
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 06.09.2025 10:53

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
Инструкционно-технологическая карта № 01.2.6.1 «Ручное строгание древесины» по профессии: «Столяр»
Категория:
Технология
01.02.2022 17:17

Просмотр содержимого документа
«Инструкционно-технологическая карта № 01.2.6.1 «Ручное строгание древесины» по профессии: «Столяр»»
33
Инструкционно-технологическая карта № 01.2.6.1
Ручное строгание древесины
Технологические условия. Материал: берёза, сосна. Заготовка: обрезки доски (1000 × 300 × 40).
Влажность древесины не должна превышать 8-12% . Для получения качественных и точных заготовок нужно выбрать лесо- и пиломатериалы соответствующих размеров и качества (доски, бруски, брусья). Лесоматериалы необходимо подобрать так, чтобы при раскрое на заготовки получилось минимальное количество отходов, причём заготовки должны быть без недопустимых дефектов. Не допускается на лицевых сторонах трещины, частично сросшиеся и несросшиеся сучки, червоточина, заболонь, смоляные кармашки. На поверхности деталей не допускается отколы, защепы, недостружка, вмятины, вырывы.
Подготовка рубанков к строганию
Ручное строгание. Перед работой инструмент надо наладить: заточить нож так, чтобы он был без заусенцев, засинений и других дефектов, прочно закрепить его в корпусе; выпустить лезвие за подошву ровно, без перекоса. Правильность выпуска лезвия проверяют, поднимая рубанок вверх на уровень глаз. Если лезвие будет видно как узкая полоса-нитка, то нож "присажен" правильно (см. схему ниже).
Разбирают рубанок следующим образом: берут рубанок в левую руку и, слегка ударяя киянкой или молотком по торцу (хвостовому), ослабляют клин. При закреплении ножа с клином ударяют киянкой по лобовой части корпуса.
Наладка рубанка
а - положение рубанка при закреплении или ослаблении ножа, б - положение молотка при ударе по торцу рубанка для ослабления или закрепления ножа, в - положение рубанка при установке или выемке ножа, г - проверка правильности выпуска ножа за подошву корпуса "на глаз".
Ножи точат (см. схему ниже) на точилах с карборундовым или песчаниковым кругом. Круг следует смачивать водой, а нож держать прямо, без перекосов, равномерно прижимая его к кругу. При заточке у ножа надо сохранять угол заострения, лезвие должно быть прямолинейным, без перекосов. После заточки имеющиеся на лезвии заусенцы, зазубрины снимают оселком, производя ножом круговые движения и равномерно прижимая его к оселку. Угол заострения проверяют шаблоном, а прямолинейность - линейкой или угольником.
Перед работой осматривают обрабатываемую заготовку и в случае её годности закрепляют на верстаке так, чтобы направление волокон совпало с направлением строгания. Затем надо встать к верстаку вполоборота, поставив левую ногу вдоль верстака слегка вперёд, а правую по отношению к левой под углом 70º. При таком положении ног и небольшом наклоне корпуса вперёд работать более удобно. Строгать нужно движением рук в полный размах, равномерно нажимая на корпус инструмента. Правой рукой держат хвостовую часть, левой - рог.
Заточка ножей для рубанков
а - положение ножа при заточке его на мокром точиле, б - заточка на абразивном бруске прямолинейными движениями, в - то же, круговыми движениями, г - положение ножа при работе на оселке, д - проверка заточки линейкой; 1, 2 - неправильно, - 3 - правильно; е - проверка лезвия "на глаз".
При строгании рубанком (см. схему ниже, поз. а) слегка нажимают левой рукой на переднюю часть корпуса, правой - на заднюю часть, а перед окончанием строгания, т. е. в конце обрабатываемой заготовки, следует больше нажимать правой рукой, чтобы не "завалить" конец заготовки.
Если заготовка имеет грубую и шероховатую поверхность, то её сначала обрабатывают шерхебелем, затем рубанком с одним ножом, а для получения более чистой поверхности - рубанком с двойным ножом.
