Россия, Задонск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 09.06.2025 13:54

Пахомов Николай Николаевич
Преподаватель
29 лет
Местоположение
Метод. реком. по метрологии
Категория:
Прочее
30.04.2025 11:06

Просмотр содержимого документа
«Метод. реком. по метрологии»
Министерство образования липецкой области
государственное областное бюджетное профессиональное образовательное учреждение
«задонский политехнический техникум имени дважды героя советского союза михаила тихоновича степанищева»

| МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ПРОВЕДЕНИЮ практических и лабораторных работ по дисциплине |
| ОПЦ.09 Метрология, стандартизация и сертификация |
программы подготовки специалистов среднего звена
специальность: 23.02.07 Техническое обслуживание и ремонт двигателей, систем и агрегатов автомобилей
Курс: 2 курс
2024
Методические указания по проведению практических и лабораторных работ предназначены для преподавателей и студентов ГОБ ПОУ «Задонский политехнический техникум им. дважды Героя Советского Союза М. Т. Степанищева» специальности 23.02.07 Техническое обслуживание и ремонт двигателей, систем и агрегатов автомобилей для подготовки к учебным занятиям с целью освоения практических умений и навыков. Методические указания по проведению практических и лабораторных работ составлены в соответствии с рабочей программой учебной дисциплины ОПЦ.09 Метрология, стандартизация и сертификация.
Составитель: Пахомов Н.Н., преподаватель специальных дисциплин и профессиональных модулей
СОГЛАСОВАНО
Старший методист
_______________ / Яковлева В.И./
| РАССМОТРЕНО на заседании цикловой методической комиссии специальных дисциплин и профессиональных модулей протокол № __ от «__»_______ 2024 г. председатель _____________ Хорошилов М.А. |
| утверждаю заместитель директора по учебно-производственной работе ГОБ ПОУ «Задонский политехнический техникум им. дважды Героя Советского Союза М.Т. Степанищева» |
| |
| ______________Е.А. Позднякова «___»____________2024 г. |
СОДЕРЖАНИЕ
| Введение |
| ||
| Общие требования для студентов по выполнению практических работ |
| ||
| Показатели оценивания работ |
| ||
| Практическая работа № 1 Допуски и посадки гладких цилиндрических соединений. Определение годности деталей в цилиндрических соединениях |
| ||
| Лабораторная работа №1.Допуски формы и расположения поверхностей деталей. Условные обозначения допусков формы и расположения поверхностей на чертежах |
| ||
| Практическая работа №2 Измерение параметров шероховатости поверхности. |
| ||
| Практическая работа № 3 Допуски и посадки подшипников качения Практическая работа №4 Контроль резьбовых и зубчатых соединений Практическая работа №5 Контроль шпоночных и шлицевых соединений. Практическая работа №6 Расчет размерных цепей Практическая работа №7 Приведение несистемной величины измерений в соответствие с действующими стандартами и международной системой единиц СИ |
| ||
| Лабораторная работа №2. Измерение деталей с использованием различных измерительных инструментов |
| ||
|
|
Введение
Методические указания по проведению практических работ составлены в соответствии с содержанием рабочей программы учебной дисциплины ОПЦ.09. Метрология, стандартизация и сертификация (дисциплина входит в общепрофессиональный цикл базисного учебного плана специальности 23.02.07 Техническое обслуживание и ремонт двигателей, систем и агрегатов автомобилей по программе базовой подготовки).
Практические работы направлены на освоение следующих практических умений и знаний согласно требованиям ФГОС СПО специальности 23.02.07 Техническое обслуживание и ремонт двигателей, систем и агрегатов автомобилей, рабочей программы дисциплины «Метрология, стандартизация и сертификация».
уметь:
- выполнять технические измерения, необходимые при проведении работ по техническому обслуживанию и ремонту сельскохозяйственной техники и оборудования;
- осознанно выбирать средства и методы измерения в соответствии с технологической задачей, обеспечивать поддержание качества работ;
- указывать в технической документации требования к точности размеров, форме и взаимному расположению поверхностей, к качеству поверхности;
- пользоваться таблицами стандартов и справочниками, в том числе в электронной форме, для поиска нужной технической информации;
- рассчитывать соединения деталей для определения допустимости износа и работоспособности, для возможности конструкторской доработки;
знать:
- основные понятия, термины и определения;
- средства метрологии, стандартизации и сертификации;
- профессиональные элементы международной и региональной стандартизации;
- показатели качества и методы их оценки;
- системы и схемы сертификации.
Вышеперечисленные умения и знания необходимы для формирования следующих профессиональных общих компетенций, согласно ФГОС СПО и образовательной программе по специальности код: 23.02.07 Техническое обслуживание и ремонт двигателей, систем и агрегатов автомобилей
ОК 01. Выбирать способы решения задач профессиональной деятельности применительно к различным контекстам;
ОК 02. Использовать современные средства поиска, анализа и интерпретации информации и информационные технологии для выполнения задач профессиональной деятельности;
ОК 03. Планировать и реализовывать собственное профессиональное и личностное развитие, предпринимательскую деятельность в профессиональной сфере, использовать знания по финансовой грамотности в различных жизненных ситуациях;
ОК 04. Эффективно взаимодействовать и работать в коллективе и команде
ПК 1.1. Осуществлять диагностику систем, узлов и механизмов автомобильных двигателей.
ПК 1.2. Осуществлять техническое обслуживание автомобильных двигателей согласно технологической документации.
ПК 1.3. Проводить ремонт различных типов двигателей в соответствии с технологической документацией.
ПК.3.3. Проводить ремонт трансмиссии, ходовой части и органов управления автомобилей в соответствии с технологической документацией.
ПК 4.1. Выявлять дефекты автомобильных кузовов.
ПК 5.3. Осуществлять организацию и контроль деятельности персонала подразделения по техническому обслуживанию и ремонту автотранспортных средств.
ПК 5.4. Разрабатывать предложения по совершенствованию деятельности подразделения, техническому обслуживанию и ремонту автотранспортных средств.
ПК 6.2. Планировать взаимозаменяемость узлов и агрегатов автотранспортного средства и повышение их эксплуатационных свойств.
ПК 6.3. Владеть методикой тюнинга автомобиля.
ПК 6.4. Определять остаточный ресурс производственного оборудования.
ЛР 13. Готовность обучающегося соответствовать ожиданиям работодателей: ответственный сотрудник, дисциплинированный, трудолюбивый, нацеленный на достижение поставленных задач, эффективно взаимодействующий с членами команды, сотрудничающий с другими людьми, проектно мыслящий.
ЛР 14. Приобретение обучающимся навыка оценки информации в цифровой среде, ее достоверность, способности строить логические умозаключения на основании поступающей информации и данных.
Практические работы следует проводить по мере прохождения студентами теоретического материала.
Практические работы рекомендуется производить в следующей последовательности:
- вводная беседа, во время которой кратко напоминаются теоретические вопросы по теме работы, разъясняется сущность, цель, методика выполнения работы;
- самостоятельное выполнение необходимых заданий;
- обработка результатов выполнения заданий, оформление отчета;
- защита практической работы в форме собеседования по методике проведения и результатам проделанной работы.
Обязательная аудиторная нагрузка на каждую практическую работу – 2 часа.
Общие требования для студентов по выполнению практических работ
Перед выполнением практической работы необходимо повторить теоретический материал, используя рекомендованные информационные источники, конспект лекций и теоретическую часть работы.
Студенты обязаны иметь при себе линейку, карандаш, калькулятор, тетрадь для выполнения (или для оформления отчетов) практических работ.
При обработке результатов измерений:
А) помните, что точность расчетов не может превышать точности прямых измерений;
Б) результаты измерений лучше записывать в виде доверительного интервала.
Отчеты по практическим работам оформляются аккуратно и должны включать в себя следующие пункты:
название работы и ее цель;
приборы и материалы (при необходимости);
описание этапов выполнения работы (записываются требуемые теоретические положения, результаты измерений, обработка результатов измерений, расчеты, заполнение требуемых таблиц и построение графиков и т.д.).
вывод.
При подготовке к сдаче практической работы, необходимо ответить на предложенные контрольные вопросы.
Показатели оценивания работ
При оценивании практической работы учитывается следующее:
- качество самостоятельного выполнения практической части работы (соблюдение методики выполнения, получение результатов в соответствии с целью работы и т.д.);
- качество оформления отчета по практической работе (в соответствии с требованиями, приведенными выше);
- качество устных ответов на контрольные вопросы при защите работы (глубина ответов, использование специальной терминологии, знание методики выполнения работы и т.д.).
Практическая работа № 1
Тема: Допуски и посадки гладких цилиндрических соединений. Определение годности деталей в цилиндрических соединениях.
Цель работы: Научить определить предельные размеры, отклонения, допуски, посадки и годности размеров деталей, (графически изображать поле допуска)
Ход работы
Номинальный размер- размер служащий началом отчета отклонений. Относительно номинального размера определяются предельные размеры.
Предельные размеры- два предельно допустимых размера ,которым может быть равен или между которым должен находится действительный размер годной детали
Dmax = Dном + ES;
Dmin= Dном + EI;
Одним из основных понятий, определяющих точность изготовления деталей является допуск.
Допуском (Т) называют разность между наибольшими и наименьшими допустимыми значениями параметра.
Отв. ТD = Dmax - Dmin= / ES – EI /;
Вал Td = dmax – dmin = ( es – ei );
Решение задач на определение предельных размеров посадки.
Пример 1
Для данной посадки определить предельные размеры отверстия и вала допуски отверстия и вала
Посадка ![]()
Решение
Dн = 50мм
ES = +25 мкм
EI = 0
Dmax = Dн + ES =50 +0,025=50,025мм
Dmin = Dн + EI = 50+0=50,0 мм
Допуск отверстия TD = Dmax – Dmin =50,025- 50,0=0,025мм
Предельные размеры вала
dн = 50мм
es = + 25мкм
ei = + 9 мкм
dmax =50 +0,025=50,025мм
dmin = 50+0,009=50,009 мм
Допуск вала Td = dmax – dmin=50,025-50,009=0,016мм
Схема расположения полей допусков
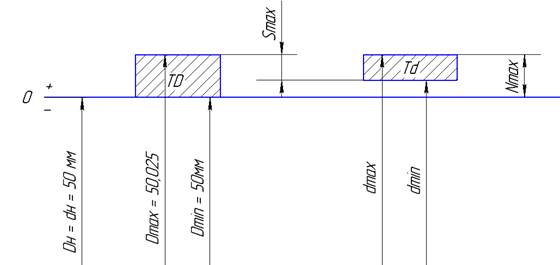
Задание: (вариант по списку журнала)
Определить предельные отклонения, допуски отверстия и вала, начертить схему полей допуска.
| Вариант |
| Вариант |
|
| 1. | Ø20 Н6/h6; Ø 75Н7 | 13 | Ø55Н7/n6; Ø 5Н9 |
| 2. | Ø30 Н6/h6; Ø 16Н8 | 14 | Ø 12Н7/Р6; Ø 8g6 |
| 3. | Ø18 Н7/t 6; Ø 36Н9 | 15 | Ø 9Н7/m6; Ø24 h7 |
| 4. | Ø16 Н7/Р6 ; Ø 48Н11 | 16 | Ø 13Н7/f7; Ø 3К6 |
| 5. | Ø22Н8/ 8; Ø 58Н6 | 17 | Ø 28Н8/i8; Ø 12S6 |
| 6. | Ø40Н11/ h11; Ø 66Н9 | 18 | Ø 30Н9/ f9; Ø 20h11 |
| 7. | Ø50Н6/g6; Ø 56Н11 | 19 | Ø 50Н9/d9; Ø 7 f7 |
| 8. | Ø12Н6/f6; Ø 32Н12 | 20 | Ø 54 Н11/d11; Ø 9i8 |
| 9. | Ø8Н10/d10; Ø 100Н14 | 21 | Ø 56 Н12/n12; Ø 12h6 |
| 10. | Ø92Н12/в12; Ø 80Н8 | 22 | Ø 42Н8/8; Ø 14h7 |
| 11. | Ø116Н8/m8; Ø 40Н12 | 23 | Ø 44Н8/s7; Ø 18i8 |
| 12. | Ø 75Н9/d9; Ø 15Н14 | 24 | Ø 60Н8/к7; Ø 19d11 |
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется допуском?
