
Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 17.05.2024 09:53

Андреева Светлана Владимировна
Преподаватель спец. дисциплин специалность "Сварочное производство"
46 лет
Местоположение
Специализация
23.03.20 группа 749 "Газопламенная пайка металлов и сплавов: назначение, материалы для пайки, преимущества и недостатки, виды, технология выполнения"
Категория:
Технология
22.03.2020 23:43

Просмотр содержимого документа
«23.03.20 группа 749 "Газопламенная пайка металлов и сплавов: назначение, материалы для пайки, преимущества и недостатки, виды, технология выполнения"»
ТЕМА: ГАЗОПЛАМЕННАЯ ПАЙКА МЕТАЛЛОВ И СПЛАВОВ: НАЗНАЧЕНИЕ, МАТЕРИАЛЫ ДЛЯ ПАЙКИ, ПРЕИМУЩЕСТВА И НЕДОСТАТКИ, ВИДЫ, ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ
План:
Сущность, понятие и классификация.
Преимущества и незаменимость газопламенного нагрева при пайке.
3. Границы применения.
4. Материал.
5. Область использования.
6. Степень механизации.
7. Параметры пайки.
8. Тип соединения.
9. Припои.
10. Флюсы.
11. Техника пайки.
12. Технология пайки.
13. Дефекты сварки и способы их устранения.
Сущность, понятие и классификация.
Пайка металлов - технологический процесс получения неразъемных соединений металлов нагревом до расплавления более легкоплавкого присадочного металла - припоя, заполняющего зазор между соединяемыми деталями. Основной металл при пайке не плавится, а нагревается до температуры расплавления припоя.
В качестве источников теплоты при пайке используют газокислородное и газовоздушное пламя, электронагрев, индукционный нагрев, паяльники. К преимуществам пайки относятся отсутствие расплавления и незначительный нагрев основного металла. Эти преимущества позволяют получать высококачественные соединения не только однородных металлов, но и разнородных металлов и сплавов.
Согласно ГОСТ 17325-79, различают две основных вида пайки: высокотемпературную и низкотемпературную.
Температура плавления припоев для высокотемпературной - свыше 550°С, а для низкотемпературной - ниже 550°С. В основу высокотемпературных припоев входят медь (Сu), цинк (Zn), серебро (Ag), а низкотемпературных - свинец (Pb), олово (Sn), сурьма (Sb). Пайке поддаются чугун, низкоуглеродистая и легированная сталь, медь, никель, алюминий и их сплавы и др.
Преимущества и незаменимость газопламенного нагрева при пайке.
Газопламенная пайка используется как для ручной пайки штучных изделий или серий, так и для автоматизированной пайки на крупносерийных производствах. Газопламенная пайка имеет ряд преимуществ по сравнению с другими видами пайки:
Все основные материалы, которые не разрушаются в окислительной среде и для которых могут применяться флюсы, могут быть спаяны газовой пайкой.
Обеспечение местного нагрева.
Настройка пламени: восстановительное, нейтральное или окислительное.
Ручные горелки портативны.
Практична для сложных сборок.
Присадочный материал вводится непосредственно или может быть размещен заранее.
Соединения, которые не годятся для самофиксации, могут быть спаяны газовой горелкой.
Соединения с неравномерным сечением могут быть спаяны за счет перемещения горелки.
Управление капиллярным течением припоя от холодной стороны к горячей в процессе пайки.
Плохо собранные соединения с неподходящими зазорами могут быть спаяны искусным манипулированием горелки.
Основные навыки легко приобретаются большинством людей.
Границы применения.
Размеры: детали любой формы толщиной 1—10 мм.
Материал.
Углеродистые и низколегированные стали, серый чугун, медь, никель, медно-никелевые сплавы, алюминий, серебро, золото и др. металлы.
Область использования.
Мелкосерийное и массовое производство; изготовление трубопроводов, теплообменников, деталей автомобилей, электротехнических и ювелирных изделий, устранение дефектов чугунного и алюминиевого литья.
Степень механизации.
От малой до высокой.
Параметры пайки.
Температура пайки выбирается на 30—50 °С выше температуры применяемого припоя, избыточное давление пропана 100—400 кПа, ацетилена 60—80 кПа, бытового газа 30 кПа. Продолжительность пайки 0,5—3 мин.
Тип соединения.
см. ГОСТ 19249—73; ширина 0,1—0,3 мм.
При пайке, используются в основном нахлесточные швы, прочность соединения которых тесно связана с величиной нахлеста. Однако при паяльных работах применяются еще стыковые, втулочные, специальные швы, а также швы с отбортовкой (рис. 1). Для улучшения надежности стыкового соединения его площадь можно увеличить путем выполнения косого или зубчатого стыка. Такая конструкция паяного шва потребует специальной и точной механической обработки, но она хорошо оправдывает себя, например, при пайке полотен циркулярных и ленточных пил. Пайка различных трубчатых конструкций применяется весьма широко. Особенности трубчатых соединений показаны на рисунке 2.
