
Россия, Медынь


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 12.06.2025 16:45

Тарапунов Вячеслав Викторович
мастер производственного обучения
64 года
Местоположение
Специализация
УП.02 Подготовительно сварочные работы. Тема: Обработка наплавленных мест согласно технологической документации.
Категория:
Технология
12.06.2025 16:49

Просмотр содержимого документа
«УП.02 Подготовительно сварочные работы. Тема: Обработка наплавленных мест согласно технологической документации.»
2023-2024 учебный год
ФКП ОУ № 57 филиал № 3
План урока
Группа 1-3Ф Профессия Слесарь по ремонту строительных машин Мастер Тарапунов В.В.
УП.02. Подготовительно-сварочные работы
Тема: Тема 1.12. Обработка наплавленных мест согласно технологической документации
Тип занятия: Урок формирования и совершенствования трудовых умений и навыков.
Вид занятия: Комбинированное (изучение нового учебного материала, формирование практических умений и навыков, повторение изученного ранее материала).
Время: 270 минут
1. Организационная часть – 5 мин.
-Проверить явку учащихся на учебную практику, проверить внешний вид учащихся, мобилизация внимания учащихся.
2. Вводный инструктаж – 40 мин.
-Сообщение темы и цели урока; постановка познавательной задачи по теме; проверка знаний учащихся; сообщение новых знаний.
3. Текущий инструктаж и самостоятельная работа учащихся по плану урока – 210 мин
-Упражнение: Обработка наплавленных мест согласно тех. документации.
-Первый обход рабочих мест, проверка правильности выполнения приемов и соблюдение ТБ
4. Заключительный инструктаж – 15 мин.
-Дополнительный инструктаж для неуспевающих учащихся
-Выдача дополнительных заданий для наиболее успевающих учащихся
-Уборка рабочих мест
-Обобщение систематизация изученного
-Контроль знаний, умений и навыков учащихся
Сообщить итоги обучения и оценку качества работы; отметить учащихся выполняющих работу на отлично
Цель занятия: изучить способы обработки наплавленных мест.
Задачи занятия:
Обучающие:
Формирование и усвоение профессиональных навыков у учащихся при эксплуатации газовых редукторов.
Развивающие:
Формирование у учащихся умения оценивать свой уровень знаний и стремление его повышать;
Развитие навыков самостоятельной работы, внимания, координации движений.
Воспитательные:
Воспитание у учащихся аккуратности, трудолюбия, бережного отношения к оборудованию и инструментам;
Пробуждение эмоционального интереса к выполнению работ;
Способствовать развитию самостоятельности студентов.
Дидактические задачи:
Закрепить полученные знания, приемы, умения и навыки.
Требования к результатам усвоения учебного материала.
Учащимся в ходе освоения темы занятия учебной практики должен:
иметь практический опыт:
- выполнения типовых слесарных операций, применяемых при сварке
уметь:
- обрабатывать наплавленные места согласно технологической документации.
В ходе занятия у учащихся формируются
Профессиональные компетенции:
ПК 1. Выполнять типовые слесарные операции, применяемые при подготовке металла к сварке.
Общие компетенции:
ОК 1. Выбирать способы решения задач профессиональной деятельности применительно к различным контекстам
ОК 4. Эффективно взаимодействовать и работать в коллективе и команде
ОК 7. Содействовать сохранению окружающей среды, ресурсосбережению, применять знания об изменении климата, принципы бережливого производства, эффективно действовать в чрезвычайных ситуациях
ОК 9. Пользоваться профессиональной документацией на государственном и иностранном языках
Литература:
Основные источники:
Козловский, С. Н. Сварочные технологии : учебное пособие для спо / С. Н. Козловский. — Санкт-Петербург : Лань, 2021. — 416 с. — ISBN 978-5-8114-6706-8. — Текст : электронный // Лань : электронно-библиотечная система. — URL: https://e.lanbook.com/book/151686 (дата обращения: 17.06.2022). — Режим доступа: для авториз. пользователей.
Зорин, Е. Е. Электрическая дуговая сварка. Лабораторный практикум по технологическим основам сварки : учебное пособие для спо / Е. Е. Зорин. — 2-е изд., стер. — Санкт-Петербург : Лань, 2021. — 160 с. — ISBN 978-5-8114-8186-6. — Текст : электронный // Лань : электронно-библиотечная система. — URL: https://e.lanbook.com/book/173108 (дата обращения: 17.06.2022). — Режим доступа: для авториз. пользователей.
