
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 06.09.2025 10:53

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
Инструкционно-технологическая карта № 04.2.5.1 Выбор инструментов для обработки древесины
Категория:
Технология
09.10.2021 11:42

Просмотр содержимого документа
«Инструкционно-технологическая карта № 04.2.5.1 Выбор инструментов для обработки древесины»
Инструкционно-технологическая карта № 04.2.5.1
Выбор инструментов для обработки древесины
| Инструменты | Материалы | Оборудование |
| Разметочный циркуль; Карандаш столярный; Измерительные и проверочные линейки; Рулетка; Штангенциркуль (0,1 мм); Диски пильные; Слесарные ножовки. | Круглые пилы; Поверочные плиты.
| Круглопильный станок; Дисковая ручная пила; Верстак слесарный; Разметочный столик; Приспособление для проверки плоскостности круглой пилы; Индикаторный разводомер; Специальное приспособление для балансировки; Наковальня; Проковочный молоток с круглым бойком. |
 Пилы, применяемые в круглопильных станках для продольной распиловки, различают по диаметру, числу зубьев и профилю, а также форме диска в поперечном сечении.
Пилы, применяемые в круглопильных станках для продольной распиловки, различают по диаметру, числу зубьев и профилю, а также форме диска в поперечном сечении.
Рис. 1. Пила круглая для продольной распиловки:
а — общий вид, б — зубья с прямой задней
гранью, в — зубья с ломаной задней гранью.
Пила круглая плоская для распиловки древесины (ГОСТ 980—80) (рис. 1, а) для закрепления на шпинделе имеет посадочное отверстие, диаметр d которого зависит от диаметра диска D и толщины пилы b. Число зубьев пилы должно быть 36, 48, 60 или 72 в зависимости от профиля зубьев.
Зубья с прямой задней гранью (рис. 1, б) используют для распиловки древесины мягких пород, с ломаной задней гранью (рис. 1, в) — твёрдых пород.
Толщина пилы b зависит от диаметра и бывает от 2 до 2,8 мм, а величина развода зубьев на сторону b 1 выбирается в зависимости от условий распиловки.
Пилы круглые строгальные (рис. 2) применяют для получения гладкой поверхности, не требующей дополнительной обработки при склеивании деталей, их окраски кроющими красками и т. д.
 Боковые поверхности строгальных пил имеют поднутрение от периферии к центру под углом 0°25'...0°35'. Бывают пилы одноконусные (рис. 2, а) и двухконусные (рис. 2, б). Пилы с поднутрением позволяют получать поверхности высокого качества.
Боковые поверхности строгальных пил имеют поднутрение от периферии к центру под углом 0°25'...0°35'. Бывают пилы одноконусные (рис. 2, а) и двухконусные (рис. 2, б). Пилы с поднутрением позволяют получать поверхности высокого качества.
Пилы круглые строгальные (рис. 21) применяют для получения гладкой поверхности, не требующей дополнительной обработки при склеивании деталей, их окраски кроющими красками и т. д.
Боковые поверхности строгальных пил имеют поднутрение от периферии к центру под углом 0°25'...0°35'. Бывают пилы одноконусные (рис. 21, а) и двухконусные (рис. 21, б). Пилы с поднутрением позволяют получать поверхности высокого качества.
Рис. 2. Пила круглая строгальная:
а — с одинарным поднутрением, б — с двойным поднутрением,
в — зубья для продольной распиловки.
Пилы круглые с пластинами из твёрдого сплава (ГОСТ 9769—79) имеют повышенную износостойкость (рис. 3,а). Затраты времени, связанные с частой заменой затупившейся пилы, в этом случае невелики, что позволяет сократить простои оборудования. Пилы с пластинами из твёрдого сплава с зубьями, показанными на рис. 3, б, применяют для продольной распиловки цельной и клеёной древесины. Режущие пластины зубьев пил изготовляют из металлокерамического сплава карбида вольфрама и кобальта ВК6, ВК15.