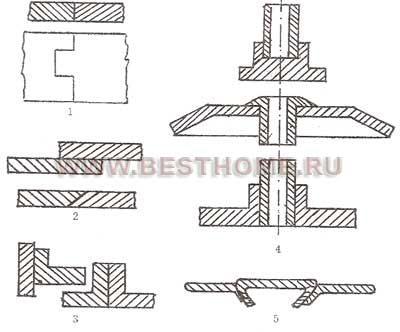
Рис. 1. Типы паяных швов:
1 — стыковые; 2 — нахлесточные; 3 — с отбортовкой; 4 — втулочные; 5 — специальные

Рис. 2. Варианты трубчатых соединений
Трубчатые соединения типов 1 и 2 возможны в том случае, когда допускается увеличение наружного диаметра трубы, а соединения типов 3 и 4 — когда нужно сохранить точный диаметр трубы. При пайке величину зазора между деталями необходимо сделать наименьшей. Это нужно для улучшения заполнения зазора припоем под воздействием капиллярных сил. Тавровый тип соединения используется при пайке относительно редко.
Припои.
Припои выпускают в виде проволоки, прутков, полос, порошковой проволоки, порошков и пасты.
Все припои для высокотемпературной пайки можно разбить на следующие группы:
медные;
медно-цинковые;
серебряные;
медно-фосфористые.
Медные припои применяют для пайки стали преимущественно в печах с защитной атмосферой.
Медно-цинковые - при пайке стали, чугуна, меди, бронзы и никеля. Лучшие результаты дает припой марки ЛОК 62-06-04, содержащий 60-63% Сu; 0,3-0,4% Sn; 0,4-0,6% Si, остальное - цинк (Zn). Температура плавления припоя 905°С, предел прочности 450 МПа.
Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка, имеющих более низкую температуру плавления, чем припой. Температура плавления серебряных припоев 720- 870°С. В зависимости от содержания серебра серебряные припои выпускаются марок от ПСр10 до ПСр70.
Медно-фосфористые припои находят широкое применение в электропромышленности. Их используют только для пайки меди и латуни. Припои для низкотемпературной пайки готовят на основе оловянно-свинцовых сплавов различного состава. В зависимости от содержания Sn используют припои марок от ПОС 90 (89-90% Sn) до ПОС 18 (17-18% Sn). Для низкотемпературной пайки применяют также сурьмянистые припои марки ПОСС-4-6. Для пайки алюминия в качестве низкотемпературных припоев рекомендуются сплавы: 50% Zn, 45% Sn, 5% Аl и 25% Zn, 70% Sn, 5% Al. Паяные низкотемпературными припоями соединения обладают низкой коррозионной стойкостью, что ограничивает их применение для деталей, работающих в воде или влажном воздухе.
Для высокотемпературной пайки алюминия и его сплавов рекомендуются припои с температурой плавления 577°С, содержащие 10-12% Si, 0,7% Fe, остальное - Al, и припой с температурой плавления 525°С состава 28% Cu, 6% Si, 66% Al. При газопламенной пайке применяются флюсы в виде порошков, пасты и газа. Основой большинства флюсов при твердой пайке является бура Na2B4O7. Для усиления действия флюса к буре часто добавляют борную кислоту, благодаря которой флюс становится более густым и вязким, требующим повышения рабочей температуры. Для понижения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк ZnCl2, фтористый калий KF и другие щелочные металлы.
При пайке медно-цинковыми припоями рекомендуется применять пламя с избытком кислорода. Нагрев ведут широкой частью пламени. Для равномерного прогрева горелкой совершают колебательные движения вдоль шва. После того как флюс, предварительно нанесенный на кромки, расплавится и заполнит зазоры, а изделие прогреется до необходимой температуры, начинают вводить припой. Для гарантии полного заполнения зазора припоем горелкой еще некоторое время подогревают место спая после прекращения подачи припоя. После окончания пайки спай должен медленно остывать, остатки флюса после пайки необходимо тщательно удалять. Для полного удаления флюсов изделие погружают в 10%-ный раствор серной кислоты с последующей промывкой водой.
Флюсы.
