
Россия, Тула


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 10.02.2023 21:37

Ашурова Оксана Александровна
преподаватель информатики
36 лет
Местоположение
Специализация
Автоматизация производства ЛЕКЦИЯ №12. Общие сведения о числовом программном управлении
Категория:
Информатика
19.10.2016 14:35

Просмотр содержимого документа
«автоматизация производства ЛЕКЦИЯ №12. Общие сведения о числовом программном управлении»
ЛЕКЦИЯ №12. Общие сведения о числовом программном управлении
На основе достижений развития технической кибернетики, электроники, вычислительной техники, приборостроения были разработаны принципиально новые системы программного управления – системы числового программного управления (СЧПУ), которые широко используются в станкостроении.
Системы ЧПУ называют числовыми потому, что величина каждого хода исполнительного органа станка задается посредством числа.
Системой числового программного управления (СЧПУ) является совокупность функциональных взаимосвязанных и взаимодействующих технических и программных средств, обеспечивающих числовое программное управление станком. Система ЧПУ характеризуется чаще всего программированием циклов, режимов обработки и путей перемещения рабочих органов станка.
Каждой единице информации соответствует дискретное перемещение информационного обеспечения на определенную величину. Эту величину называют разрешающей способностью системы или ценой импульса. В определенных пределах информационного обеспечения можно переместить на любую величину, кратную разрешающей способности. Зная необходимую величину L перемещения и цену импульса q, можно определить число импульсов N, которое нужно подать на вход привода для осуществления требуемого перемещения N=L/q .
Величина перемещения L=qN. Число N, записанное в определенной системе кодирования на носителе информации (перфолента, магнитная лента и т.д.), является программой, определяющей величину размерной информации.
Дискретностью СЧПУ или дискретностью отработки перемещений (разрешающая способность СЧПУ) называют минимально возможную контролируемую в процессе управления величину перемещения (линейного и углового) информационного обеспечения станка, осуществляемого от одного управляющего импульса.
Дискретность (цена импульса) выражается в миллиметрах на один управляющий импульс – мм/имп, формируемый интерполятором. Большинство современных СЧПУ имеет дискретность 0,01 мм/имп. Вновь осваиваемые СЧПУ рассчитаны уже на дискретность 0,001 мм/имп.
При записи программы используются специальные алфавитно-цифровые коды. В общем случае кодированием называется представление информации в форме удобной для передачи по каналу связи.
На станках с ЧПУ к преобразованию информации прибегают дважды – при составлении управляющей программы на языке программирования и при записи программы на программоноситель.
Здесь под кодированием понимается запись программы на программоноситель. Таким образом, в станках с ЧПУ закодированная информация, необходимая для обеспечения обработки деталей, передается от управляющей программы к исполнительным элементам станка, в виде так называемых электрических импульсов-сигналов в двоично-десятичном коде, который позволяет представить различные символы в виде комбинаций нолей и единиц (символов двоичного кода), называемых битами информации.
При этом вся информация представляется в виде последовательности букв, цифр и других символов, нанесенных в закодированном виде (алфавитно-цифровом коде по ГОСТ 20523-80) на программоноситель.
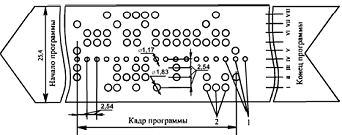
Наибольшее распространение получили программоносители – восьмидорожечные перфоленты шириной 25,4 мм (рис. 1). Технические характеристики этих лент должны соответствовать ГОСТ1391-70.
Транспортная дорожка, составленная из малых отверстий 1, служит для перемещения ленты с помощью барабана в считывающем устройстве УЧПУ.
Информация на перфоленту наносится кадрами путем пробивки отверстий 2 на устройстве, называемом перфоратором.
|
|
| Рисунок 1 – Стандартная (ГОСТ 10860-68) восьмидорожечная перфолента: 1 – отверстия транспортной дорожки; 2 – рабочие отверстия |
Магнитная лента выполнена в виде двухслойной композиции тонкой пластмассовой основы и рабочего слоя из порошкового ферромагнитного материала. Информация на магнитную ленту записывается в виде магнитных штрихов (диполей). Они наносятся вдоль ленты и располагаются в кадре управляющей программы с определенным шагом в соответствии с заданной скоростью перемещения исполнительного элемента. При считывании управляющей программы магнитные штрихи преобразуются в управляющие импульсы. Каждому штриху соответствует один импульс.
Все данные, необходимые для обработки заготовки на станке, СЧПУ получает от управляющей программы.
Управляющая программа - совокупность команд на машинно-ориентированном языке программирования, соответствующая заданному алгоритму функционирования станка по обработке конкретной заготовки.
Управляющая программа содержит два вида информации:
геометрическую,
технологическую.
Геометрическая информация содержит данные о траектории движения инструмента в виде координат опорных точек этой траектории.
Технологическая информация - данные о скорости, подаче, номере режущего инструмента и т.д. управляющее программы записывают на программоносителе (перфоленте, магнитной ленте и т.д.). Она может вводиться либо с программоносителя, либо с клавиатуры пульта управления СЧПУ.
|
|
| Рисунок 2 – Структурная схема СЧПУ при задании программы в кодированном виде |