Черепахин, А. А. Технология сварочных работ: учебник для среднего профессионального образования / А. А. Черепахин, В. М. Виноградов, Н. Ф. Шпунькин. – 2-е изд., испр. и доп. – Москва: Издательство Юрайт, 2021. – 269 с. – (Профессиональное образование). – Текст: электронный // ЭБС Юрайт [сайт]. – URL: https://urait.ru/bcode/472802
Технология сварочных работ: теория и технология контактной сварки: учебное пособие для среднего профессионального образования / Р. Ф. Катаев, В. С. Милютин, М. Г. Близник ; под научной редакцией М. П. Шалимова. – Москва: Издательство Юрайт, 2021. – 146 с. – (Профессиональное образование). – Текст: электронный // ЭБС Юрайт [сайт]. – URL: https://urait.ru/bcode/475992
Дедюх, Р. И. Технология сварочных работ: сварка плавлением: учебное пособие для среднего профессионального образования / Р. И. Дедюх. – Москва: Издательство Юрайт, 2021. – 169 с. – (Профессиональное образование). – Текст: электронный // ЭБС Юрайт [сайт]. – URL: https://urait.ru/bcode/472801
Беляков, Г. И. Электробезопасность: учебное пособие для среднего профессионального образования / Г. И. Беляков. – Москва: Издательство Юрайт, 2021. – 125 с. – (Профессиональное образование). – Текст: электронный // ЭБС Юрайт [сайт]. – URL: https://urait.ru/bcode/469911
Дополнительные источники.
1. Транспорт России: еженедельная газета [Электронный ресурс]. – URL: www.transportrussia.ru/
2. Железнодорожный транспорт: ежемесячный научно-теоретический технико-экономический журнал [Электронный ресурс]. – URL: www.zdt-magazine.ru.
3. Гудок: газета [Электронный ресурс]. – URL: www.onlinegazeta.info/gazeta_goodok.htm.
4. Сайт Министерства транспорта Российской Федерации [Электронный ресурс]. – URL: www.mintrans.ru.
5. Сайт ОАО «РЖД» [Электронный ресурс]. – URL: www.rzd.ru.
Применяемые оборудование, приспособления, инструменты и материалы: слесарные верстаки с параллельными тисками, набор напильников, лекальные и измерительные линейки, молотки слесарные, разметочные инструменты, радиусомеры, штангенциркули, стальные плитки, производственные литые заготовки из чугуна с криволинейными поверхностями, сварочный выпрямитель «Дуга 408»
ИНСТРУКЦИОННАЯ КАРТА
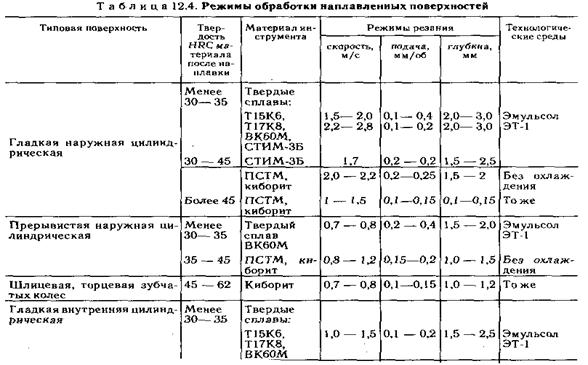
Выбор вида обработки наплавленных поверхностей зависит от их твердости и хрупкости, припуска для удаления дефектного слоя, производительности процессов, требуемой точности. Предварительная обработка деталей после наплавки, как правило, выполняется резцами с пластинами из твердого сплава Т5К.Ш и Т15К6. Заточку резцов выполняют с отрицательным передним углом 7=8 — 10°, положительным задним углом о=10 — 15° и главным углом в плане Ф=65 — 75°. Указанная геометрия резца дает возможность увеличить его износостойкость и прочность в результате улучшения отвода тепла, уменьшения усилия резания и улучшения условий работы режущей кромки.
Значительное влияние на работоспособность резцов и качество наплавленной поверхности оказывает скорость резания. В результате изменения скорости резания можно снизить шероховатость поверхности на 1 — 2 класса и повысить твердость наплавленного слоя на 15 — 20 %. При этом глубина наклепа поверхностного слоя будет 120— 160 мкм, а глубина распространения остаточных тангенциальных напряжений 150 —380Н/М.
В табл. 12.4 приведены режимы обработки и материалы инструмента для обработки наплавленных поверхностей различной твердости.
Следует отметить, что при обработке наплавленных поверхностей резцами из твердого сплава ТК не всегда удается достичь высокого качества поверхности детали. Так, при электродуговой наплавке порошковой проволокой ГПРН-120 получаемая поверхность имеет макронеровности размером до 1,0— 1,5 мм и значительную волнистость. В наплавленном слое вблизи от поверхности имеются раковины, неметаллические включения (флюс, оксиды и т. д.). Из-за специфических условий нанесения и охлаждения наплавленного слоя его твердость неравномерна и колеблется от 34 — 36 до 46 — 48 Н^С. Применение указанного вида проволоки вызывает значительные трудности из-за низкой обрабатываемости этого материала. Так, при обработке резцами Т15К6 при скорости резания 0,4—0,5 м/с, подаче 0,1--0,12 мм/об и глубине резания до 2,5 мм стойкость резцов не превышала 30 мин. При этом наблюдалось частое разрушение инструмента.
