Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.05.2020 08:26

Недерова Галина Викторовна
Преподаватель спец.дисциплин
71 год
Местоположение
07.04.20г. АЭМатериалы
Категория:
Прочее
06.04.2020 18:06

Просмотр содержимого документа
«07.04.20г. АЭМатериалы»
ТЕМА ЗАНЯТИЯ Определение качества пластической смазки (практическая работа)
Теоретический материал
Состав пластичных смазок
Состав пластических смазок обычно выглядит следующим образом:
масленая основа;
загуститель;
присадки.
Масляная основа обычно составляет около 80%, так как даже 10% загустителя может быть достаточно для достижения необходимой консистенции и физических свойств.

Основа
В качестве основы применяются синтетические и минеральные масла, которые также используются для производства жидких смазок. Минеральные, то есть нефтяные, масла предварительно подготавливаются. Их очищают с помощью водорода, методом гидроочистки. Это необходимо для снижения сернистости, что позитивно влияет на антиокислительные свойства готового продукта. Такие типы применяются в узлах, которые работают при небольших нагрузках и перепадах рабочих температур. Синтетическую основу применяют в тех случаях, когда необходимо обслуживание высокооборотных узлов. Чаще всего они применяются в скоростных подшипниках и редукторах.
Загуститель.
Загуститель составляет до 15% от объема готового продукта. Процесс смешивания основы и загустителя должен выполнятся при определенных условиях, с соблюдением особого температурного режима. Для приготовления используются специальное оборудование, в виде миксеров. После остывания смесь получает свои свойства и структуру, которые не меняются в процессе хранения и эксплуатации. Чаще всего используется мыла жирных кислот, твердые углеводы или неорганические соединения.
Присадки.
Присадки занимают наименьшую долю в составе, но их применение очень важно для получения особых технологических свойств. Обычно присадки применяются для:
получения антикоррозийных свойств;
продления срока эксплуатации обслуживаемых механизмов;
препятствия окисления самой мазки;
снижения трения во время работы механизмов;
повышения адгезии, чтобы пластичная смазка хорошо удерживалась на рабочей поверхности.
В качестве присадок обычно используются такие материалы как медь, тальк, слюда и графит.
Характеристики и применение
Характеристики смазок отличаются разнообразием, основываясь на которых можно определить, для каких целей и механизмов можно ее использовать.
Эксплуатационные свойства пластичных смазок характеризуются следующими показателями:
Температура каплепадения – это показатель, который указывает на граничную температуру, при которой состав расплавляется и выделяется первая капля масла. Для нормальной работы обслуживаемых узлов, этот показатель должен превышать минимум на 10 градусов их рабочую температуру. Универсальные смазки, к которым относятся литиевые, имеют показатель каплепадения на уровне 170 градусов. Более устойчивые (кальциевые, бариевые) способны выполнять свои функции при температурах до 250 градусов.
Консистенция – показатель, определяющий степень густоты. Методы определения консистенции бывают разные, но стандартным считается проверка с помощью пенетрометра, погружаемого в продукт. Прибор показывает число пенетрации. Чем выше его показатель, тем консистенция смазки более мягкая. Чтобы определить изменения вязкости при различных температурах, пенетрометр используют при различных температурах, с диапазоном в 25 градусов. Это необходимо для определения подходящей смазки для узлов, работающих при значительном колебании температур.
Вязкость – указывает на текучесть вещества, в результате воздействия критических нагрузок. Вязкость имеет свойство изменения при повышении температур и скорости деформации. От вязкости зависит условия обслуживания узлов, процесса работы механизмов при пусковых моментах.
Наличие воды в составе – вода в составе очень важный показатель, который сильно влияет на антикоррозийные свойства. Наличие воды в составе для защитных смазок не допускается, для остальных составляющая часть воды не должна превышать 4%.
Испаряемость – показатель, указывающий на летучесть вещества при строго регламентированной температуре и времени ее воздействия. Чем выше испаряемость, тем ниже срок эксплуатации. Это связано с тем, что в процессе испарения увеличивается количество загустителя в составе. Это приводит к изменения первоначальных свойств и эксплуатационных характеристик.
