оның қорытпаларын пісіру үшін: Св-А97, Св-А5с, Св-АМт, Св-МтЗ, Св-АМт5, Св-АМт6, Св-АМт7, Св-АК3, Св-АК5, Св-АК10, Св-АК12 маркалы толықтырғыш сымдарын қолданады.
Ал пісіру сымдарының диаметрін 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 7,0; 8,0; 9,0; 10, 11, 12 мм етіп шығарады.
Пісіру сымының беті тегіс, майыспаған, сызаттар мен жарықтар түспеген болуы керек. Сымдарды бухтаға оралаған күйінде тасымалдайды. Бухтаның салмағы 40 кг-дан аспауы керек.
Алюминий және оның қорытпаларын көбінесе ацетиленмен, кейде қалыңдығы 1,2 мм-ге дейінгілерін сутегімен, ал 1,2…3 мм-ге дейінгілерін пропан-бутан де пісіреді.
Алюминий және оның қорытпаларын көбінесе түйістіріп пісіреді. Пісірілетін бұйым ернектерінің арасындағы саңылау шамасын, олардың қалыңдығына байланысты етіп қабылдайды. Ернектерінің қалыңдығы 4,0 мм-ге дейінгі бұйымдарды түйістіріп пісіру үшін оның ернектерін қимақ-ақ, араларының саңылауын 0,5…2 мм етіп қалдырған жөн. Бұйым қалыңдығы 5 мм-ден асса болғаны, оны екі ернегін де 30…350 бұрышпен V тәрізді етіп, ал қалыңдық 12 мм-ден асса X тәрізді етіп екі жағынан да 30…350 бұрышпен қиып пісіреді. Ернектерді шар қайрақмен механикалық әдіспен қияды.
Пісіру жұмысын бастамас бұрын ернектер және толықтырғыш материал майдан, тотықтан, кірден мұқият тазартылады.
Ернекті болат щеткамен және егеулермен тігіс түсетін жердің екі жағынан 30…40 мм қашықтыққа дейін тазартады. Содан соң ернектер мен толықтырғыш материалды 20…25 күйдірігш натрий және 20…30 г көмірқышқылды натрийдің 1 литр (65 0С) ыстық судағы ерітіндісімен 10 мин. бойы жуады, содан соң ағын сумен шайып тазалайды. Қайтадан ернек пен толықтырғыш сымды ерітіндісіне 2 мин. бойы ұстап, содан соң әуелі ыстық сумен, одан әрі салқын сумен жуып, таза матамен сүртіп құрғатады. Пісіру жұмысы кезінде алюминийдің тотығын құтылу және оны бұзу үшін арнаулы флюстер қолданады.
Флюстер суда немесе спиртте ерітіліп паста немесе жентектелген ұнтақтар түрінде ернектерге немесе қыздырылған толықтырғыш сымға жағады.
Флюсті фарформан, шыныдан жасалған немесе эмальданған ыдыста дайындайды. Дайындалған плюстің мөлшері 4…5 сағаттық жұмысқа жететідей болуы керек. Флюс ерітілген күйінде көп сақталса, қасиеттерін жоғалтып жарамсыз болып қалады. Алюминий және оның қорытпаларын газбен пісіру үшін №6 яғни АФ-4A маркалы флюсті көп қолданады. Бұл флюсті ернектерге және толықтырғыш сымға таза щеткалармен жағады. Толықтырғыш сымды суда ерітілген флюске батыруға болады. Флюсті ернектің жан-жағына тігіс енінен 3 есе үлген етіп жұқалап жағады. Пісіру кезінде флюс құрамындағы фторлы қоспалар алюминий тотығын ерітеді. Ұстату жұмысын жүргізу үшін флюсті тек сол ұстату тігістері түсетін жерге ғана жағу керек. Пісіру жұмысы аяқталған соң тігіс аймағын флюс қалыңдықтарын тазарту керек, әйтпесе пісірілген аймақ коррозия басталады.