Перспективным является применение в качестве материала инструмента киборита — нового поликристаллического сверхтвердого материала, что, поданным ИСМ АН Украины, позволило существенно увеличить производительность и качество точения. Применение резцов из указанного материала позволило увеличить их стойкость до 120— 180 мин при увеличений скорости резания до 1,63— 1,83 м/с и подачи до 0,17 — 0,20 мм/об с прежней глубиной резания.
Для чистовой и отделочной обработки наплавленных покрытий используют шлифование. Как правило, в качестве абразивного материала используют электрокорунд нормальный (Э), белый (ЭБ) и монокорунд (М). При обработке наплавленных поверхностей наибольшей стойкостью обладает абразивный инструмент на бакелитовой и вулканитойой связках.
Детали, восстановленные наплавкой твердыми порошковыми материалами на железной основе, например сормайт, УС-25, ФБХ-6-2, целесообразно обрабатывать шлифованием методом врезания. Наиболее высокие показатели процесса обработки наплавок достигаются при сухом шлифовании. Шлифование без охлаждения жидкостью позволяет вести процесс обработки в условиях разупрочнения обрабатываемого материала в месте контакта круга с восстанавливаемой деталью.
Детали, восстановленные наплавкой сормайтом, целесообразно предварительно обрабатывать шлифовальным кругом из хромистого электрокорунда 34А40СМ16К, а УС-25 и ФБХ-6-2 — шлифовальным кругом из карбида кремния 64С25СМ16К.
Оптимальные значения основных показателей режима чернового шлифования: окружная скорость круга, соответствующая наибольшей его стойкости υк=35 м/с; окружная скорость детали υд= 11 м/мин.
Оптимальные значения скоростей съема металла наплавок, соответствующие минимуму удельной себестоимости:
для сормайта Qм=7 см3/мин;
для УС-25 Qм =4 см3/мин;
для ФБХ-6-2 Qм =4,5 см3/мин;
для ПГ-ХНЭОСРЗ Qм =3см3/мин.
Минутная поперечная подача круга, соответствующая оптимальной скорости съема металла:
stм=Qм/(πDL)
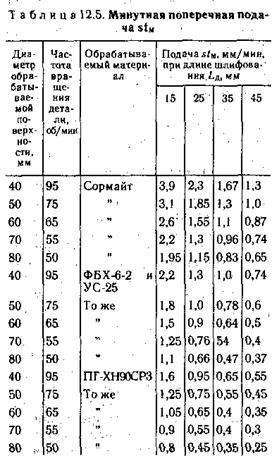 где Qм — оптимальная скорость съема металла наплавки, мм3/мин; D --диаметр обрабатываемой поверхности, ми;L —, длина обрабатываемой поверхности, мм,
где Qм — оптимальная скорость съема металла наплавки, мм3/мин; D --диаметр обрабатываемой поверхности, ми;L —, длина обрабатываемой поверхности, мм,
В табл. 12.5 представлены данные минутной поперечной подачи в зависимости от. Диаметра и ширины шлифования поверхностей, наплавленных различными сплавами.
Шероховатость поверхности можно регулировать, улучшая качество крута, которое при его правке зависит от скорости подачи алмазно-металлического карандаша. Так, при подаче.карандаша со скоростью 0,1 мм/об шероховатость поверхности составляет Rа 0,4 — 0,8, а при скорости 0,2 мм/об — Rа. 1,6. Припуск на окончательную механическую обработку не должен превышать 0,3 мм на сторону.
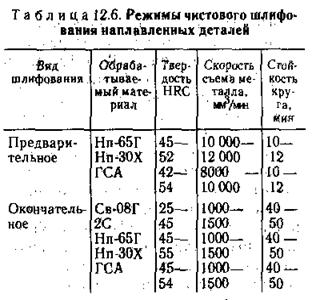 Чистовую обработку наплавленных поверхностей осуществляет шлифовальным кругом из электрокорунда белого повышенного качества 39А, зернистостью 24 — 40, твердостью СМ2 — С1 с керамической связкой. Для уменьшения шероховатости поверхности и снижения погрешности геометрической формы в конце цикла шлифования предусмотрено выхаживание в течение 0,1 — 0,15 мин. Режимы чистового шлифования наплавленных деталей приведены в табл. 12.6.
Чистовую обработку наплавленных поверхностей осуществляет шлифовальным кругом из электрокорунда белого повышенного качества 39А, зернистостью 24 — 40, твердостью СМ2 — С1 с керамической связкой. Для уменьшения шероховатости поверхности и снижения погрешности геометрической формы в конце цикла шлифования предусмотрено выхаживание в течение 0,1 — 0,15 мин. Режимы чистового шлифования наплавленных деталей приведены в табл. 12.6.
В режимах шлифования поверхностей восстановленных контактной наваркой ленты или проволоки особых отличий нет.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