2. Как взаимосвязаны понятия допуска и точности размера?
3. Что называется номинальным размером?
4. Что называется отклонением?
5. Что такое брак? Какой брак называется исправимым?
6.Что называется действительным , предельными размерами?
Лабораторная работа №1.Допуски формы и расположения поверхностей деталей.
Условные обозначения допусков формы и расположения поверхностей на чертежах приведены в табл.8.1.
Таблица 8.1. Символьное обозначение допусков на чертеже
| Группа допусков | Вид допуска | Знак |
| Допуск формы | Допуск прямолинейности |
|
| Допуск плоскостности |
| |
| Допуск круглости |
| |
| Допуск цилиндричности |
| |
| Допуск профиля продольного сечения |
| |
| Допуск расположения | Допуск параллельности |
|
| Допуск перпендикулярности |
| |
| Допуск наклона |
| |
| Допуск соосности |
| |
| Допуск симметричности |
| |
| Позиционный допуск |
| |
| Допуск пересечения осей |
| |
| Суммарные допуски формы и расположения | Допуск радиального биения |
|
| Допуск торцового биения | ||
| Допуск биения в заданном направлении | ||
| Допуск полного радиального биения |
| |
| Допуск полного торцевого биения | ||
| Допуск формы заданного профиля |
| |
| Допуск формы заданной поверхности |
|
Отклонение формы
плоских поверхностей
ГОСТ 28187-89 регламентирует следующие отклонения формы поверхности:
Отклонение от плоскостности: наибольшее расстояние от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка.
Отклонение от прямолинейности: наибольшее расстояние от точек реального профиля до прилегающей прямой в пределах нормируемого участка.
цилиндрических поверхностей
ГОСТ 28187-89 регламентирует следующие отклонения формы цилиндрических поверхностей:
Отклонение от цилиндричности: наибольшее расстояние от точек реальной поверхности до прилегающего цилиндр в пределах нормируемого участка.
Отклонение от круглости: наибольшее расстояние от точек реального профиля до прилегающей окружности. Регламентируются следующие отклонения от круглости
профиля продольного сечения
ГОСТ 28187-89 регламентирует следующие отклонения профиля продольного сечения:
Конусообразность: отклонение профиля продольного сечения, при котором образующие прямолинейны, но не параллельны;
Бочкообразность: отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры увеличиваются от краев к середине сечения;
Седлообразность: отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине сечения.
Отклонение расположения поверхностей
ГОСТ 28187-89 регламентирует следующие отклонения расположения поверхностей:
Отклонение от параллельности плоскостей - определяется как разность наибольшего и наименьшего расстояний между плоскостями (прямыми) в пределах нормируемого участка.
Отклонение от параллельности оси (или прямой) и плоскости – определяется как разность наибольшего и наименьшего расстояний между осью (прямой) и плоскостью на длине нормируемого участка;
Отклонение от перпендикулярности плоскостей, осей или оси и плоскости – определяется как отклонение угла между плоскостями от прямого угла (90°), выраженное в линейных единицах на длине нормируемого участка;
Отклонение от соосности относительно базовой поверхности – определяется как наибольшее расстояние между осью рассматриваемой поверхности вращения и базовой (осью базовой поверхности или общей осью двух или нескольких поверхностей) на длине нормируемого участка;
Отклонение от соосности относительно общей оси – определяется как наибольшее расстояние от оси рассматриваемой поверхности до общей оси двух или нескольких номинальных соосных поверхностей вращения в пределах длины рассматриваемой поверхности;
Отклонение от симметричности определяется как наибольшее расстояние между плоскостью симметрии (осью) рассматриваемого элемента (или элементов) и базой (плоскостью симметрии базового элемента или общей плоскостью симметрии двух или нескольких элементов) в пределах нормируемого участка, поверхностей;
Отклонение от пересечения осей – определяется как наименьшее расстояние между осями, номинально пересекающимися;
Позиционное отклонение определяется как наибольшее расстояние между реальным расположением элемента (его центра, оси или плоскости симметрии) и его номинальным расположением в пределах нормируемого участка.
Суммарные допуски формы и расположения
Торцовое биение – определяется как разность наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси;
Радиальное биение – определяется как разность наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси.
ОПРЕДЕЛЕНИЕ ФАКТИЧЕСКОЙ ВЕЛИЧИНЫ ОТКЛОНЕНИЙ
Предельные отклонения формы и расположения поверхностей указывают на чертежах условными знаками.
Для измерения величины отклонений от круглости деталей типа тел вращения (например, цилиндров) применяются приборы - кругломеры.
Для определения некруглости на профилограмму накладывают прилегающую окружность. Отклонения от круглости определяются по формуле огр = / Y, где - наибольшее расстояние прилегающей окружности до профилограммы, мм, измеренное в радиальном направлении (рис.8.1.); Y- коэффициент увеличения прибора, при котором произведена запись профилограммы (1000, 2000, 4000 и т. д.).
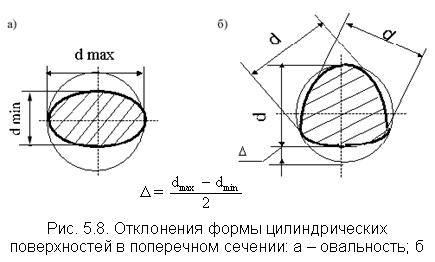
Рис. 8.1. Отклонение от круглости (огранка)
Для измерения этих отклонений можно применять двухконтактные средства измерения (микрометры, рычажные скобы и т. д.).
Овальность (рис.8.2) ов определяется по формуле ов = (dmax - dmin)/ 2, где dmax - наибольший измеренный диаметр, мм; dmin - наименьший измеренный диаметр, мм.

Рис.8.2. Отклонение от круглости (овальность)
Частными видами отклонения профиля продольного сечения цилиндрической поверхности являются:
конусообразность — отклонение профиля продольного сечения, при котором образующие прямолинейны, но не параллельны (рис.8.3).
Рис. 8.3. Отклонения профиля продольного сечения (конусообразность)
бочкообразность — отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры увеличиваются от краев к середине сечения (рис.8.4).
Рис.8.4. Отклонения профиля продольного сечения (бочкообразность)
седлообразность — отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине сечения (рис.8.5).
Рис.8.5. Отклонения профиля продольного сечения (седлообразность)
Количественно конусообразность, бочкообразность и седлообразность оцениваются по формуле, аналогичной расчету параметров овальности
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ РАБОТЫ
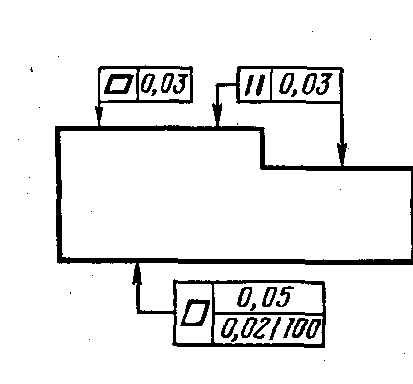
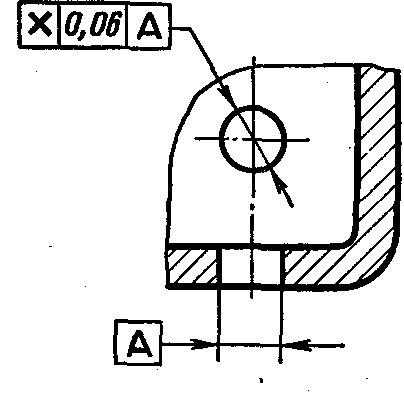
1. Расшифровать условные обозначения предельных отклонений формы и расположения поверхностей.
| а)
| б)
|
| в)
| г)
|
| д)
| е) |
| ж)
| з)
|
| и)
| к)
|
2. Нанести на чертеже требования к отклонению от плоскостности бруска в зависимости от заданных размеров и степени точности на погрешность формы.
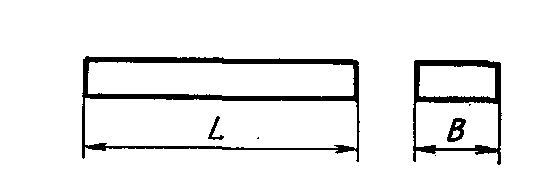
| Варианты | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Номинальный размер L, мм | 100 | 22 | 125 | 110 | 80 | 50 | 360 | 450 | 630 | 500 |
| Номинальный размер В, мм | 40 | 10 | 25 | 16 | 10 | 6,3 | 50 | 75 | 60 | 63 |
| Степень точности | 2 | 4 | 3 | 5 | 4 | 10 | 7 | 5 | 6 | 9 |
3. Нанести на чертеже требования к непрямолинейности образующей цилиндра в. зависимости от заданной длины и степени точности на погрешность формы.