Водостойкость – характеризует способность продукта, противостоять воздействию воды, не поглощать ее, не смываться и не изменять своих свойств под ее воздействием. Измерять водостойкость довольно сложно, поэтому для определения методики нужно изучать нормативную-техническую документацию от производителя, где все подробно указано.
Несущая способность – указывает на свойства масленой пленки, в том числе на критическую температуру разрушения, предел прочности, антифрикционные, противоизносные свойства и критическое давление. Чем несущая способность выше, тем дольше смазка сохраняет свои эксплуатационные свойства.
Антикоррозионные свойства – указывают на степень защиты узлов трения от воздействия коррозии, путем обслуживания с помощью смазки. Это важнейший показатель, обращая внимание на который можно значительно увеличить эксплуатационный срок обслуживаемых механизмов.
Отсутствие механических примесей – если в составе содержатся механические примеси, она считается непригодной для использования. Применение пластичных смазок для обслуживания узлов трения не допускается.
Отсутствие кислот и щелочей – состав должен быть нейтральным, для некоторых составов допускается наличие щелочей, объемом до 0,2%.
Вибродемпфирующие свойства – некоторые типы смазок применяются в узлах, работающих в условиях сильной вибрации.

Чаще всего этот продукт применяется в различных узлах автомобилей. Практически 50% производимых в мире смазок предназначены именно для обслуживания автомобилей. Большое распространение они получили также в промышленности, где требуется стабильная работа станков и конвейеров. Также стоит отметить горную промышленности и сельское хозяйство, где множество тракторов, экскаваторов и других механизмов невозможно обслуживать без консистентной смазки.
Классификация пластичных смазок
Классификация пластичных смазок основывается на типе загустителя и присадок, которые используются в процессе изготовления.
Литиевые – производятся с добавлением литиевого мыла, отличаются долговечностью и нетерпимостью к воздействию воды.
Натриевые – в основе загустителя выступают соли натрия, отличатся небольшой стоимостью и универсальностью. Не подходят для работы при высоких температурах и под воздействием воды.
Алюминиевые – предназначены для работы при высоких температурах, а также в условиях повышенной влаги, когда требуются особые антикоррозийный свойства.
Силиконовые – отличается высокой устойчивостью к воде, ее очень тяжело смыть. Обеспечивает минимальное трение рабочих механизмов. Также этот тип можно использовать как для металлических деталей, так и для изготовленных из резины и полимеров.
Тефлоновые – может использоваться при высоких температурах, до 250 градусов, не изменяя консистенции, оставаясь густой и вязкой. Покрывает механизмы масленой пленкой, которая обладает отличными антифрикционными свойствами. Может применяется в оборудовании, где требуется обеспечить непроводимость тока.
Полиуретановые – применяются в пищевом и медицинском оборудовании, так как абсолютно безвредные для человеческого организма. Отличаются тем, что со временем полностью разлагаются природным образом.
Универсальных смазок, в понимании этого слова, не существует. Да в некоторых схожих сферах, можно использовать один и тот же состав, но его лучше подбирать в каждом отдельном случае. Различные марки пластических смазок имеют подробные инструкции, указывающие как, в каких условиях и механизмах можно их использовать.
Технология производства
Пластичные смазочные материалы отличаются технологией производства, в зависимости от типа используемой присадки. Независимо от типа производство должно строго соответствовать технологическим нормам и ГОСТу. Очень часто используется стандарт DIN 51502, разработанный немецкими технологами.
Производство состоит из тщательного смешивания компонентов при определенных температурах.
Соблюдение температурного режима очень важно, так малейшее отклонение может привести к расслоению смеси. Смешивание выполняется в специальном оборудовании, типа миксеров.
Процесс охлаждения смеси не менее важен, так как именно он влияет на получение нужной текстуры. Он происходит в специальных холодильных установках. Именно в процессе охлаждения в смесь добавляются присадки.
Конец формы
Следующий этап изготовления – гомогенизация. Она заключается в пропуске охлажденной смазки через вальцовые краскотерки, что позволяет довершить образование необходимой структуры. После этого может быть проведен процесс деаэрации, в результате чего из смеси удаляется воздух.
Последним этапом является фильтрация, которую выполняют с помощью фильтров разной конструкции и степени очистки. От качества фильтрации напрямую зависит степень антифрикционных свойств продукта.