Рис. 3. Пила круглая с пластинами из твёрдого сплава:
а — общий вид, б — форма зуба для продольной распиловки.
Подготовка к работе стальных круглых плоских пил включает насечку зубьев, правку, вальцевание или проковку диска, заточку и развод или плющение зубьев. Пилы после подготовки к работе должны удовлетворять следующим требованиям.
Количество зубьев и их профиль должны соответствовать установленному стандарту. Диск пилы должен иметь плоскую форму. Исправление пилы и устранение местных дефектов осуществляют правкой на наковальне ударами проковочного молотка с круглым бойком.
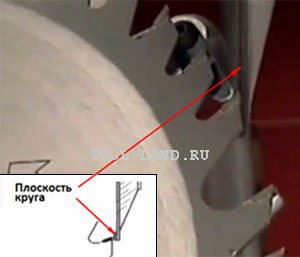
 Отклонение от плоскости (коробление, выпучины и др.) на каждой стороне диска диаметром до 450 мм должно быть не более 0,1 мм. Плоскостность пилы проверяют поверочной линейкой или на специальном приспособлении.
Отклонение от плоскости (коробление, выпучины и др.) на каждой стороне диска диаметром до 450 мм должно быть не более 0,1 мм. Плоскостность пилы проверяют поверочной линейкой или на специальном приспособлении.
При проверке поверочной линейкой (рис. 4, а) пилу 2 устанавливают вертикально на подкладку 1 и к диску прикладывают в разных направлениях поверочную линейку 3. Зазор между диском и рабочей поверхностью линейки измеряют щупом или визуально.
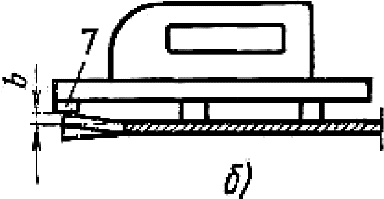
Рис. 4. Проверка плоскостности круглой пилы:
а — поверочной линейкой, б — приспособлением; 1 — подкладка, 2 — пила, 3 — поверочная линейка, 4 — основание, 5 — индикатор, 6 — стойка. 7 — опорная шайба, 8 — прижимная шайба, 9 —вал, 10 — рукоятка.
Приспособление для проверки плоскостности пилы показано на рис. 4, б. Шайбы 7 и 8 приспособления служат для крепления пилы. Индикатор 5 предназначен для отсчёта величины отклонения боковой поверхности (в периферийной части) диска. Перед установкой пилы индикатор ориентируют так, чтобы измерительный наконечник был перпендикулярен плоскости, проходящей через торцовую поверхность опорной шайбы.
Пилу надевают на вал, устанавливают прижимную шайбу и, медленно вращая рукоятку, смотрят показания индикатора. Отклонение от плоскостности должно быть не более 0,1 мм при диаметре пилы 450 мм. При вальцевании пилы ослабляют её центральную часть по отношению к периферийной. Это обеспечивает устойчивое положение диска пилы в процессе резания. Провальцованная пила при расположении в горизонтальной плоскости на трёх равномерно расположенных точечных опорах должна приобретать равномерную вогнутость (прогиб). Прогиб контролируют поверочной линейкой и щупом или специальным прибором, снабжённым индикатором часового типа. Величина прогиба центральной части провальцованной пилы зависит от её толщины и диаметра (табл. 3).
Предельное отклонение прогиба должно быть не более ±50% указанной в таблице величины прогиба.
Местные синие выпучины (прижоги) необходимо устранить проковкой. При этом проковочным молотком наносят удары по средней части пилы, уложенной на стальную наковальню. Степень проковки пилы проверяют так же, как и степень вальцевания.