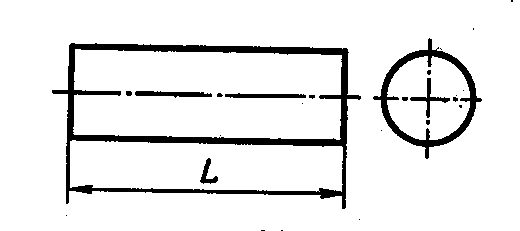
| Варианты | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Номинальная длина, мм
| 80 | 80 | 160 | 160 | 200 | 200 | 500 | 500 | 710 | 710 |
| Степень точности | 9 | 2 | 3 | 7 | 5 | 1 | 4 | 8 | 9 | 6 |
Нанести на чертеже требования к некруглости наружного цилиндра d и внутреннего D в зависимости от заданных диаметров и степеней точности на погрешность формы.
|
Варианты | l | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Номинальный диаметр D, мм | 100 | 120 | 60 | 140 | 180 | 500 | 25 | 12 | 22 | 25 |
| Номинальный диаметр d, мм | 50 | 80 | 32 | 60 | 120 | 250 | 10 | 4 | 12 | 14 |
| Степень точности | 3 | 8 | 10 | 4 | 5 | 9 | 7 | 6 | 1 | 2 |
5. Нанести на чертеже требования к отклонению от параллельности плоскостей бруска в зависимости от заданных размеров и степеней точности на отклонения расположения поверхностей.
|
Варианты | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Номинальный размер L, мм | 40 | 40 | 160 | 160 | 100 | 100 | 220 | 220 | 400 | 400 |
| Номинальный размер В, мм | 10 | 10 | 40 | 40 | 25 | 25 | 50 | 50 | 90 | 90 |
| Степень точности | 10 | 9 | 1 | 2 | 4 | 3 | 5 | 6 | 8 | 7 |
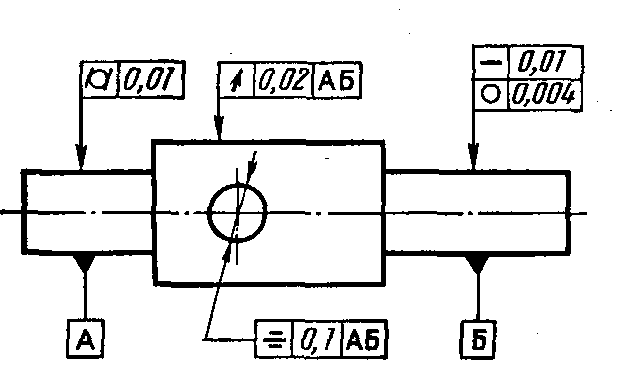
6. Нанести на чертеже требования к радиальному биению поверхностей А и Б и торцовому биению поверхности В относительно оси отверстия в зависимости от заданных диаметров и степеней точности на отклонения расположения поверхностей.
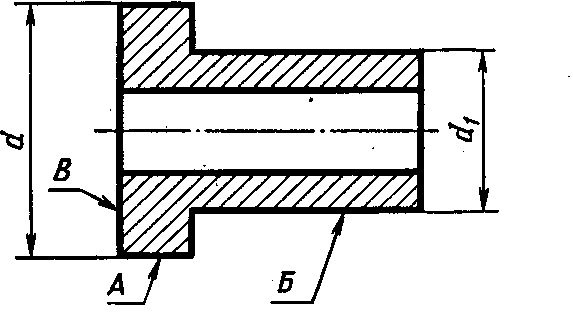
| Варианты | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Номинальный размер d, мм | 25 | 50 | 8 | 180 | 300 | 400 | 90 | 400 | 125 | 560 |
| Номинальный диаметр d1, мм | 20 | 36 | 4 | 110 | 180 | 160 | 50 | 320 | 75 | 340 |
| Степень точности | 2 | 4 | 3 | 5 | 1 | 6 | 10 | 8 | 7 | 9 |
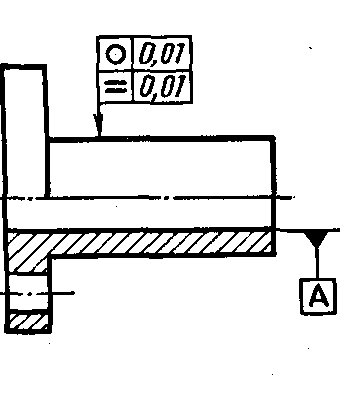
7. Нанести на чертеже требования к отклонению от соосности отверстия А относительно отверстия Б в зависимости от заданных диаметров и степеней точности на отклонения расположения поверхностей.
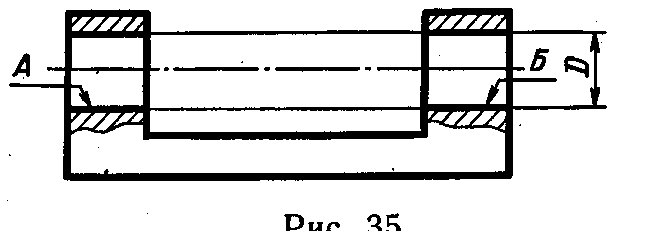
| Варианты | l | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Номинальный диаметр D, мм | 40 | 25 | 16 | 160 | 160 | 100 | 100 | 320 | 320 | 400 |
| Степень точности | 2 | 1 | 3 | 5 | 4 | 7 | 10 | 9 | 8 | 6 |
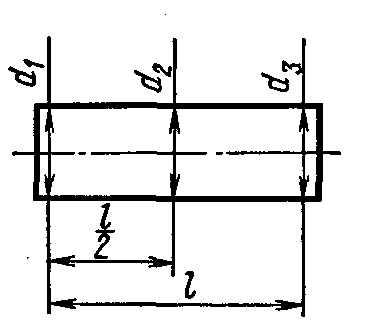
8. Микрометром измерены диаметры валов по краям и в середине, по результатам измерения определить величину и вид отклонения профиля продольного сечения (конусообразность, седлообразность, бочкообразность).
|
Варианты | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| d1, мм | 4,05 | 15,98 | 24 | 9,97 | 8,01 | 11,99 | 19,99 | 25 | 16 | 32,01 |
| d2, mm | 4,1 | 16,02 | 23,93 | 9,99 | 8,04 | 11,92 | 20,03 | 24,95 | 15,98 | 31,95 |
| d3, мм | 4,15 | 15,97 | 23,98 | 9,95 | 8,07 | 11,98 | 19,97 | 24,99 | 15,96 | 32 |
9. При измерении рычажной скобой валов установлено, что детали имеют четко выраженную овальность. Определить значения овальности по результатам измерений.
| Варианты | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| dнб, mm | 10,95 | 4.2 | 7,86 | 47,3 | 35,01 | 17,5 | 43,6 | 15,85 | 39,99 | 25 |
| dнм, мм
| 10,90 | 4,19 | 7,82 | 47,22 | 34,97 | 17,42 | 43,51 | 15,80 | 39,93 | 24,94 |
СОДЕРЖАНИЕ ОТЧЕТА
Порядок выполнения работы определяется индивидуальным заданием.
1) решить задачи индивидуального задания;
2) все необходимые геометрические построения оформить аккуратно в предварительно выбранном масштабе с указанием расшифровок сокращений;
3) оформить отчет о выполнении индивидуального задания в виде отдельной папки формата А4;
Практическая работа №2 Измерение параметров шероховатости поверхности.
Цель работы: формирование навыков определения требований к точности формы и расположения поверхностей и шероховатости поверхности.
Задачи:
научиться расшифровывать обозначения на чертежах допусков формы и расположения поверхностей и шероховатости поверхностей;
научиться выбирать и оформлять требования к точности формы и расположения поверхностей, а также к шероховатости поверхности.
Оснащение:
методические указания к выполнению лабораторной работы.
Теоретическая часть
Отклонение формы называется отклонение реальной поверхности или реального профиля от формы идеальной поверхности или идеального профиля. Виды и обозначения отклонений формы приведены в таблице 1.
Профиль – это линия пересечения поверхностей. Профилем может быть прямая линия. В частном случае профиль – это линия пересечения с плоскостью.
Допуск формы – это величина, в пределах которой может изменяться отклонением формы.
Будем использовать следующие обозначения: - отклонение формы; Т – допуск формы; L – длина участка, на котором определяется отклонение.
Таблица 1 - Виды и обозначения отклонений формы
| Вид отклонения формы | Знак допуска |
| Отклонение от прямолинейности Отклонение от плоскостности Отклонение от круглости Отклонение от цилиндричности Отклонение профиля продольного сечения |
|
Приведем примеры отклонений формы.
Отсчет отклонения от прямолинейности в плоскости производится от точек реального профиля до прилегающей прямой (рисунок 1). Прилегающей называется прямая, которая касается реального профиля и расположена все объема детали так, чтобы расстояние от нее до наиболее удаленной точки профиля было минимальным.
Отклонение от цилиндричности – это максимальное расстояние от точек реальной поверхности до прилегающего цилиндра (рисунок 2). Прилегающим цилиндром называется цилиндр минимального диаметра, описанный вокруг реальной наружной поверхности или максимального диаметра, вписанный в реальную внутреннюю поверхность.
Отклонение расположения поверхностей или профиля детали – это отклонение их реального положения от выбранной базы, которой могут быть поверхность, линия или точка той же детали. Базой называется элемент детали, по отношению к которому задается допуск расположения или суммарный допуск формы и расположения рассматриваемых поверхностей.
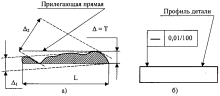
Рисунок 1 - Отклонение от прямой в плоскости:
а – прилегающая прямая; б – обозначение на чертеже
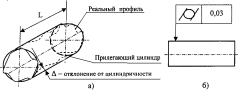
Рисунок 2 - Отклонение от цилиндричности:
а – прилегающий цилиндр; б – обозначение на чертеже
Аналогично нормированию точности формы поверхности используются семь параметров для нормирования требований к точности расположения, которые приведены в таблице 2.
Таблица 2 - Виды и обозначения расположения поверхностей
| Вид отклонения формы | Знак допуска |
| Отклонение от параллельности Отклонение от перпендикулярности Отклонение наклона Отклонение от соосности Отклонение от симметричности Позиционное отклонение Отклонение от пересечения осей |
|
Приведем примеры отклонения от расположения поверхностей.
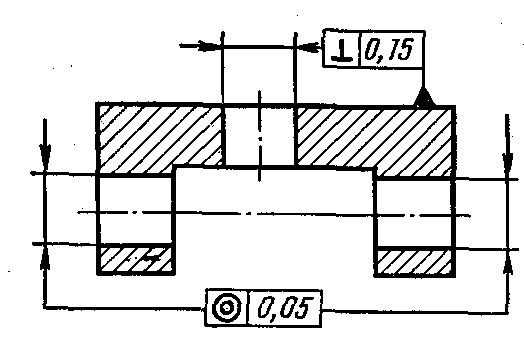
Отклонение от параллельности плоскостей – это разность наибольшего и наименьшего расстояний между плоскостями в пределах нормируемого участка. На рисунке 3, показаны варианты обозначения на чертеже требований к отклонению расположения поверхностей. Задано отклонение верхней плоскости детали относительно нижней, которая принята за базовую. Базовая плоскость помечается черным треугольником, который должен быть расположен на контурной линии или ее продолжении. В верхнюю плоскость, на которую задано отклонение, упирается стрелка. Другой конец стрелки соединен с прямоугольником, в левой части которого помещен условный знак отклонения от параллельности, а в правой – его числовое значение.
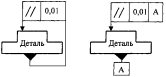
Рисунок 3 - Отклонение от параллельности плоскостей
Отклонение от соосности – это наибольшее расстояние между осью рассматриваемой поверхности вращения и осью базовой поверхности или общей осью двух и более поверхностей вращения на длине нормируемого участка. За общую ось принимается прямая, соединяющая середины осей, для которых определяется отклонение. При обозначении на чертеже требований к соосности необходимо в средней рамке знаком R задавать отклонение в радиусном выражении (отклонение относится к значению радиуса отверстия), а знаком ø – в диаметральном (отклонение относится к значению диаметра отверстия) (рисунок 4).