Преимущества и недостатки
Пластичные смазки, используемые для автомобилей, имеют ряд преимуществ и недостатков. Среди преимуществ можно выделить:
Позволяют минимизировать возможность возникновения проблем во время запуска и остановки узлов трения.
Показывают лучшие характеристики работы, в сравнении с жидкими, под давлением.
Можно использовать для герметизации узлов.
Качественно защищают механизмы от внешних загрязнителей.
Существуют составы с твердыми типами присадок.
Недостатков существенно меньше. К ним можно отнести меньшие, в сравнение с жидкими, показатели теплопередачи. Поэтому использование их при высоких рабочих температурах узлов ограничено. Также ограничено использование для высокоскоростных механизмов, обслуживание которых лучше проводить с помощью жидких составов.
ЗАДАНИЕ ДЛЯ ОБУЧАЮЩИХСЯ:
1.Используя теоретический материал и рисунки оборудования составьте методику определения температуры каплепадения, показателя пенетрации, эффективной вязкости.
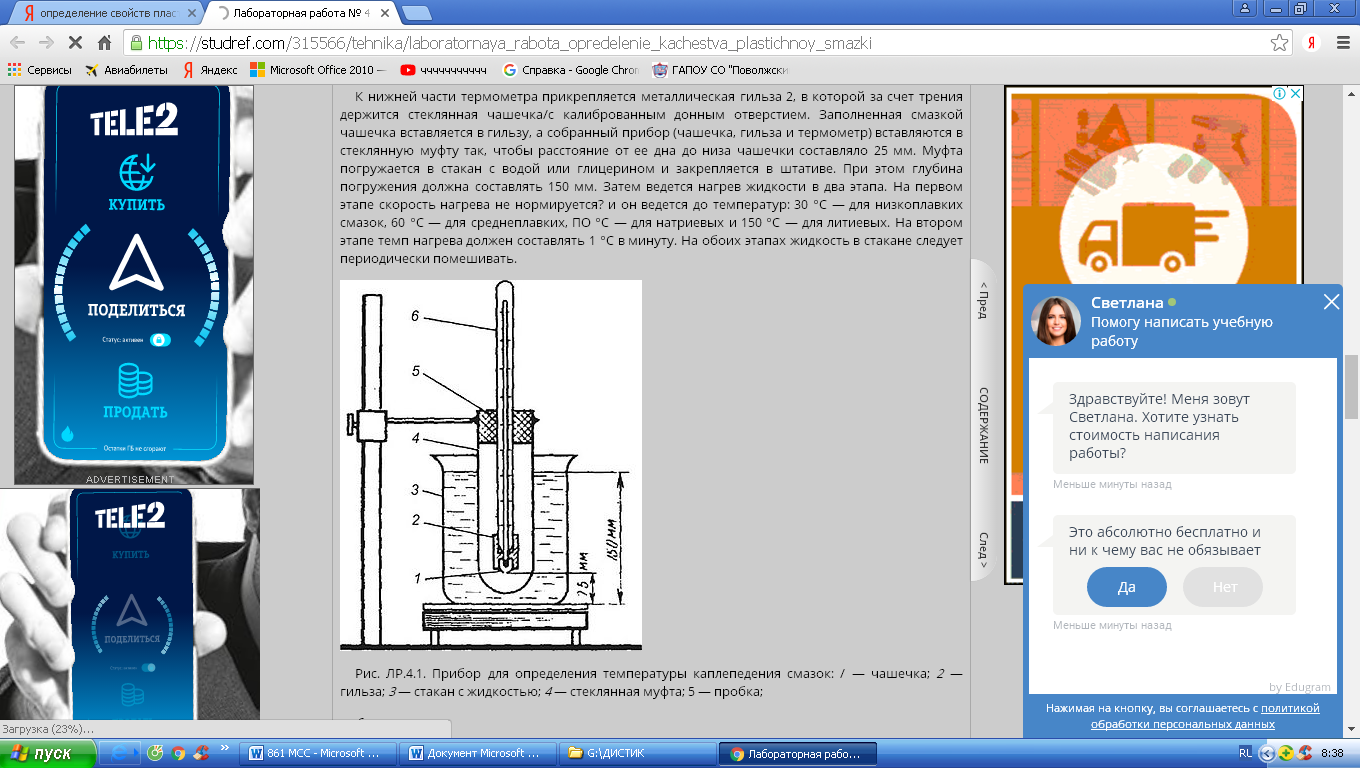
Прибор для определения температуры каплепедения смазок: / — чашечка; 2 — гильза; 3 — стакан с жидкостью; 4 — стеклянная муфта; 5 — пробка; 6 — термометр
 Прибор для определения показателя пенетрации
Прибор для определения показателя пенетрации 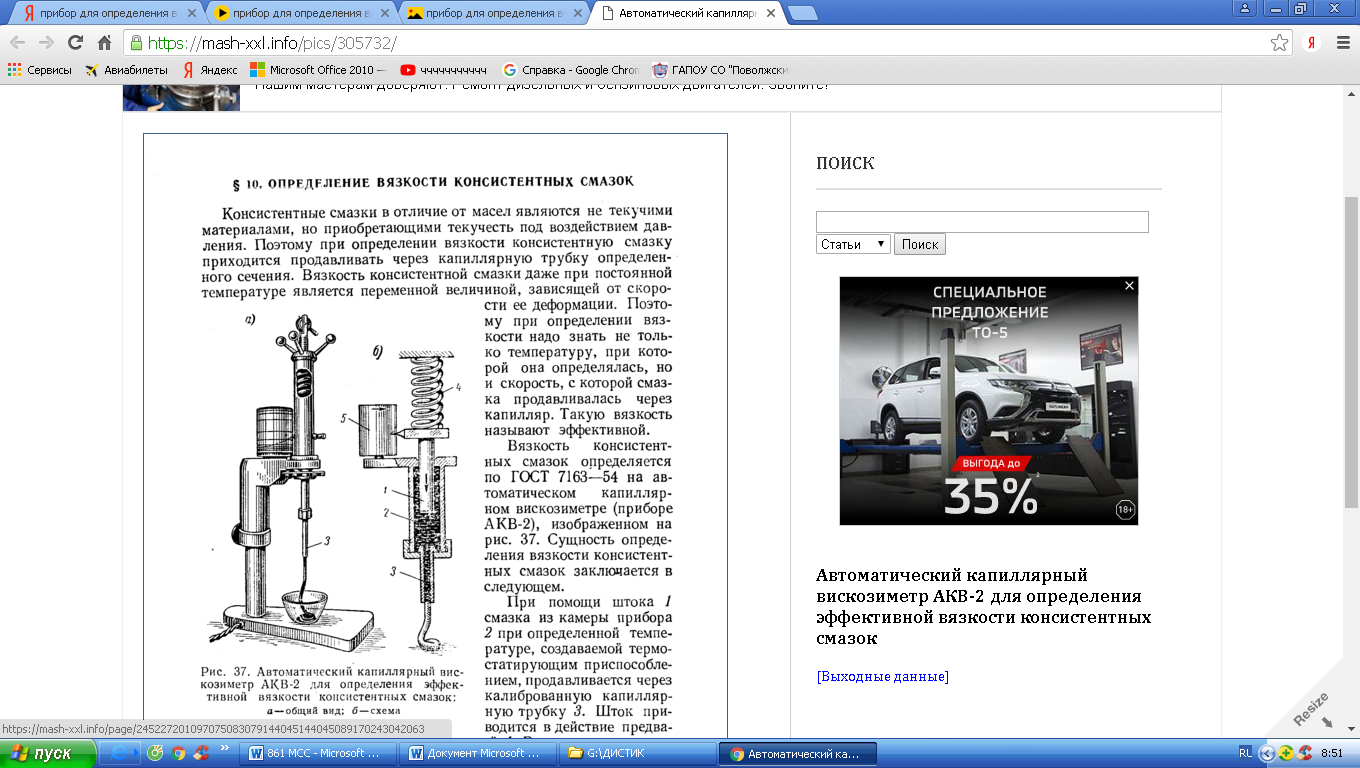
Прибор для определения вязкости
1.шток 2 камера 3. Капиллярная трубка 4. Тарированная пружина5. Записывающее устройство
2.Ответить на вопросы письменно
Какие основные показатели эксплуатационных свойств смазок отличают их от жидких смазочных масел
Сравните свойства смазок Литол и ШРУС и определите область их применения






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