При работе фуганком (см. схему ниже, поз. б) правой рукой берут за ручку, а левой поддерживают корпус фуганка немного позади пробки. Прострогав фуганком один участок детали по ширине, переходят к обработке другого участка.
При строгании в торец (см. схему ниже, поз. в) сначала строгают с одного торца заготовки от себя до её середины, а затем с другого торца на себя (см. схему ниже, поз. г). При этом способе строгания отщепов и отколов на поверхности и на кромках не образуется.
Четверти отбирают зензубелем (см. схему ниже, поз. д). Сначала делают разметку, затем начальную зарезку 1, отборку 2 и зачистку 3 четверти.
После распиливания заготовки имеют риски, шероховатости, покоробленность. Все эти дефекты устраняют строганием. Кроме того, при строгании заготовкам придают нужную форму. Строгание - операция резания древесины ножами, при которой траекторией резания является прямая, совпадающая с направлением рабочего движения. Строгают древесину ручным или механизированным инструментом.
Инструменты для ручного строгания. Рубанок (см. схему ниже) представляет собой деревянный корпус 1, в который вставлен нож 5, закрепляемый клином 4. Нож 5 вставляют в гнездо (леток) 3 корпуса под углом 45º.
В подошве 8 рубанка имеется узкая прорезь - пролёт шириной 5,7 ... 6,2* мм, через которую за подошву выступает лезвие ножа.
* Размер 5,7 мм относится к рубанку с двойным ножом, а размер 6,2 мм - к рубанку с одиночным ножом.
При грубом строгании лезвие выпускают на 1 ... 3 мм, при чистом - на 0,1 ... 0,3 мм. С боков летка 3 делают заплечики для опирания клина 4. Для удобного продвижения рубанка по материалу имеется рог 2. Подошва 8 рубанка должна быть гладкой и ровной. В связи с тем, что подошва рубанка работает на истирание, в ней делают вклейку из древесины твёрдых пород - граба, клёна, ясеня, бука и др.
Рубанок с одиночным ножом (см. схему ниже, поз. а) применяют для первичного строгания древесины и для строгания её после обработки шерхебелем.
Рубанок с двойным ножом (см. схему ниже, поз. б) используется для чистового строгания древесины, Им можно также застрагивать торцы, имеющие задиры и свилеватые поверхности древесины. В отличие от рубанка с одиночным ножом он имеет помимо ножа стружколом 9, которым надламывается стружка.
Рубанки
а - с одиночным ножом, б - с двойным ножом; 1- корпус, 2 - рог, 3 - леток, 4 - клин, 5 - нож, 6 - упор, 7 - пробка, 8 - подошва, 9 - стружколом.
Шерхебель (см. схему ниже) служит для первоначального грубого строгания древесины. После строгания шерхебелем поверхность древесины получается неровной, со следами углублений в виде желобков. Это вызвано тем, что лезвие ножа имеет овальную форму. При работе нож выпускают до 3 мм.
Шерхебель
а - общий вид, б - шерхебельный нож.
Фуганок (см. схему ниже) служит для окончательного чистового строгания, выравнивания больших поверхностей и прифуговки отдельных деталей. Он длиннее рубанка почти в три раза, что позволяет строгать длинные поверхности. Нож фуганка имеет длину 200 мм, ширину 65 мм. Более короткие заготовки строгают полуфуганком, имеющим корпус длиной 530 мм, нож шириной 50 мм и длиной 180 мм. У фуганка в передней части находится пробка для выбивания ножа из летка. Для этого по ней надо ударить киянкой.
Фуганок
а - общий вид, б - нож фуганка; 1 - пробка, 2 – ручка.
Для зачистки древесины, имеющей задиры и свилеватость, применяют рубанок с укороченным корпусом - шлифтик. Шлифтик имеет узкую щель (шириной 5 мм) и увеличенный передний угол (60º), вследствие чего при работе им снимается тонкая стружка и поверхность древесины чище обрабатывается.
Для профильного строгания применяют зензубель, фальцгебель, шпунтубель и другие рубанки (струги).