Рисунок 4 - Отклонение от соосности
Отклонение симметрии – это наибольшее расстояние между плоскостью (осью) симметрии или нескольких элементов и плоскостью (осью) симметрии базового элемента или общей плоскостью симметрии двух и более элементов в пределах нормируемого участка. При обозначении на чертеже требований к симметричности необходимо в средней рамке знаком T/2 задать отклонение в «радиусном» выражении, а знаком T – в «диаметральном». В данном случае T – это ширина полосы, в пределах которой должна находится плоскость симметрии элемента с нормируемым отклонением (рисунок 5).
Суммарные отклонения формы и расположения поверхностей. Данный вид отклонения является результатом сложения отклонений формы и расположения нормируемого элемента относительно заданных баз. Допускается использовать любые сочетания отклонений формы и расположения, если между ними имеется логическая связь. Однако есть такие сочетания отклонений, которые постоянно используются при нормировании точности деталей цилиндрической формы.
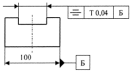
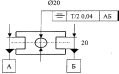
Рисунок 5 – Отклонение от симметричности
Радиальное биение - это разность наибольшего и наименьшего расстояний от точек реального профиля поверхности до базовой оси в сечении плоскостью, перпендикулярной базовой оси (рисунок 6а).
Торцевое биение - это разность наибольшего и наименьшего расстояний от точек реального профиля торцевой поверхности до плоскости перпендикулярной базовой оси, измеренной на определенном (заданном) диаметре (рисунок 6б).
Биение в заданном направлении - это разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения в сечении этой поверхности конусом, ось которого совпадает с базовой осью, а образующая параллельна направлению биения (рисунок 6в).
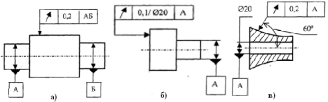
Рисунок 6 – Радиальное биение (а), торцевое биение (б),
биение в заданном направлении (в)
Термины и определения, относящиеся к основным видам отклонений и допусков формы и расположения поверхностей, установлены ГОСТ 24642-81. Правила указания допусков формы и расположения поверхностей изложены в ГОСТ 2.308-79.
Шероховатость поверхности является следствием пластической деформации поверхностного слоя детали при образовании стружки, копирования неровностей режущих кромок инструмента и трения его о деталь, вырывание с поверхности частиц материала.
ГОСТ 2789-73 предусматривает следующие параметры шероховатости поверхности:
Ra- среднее арифметическое отклонение профиля;
Rz - высота неровности профиля по 10 точкам;
Rmax - наибольшая высота неровностей профиля;
Sm - средний шаг неровностей;
S - средний шаг неровностей по вершинам;
tр - относительная опорная длина профиля;
p - шаговое значение уровня профиля.
Значения этих параметров определяются на участке поверхности в пределах базовой длины l.
Обозначение шероховатости поверхностей и правила их нанесения на чертеже установлены ГОСТ 2309-73. Изменение №3 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 21 от 28.05.2002) (рисунок 7).

Рисунок 7 - Обозначение шероховатости поверхностей
| Знак шероховатости поверхности, вид обработки которой не устанавливается |
|
| Знак шероховатости поверхности, которая обрабатывается удалением слоя материала (то точением, фрезерованием, шлифованием, полированием и т. д.) |
|
| Знак шероховатости поверхности, получаемой без удаления слоя материала (литьем, ковкой, штамповкой, прокатом, волочением и т. д.) |
|
Когда часть поверхностей изделия по данному чертежу не обрабатывается, в правом верхнем углу чертежа перед обозначением () помещают знак размеры и толщина линии которого должны быть приблизительно в 1,5 раза больше, чем знаков, нанесенных на изображении.
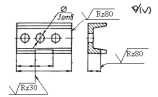
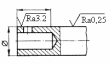
Рисунок 8 - Примеры обозначения шероховатости
Контрольные вопросы
1. Какие виды отклонений от геометрической формы встречаются при обработке?
2. Какие виды отклонений от взаимного расположения поверхностей встречаются при обработке?
Каковы причины возникновения погрешности формы и взаимного расположения обработанных поверхностей?
Каковы причины возникновения шероховатости поверхности?
Как обозначаются на чертежах допуски отклонения формы и расположения поверхностей?
Что понимается под шероховатостью поверхности?
Какие приняты критерии оценки шероховатости?
Как в соответствии с ГОСТ обозначается шероховатость поверхности?
Как влияют отклонения геометрических параметров на точность деталей?
Порядок выполнения работы
Изучить теоретическую часть.
Изучить предложенный эскиз детали (рисунок 9 - 13) с указанными обозначениями отклонений формы и расположения поверхностей и шероховатости поверхности. Охарактеризовать заданные поверхности.
Расшифровать обозначения отклонений формы и расположения заданных поверхностей и шероховатости.
Указать метод обработки детали для получения шероховатости поверхностей заданных параметров.
Назначьте допуск крутости на диаметр, указанный в таблице 1 в соответствии с вариантом, начертите эскиз вала и проставьте условное обозначение с указанием допуска. Замените условное обозначение записью в технических требованиях к чертежу.
Назначьте допуск профиля продольного сечения на диаметр, указанный в таблице 2 в соответствии с вариантом, начертите эскиз вала и проставьте условное обозначение с указанием допуска. Замените условное обозначение записью в технических требованиях к чертежу.
Сделайте выводы по работе и оформите отчет.
Практическая работа № 3 Допуски и посадки подшипников качения.
Для колец заданного подшипника назначить посадки на вал и в корпус. Расшифровать условное обозначение подшипника. Построить схемы полей допусков. Вычертить эскизы подшипникового узла и посадочных поверхностей вала и корпуса под подшипник.
точность отверстие вал зазор
Таблица Карта исходных данных для подшипников качения
|
|
|
| Наименования исходных данных | Значения исходных данных |
| Условное обозначение подшипника | 180506 |
| Номер позиции по чертежу | 11 |
| Радиальная нагрузка r, kH | 20 |
| Режим работы подшипника, допустимые перегрузки, в % | Режим работы подшипников промежуточного вала нормальный, перегрузки могут достигать 150% |
| Вращающаяся деталь | Вал |
| Конструкция вала (по чертежу) | сплошной |
| Конструкция корпуса (по чертежу) | сплошной |
Расшифровать условное обозначение подшипника
Условное обозначение подшипника- 180506- подшипник радиальный шариковый однорядный с двухсторонним уплотнителем по ГОСТ 8882.
Расшифровка условного обозначения:
- код внутреннего диаметра 06;
- серия по наружному диаметру 5;
- тип подшипника 0;
- конструктивное исполнение 8;
- серия по ширине 1;
- класс точности 0.
Конструктивные размеры подшипника
Определяем параметры подшипника: [1, табл. 4.3].
Внутренний диаметр подшипника d = 30 мм.
Наружный диаметр подшипника D = 62 мм.
Ширина подшипника B = 20-0,12 мм.
Радиусы закруглений r = 1,5 мм.
![]()
![]()
![]()
![]()
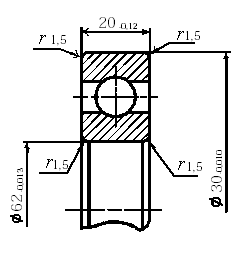
Рис. 3.11. Эскиз подшипника 318
По ГОСТ 520 определим отклонения внутреннего и наружного колец подшипника:
для нулевого класса:
![]()
L0=LD = ?dmp= мкм; l0= ld = ?Dmp= мкм.
![]()
Определить вид нагружения колец Вращающаяся деталь - вал, следовательно, внутренне кольцо подшипника испытывает циркуляционный вид нагружения ( нагрузку воспринимает кольцо всей окружностью дорожки качения и передает её посадочной поверхности вала или корпуса), наружное кольцо испытывает местное нагружение.
Расчет интенсивности радиальной нагрузки Вращающееся кольцо подшипника испытывает циркуляционный вид нагружения, что требует обеспечения неподвижного соединения с сопрягаемой деталью. Величина минимального натяга для циркуляционного-нагруженного кольца зависит от интенсивности радиальной нагрузки, определяемой по формуле:
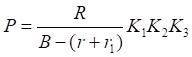
,
где - интенсивность радиальной нагрузки, кН/м; R- радиальная нагрузка на подшипник, кН; B - ширина подшипника, мм; r и r1 - радиусы закруглений внутреннего кольца подшипника, мм; К1 - динамический коэффициент посадки, зависящий от допустимой перегрузки, K1=1 при перегрузке до 150%;
К2 - коэффициент, учитывающий ослабление посадочного натяга при пониженной жесткости вала или корпуса. Для жесткой конструкции К2=1 [1,табл.4.10; 9];
К3 - коэффициент неравномерности распределения радиальной нагрузки между рядами тел качения в двурядных роликоподшипниках и сдвоенных шарикоподшипниках при наличии осевой нагрузки на опору, для однорядных подшипников К3=1 [1, табл.4.11; 9]:

.
Выбор полей допусков
Для циркуляционно-нагруженного кольца подберем посадку в зависимости от диаметра, интенсивности радиальной нагрузки и класса точности [1,табл. 4.12].Посадка для внутреннего кольца подшипника .
Для местно-нагруженного кольца подберем посадку в зависимости от диаметра, класса точности и величины перегрузки [1,табл. 4.13] Посадка для наружного кольца подшипника .
Определить предельные размеры
Внутреннее кольцо подшипника:
Dmax= D + ES = 30 + 0 = 30 мм, Dmin = D + EI = 30 + (-0,010) = 29,99 мм.
Вал: dmax = d + es = 30 + 0,015 = 30,015 мм, dmin = d + ei = 30 + 0,002 = 30,002 мм.
Минимальный натяг: Nmin = dmin - Dmax = 30,002 -30 = 0,002 мм.
Максимальный натяг: Nmax = dmax - Dmin = 30,015 - 29,99 = 0,025 мм.
Средний натяг: Nm = (Nmax + Nmin)/2 = (0,025 + 0,002)/2 = 0,0135 мм.
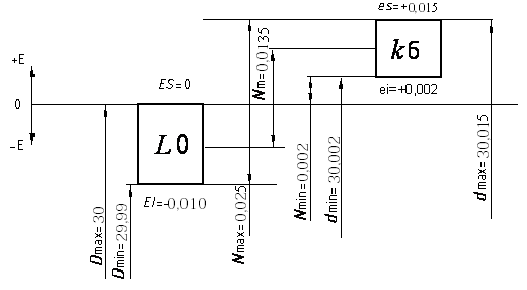
Рис.3.12. Схема расположения полей допусков внутреннего кольца подшипника и вала
Отверстие корпуса:
Dmax= D + ES = 62 + 0,030 = 62,030 мм, Dmin = D + EI = 62 + 0 = 62 мм.
Наружное кольцо подшипника:
dmax = d + es = 62 + 0 = 62 мм, dmin = d + ei = 62 + (-0,013) = 61,987 мм.
Минимальный зазор: Smin = Dmin - dmax = 62 - 62 = 0 мм.
