
Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 17.05.2024 09:53

Андреева Светлана Владимировна
Преподаватель спец. дисциплин специалность "Сварочное производство"
46 лет
Местоположение
Специализация
14.04.20 943 ПСР Практическое занятие "Чтение сборочных чертежей"
Категория:
Технология
13.04.2020 01:00

Просмотр содержимого документа
«14.04.20 943 ПСР Практическое занятие "Чтение сборочных чертежей"»
Ознакомьтесь с теоретическими сведениями и правилами чтения сборочного чертежа.
Оформить работу в тетради и прислать фотоотчет (Работу оформляем четким разборчивым подчерком).
В состав отчета входит:
Дата, Тема, Цели.
Ход работы:
Основные понятия. (Записываем только выделенное жирным.)
Практическая часть (чертеж на чистом листе)
Вывод:
ЛПЗ № 27: ЧТЕНИЕ СБОРОЧНЫХ ЧЕРТЕЖЕЙ.
ЦЕЛИ:
Систематизировать знания и умения при чтении условных обозначений сварных швов на чертежах. Научиться читать изображения сварных соединений и швов на чертежах. Оформить в тетради чертеж по ГОСТу и выполнить задание.
ОБОРУДОВАНИЕ И МАТЕРИАЛЫ:
Формат А4, чертежные принадлежности, сварные сборочные чертежи.
ХОД РАБОТЫ:
Основные понятия. СВАРКА - процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
Условные изображения и обозначения швов сварных соединений устанавливает ГОСТ 2.312-72 ЕСКД.
Сварной шов, независимо от способа сварки, изображают на чертеже соединения: видимый - сплошной основной линией, невидимый – штриховой линией.
От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 1). При точечной сварке, видимую одиночную сварную точку изображают знаком "+" (рис. 1) Невидимые одиночные точки не изображают.
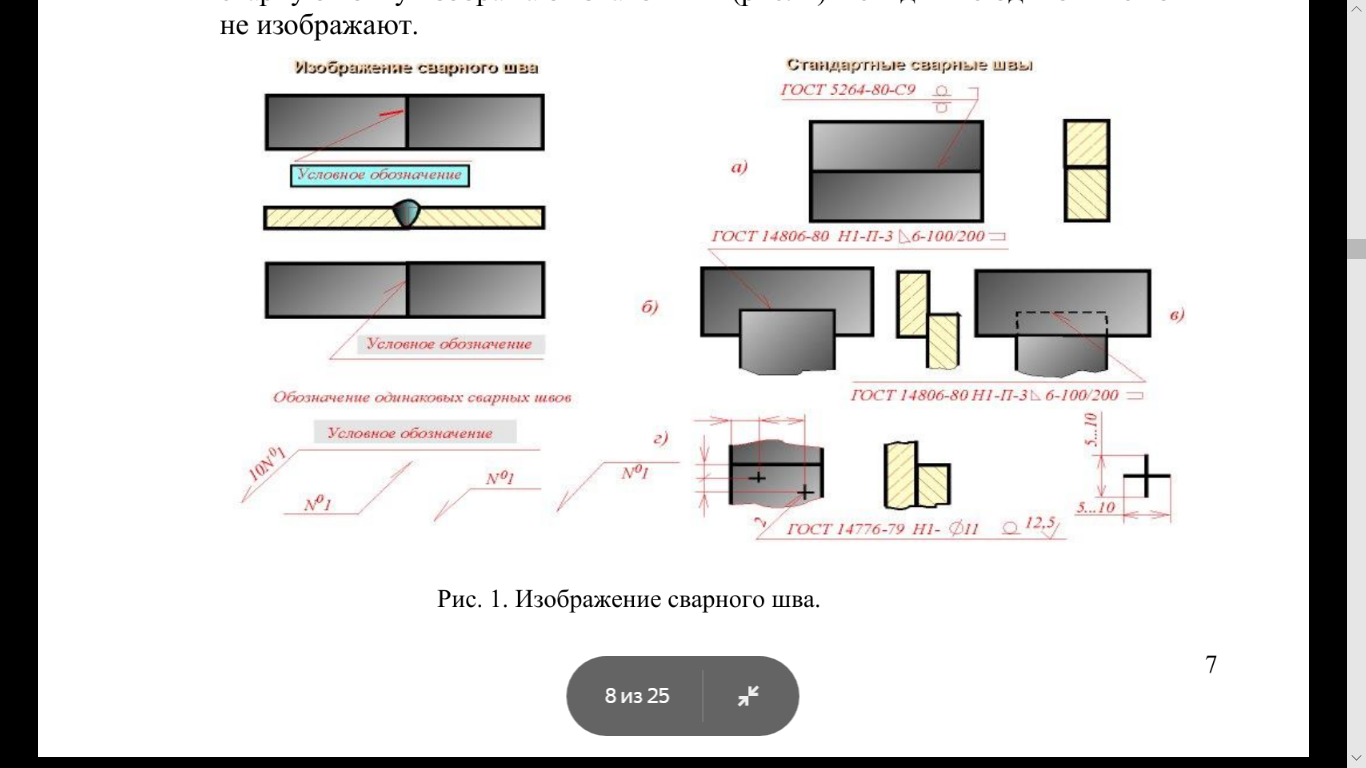