Выбираются в зависимости от температуры пайки и припоя; при массовом производстве используют газообразные флюсы. Применение флюсов при пайке необходимо практически всегда, так как они растворяют образующиеся при пайке оксиды, улучшают смачивание припоем металла, а также препятствуют окислению металла и припоя. При низкотемпературной пайке наиболее часто используется такой флюс, как канифоль. Хлористый цинк, хлористый аммоний, фтористый натрий применяются реже. Высокотемпературная пайка цветных и черных металлов предполагает использование флюсов чаще всего на основе буры. В случае повышения рабочей температуры пайки (когда применяются более тугоплавкие припои) иногда добавляется борная кислота. Комплекс солей, состоящий из хлоридов щелочных и щелочно-земельных металлов, используется при пайке магниевых и алюминиевых сплавов. Во флюс вводится хлористый цинк, фтористый калий и другие соединения щелочных металлов тогда, когда необходимо выполнить работу легкоплавким припоем. Следует заметить, что при газопламенной пайке лучше всего применять флюсы в виде порошка или паст.
Техника пайки.
Перед пайкой необходима предварительная подготовка поверхности деталей. Пайку выполняют с применением флюсов за исключением соединений из меди, паяных серебряно-медно-фосфористыми и медно-фосфористыми самофлюсующими припоями. При нагреве изделий горелками используют факел пламени на расстоянии ~ 10 мм от конца ядра.
При пайке массивных деталей применяют многосопловые горелки, обеспечивающие мягкий и равномерный нагрев. Пайка медно-цинковыми припоями качественно получается при нагреве окислительным пламенем за счет уменьшения испарения цинка. При нагреве нержавеющих сталей рекомендуется нормальное пламя с целью исключения образования карбидов хрома, способствующих развитию межкристаллитной коррозии. При пайке разнородных и разнотолщинных материалов пламя направляют на деталь, имеющую большую теплопроводность и массу.
При пайке необходим контроль за строением факела пламени с целью исключения копоти, ухудшающей растекание припоя.
Технология пайки.
Ход работы при низкотемпературной пайке будет таким. Перед началом работы соединяемые детали следует тщательно очистить, а затем провести их лужение, то есть нанести путем натирания, погружения в расплав или электролитическим методом тонкий слой олова на поверхность этих деталей. Затем нужно соединить детали так, чтобы между ними остался зазор в 1-2 мм. Потом на поверхность участка соединения необходимо нанести флюс. На заключительном этапе расплавленный с помощью горелки припой заливают в зазор, а потом наносят еще на поверхность металла вокруг зазора.
При высокотемпературной пайке технология будет несколько иной. Вначале нужно провести очистку деталей и их лужение таким же образом, как и при низкотемпературной пайке. Потом необходимо аккуратно соединить детали, тщательно соблюдая рекомендуемую величину зазора. Затем следует прогреть детали в месте соединения факелом горелки до температуры расплавления и растекания припоя (это составит зону шириной около 30 мм в обе стороны от центра пайки) и нанести флюс. Далее нужно расплавить сам припой и погрузить его во флюс, а затем через некоторое время вынуть. Как только флюс на припое расплавится, надо залить припой в зазор и для хорошего растекания его в полости зазора несколько раз чуть сместить разогретые ранее детали. При этом нельзя плавить припой в пламени горелки.
Высокотемпературную пайку следует производить газовым пламенем нормального состава (небольшой избыток горючего допускается). Удельная мощность пламени должна составить (по ацетилену) для нержавеющей стали 60-70, для углеродистой стали — 100-200, меди — 150-200, латуни — 100-120 л/ч • мм. Здесь следует упомянуть о том, что под удельной мощностью пламени понимается часовой расход ацетилена в литрах, приходящийся на 1 мм толщины свариваемого или подвергаемого пайке металла. После окончания процесса пайки следует отвести пламя горелки в сторону, а соединенные детали оставить для естественного остывания. При этом ни в коем случае нельзя пытаться ускорить процесс охлаждения. В конце работы нужно очистить шов от флюса смоченной в теплой воде ветошью.
Дефекты сварки и способы их устранения.
Брак, возникший при пайке, может быть исправлен. Для этого необходимо нагреть деталь до температуры плавления припоя, разъединить спаянные элементы, после чего заново зачистить соединяемые поверхности и повторно произвести пайку.
Дефекты сварных швов появляются в результате либо неправильного выбора, либо нарушения технологии изготовления сварной конструкции, а также в результате использования некачественных сварочных материалов и невысокой квалификации сварщика. Дефекты подразделяются на внешние и внутренние. Причем внешние дефекты можно выявить путем осмотра невооруженным глазом или с помощью лупы с десятикратным увеличением, в то время как для установления внутренних дефектов требуется использование специальных методов: металлографические исследования, химический анализ, механические испытания, просвечивание рентгеновскими или гамма-лучами, магнитные и ультразвуковые методы контроля. Для выявления дефектов сварное соединение нужно предварительно очистить от шлака, окалины и металлических брызг.