Максимальный зазор: Smax = Dmax - dmin = 62,030 - 61,987 = 0,043 мм.
Средний зазор: Sm = (Smax + Smin)/2 = 0,043/2 = 0,0215 мм.
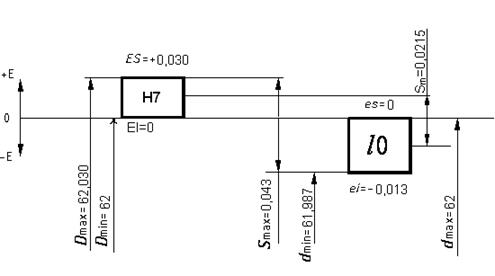
Рис. 3.13. Схема расположения полей допусков наружного кольца подшипника и отверстия
Технические требования на рабочие поверхности вала и корпуса
Методом подобия назначаем параметры шероховатости поверхностей сопрягаемых деталей [1, табл. 2.3]: для вала Ra= 0,4 мкм, для отверстия в корпусе и торцов заплечиков Ra=1,6 мкм.
Допуски формы и расположения посадочных поверхностей валов и отверстий корпусов установлены ГОСТ 3325 и приводятся в [1, табл. 4.15].
Допуски круглости и профиля продольного сечения:
? для вала Тф= 3,5 мкм;
? для отверстия: Тф= 7,5 мкм.
Допуск торцового биения заплечиков:
? вала: Т б = 25 мкм;
? отверстия Т б = 46 мкм.
Размеры заплечиков и канавок определены ГОСТ 20226 и зависят от радиуса закругления торца подшипника [1, табл.4.14].
При радиусе 1,5 мм определим:
? высоту заплечика -3 мм;
? глубину канавки - 0,2 мм;
? ширину канавки на валу - 2,0 мм;
? ширину канавки в корпусе - 2,5 мм.
Рабочие чертежи вала и корпуса представлены на рис. 3.14 и рис.3.15, а сборочный чертеж узла с подшипником.
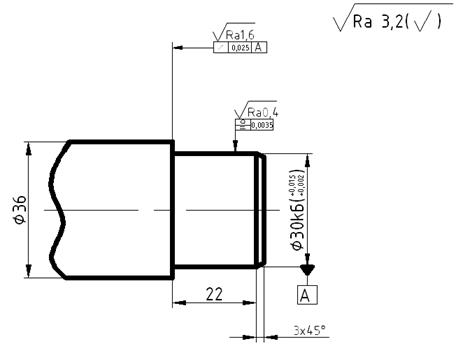
Рис. 3.14. Рабочий чертеж вала
Рис. 3.15. Рабочий чертеж корпуса
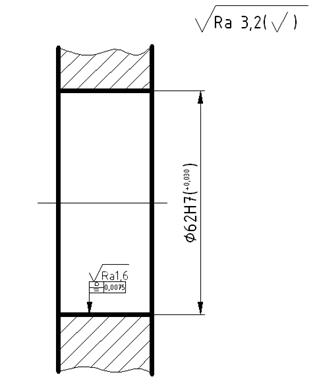
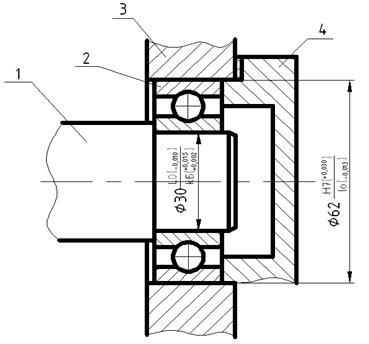
Рис. 3.16. Сборочный чертеж узла с подшипником:
1 - вал; 2 - подшипник; 3 - корпус; 4 - крышка
.
Практическая работа №4-5 Контроль резьбовых, зубчатых, шпоночных и шлицевых соединений.
Цель:
Знать классификацию шпоночных соединений,
Знать основы расчета на прочность шпоночных соединений;
Знать формулы для проектировочного расчета шпоночных соединений;
ВВЕДЕНИЕ
Шпонки служат для передачи крутящего момента от вала к ступице детали или, наоборот, от ступицы - к валу. Основные типы шпонок стандартизированы.
|
|
|
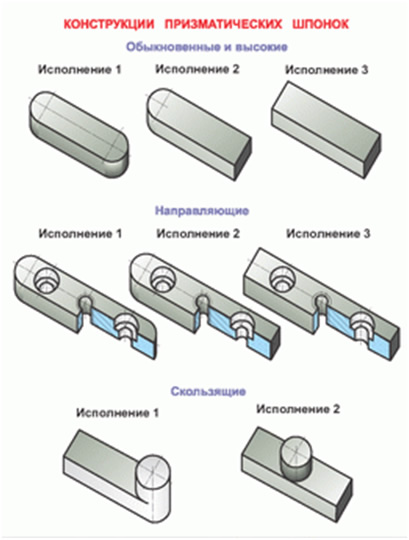
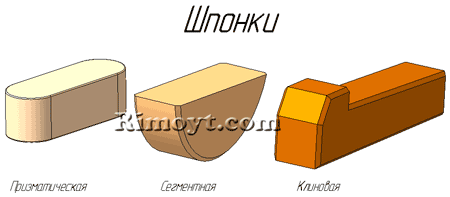
Шпоночные соединения применяют в тех случаях, если к точности центрирования соединяемых деталей не предъявляется особых требований.
Размеры сечений призматических шпонок и пазов выбирают в зависимости от диаметров валов по ГОСТ 23360-78.
Материалом шпонок является чистотянутая шпоночная сталь, в не менее 600 МПа,
Рабочими гранями призматических шпонок служат их боковые грани, различают три вида соединений: нормальное – N; (паз вала - N9, паз втулки - Js9), свободное – (паз вала – H9, паз втулки – D10, с зазором), плотное – (паз вала и втулки – P9).
Наибольшее распространение имеют призматические шпонки, они обеспечивают большую точность посадок ступиц на валах, и в меньшей степени ослабляют вал.
Расчет призматических шпоночных соединений
|
рис.1 | Шпонки (рис. 1) рассчитывают на смятие и срез проверочным расчетом на смятие -
Асм = lр t – площадь смятия где lр =(l-b)– расчетная длина шпонки; t = (h-t1)— высота выступающей части шпонки; |
|
рис.2 | на срез
Аср = blр – площадь среза; М - вращающий момент;
|
| см и см - расчетное и допускаемое напряжения смятия; ср и ср - расчетное и допускаемое напряжения среза;
| |
 или
или
 или
или
Допускаемые напряжения
Материалом шпонок является чистотянутая шпоночная сталь, в не менее 600 МПа,
при расчете на смятие
[σсм] = σт / [s];
при расчете на срез
[τср] = 60-100 МПа;
Значения допускаемого коэффициента запаса прочности [s] зависят от характера нагрузки и выбирается в пределах [s] = 1,9... 3,5; большее значение при динамических нагрузках.
Задание 1. Проверить призматическую шпонку со скругленными торцами для соединения зубчатого колеса с валом d = 55 мм, передающего вращающий момент Мвр = 600 Нм, длина шпонки l =63 мм, (выбирается из стандартного ряда см. Примечание), материал шпонки – сталь 45 – σт=350 МПа, [s] =2,5, [τср] = 60 МПа
1. Определяем по таблице 1 размеры шпонки: b =16 мм; h =10 мм; t1 =6 мм;
2. Определяем допускаемые напряжения на смятие
[σсм] = σт / [s]= 350/2,5 =140 МПа;
3. Определяем рабочую длину шпонки
lр =(l-b)= 63-16=47 мм
4. Проверяем соединение на смятие
4.1 Определяем высоту выступающей части шпонки
t = (h-t1) = 10-6=4 мм
4.2. Определяем площадь смятия
Асм = lр t = 47 4=188 мм2

Так как рабочее напряжение меньше допускаемого, прочность шпоночного соединения на смятие обеспечена.
5. Проверяем соединение на срез
5.1 Определяем площадь среза
Аср = blр =16х47=752 мм2

Так как рабочее напряжение меньше допускаемого, прочность шпоночного соединения на срез обеспечена.
Требования к отчету
Полностью записать текст условия задачи;
Выписать из условия задания исходные данные;
Определить по стандарту размеры шпонки по заданному диаметру вала;
Определить (выбрать) допускаемые напряжения;
Рассчитать шпоночное соединение на срез и на смятие проверочным расчетом;
Лабораторная работа №2 Измерение параметров деталей машин с помощью различных измерительных инструментов.
Цель работы: Ознакомиться с устройством и работой микрометра. Научиться определять размеры деталей с точностью до 0,1 мм.
Оборудование: микрометр, образцы для измерения.
Основные теоретические сведения
Микрометрические измерительные инструменты основаны на использовании точной винтовой пары (винт-гайка), которая преобразует вращательные движение микровинта в поступательные. К микрометрическим инструментам относятся: микрометры, микрометрические глубиномеры, микрометрические нутромеры. Микрометрические инструменты предназначены для абсолютного контактного метода измерения. Цена деления прибора 0.01 мм. Погрешность измерения зависит от пределов измерения микрометра и составляет: от 3 мкм для микрометров 0-25 мм до 50 мкм для микрометров с пределами измерения 400-500 мм. Принцип микрометрической пары используется в конструкциях многих измерительных приборов.
Устройство микрометра. Общий вид микрометра показан на рис.1. Корпусом инструмента служит скоба 1, в которую запрессованы с одной стороны пятка 2, с другой - стебель 5, на котором закреплена микрогайка и нанесена продольная шкала. Одной измерительной поверхностью является торец микрометрического винта 3, выдвигающегося из стебля, второй - торец пятки 2. Микровинт связан с корпусом барабана 6, имеющим на конусном конце круговую шкалу. Заканчивается барабан резьбой, на которую навинчивается гайка 9, являющаяся корпусом механизма трещетки. Основное назначение - трещетки обеспечивать постоянство измерительного усилия за счет храповика 7 и подпружиненного стержня 8. Микрометр снабжен устройством 4, позволяющим стопорить микровинт и гайкой 10 для регулировки зазора в паре микровинт - микрогаика.
Отсчет показаний микрометрических инструментов. Отсчетное устройство микрометрических инструментов состоит из двух шкал (рис. 1). Продольная шкала имеет два ряда штрихов с интервалом 1 мм, расположенных по обе стороны горизонтальной линии и смещенных относительно друг друга на 0.5 мм. Таким образом, оба ряда штрихов образуют одну продольную шкалу с ценой деления 0.5 мм.
Микровинт связан с барабаном 6, который на конусном конце имеет круговую шкалу с числом делений n=50. Учитывая, что шаг резьбы винтовой пары S=0,5мм, цена деления круговой шкалы (нониуса) микрометра "C" равна:
C = S / n = 0,5 / 50 = 0,01мм.
Размер измеряемой детали с точностью до 0.5 мм отсчитывают по шкале стебля указателем, которым является скошенный край барабана. Сотые доли миллиметра отсчитывают по круговой шкале барабана, указателем которой является продольный штрих на стебле микрометра.