Достоинствами данных СЧПУ являются:
малый объем программоносителя-перфоленты,
удобство ее хранения,
отсутствие ограничений на количество,
характер технологических команд.
Длина программы зависит не от длительности обработки детали на станке с ЧПУ, а от сложности ее конфигурации и ряда факторов, влияющих на характер траектории инструмента.
СЧПУ допускают различного вида коррекции траектории движения инструмента, скорости подачи и т.д.
Чтобы обработать деталь новой конфигурации достаточно установить в устройство ЧПУ (СЧПУ) новую управляющую программу, которая содержит определенную задающую информацию.
Устройством ввода программы она считывается, преобразуется в электрические сигналы и направляется в устройство отработки программы, которое через устройство управления приводом воздействует на объект регулирования – привод подач станка.
Заданное перемещение (например, по осям X, Y, Z) подвижных узлов станка, связанных с приводом подач, контролируется датчиком обратной связи.
Технические средства, входящие в состав СЧПУ, обычно конструктивно оформляются в виде автономного устройства ЧПУ а в СЧПУ новейших конструкций монтируется непосредственно на станке в подвесных или стационарных пультах управления.
Основными классификационными признаками СЧПУ являются уровень сложности управляемого оборудования и число осей, связанных решением единой информационной задачей во времени. СЧПУ размещается рядом со станком в одном или двух шкафах.
Числовое программное управление станком от ЭВМ – такое управление, при котором в состав СЧПУ входит ЭВМ, используемая для выполнения некоторых или всех основных функций ЧПУ в соответствии с программами управления станком. При управлении от ЭВМ одним станком алгоритм работы вводится в ЭВМ с перфоленты и хранится в ее оперативной памяти.
СЧПУ с ЭВМ предназначены для управления станками с высокой степенью автоматизации для обработки деталей сложной конструктивной формы. Математическое обеспечение ЭВМ предусматривает наличие интерполятора, введение различных коррекций, использование специальных алгоритмов.
При прямом числовом программном управлении группой станков от ЭВМ последняя обеспечивает хранение управляющих программ и их распределение по запросам от станков. Потребность в универсальном устройстве ЧПУ для различных типов станков и не имеющих присущих традиционным, жестко алгоритмизированным устройствам недостатков привела к созданию устройства ЧПУ с оперативной системой управления (CNC). В его основе лежит встроенная мини - или микро - ЭВМ с необходимыми блоками.
Классификация систем числового программного управления
Согласно международной классификации все СЧПУ по уровню технических возможностей делятся на следующие классы:
NС (Numеriсаl Соntгal) – СЧПУ с кадровым чтением перфоленты на протяжении цикла обработки каждой заготовки;
SNС (Stоrеd Numeriсаl Соntrаl) СЧПУ с однократным чтением всей перфоленты перед обработкой партии одинаковых заготовок;
СNС (Соmрutег Numеriсаl Соntral) – СЧПУ со встроенной мини-ЭВМ (компьютером, микропроцессором);
DNС (Direct Numerical Соntral) – системы прямого числового управления группами станков от одной ЭВМ;
НNС (Наnd NС) – оперативные СЧПУ с ручным набором программ на пульте управления.
По технологическому назначению СЧПУ делятся на четыре основных вида, обеспечивающих:
позиционирование,
прямоугольное формообразование,
прямолинейное формообразование,
криволинейное формообразование,
универсальные (комбинированные).
|
|
| Рисунок 3 – Позиционные СЧПУ |
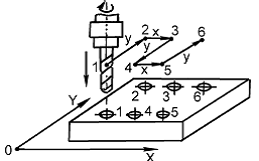
Позиционные СЧПУ выполняют с поочередной отработкой координат X и Y при выходе на заданную позицию с одновременным перемещением не более чем по двум координатам. По каждой оси координат программируется только величина перемещения. Траектория перемещения может быть произвольной.
