
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 06.09.2025 10:53

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
Инструкционно-технологическая карта № 04.4.1.2 «Базирование детали» по профессиям, связанным с обработкой древесины: «Столяр», «Станочник деревообрабатывающих станков»
Категория:
Технология
05.12.2021 12:29

Просмотр содержимого документа
«Инструкционно-технологическая карта № 04.4.1.2 «Базирование детали» по профессиям, связанным с обработкой древесины: «Столяр», «Станочник деревообрабатывающих станков»»
Инструкционно-технологическая карта № 04.4.1.2
Базирование детали
Чтобы обеспечить качественную обработку, прежде всего необходимо выполнить базирование и закрепление заготовки в требуемом положении относительно рабочих органов станка. Базирование детали - процесс сохранения ориентированного положения детали в станке на период её обработки. Это довольно ответственный этап, поскольку качество его выполнения определяет точность обработанной детали. В зависимости от вида контакта заготовки с элементами станка различают подвижное и неподвижное базирование (рис. 1).
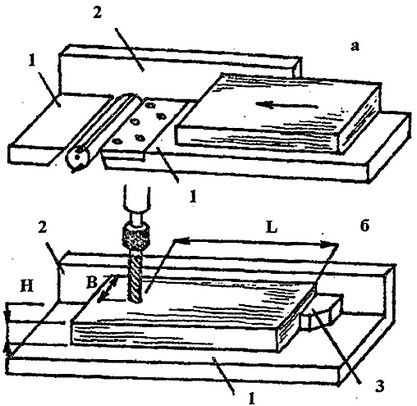
Рис. 1. Базирование детали:
a - подвижное; б - неподвижное; 1 - столы; 2 - направляющая линейка; 3 – упор
Элементы для базирования обрабатываемых деталей имеют множество конструктивных исполнений. Это столы, направляющие линейки, упоры, патроны, планшайбы токарных станков. Столы для неподвижного базирования деталей изготовляют массивными в виде плит с плоской рабочей поверхностью. Стол для подвижного базирования детали должен иметь гладкую поверхность с малым коэффициентом трения скольжения. В процессе работы кромка стола, примыкающая к режущему инструменту, изнашивается интенсивнее. Поэтому указанную его часть оснащают съёмной стальной накладкой. На столе обычно монтируют направляющие линейки или уголки. Часто столы выполняют в виде роликового конвейера или оборудуют роликами. При проходной обработке используют боковые и верхние прижимы, которые делают в виде колодки (рис. 2 а), подпружиненного башмака (рис. 2 б), гибких пластин (рис. 2 в), роликов (рис. 2 г).
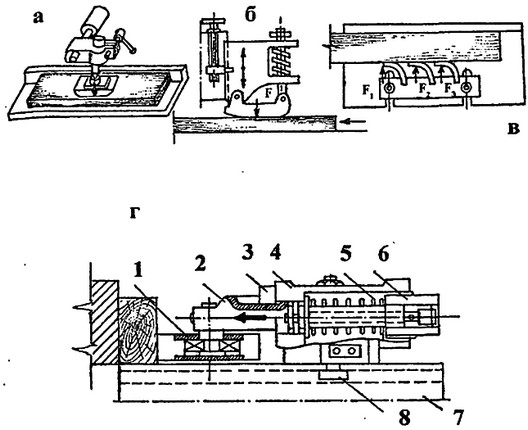
Рис. 2. Прижимы:
а - колодка; б - башмак; в - гибкие пластины; д - роликовый прижим;
1 - ролик; 2 - щиток; 3 - кронштейн; 4 - гильза; 5 - пружина; 6 - гайка; 7 - стол; 8 - винт
В станках с неподвижным базированием используют неподвижные прижимы, рабочие поверхности которых не скользят относительно детали








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