Зензубелем (см. схему ниже) выбирают четверти, фальцы и зачищают их. Наличие в корпусе бокового отверстия обеспечивает свободный выход стружки. Ножи у зензубеля по форме напоминают лопатку.
Зензубель
а - общий вид, б - зензубельный нож.
Фальцгебель (см. схему ниже, поз. а) предназначен для отборки и зачистки четвертей и имеет в отличие от зензубеля ступенчатую подошву.
Шпунтубелем (см. схему ниже, поз. б) выбирают пазы - шпунты на кромках и пласти деталей. Он состоит из двух корпусов, соединённых винтами, причём в одном из корпусов закрепляют нож.
Грунтубелем (см. схему ниже, поз. в) зачищают трапециевидные пазы, выбранные наградкой.
Галтелью (см. схему ниже, поз. г) образуют желобки разной ширины или глубины с различным радиусом закругления.
Штап (см. схему ниже, поз. д) предназначен для образования закруглений на кромках.
Калёвкой (см. схему ниже, поз. е) производят профильную обработку деталей. Подошва калёвки имеет форму, зеркальную (обратную) форме профиля детали.
Горбачом (см. схему ниже, поз. ж, з) строгают вогнутые и выпуклые поверхности.
Ручной инструмент для профильного строгания
а – фальцгебель, б - шпунтубель, в - грунтубель, г - галтель, д - штап, е - калевка, ж - горбач с вогнутым корпусом, з - горбач с выпуклым корпусом.
Подошвы корпусов рубанков и фуганков делают из древесины граба или ясеня, а верхнюю часть корпуса, рог, упор, клин, ручку, пробку - из прямослойной древесины берёзы, бука или клёна 1-го сорта влажностью 8 ... 10%. Древесина с гнилью и червоточиной не допускается.
Работа ручным строгальным инструментом
а - рубанком, б - фуганком, в - торцовое строгание от себя, г - торцовое строгание на себя, д - отборка четверти зензубелем; 1 - начальная зарезка, 2 - отборка четверти, 3 - зачистка четверти.
Кроме деревянных для строгания древесины применяют рубанки с металлическим корпусом (см. схему ниже). В корпус 1 вставлен нож 4, закрепляемый винтом 3. Рог 2 и ручку 5 делают из древесины. Величину снимаемого слоя древесины (стружки) регулируют вылетом ножа. Для этого надо освободить винт 3 и переместить нож 4 вверх или вниз на нужную величину, а затем снова закрепить винт.
Краткая теория:
Ручное строгание. Прежде чем приступить к выполнению строгальных работ, необходимо подобрать древесину, т. е. установить её пригодность для изготовления какой-либо детали. При этом выявляют выпуклости и вогнутости, подлежащие снятию строганием, а также пороки древесины и определяют, допустимы ли они для этой детали. Для строгания необходимо заготовку закрепить так, чтобы направление волокон древесины совпадало с направлением строгания. Прогиб заготовки свидетельствует о том, что крепление следует немного ослабить. В начале строгания на инструмент нажимают левой рукой, к середине усилия обеих рук выравнивают, а в конце надавливают правой рукой, чтобы не заовалить конец детали. Строгают спокойно, не спеша, но уверенно, в полный размах, с равномерной подачей инструмента на всех участках. Корпус работающего должен быть слегка наклонен вперёд, левая нога выдвинута вперёд, а правая — находиться под углом 70° по отношению к левой. Качество строгания контролируют линейкой, хорошо выверенными брусками и угольником. Если между линейкой и остроганной заготовкой нет просветов, работу инструментом заканчивают.
При строгании чистота поверхности зависит от расстояния от места скола стружки до лезвия ножа (чем ближе скол от щели летка, тем строгание чище), а также от крутизны залома стружки при заходе в щель летка (крутой залом быстрее перерезается ножом, вследствие чего получается меньшая длина скола). У рубанка с двойным ножом функцию заломления стружки выполняет второй нож и чем ближе он к лезвию первого ножа, тем чище получается поверхность. Обычно ширина стружколома (второго ножа) не превышает ширины первого ножа. О состоянии зазора и режущей части ножей можно узнать по виду выходящей из летка стружки. Если стружколом притуплён, стружка выходит прямая и поверхность строгания чистая, если он очень острый — стружка выходит кольцами, поэтому заточенный край стружколома слегка притупляют.