Заданные угловые параметры зубьев и острота режущих кромок должны быть обеспечены заточкой. Разница по величине передних углов и углов заточки составляет не более ±1°. Шероховатость торцовых поверхностей пил и поверхностей посадочного отверстия должна быть Rz ≤ 6,3 (ГОСТ 2789—79). Режущие зубья заточенной пилы должны быть острыми, без заусенцев, надломов и заворотов. Заусенцы с боковых граней зубьев удаляют мелкозернистым шлифовальным бруском. Качество заточки пил проверяют универсальным угломером или шаблоном для контроля угловых элементов зубьев. Вершины зубьев должны располагаться на одной окружности с отклонением не более 0,15 мм.
| Технологический процесс | Указания и пояснения |
| 1. Выбор режущего инструмента (выбор пилы требуемого диаметра и профиля зубьев) | |
 | П
|
| 2. Осмотр дереворежущего инструмента | |
 | Перед установкой на станок пилу необходимо тщательно осмотреть и убедиться в отсутствии трещин во впадинах зубьев и в других местах. Запрещается пользоваться пилами, имеющими трещины или сломанные зубья (более одного), а также, если они не отбалансированы. Количество зубьев и их профиль должны соответствовать установленному стандарту. Диск пилы должен иметь плоскую форму. Перед установкой пилы на станок пильный диск, а также зажимные шайбы необходимо насухо протереть. Нельзя допускать попадания опилок, стружек или других мелких частиц древесины, обтирочных концов и т. п. между соприкасающимися поверхностями пилы и шайб. Подготовка к работе стальных круглых плоских пил включает насечку зубьев, правку, вальцевание или проковку диска, заточку и развод или плющение зубьев. Пилы после подготовки к работе должны удовлетворять следующим требованиям. Количество зубьев и их профиль должны соответствовать установленному стандарту. Диск пилы должен иметь плоскую форму. Исправление пилы и устранение местных дефектов осуществляют правкой на наковальне ударами проковочного молотка с круглым бойком. |
| 3. Проверка плоскостности круглой пилы | |
| | Отклонение от плоскости (коробление, выпучины и др.) на каждой стороне диска диаметром до 450 мм должно быть не более 0,1 мм. Плоскостность пилы проверяют поверочной линейкой или на специальном приспособлении. При проверке поверочной линейкой (рис. а) пилу 2 устанавливают вертикально на подкладку 1 и к диску прикладывают в разных направлениях поверочную линейку 3. Зазор между диском и рабочей поверхностью линейки измеряют щупом или визуально. Приспособление для проверки плоскостности пилы показано на рис. б. Шайбы 7 и 8 приспособления служат для крепления пилы. Индикатор 5 предназначен для отсчёта величины отклонения боковой поверхности (в периферийной части) диска. Перед установкой пилы индикатор ориентируют так, чтобы измерительный наконечник был перпендикулярен плоскости, проходящей через торцовую поверхность опорной шайбы. Пилу надевают на вал, устанавливают прижимную шайбу и, медленно вращая рукоятку, смотрят показания индикатора. Отклонение от плоскостности должно быть не более 0,1 мм при диаметре пилы 450 мм. При вальцевании пилы ослабляют её центральную часть по отношению к периферийной. Это обеспечивает устойчивое положение диска пилы в процессе резания. Провальцованная пила при расположении в горизонтальной плоскости на трёх равномерно расположенных точечных опорах должна приобретать равномерную вогнутость (прогиб). Прогиб контролируют поверочной линейкой и щупом или специальным прибором, снабжённым индикатором часового типа. Величина прогиба центральной части провальцованной пилы зависит от её толщины и диаметра (табл. 3). Предельное отклонение прогиба должно быть не более ±50% указанной в таблице величины прогиба. Проверка плоскостности круглой пилы: а — поверочной линейкой, б — приспособлением; 1 — подкладка, 2 — пила, 3 — поверочная линейка, 4 — основание, 5 — индикатор, 6 — стойка. 7 — опорная шайба, 8 — прижимная шайба, 9 —вал, 10 — рукоятка. |