К внешним дефектам относятся: нарушение размеров и формы шва, подрез зоны сплавления, прожог, наплыв, непровар, поверхностное окисление, незаверенные кратеры, поверхностные поры, продольные и поперечные трещины. К внутренним дефектам относятся следующие: внутренние поры, непровар, неметаллические включения и микротрещины. Нарушение размеров и форм шва проявляется в чрезмерном усилении и резких переходах от основного металла к наплавленному, а также в неполномерности высоты и ширины шва.
При ручной сварке данные дефекты возникают в результате неаккуратной подготовки свариваемых кромок, неправильного выбора сварочного тока, невысокого качества сборки под сварку и низкой квалификации сварщика. Дефекты формы шва могут возникнуть и в результате колебания напряжения в сети при выполнении работы. При автоматизированной сварке нарушения размеров и формы швов могут быть из-за несоблюдения режима сварочного процесса (скорости сварки, скорости подачи электродов, сварочного тока) и неправильной разделки шва.
Подрез зоны сплавления выглядит в виде узкого углубления в основном металле вдоль края сварного шва. Этот дефект возникает при усиленной мощности горелки, при сварке удлиненной дугой, неправильном положении электрода или горелки и присадочного прутка, а также при сварке большим током.
Прожог представляет собой сквозное отверстие в сварном шве. Основные причины его возникновения следующие: малая толщина свариваемого металла, завышенная мощность пламени горелки, большой сварочный ток, незначительное притупление свариваемых кромок и неравномерный зазор между ними по расстоянию.
Наплыв — натекание металла шва на непрогретую поверхность свариваемого металла или прежде выполненного валика без сплавления с ним. Дефект возникает при некачественных электродах и несоответствии скорости сварки и сварочного тока разделке шва, а также при низкой квалификации сварщика.
Непровар проявляется в виде местного несплавления свариваемых кромок основного и наплавленного металлов и может быть результатом плохой подготовки свариваемых кромок (отсутствие зазора, большое притупление, незначительный угол скоса), смещения электрода к одной из кромок, быстрого перемещения электрода по шву.
Поверхностное окисление — окисление металла шва и примыкающего к нему основного металла главным образом из-за сильно окисляющей среды, очень высокой мощности пламени сварочной горелки, большой длины дуги, слишком сильного сварочного тока, медленного перемещения электрода или горелки вдоль шва.
Поверхностные и внутренние поры являются результатом попадания в металлический шов различных газов, образующихся при сварке (азот, водород, углекислый газ и др.). Азот попадает в шов из атмосферного воздуха при недостаточно тщательной защите расплавленного металла в зоне сварки. Из компонентов покрытия электродов, воды и масла образуется водород. Оксид углерода возникает в процессе сварки стали при сгорании содержащегося в ней углерода. Дело в том, что при повышенном содержании углерода в электродах и свариваемой стали, а также при дефиците в сварочной ванне раскислителей и высокой скорости сварки оксид углерода не успевает улетучиться и остается в металле. Итак, пористость — итог неаккуратной подготовки свариваемых кромок (ржавчина, замасленность, загрязненность), недостатка раскислителей, использования влажного флюса, электродов с сырым покрытием и больших скоростей сварки.
Наружные и внутренние трещины (микротрещины) возникают главным образом в результате появляющихся в металле напряжений из-за его неравномерного нагревания, охлаждения и усадки. Легированные и высокоуглеродистые стали при охлаждении после сварки закаливаются; в результате этого могут появиться трещины. Высокое содержание в стали вредных примесей (серы и фосфора) также может вызвать образование трещин. Следует заметить, что наружные и внутренние трещины являются наиболее опасными и недопустимыми дефектами швов.
Форма отчета:
В рабочих тетрадях подготовить отчет в виде краткого конспекта согласно следующей структуры:
ТЕМА: ГАЗОПЛАМЕННАЯ ПАЙКА МЕТАЛЛОВ И СПЛАВОВ: НАЗНАЧЕНИЕ, МАТЕРИАЛЫ ДЛЯ ПАЙКИ, ПРЕИМУЩЕСТВА И НЕДОСТАТКИ, ВИДЫ, ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ
План:
Сущность, понятие и классификация.
Преимущества и незаменимость газопламенного нагрева при пайке.
3. Границы применения.
4. Материал.
5. Область использования.
6. Степень механизации.
7. Параметры пайки.
8. Тип соединения.
9. Припои.
10. Флюсы.
11. Техника пайки.
12. Технология пайки.
13. Дефекты сварки и способы их устранения.
Жду фотоотчеты проделанной работы.
После изучения лекции пройти онлайн тест.
Используемые интернет ресурсы:
https://weldering.com/gazoplamennaya-payka-metallov
https://www.autowelding.ru/publ/professionalno_o_pajke/klassifikacija_sposobov_pajki/gazoplamennaja_pajka/29-1-0-411
http://www.mukhin.ru/besthome/roofwork/20.html








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