Металлические рубанки
а - шерхебель, б - рубанок с одиночным ножом, в - рубанок с двойным ножом; 1 - корпус, 2 - рог-рукоятка, 3 - винт, 4 - нож, 5 - ручка, 6 - прижим, 7 - основание под нож.
Механизированную обработку древесины производят ручным электрифицированным инструментом

Далее по тексту будут упоминаться изделия отечественных российских изготовителей, как более качественные и надёжные, чем немецкие или японские (без всякого юмора). Многие до сих пор считают, что импортные изделия лучше. К счастью, в последние годы это уже не факт. Даже если отдельные образцы Bosh или Makita превосходят наши серийные разработки, это отнюдь не значит, что нужно поддерживать их производителей. Ведь патриотизм проявляется и в этом тоже...
Например механизированную обработку древесины производят электрорубанками ИЭ-5705, ИЭ-5701А, ИЭ-5706, ИЭ-5707А и другими.
Электрорубанок ИЭ-5701А (см. схему ниже) состоит из электродвигателя, приводящего во вращение через клиноременную передачу ножевой вал. Опорными поверхностями рубанка являются передняя подвижная и задняя неподвижная панели (лыжи). В ножевом валу крепятся два ножа.
В рукоятке, с помощью которой рубанок передвигается по обрабатываемой поверхности, расположен курок. Глубину фрезерования до 2 мм регулируют клином и винтами. Ширина фрезерования 75 мм. Частота вращения ножевого вала 12000 об/мин. Скорость подачи до 4 м/мин. Рубанок вибробезопасен, т.е. не подвержен вибрации при работе.
Перед работой надо проверить правильность заточки и установки ножей. Лезвия ножей должны быть одинаково выпущены и находиться на одном уровне с неподвижной задней панелью. Масса ножей должна быть одинаковой. Крепить ножи к ножевому валу нужно прочно. Электрорубанок должен быть заземлён; исправлять или регулировать его можно только после отключения от электросети.
Работают электрорубанком следующим образом. Включают штепсельную вилку в сеть, после чего нажимом на курок включают электродвигатель и, когда ножевой вал достигнет нужной частоты вращения, электрорубанок аккуратно опускают на обрабатываемый материал. Материал, подлежащий обработке, должен быть очищен от пыли, грязи, снега и наледи. Электрорубанок нужно подавать медленно, чтобы при соприкосновении с древесиной не произошло резкого толчка, равномерно, без больших усилий на рукоятку. Усилие работающего должно быть затрачено лишь на продвижение электрорубанка. Электрорубанок продвигают по материалу по прямой без перекосов, следя за тем, чтобы под панели не попадали стружки и опилки.
Рубанок ручной электрический
1 - передняя рукоятка, 2 - крышка, 3 - электродвигатель, 4 - корпус, 5 - рукоятка с курковым выключателем, 6 - панель (лыжа), 7 - ременная передача.
После первого прохода (если нужно обработку вести повторно или на участке, находящемся рядом с обработанным) электродвигатель следует выключить и с выключенным электрорубанком возвратиться в исходное положение, после чего включить электродвигатель и начать обработку. При работе нужно внимательно следить за тем, чтобы электродвигатель не перегревался. Перегрев электродвигателя вызывается сильным нажимом на электрорубанок.
Качество фрезерования (строгания) по длине и по торцу проверяют угольником (см. схему ниже, поз. а, б), причём обработку бруска проверяют в нескольких точках: на концах детали и в середине, а в более длинных деталях - и в других точках (между серединой и концами детали).
Проверка "на глаз" (см. схему ниже, поз. в) требует большого навыка. Опытный плотник берет брусок в руки и приподнимает, устанавливая его против света на уровне глаз. Неровности, полученные вследствие некачественной обработки, обнаруживаются по лёгкой тени, которая на бруске будет казаться темными пятнами.