| 4. Проковка круглых пил | |
| | Местные синие выпучины (прижоги) необходимо устранить проковкой. При этом проковочным молотком наносят удары по средней части пилы, уложенной на стальную наковальню. Степень проковки пилы проверяют так же, как и степень вальцевания. |
| 5. Проверка заточки круглых пил | |
| | Заданные угловые параметры зубьев и острота режущих кромок должны быть обеспечены заточкой. Разница по величине передних углов и углов заточки составляет не более ±1°. Шероховатость торцовых поверхностей пил и поверхностей посадочного отверстия должна быть Rz ≤ 6,3 (ГОСТ 2789—79). Режущие зубья заточенной пилы должны быть острыми, без заусенцев, надломов и заворотов. Заусенцы с боковых граней зубьев удаляют мелкозернистым шлифовальным бруском. Качество заточки пил проверяют универсальным угломером или шаблоном для контроля угловых элементов зубьев. Вершины зубьев должны располагаться на одной окружности с отклонением не более 0,15 мм. |
| 6. Развод зубьев круглых пил | |
 | После заточки зубья разводят. При этом отгибают кончики соседних зубьев в разные стороны на 1/3 их высоты (отсчитывая от вершины). Величину отгиба каждого зуба (развод на сторону) устанавливают в зависимости от породы древесины, её влажности и режима резания. Универсальная разводка: 1 — пластинка; 2 — регулировочные винты; 3 — шкала, показывающая величину развода; 4 — винт с упором, регулирующий высоту отгибаемого зуба; 5 — пружина; 6 — рычаг для отгиба зуба от пилы.
Шаблон для контроля правильности развода зубьев пилы:
1 — пила; 2 — шаблон.
|
| 7. Контроль точности развода зубьев круглых пил | |
| | Точность развода зубьев контролируют индикаторным разводомером или шаблоном. Разводомер (рис. 5, а) устанавливают на поверхность диска пилы так, чтобы измерительный наконечник 2 индикатора 4 касался боковой грани кончика зуба, и смотрят показания индикатора. Отклонение допускается не более 0,15 мм. Проверка развода зубьев круглой пилы: а — индикаторным разводомером, б — шаблоном; 1 — зуб пилы, 2 — измерительный наконечник,3 — фиксатор, 4 — индикатор, 5 — основание, 6 — базирующие опоры, 7 — измерительная пятка Перед измерением разводомер настраивают. Установив его на поверочную плиту, поворачивают циферблат индикатора до совмещения нулевой отметки с большой стрелкой. Шаблон для контроля точности развода (рис. 5, б) снабжён измерительной пяткой 7, высота которой меньше базирующих опор на величину b развода зубьев. Прикладывая шаблон поочерёдно к каждому зубу, визуально или щупом замеряют зазор между вершиной зуба и измерительной пяткой. |
| 8. Плющение зубьев круглых пил | |
| | При плющении зубьев уширяют кончик каждого зуба, чтобы при распиловке получить пропил, ширина которого больше толщины полотна пилы. Это обеспечивает свободное и устойчивое движение пилы. После плющения кончик зуба должен быть в форме лопаточки, боковые кромки которой выровнены формованием. |
| 9. Фугование зубьев круглых пил | |