Установка микрометра на нуль. Перед началом измерений микрометрическими инструментами производят их проверку и установку на нуль. Установку микрометров на нуль производят на начальном делении шкалы. Для микрометров с пределом измерений 0-25 мм -на нулевом делении шкалы, для микрометров с пределами измерений 25-50 мм -на делении 25 и т.д. Осторожно вращая микровинт за трещетку, приводят в соприкосновение измерительные поверхности микровинта и пятки. У микровинтов с пределом измерения 25- 50, 50-75 и т.д. микровинт и пятка соединяются между собой через блок концевых мер длины размером 25, 50 мм и т.д. или через специально установочные цилиндрические меры, прилагаемые в комплект к микрометрам.
Следует иметь в виду, что при затягивании гайки 9 нулевая установка может снова нарушиться, поэтому нужно снова проверить ее и при необходимости исправить.
Измерение микрометром. При измерении микрометром (рис. 1) отводят измерительную поверхность микровинта 3, вращая барабан 6, на необходимое растояние. Между микровинтом 3 и пяткой 2 помещают измеряемую деталь и при помощи барабана 6 сокращают зазор между измеряемой деталью и измерительными поверхностями до 1-2 мм. Окончательное соприкосновение измерительных поверхностей с деталью производят вращением трещотки 7 и снимают показания прибора.
Порядок выполнения работы
Начертить эскиз измеряемой детали.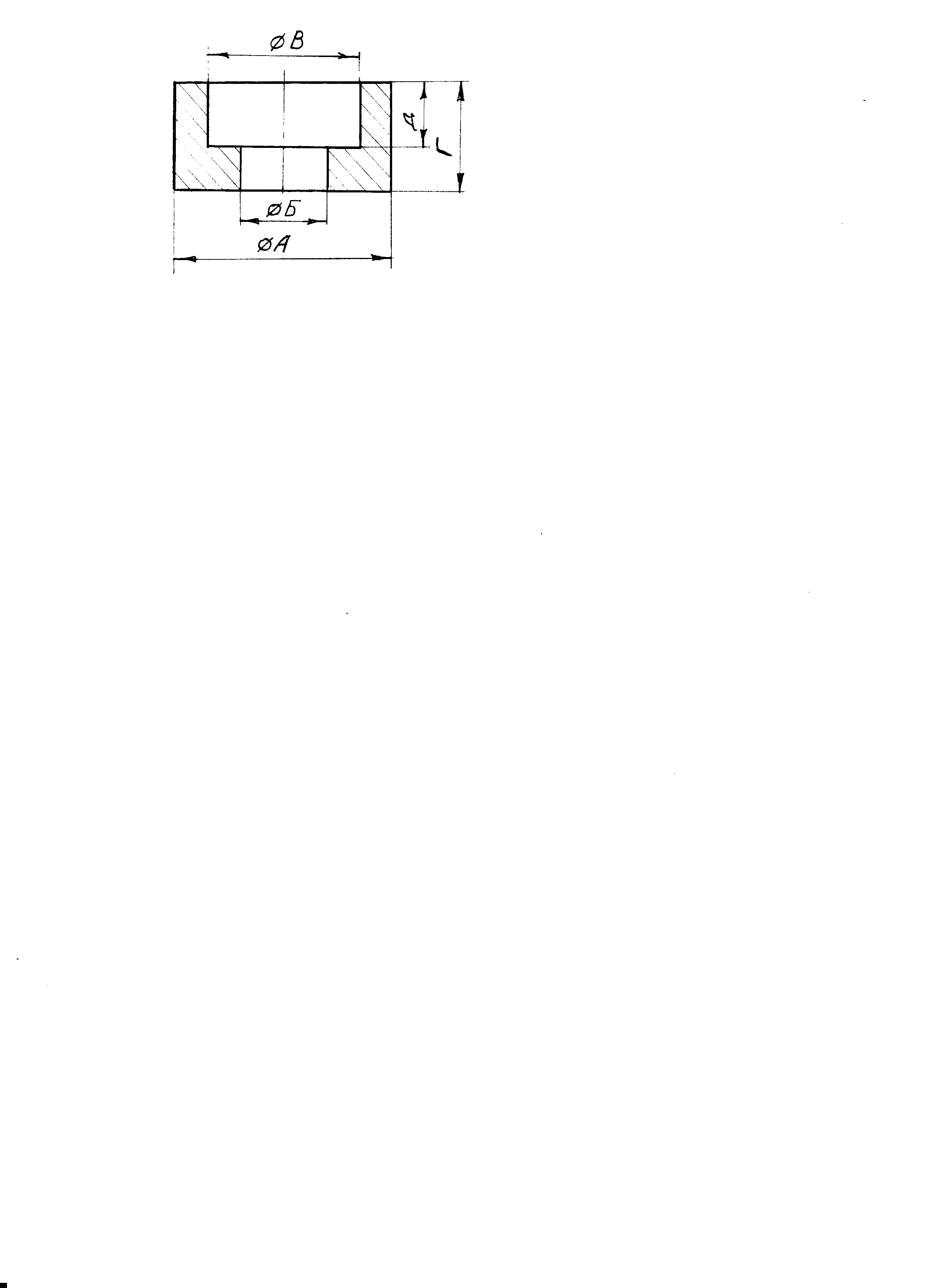
Подготовить рабочую таблицу:
|
Название детали | Результат измерения |
| | |
| | |
| | |
Осмотреть микрометр и проверить его точность.
Измерить размеры А, Б, В, Г, Д.
Примечание. Каждое измерение проводить три раза.
Определить среднее арифметическое каждого измеренного размера и результаты занести в таблицу.
Проставить полученные размеры на эскизе.
Контрольные вопросы.
1. С какой целью применяют микрометр?
2. Сколько шкал имеет микрометр?
3. Как установить микрометр на нуль? Зачем производят установку микрометра на нуль?
Практическая работа №6
Тема «Расчет размерных цепей»
Задание:
Рассчитать заданную размерную цепь (см. рис. 1) по методу полной взаимозаменяемости (max/min).
Допуски на составляющие звенья определять способом равных квалитетов (одного квалитета).
Сделать проверку выполненных расчетов.
Исходные данные:
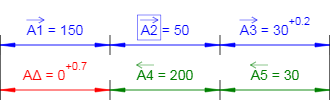
Рисунок 1 - Схема размерной цепи. Исходные данные.
Звенья размерной цепи:
A1 = 150 (мм)
A2 = 50 (мм)
A3 = 30+0,2 (мм) - звено с известным допуском;
A4 = 200 (мм)
A5 = 30 (мм)
Увеличивающие звенья: A1, A2, A3;
Уменьшающие звенья: A4, A5;
Компенсирующее звено: A2
Замыкающее звено: AΔ
Верхнее отклонение замыкающего звена Es(AΔ) = 0,7 мм
Нижнее отклонение замыкающего звена: Ei(AΔ) = 0 мм
Решение:
1. Определение характеристик замыкающего звена.
1.1. Номинальное значение замыкающего звена
Номинальное значение замыкающего звена AΔ определим по формуле:
|
| (1) |
где
A j – номинальный размер любого увеличивающего звена;
A q – номинальный размер любого уменьшающего звена;
j – индекс увеличивающего звена;
q – индекс уменьшающего звена;
n – число увеличивающих звеньев;
m – число уменьшающих звеньев;
Тогда для заданной размерной цепи формула (1) принимает вид:
AΔ = A1 + A2 + A3 - (A4 + A5)
AΔ = 150 + 50 + 30 - (200 + 30) = 0(мм)
1.2. Допуск замыкающего звена
Допуск замыкающего звена AΔ определим по формуле:
| T(A Δ ) = Es(A Δ ) - Ei(A Δ ) | (2) |
где
Es(A Δ ) – верхнее отклонение замыкающего звена;
Ei(A Δ ) – нижнее отклонение замыкающего звена;
тогда
T(AΔ) = 0,7 - 0 = 0,7(мм)
2. Определение характеристик составляющих звеньев размерной цепи.
2.1. Определение допусков составляющих звеньев
2.1.1 Определение значений единиц допуска составляющих звеньев.
По таблице 1 принимаем количество единиц допуска для каждого звена.
Таблица 1 - Значение единиц допуска i для различных интервалов размеров.
| Интервалы размеров, мм | 1-3 | 3-6 | 6-10 | 10-18 | 18-30 | 30-50 | 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 |
| i, мкм | 0,55 | 0,73 | 0,90 | 1,08 | 1,31 | 1,56 | 1,86 | 2,17 | 2,52 | 2,90 | 3,23 | 3,54 |
A1 = 150, i1 = 2,52;
A2 = 50, i2 = 1,56;
A4 = 200, i4 = 2,89;
A5 = 30, i5 = 1,31;
2.1.2 Определение числа единиц допуска.
Число единиц допуска "а" находим по формуле:
|
| (3) |
где
T(A Δ) - допуск замыкающего звена;
T(A s ) - допуск звена с известным допуском;
k – число звеньев размерной цепи;
u - число звеньев с известным допуском;
s - индекс звена с известным допуском;
b - индекс звена с неизвестным допуском;
ib - значение единицы допуска, мкм
Тогда для заданной размерной цепи формула (3) принимает вид:
| аc = | T(AΔ) - T(A3) |
|
| i1 + i2 + i4 + i5 |
тогда
| аc = | 700 - 200 | = 60,4 |
| 2,52 + 1,56 + 2,89 + 1,31 |
2.1.3 Определение квалитетов составляющих звеньев.
По числу единиц допуска аc=60,4 принимаем квалитет 9 (см. табл.2).
Таблица 2 - Число единиц допуска, содержащихся в допуске по квалитетам, коэффициент точности «а».
| Квалитет IT | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| Коэф. точн. а | 7 | 10 | 16 | 25 | 40 | 64 | 100 | 160 | 250 | 400 | 640 | 1000 |
На составляющие звенья назначаем допуски по 9 квалитету (см. табл.3).