Ол үшін аймағын тігіспен қоса болат щеткамен тазалап, одан соң 2%-дық азот қышқылымен, одан ыстық сумен жуып құрғату керек.
Алюминий және оның қорытпаларын «қалыпты» жалынмен пісіреді. Жанғыш қоспада артық оттегі болмауы керек, ол алюминийдің тотықтануын тездетеді. Жанғыш газдың көп болуы тігіс металында бос кеуектердің пайда болуына әкеліп соқтырады.
Газ жалының қуаты, 1 мм бұйым қалыңдығына 75 л/сағ. ацетилен шығынымен анықталады.
Ацетиленнің бұйым қалыңдығына байланысты шығыны, жобалап алғанда төмендегідей болады. Газ жалынының ядросы пісірілетін беттен 3…5 мм қашықтыққа ұсталып, жалынның тұрақтандарғыш аймағымен «солақай» әдіспен пісіріледі.
Әдепкіде газ жандырғы мүштігі пісірілетін бетке 900 бұрышпен ұсталады, одан әрі қалыңдыққа байланысты бетке 40…600 бұрышпен үнемі көлбетіліп ұсталуы керек.
Бұйымның қалыңдығы S5 мм-ден асқан соң, пісіру «оңқай» әдіспен орындалады.
Металдың қалыңдығы S
Жаңа тақырыпты бекіту: (25 мин)
Жаңа сабақты қорытындылау ретінде, түсіндірілген сабақ конспектісі бойынша құрастырылған сөзжұмбақты шешу
Алюминий және оның қорытпаларын қандай жалынмен пісіреді? (қалыпты)
Алюминий және оның қорытпаларын алудың екі әдісі бар, соның бірі? (құймалық )
Пісіру жұмыстары кезінде, пайда болатын алюминий тотығын жою үшін нені қолданамыз? (флюс)
Алюминий және оның қорытпаларының механикалық қасиеттерін жоғарылату үшін қосылатын элементтердің бірі? (марганец)
Құймалық алюминий қорытпасы: алюминий мен кремнийдің қосындысы не деп аталады? (силумин)
Алюминий және оның қорытпаларының механикалық қасиеттерін жоғарылату үшін қосылатын элементтердің бірі? (никель)
Алюминий және оның қорытпаларын көбіне немен пісіреді? (ацетилен)
Алюминий және оның қорытпаларын көбіне ...... пісіреді. (түйістіріп)
|
| А |
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
|
|
| л |
|
|
|
| |||||||||||||||||||||||||||||
|
|
|
| ю |
|
| |||||||||||||||||||||||||||||||||
|
|
| м |
|
|
|
|
|
|
| |||||||||||||||||||||||||||||
|
| и |
|
|
|
|
|
| |||||||||||||||||||||||||||||||
|
| н |
|
|
|
|
| ||||||||||||||||||||||||||||||||
|
|
|
|
| и |
|
|
|
| ||||||||||||||||||||||||||||||
|
|
|
| й |
|
|
|
|
|
|
| ||||||||||||||||||||||||||||
б. Қорытынды сұрақтар:
Алюминий қорытпаларының механикалық қасиеттері?
Алюминий қорытпаларын алу жолдары?
Толықтырғыш сымдарды пайдалану?
Пісіру жұмысы алдындағы даярлық?
Алюминий және қорытпаларын пісіру?
Алюминий және оның қорытпаларын қалыңдығына байланысты пісіру әдісін таңдау?
Пісіру жұмысында флюс пайдалану?
в. Студенттер сабақтан алған, үйренген , үйренгісі келетін мәліметтерін тақтаға кестеге толтырады.

Сабақты қорытындылау және бағалау: (5 мин) сабаққа дайындығын тексеріп, бағалау
Үйге тапсырма: (3 мин) конспектіге ауызша жауапқа дайындалу Е.Жұмабаев Металдарды доғамен және газбен пісіру технологиясы , 229 –бет







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