Приёмы проверки качества строгания
а - угольником по длине бруска, б - угольником по торцу, в – "на глаз" против света.
Качество профильной обработки проверяют шаблонами и визуально. Поверхность древесины должна быть гладкой, без шероховатостей, задиров, выколов и вырывов. При ручном строгании материал должен быть хорошо закреплён и плотно, без прогибов, прилегать к столу верстака.
При работе электрорубанком нужно следить за тем, чтобы токоведущие части были надёжно защищены, все электрические соединения (штепсельная вилка и подсоединения к рубанку) имели надёжную изоляцию. К работе с электрифицированным инструментом допускаются рабочие, прошедшие курс обучения правилам эксплуатации инструмента и имеющие удостоверение на право работы. При работе нужно следить за тем, чтобы под режущий инструмент не попадали металлические предметы.
В сырых, мокрых помещениях работать электроинструментом нужно в резиновых перчатках и галошах (либо резиновых сапогах), а в сухих пользоваться только резиновыми перчатками или стоять на резиновом коврике. Включать электроинструмент в сеть можно только перед самым началом работы, а по окончании работы его следует немедленно выключить.
| № п/п | Наименование и последовательность выполнения операций (Рекомендации по выполнению операций и самоконтролю) | Графическое изображение, эскиз | Оборудование, приспособления инструмент |
| Подготовка к работе пил с незакалёнными зубьями | |||
| 1 | Выправление полотна пилы
Перед выполнением данной технологической операции следует тщательно очистить полотно пил от смолы, опилок и ржавчины.
Если полотно пилы изогнулось, его нельзя выпрямлять в тисках или ударами металлического молотка. Сначала нужно попытаться выпрямить его руками, а если это не удастся, то пилу кладут на плоскую деревянную поверхность и выпрямляют киянкой.
|
| Верстак, киянка, чурак, металлическая плита |
| 2 | Фугование вершин зубьев пилы
Перед выполнением данной технологической операции следует тщательно очистить полотно пил от смолы, опилок и ржавчины.
Если острия зубьев пилы находятся не на одной прямой, проводят фугование – выравнивание зубьев пилы. Фугование необходимо проводить периодически, чтобы все зубья пилы находились на одном уровне и равномерно пилили древесину. а) В деревянную колодку 2 вставляют напильник 1, а затем колодку с напильником надевают на пилу 3 и двигают вдоль полотна, выравнивая при этом вершины зубьев. б) Качество фугования проверяют, прикладывая к зубьям в плоскости полотна линейку. Если ребро линейки равномерно прилегает к зубьям, то фугование выполнено правильно. |
| Верстак, тиски, напильник, линейка, деревянная колодка |
| 3 | Развод зубьев пилы
Перед выполнением данной технологической операции следует тщательно очистить полотно пил от смолы, опилок и ржавчины.
Развод зубьев пилы необходим, чтобы уменьшить трение полотна о пропил и избежать зажатия полотна пилы в пропиле. Зуб должен быть разведён на протяжении не менее 2/3 его длины от вершины. Развод зубьев проводят поочерёдным отгибанием их в сторону (чётные в одну сторону, а нечётные в другую) от плоскости полотна. Для зубьев с шагом до 3 мм величина развода в одну сторону должна быть 0,1 – 0,3 мм, а для зубьев с шагом 3 мм и более – 0,3 – 0,6 мм. Максимальная величина развода в обе стороны не должна быть более толщины полотна. Надо строго следить, чтобы величина развода была одинаковой, так как в противном случае пропил будет неровным и большим, а пилить древесину будет трудно. Разводить зубья можно до или после заточки в зависимости от износа зубьев. При значительном износе лучше вначале развести, а затем заточить зубья. Для развода зубьев применяют разводки различной конструкции. Разводку ручных пил проводят следующим образом. Полотно пилы прочно зажимают в тисках, а затем поочерёдно отгибают зубья то в одну, то в другую сторону. Разводить зубья нужно равномерно, не прилегая больших усилий и не делая резких движений, т.к. можно сломать зуб. Универсальная разводка (рис.II) позволяет отгибать зубья с одинаковым усилием. Правильность развода зубьев проверяют шаблоном. |
На рисунке слева (а) показаны основные виды разводок. На рисунке б и в - показаны правильно разведённые зубья для поперечного (б) и продольного пиления (в).