На увеличивающие размеры допуски назначаем по H
На уменьшающие размеры допуски назначаем по h
A1 = 150H9(+0,1) (мм);
A4 = 200h9(-0,115) (мм);
A5 = 30h9(-0,052) (мм);
Таблица 3 - Величины допусков (мкм) для различных интервалов размеров (мм) и квалитетов
| Квалитеты | Интервалы (свыше) – до, мм | ||||||||||||
| До 3 | 3-6 | 6-10 | 10-18 | 18-30 | 30-50 | 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 | 400-500 | |
| 5 | 4 | 5 | 6 | 8 | 9 | 11 | 13 | 15 | 18 | 20 | 23 | 25 | 27 |
| 6 | 6 | 8 | 9 | 11 | 13 | 16 | 19 | 22 | 25 | 29 | 32 | 36 | 40 |
| 7 | 10 | 12 | 15 | 18 | 21 | 25 | 30 | 35 | 40 | 46 | 52 | 57 | 63 |
| 8 | 14 | 18 | 22 | 27 | 33 | 39 | 46 | 54 | 63 | 72 | 81 | 89 | 97 |
| 9 | 25 | 30 | 36 | 43 | 52 | 62 | 74 | 87 | 100 | 115 | 130 | 140 | 155 |
| 10 | 40 | 48 | 58 | 70 | 84 | 100 | 120 | 140 | 160 | 185 | 210 | 230 | 250 |
| 11 | 60 | 75 | 90 | 110 | 130 | 160 | 190 | 220 | 250 | 290 | 320 | 360 | 400 |
| 12 | 100 | 120 | 150 | 180 | 210 | 250 | 300 | 350 | 400 | 460 | 520 | 570 | 630 |
| 13 | 140 | 180 | 220 | 270 | 330 | 390 | 460 | 540 | 630 | 720 | 810 | 890 | 970 |
| 14 | 250 | 300 | 360 | 430 | 520 | 620 | 740 | 870 | 1000 | 1150 | 1300 | 1400 | 1550 |
| 15 | 400 | 480 | 580 | 700 | 840 | 1000 | 1200 | 1400 | 1600 | 1850 | 2100 | 2300 | 2500 |
| 16 | 600 | 750 | 900 | 1100 | 1300 | 1600 | 1900 | 2200 | 2500 | 2900 | 3200 | 3600 | 4000 |
Практическая работа №7
Тема: Приведение несистемной величины измерений в соответствие с действующими стандартами и международной системой единиц СИ.
Цель: Закрепить знания, полученные в процессе изучения темы, развить практические навыки в приведении несистемной величины измерений в соответствие с действующими стандартами и международной системой единиц СИ.
Порядок выполнения работы
1. Выполнить перевод заданных единиц физических величин в требуемые.
3. Ответить на контрольные вопросы.
Теоретический материал
Системы единиц физических величин и принципы их построения
Физическая величина – это свойство, общее в качественном отношении для многих физических объектов (физических систем, явлений или процессов), но в количественном отношении индивидуальное для каждого объекта.
Совокупность физических величин, образованная в соответствии с некоторыми принятыми принципами, когда одни величины принимаются за независимые, а другие являются функциями независимых величин, называется системой физических величин.
Физическая величина, условно принятая в качестве независимой, называется основной. Физическая величина, входящая в систему физических величин и определяемая через основные величины этой системы, называется производной.
Единицей измерения физической величины называется физическая величина фиксированного размера, которой условно присвоено значение, равное 1, применяемая для количественного выражения однородных с ней физических величин.
Значение физической величины – это выражение размера физической величины в виде некоторого числа принятых для нее единиц.
Система единиц физических величин – это совокупность основных и производных единиц физических величин, образованная в соответствии с принципами, принятыми для заданной системы физических величин. На практике также широко применяется понятие «узаконенные единицы» , под которым понимается система единиц и/или отдельные единицы физических величин, установленные для применения в стране в соответствии с законодательными актами.
Международная система единиц (система СИ).
В качестве основных единиц в системе СИ приняты метр, килограмм, секунда, ампер, кельвин, моль и кандела.
Метр – единица длины, равная пути, пройденному в вакууме светом за интервал времени 1/299 792 458 с.
Килограмм – единица массы, равная массе международного прототипа килограмма.
Секунда – единица времени, равная 9 192 631 770 периодам излучения, соответствующего переходу между двумя сверхтонкими уровнями основного состояния атома цезия-133.
Ампер – единица силы электрического тока, равная силе неизменяющегося тока, который при прохождении по двум параллельным прямолинейным проводникам бесконечной длины и ничтожно малой площади кругового поперечного сечения, расположенным в вакууме на расстоянии 1 м один от другого, вызвал бы на каждом участке проводника длиной 1 м силу взаимодействия, равную 2∙10–7 Н.
Кельвин – единица термодинамической температуры, равная 1/273,16 части термодинамической температуры тройной точки воды.
Кандела – единица силы света, равная силе света в заданном направлении источника, испускающего монохроматическое излучение частотой 540,1012 Гц, электрическая сила света которого в этом направлении составляет 1/683 Вт/ср.
Моль – единица количества вещества, равная количеству вещества системы, содержащей столько же структурных элементов, сколько содержится атомов в углероде-12 массой 0,012 кг.
В систему СИ также введены две дополнительные единицы: радиан и стерадиан.
Радиан – единица измерения плоского угла, равная внутреннему углу между двумя радиусами окружности, длина дуги между которыми равна радиусу.
Стерадиан – единица телесного угла, равная телесному углу с вершиной в центре сферы, вырезающему на поверхности этой сферы, площадь, равной площади квадрата со стороной, равной радиусу.
У обоих углов нет размерности, т. е. их единицы измерения не связаны с основными единицами. Поэтому они и были выделены в отдельную группу, но решением XX Генеральной конференции по мерам и весам в 1995 г. радиан и стерадиан перестали быть дополнительными единицами СИ (этот класс был ликвидирован) и включены в число безразмерных производных единиц.
Производные физические величины выражаются через основные физические величины на основании известных уравнений связи между ними. Единицы физических величин делятся на системные и внесистемные.
Системная единица физической величины – это единица, входящая в принятую систему единиц. Все основные, производные кратные и дольные единицы являются системными.
Внесистемная единица физической величины – это единица, не входящая в принятую систему единиц.
Принципы построения системы СИ следующие:
1. Система СИ базируется на семи основных единицах, размеры которых устанавливаются независимо друг от друга.
2. Производные единицы образуются с помощью простейших уравнений связи между величинами, в которых размеры величин приняты равными единицам СИ. Для величины каждого вида имеется только одна единица СИ.
3. Производные единицы вместе с основными единицами формируют когерентную систему единиц.
4. Наряду с единицами СИ к применению допускается ограниченное число внесистемных единиц в связи с их практической важностью и повсеместным применением в различных областях деятельности.
5. Единицы СИ или внесистемные единицы могут применяться с приставкой, что означает умножение единицы на 10, возведенное в определенную степень. Единицы, содержащие приставку, называются кратными или дольными в зависимости от того, является показатель степени положительным или отрицательным.
Таблица 1
| Наименование физических величин | Единица | |||
| наименование | условное обозначение | наименование | обозначение | |
| международное | русское | |||
| Основные | ||||
| Длина | L | метр | M | м |
| Масса | M | килограмм | Rg | кг |
| Время | T | секунда | S | с |
| Сила электрического тока | I | ампер | A | А |
| Термодинамическая температура | Q | кельвин | K | К |
| Количество вещества | N | моль | mol | моль |
| Сила света | J | канделла | rd | кд |
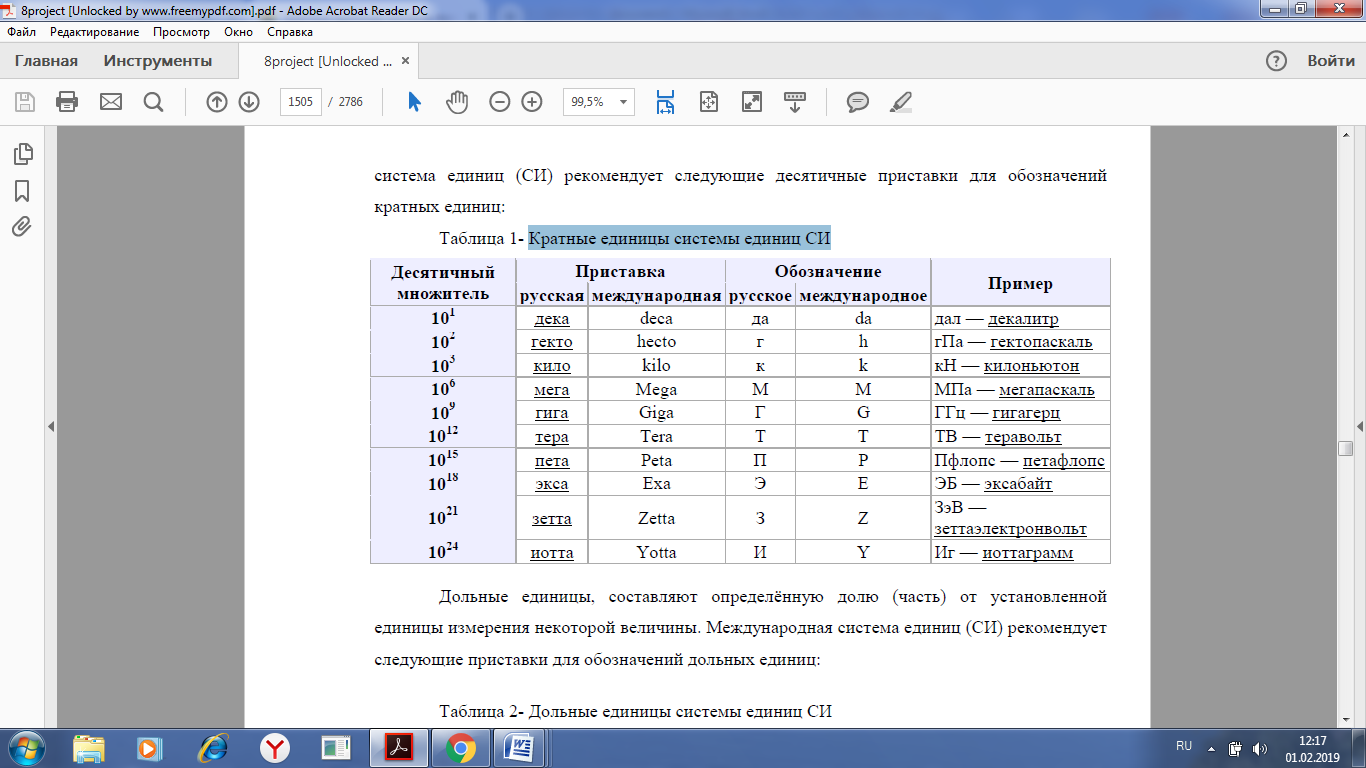
Кратные единицы— единицы, которые в целое число раз (10 в какой-либо степени) превышают основную единицу измерения некоторой физической величины. Международная система единиц (СИ) рекомендует следующие десятичные приставки для обозначений кратных единиц:
Таблица 2 - Кратные единицы системы единиц СИ
Дольные единицы, составляют определённую долю (часть) от установленной единицы измерения некоторой величины. Международная система единиц (СИ) рекомендует следующие приставки для обозначений дольных единиц:
Таблица 3 - Дольные единицы системы единиц СИ
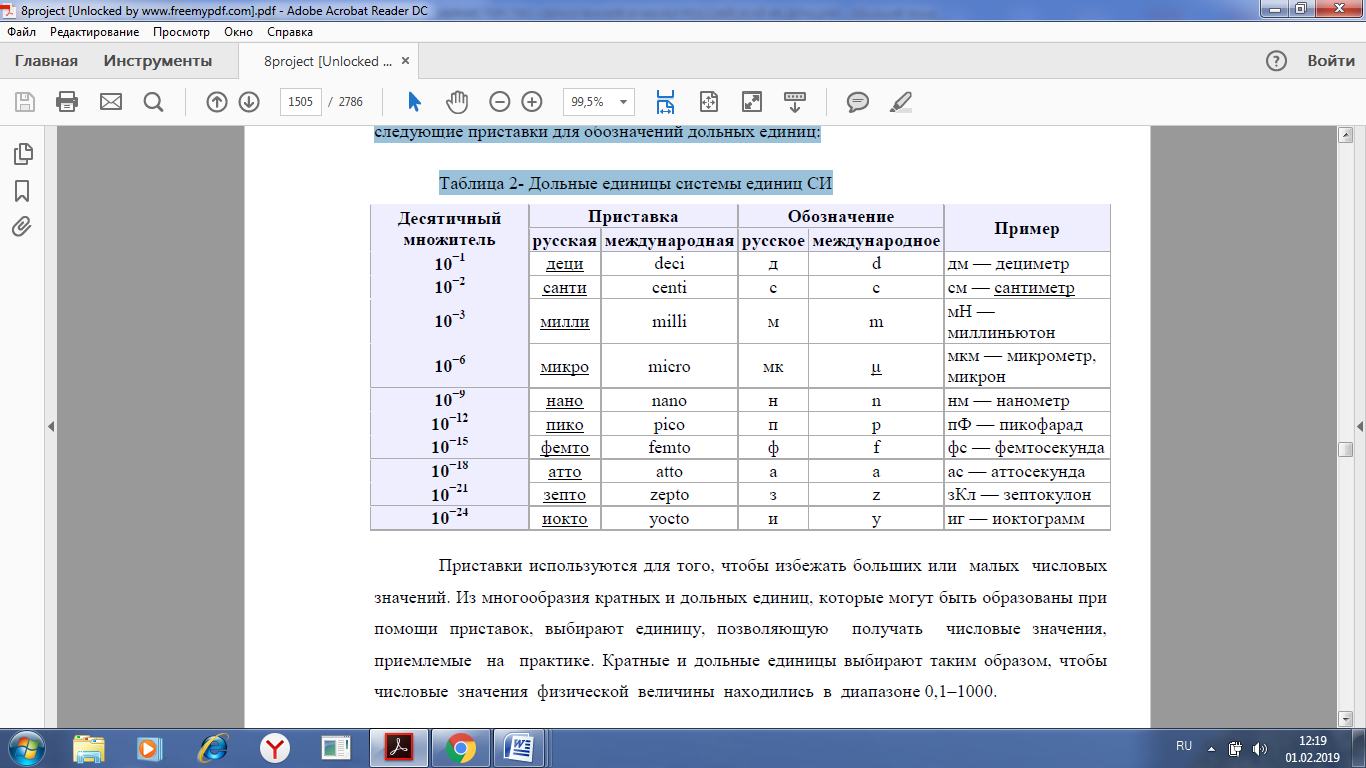
Присоединение к наименованию единицы двух и более приставок подряд не допускается.