Рис. 1 Изображение сварного шва.
В зависимости от расположения свариваемых деталей различают следующие виды сварных соединений:
1) CТЫКОВОЕ, обозначаемое буквой С, при котором свариваемые детали соединяются своими торцами (рис. 2);
2) УГЛОВОЕ (У),при котором свариваемые детали располагаются под углом, чаще всего - 90 градусов, и соединяются по кромкам (рис. 2);
3) ТАВРОВОЕ (Т), при котором торец одной детали соединяется с боковой поверхностью другой детали (рис. 2);
4) HАХЛЕСТОЧHОЕ (H), при котором боковые поверхности одной детали частично перекрывают боковые поверхности другой (рис. 2).
Кромки деталей, соединяемых сваркой, могут быть различно подготовлены под сварку в зависимости от требований, предъявляемых к соединению. Подготовка может быть выполнена: с отбортовкой кромок (рис. 2), без скоса кромок, со скосом одной кромки, с двумя скосами одной кромки, со скосами двух кромок (рис. 2). Скосы бывают симметричные и асимметричные, прямолинейные и криволинейные.
Швы в поперечном сечении выполняются нормальными без усиления и с усилением величиной g (рис. 2) Тавровые, угловые и нахлесточные швы характеризуются величиной катета K треугольного поперечного сечения шва.
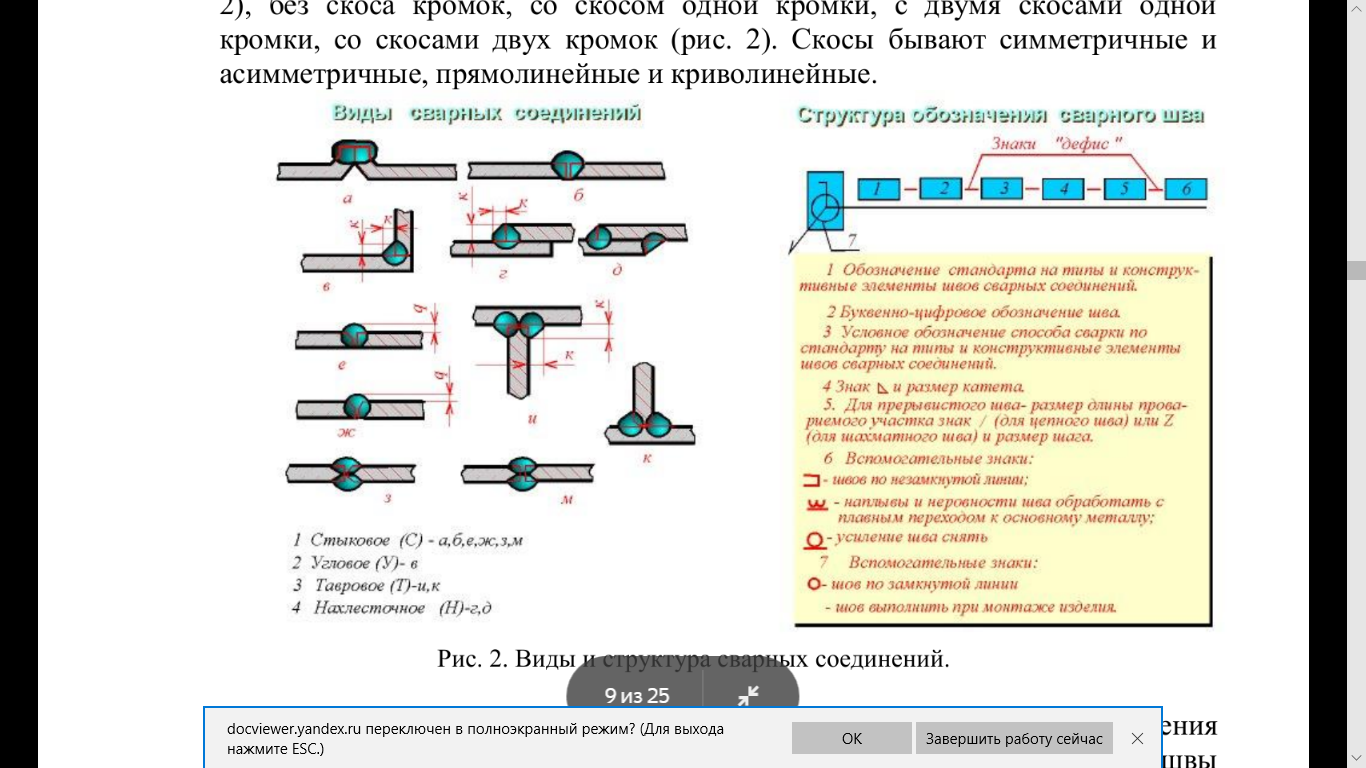
Рис. 2 Виды и структура сварных соединений.
В зависимости от формы шва, скоса кромок, величины усиления и катета стандартные сварные швы имеют следующие условные обозначения: С1, C2, С3,.. ., У1, У2, У3,..., Т1, Т2, Т3,..., H1, H2, H3... .
По характеру расположения швы делятся на односторонние и двусторонние. Швы могут быть сплошные и прерывистые.
Прерывистые швы характеризуются длиной провариваемых участков l с шагом t. Прерывистые швы, выполненные с двух сторон, могут располагаться своими участками l в шахматном или цепном порядке.