Позиционные СЧПУ применяют для автоматизации сверлильных (рис. 3) и координатно-расточных станков.
СЧПУ с прямоугольным формообразованием в отличие от позиционных СЧПУ обеспечивают управление перемещениями информационного обеспечения станка в процессе обработки. При формообразовании перемещение информационного обеспечения происходит по координатам поочередно, поэтому траектория движения инструмента имеет ступенчатый вид.
СЧПУ с прямолинейным формообразованием обеспечивают прямолинейное (под любым углом к осям координат станка) формообразование и позиционирование. Траектория рабочего движения инструмента при резании состоит из отрезков разных линий и определяется зависимостью Y=KX или X=KZ при одновременном перемещении по координатам X и Y (X и Z), где К – коэффициент пропорциональности. В данных СЧПУ используют двухкоординатный интерполятор.
Общее число управляемых координат может быть от двух до пяти.
СЧПУ с прямолинейным формообразованием используют для управления токарными, фрезерными и другими станками. Эти СЧПУ выполняют все функции прямоугольных СЧПУ, обладая при этом большими технологическими возможностями.
СЧПУ с криволинейным формообразованием предназначены для плоской и объемной обработки деталей, содержащих участки со сложными криволинейными образующими.
Универсальные (комбинированные) СЧПУ объединяют контурную и позиционную системы. Эти системы используют на расточных многооперационных станках с целью расширения технологических возможностей последних.
В зависимости от наличия или отсутствия в информационном обеспечении обратных связей, современные СЧПУ разделяют на:
замкнутые,
разомкнутые.
Замкнутые СЧПУ сложнее разомкнутых по конструкции, но работают точнее последних, т. к. фактическая обработка перемещений информационного обеспечения не только сравнивается с заданной, но и корректируется СЧПУ по сигналам датчиков обратной связи.
Разомкнутые СЧПУ характеризуются наличием одного потока информации, поступающего со считывающего устройства к имитационному моделированию.
Эти системы, в механизмах подач которых использованы шаговые двигатели, называют шагово-импульсными.
Замкнутые СЧПУ характеризуются наличием двух потоков информации: один от считывающего устройства, второй от датчика обратной связи. В этих системах рассогласование между заданными и действительными величинами перемещений информационного обеспечения устраняется за счет обратной связи. Сигналы, считанные с управляющей программы, поступают в СЧПУ, а затем через блок сравнения, к исполнительному двигателю.
Такие СЧПУ называются импульсно-следящими. Для позиционного управления используют счетно-импульсные и кодовые СЧПУ.
Самоприспосабливающиеся СЧПУ характеризуются тремя потоками информации. Два потока – как у обычной замкнутой СЧПУ, третий – сбор и переработка информации о возмущениях, возникающих в процессе обработки. К ним относятся: износ режущего инструмента, изменение сил резания и трения, колебание припуска и твердости материала обрабатываемой заготовки и т.д.
Самоприспосабливающиеся СЧПУ осуществляют автоматическое регулирование режима работы станка в соответствии с имеющимися условиями обработки. При использовании таких СЧПУ обработка осуществляется не в полном соответствии с первоначально заданным в управляющей программе режимом резания, последовательностью и величиной перемещений, а автоматически корректируется в зависимости от реальных условий обработки. Такое управление называется адаптивным. Условия обработки определяются датчиками, которыми оснащается станок с ЧПУ.
2







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