| | Для уменьшения величины отклонения от окружности резания зубья целесообразно профуговывать. Профуговку выполняют по высоте зубьев и ширине режущей кромки (с боков) фугующими приспособлениями, устанавливаемыми на пильных станках или заточных автоматах. Прифуговку на валу станка осуществляют мелкозернистым оселком (зернистость 5... 10) при вращении пилы в направлении, обратном рабочему, и малой частоте вращения. Прифуговка зубьев по высоте выполнена правильно, если выправлены 3/4 зубьев пилы, а величина прифугованной поверхности (фаски) составляет не более 0,1...0,3 мм. При боковой прифуговке допускаются прифугованные площадки не более 0,05...0,15 мм. |
| 10. Заточка зубьев круглых пил | |
| | Подготовка к работе круглых строгальных пил отличается повышенными требованиями к заточке. Кроме того, они должны быть отбалансированы. |
| 11. Балансировка круглых пил | |
| | Неуравновешенность дисков вследствие неравномерной их толщины может вызвать потерю устойчивости пильного диска во время работы, сильное биение шпинделя и неудовлетворительное качество распиловки. Статическую балансировку строгальных пил осуществляют на специальном приспособлении. При этом остаточный дисбаланс (неуравновешенность) диска пил малого и среднего диаметров не должен превышать 250...600 г-мм. Строгальные пилы не подлежат проковке, а зубья не разводят и не плющат. |
| 12. Подготовка круглых пил с пластинами из твёрдого сплава | |
| | При подготовке к работе круглых пил с пластинами из твёрдого сплава выполняют припайку пластин, заточку и доводку зубьев. Твёрдосплавные пластины припаивают припоями на электросварочных аппаратах, установках, вырабатывающих токи высокой частоты, или газовой горелкой. Предварительно подготавливают корпус пилы, фрезеруя в нем пазы под пластины, а пластины тщательно проверяют на отсутствие коробления и трещин, после чего шлифуют. Прочность припайки проверяют, испытывая пилы вращением при окружной скорости у зубьев не менее 100 м/с. Затачивают и доводят пилы, оснащённые пластинами из твёрдого сплава, на полуавтоматах повышенной точности и жёсткости. Предварительно заточку производят абразивными (карборундовыми) кругами, а чистовую заточку и доводку — алмазными кругами. |
 В качестве режущего инструмента на станках для продольной распиловки древесины, в том числе и на станках с ручной подачей, применяют обычные дисковые плоские пилы с разведёнными зубьями и строгальные пилы, не требующие развода зубьев. При распиловке многослойной фанеры, фанерованных деталей, древесноволокнистых, древесностружечных плит и других аналогичных материалов целесообразно применять дисковые пилы, оснащённые пластинками из твёрдого сплава.
В качестве режущего инструмента на станках для продольной распиловки древесины, в том числе и на станках с ручной подачей, применяют обычные дисковые плоские пилы с разведёнными зубьями и строгальные пилы, не требующие развода зубьев. При распиловке многослойной фанеры, фанерованных деталей, древесноволокнистых, древесностружечных плит и других аналогичных материалов целесообразно применять дисковые пилы, оснащённые пластинками из твёрдого сплава.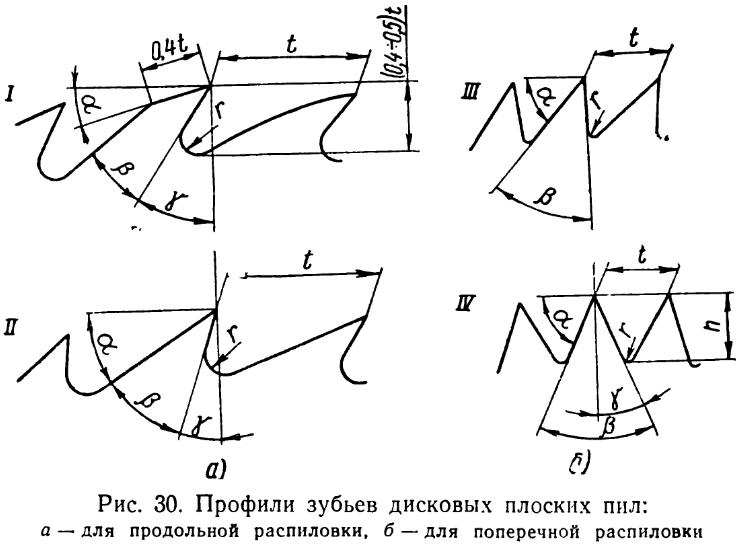 рофили зубьев дисковых плоских пил: а) для продольной распиловки; б) для поперечной распиловки.
рофили зубьев дисковых плоских пил: а) для продольной распиловки; б) для поперечной распиловки.
 Направление движения передних зубьев пилы у всех станков с расположением пильного вала ниже распиливаемого материала должно быть таким, чтобы пила прижимала распиливаемую древесину к поверхности стола.
Направление движения передних зубьев пилы у всех станков с расположением пильного вала ниже распиливаемого материала должно быть таким, чтобы пила прижимала распиливаемую древесину к поверхности стола.












Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