На изображении сварного шва различают лицевую и обратную стороны. За лицевую сторону одностороннего шва принимают ту сторону, с которой производится сварка.
Лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок будет та сторона, с которой производят сварку основного шва.
Если же подготовка кромок симметрична, то за лицевую сторону принимают любую.
ЗАДАНИЕ к практической работе:
В лабораторной тетради (выполнять чертеж можно на белом листе формата А4 или на развороте двойного листа) вычертить рамку по размерам на рис. 3.
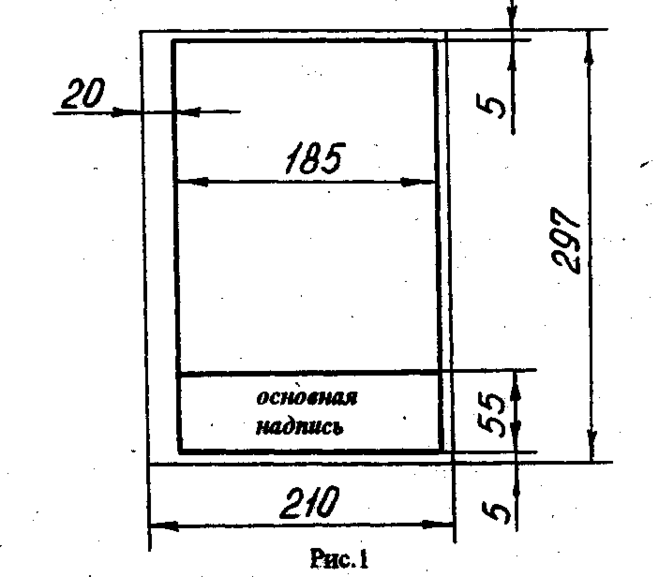
Рис. 3 Размеры рамки
Вычертить и заполнить основную надпись по рис.4 и рис.5.

Рис. 4 Размеры рамки основной надписи

Рис. 5 Содержание основной надписи
Выполнить в рамке чертежи сварных соединений по рис. 6:
Выполните шов стыкового соединения со скосом одной кромки (С9), двусторонний, со снятием выпуклости с лицевой стороны, с требуемой шероховатостью обработанной поверхности, выполненный ручной дуговой сваркой по ГОСТ 5264-80 по незамкнутой линии. Материал свариваемых частей сталь Ст-3пс ГОСТ 380-79.
2. Выполните нахлесточное соединение (Н1), осуществляемое контактной точечной сваркой по ГОСТ15878-79, в трех сварных точках, расчетный диаметр точки – 10мм. Материал свариваемых частей сталь Ст-3пс ГОСТ 380-79.
3.Выполните угловое соединение со скосом одной кромки (У6), высота катета – 6мм. по незамкнутой линии, ручной дуговой сваркой по ГОСТ5264-80. Материал свариваемых частей сталь Ст-3пс ГОСТ 380-79.

Рис. 6 Готовое задание
ВЫВОД:
3








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