Внесистемные единицы по отношению к единицам СИ можно разделить на четыре группы:
- допускаемые наравне с единицами СИ, например: единицы массы – тонна; плоского угла – градус, минута, секунда; объема – литр и др.
- допускаемые к применению в специальных областях, например: астрономическая единица, парсек, световой год – единицы длины в астрономии; диоптрия – единица оптической силы в оптике; электрон-вольт – единица энергии в физике и т. д.;
- временно допускаемые к применению наравне с единицами СИ, например: морская миля – в морской навигации; карат - в ювелирном деле и др. Эти единицы должны изыматься из употребления в соответствии с международными соглашениями;
- устаревшие (не допускаемые), например: миллиметр ртутного столба – единица давления; лошадиная сила – единица мощности и некоторые другие.
ЗАДАНИЕ
1.Выполнить перевод заданных единиц физических величин в требуемые.
300МПа – перевести в Па
67 кН – перевести в Н
300 мкм – перевести в мм
4800 мс - перевести в нс
200 дм – перевести в мм
567 МДж- перевести в Дж
2 час – перевести в с
5300 МГц - перевести в ГГц
650 мОм - перевести в Ом
1805 мм - перевести в см
1,41 м - перевести в мм
5300 МГц - перевести в кГц
6000 В – перевести в кВ
2.Заполнить таблицу 4 – Основные единицы системы единиц СИ (Таблица 1)
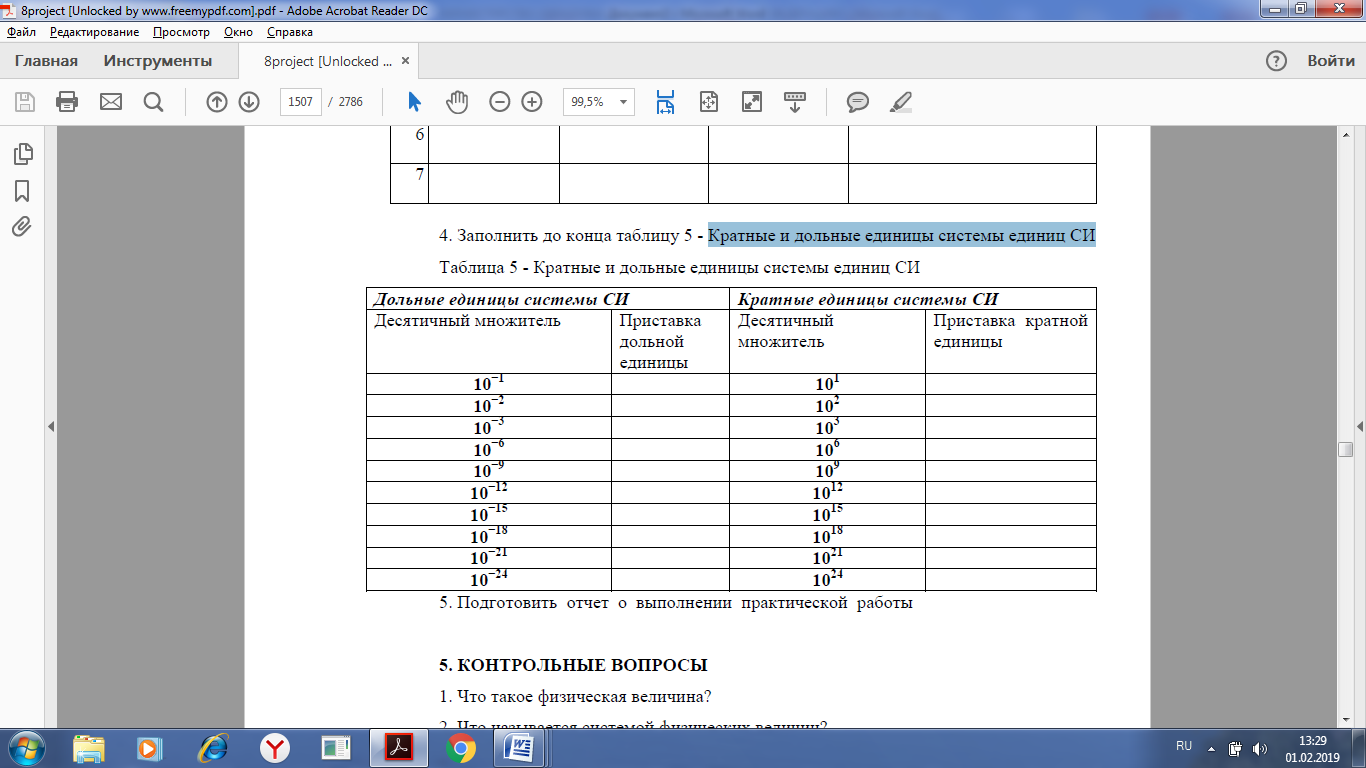
3. Заполнить до конца таблицу 5 - Кратные и дольные единицы системы единиц СИ (приложение 1)
Таблица 4 – Основные единицы системы единиц СИ
| Наименование физической величины | Наименование единицы измерения | Обозначение | |
| 1 |
|
|
|
| 2 |
|
|
|
| 3 |
|
|
|
| 4 |
|
|
|
| 5 |
|
|
|
| 6 |
|
|
|
| 7 |
|
|
|
Таблица 5 - Кратные и дольные единицы системы единиц СИ
КОНТРОЛЬНЫЕ ВОПРОСЫ
Что такое физическая величина?
Что называется системой физических величин?
Чем отличается кратная величина от дольной?
Каковы основные принципы построения системы СИ?
Приведите примеры производных единиц системы СИ.
Список использованных источников
Для преподавателей:
Шишмарёв В.Ю. Метрология, стандартизация и сертификация: учебник/В.Ю. Шишмарёв – М.: КНОРУС, 2020. – 304 с.
Сергеев А.Г. Стандартизация и сертификация: учебник и практикум для СПО/ А.Г.Сергеев - М.: Издательство Юрайт, 2019. – 323 с.
Маргвелашвили Л.В. Метрология, стандартизация и сертификация на транспорте: лабораторно-практические работы: учеб. Пособие для студ. Учреждений сред.проф. образования/ Л.В. Маргелашвили. – 4-е изд., стер. – М.: Издательский центр «Академия», 2014. – 208 с.
Для студентов:
1. Шишмарёв В.Ю. Метрология, стандартизация и сертификация: учебник/В.Ю. Шишмарёв – М.: КНОРУС, 2020. – 304 с.
2. Сергеев А.Г. Стандартизация и сертификация: учебник и практикум для СПО/ А.Г.Сергеев - М.: Издательство Юрайт, 2019. – 323 с.
3. Маргвелашвили Л.В. Метрология, стандартизация и сертификация на транспорте: лабораторно-практические работы: учеб. Пособие для студ. Учреждений сред.проф. образования/ Л.В. Маргелашвили. – 4-е изд., стер. – М.: Издательский центр «Академия», 2014. – 208 с.
Дополнительные источники
Для преподавателей:
1.Электронно-библиотечная система издательства «Лань» [Электронный ресурс]. – Санкт-Петербург, 2010-2016. – Режим доступа: http://e.lanbook.com/;
2.Электронно-библиотечная система «Университетская библиотека онлайн [Электронный ресурс]. – Москва, 2001-2016. – Режим доступа: http://biblioclub.ru/;
3.Издательский центр «Академия» [Электронный ресурс] : сайт. – Москва, 2016. – Режим доступа: http://www.academia-moscow.ru/;
4.Электронная библиотечная система Издательства «Проспект Науки» [Электронный ресурс]. – Санкт-Петербург, 2010-2016. – Режим доступа: http://www.prospektnauki.ru/ebooks/index-usavm.php;
Для студентов:
1.Электронно-библиотечная система издательства «Лань» [Электронный ресурс]. – Санкт-Петербург, 2010-2016. – Режим доступа: http://e.lanbook.com/;
2.Электронно-библиотечная система «Университетская библиотека онлайн [Электронный ресурс]. – Москва, 2001-2016. – Режим доступа: http://biblioclub.ru/;
3.Издательский центр «Академия» [Электронный ресурс] : сайт. – Москва, 2016. – Режим доступа: http://www.academia-moscow.ru/;
4.Электронная библиотечная система Издательства «Проспект Науки» [Электронный ресурс]. – Санкт-Петербург, 2010-2016. – Режим доступа: http://www.prospektnauki.ru/ebooks/index-usavm.php;








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