А - разводка; Б - шаблон для проверки развода зубьев; В - профиль разведённых зубьев; 1 и 2 - неправильно, 3 и 4 - правильно | Верстак, тиски, разводка, шаблон |
| 4 | Заточка зубьев пилы
В процессе пиления зубья затупляются, чтобы восстановить режущую способность зубьев, их затачивают напильниками (рис. а ... г). Заточку нужно производить ровно, без сильных нажимов (так как это может вызвать перегрев пилы) так, чтобы не было заусенцев, засинений и др. Пилы для поперечного раскроя имеют косую заточку, поэтому напильник при их затачивании держат под углом 60 ... 70º. Заточив через один зубья с одной стороны, затачивают пропущенные зубья с другой стороны.
Заточку производят обычно треугольным или ромбовидным напильником с мелкой насечкой. Зубья затачивают движением напильника от себя, при обратном движении он не должен касаться полотна пилы. Работать напильником нужно без сильных нажимов. Зубья поперечной пилы затачивают под углом приблизительно 45° (рис. 32, А). Заточенные зубья поперечной пилы должны иметь вид, как показано на рисунке 32, Б. Продольную пилу затачивают прямой заточкой, двигая напильник перпендикулярно полотну, как на рисунке 32, В. В этом случае пилу в зажиме переворачивать нет необходимости. После заточки зубьев пилу кладут полотном на плоскую доску и удаляют образовавшиеся в процессе заточки заусеницы. Сделать это можно либо тем же напильником, либо оселком. Если пилы используются исключительно у рабочего стола, то для удобства пользования ими можно сделать специальную стойку, показанную на рисунке 33, А. При необходимости держать пилу в ящике для предохранения зубьев от затупления можно воспользоваться планкой с вырезанным пазом (рис. 33, Б) или куском старого резинового шланга. При длительном хранении полотно пилы необходимо смазывать машинным маслом, чтобы оно не ржавело.
|
А - положение напильника при заточке поперечной пилы; Б - общий вид правильно заточенных зубьев поперечной пилы; В - заточка продольной пилы; Г - общий вид правильно заточенных зубьев продольной пилы
| Верстак, тиски, напильник, шаблон |
| 5 | Хранение пилы
После заточки зубьев пилу кладут полотном на плоскую доску и удаляют образовавшиеся в процессе заточки заусеницы. Сделать это можно либо тем же напильником, либо оселком. Если пилы используются исключительно у рабочего стола, то для удобства пользования ими можно сделать специальную стойку (рис. 33, А). При необходимости держать пилу в ящике для предохранения зубьев от затупления можно воспользоваться планкой с вырезанным пазом (рис. 33, Б) или куском старого резинового шланга. При длительном хранении полотно пилы необходимо смазывать машинным маслом, чтобы оно не ржавело. |
А - хранение в стойке; Б - предохранение от затупления. | Верстак, стойка, кусок резинового шланга |
| Процесс пиления древесины | |||
| 1 | Выбор вида пилы Для столярных и плотничьих работ обычно применяют лучковые пилы и ножовки. Любитель может обойтись одной ножовкой, так как она вполне пригодна как для продольного, так и для поперечного пиления. Кроме того, ножовка имеет ряд преимуществ: проста по конструкции, универсальна и благодаря широкому полотну в неопытных руках идёт прямее. Для опиливания по кривым линиям применяется выкружная ножовка. Существуют также ножовки для запиливания шипов, торцов и т. д. | | Пилы и ножовки разных видов |
| 2 | Хват ножовки при пилении При пилении ножовку крепко держат правой рукой, причём указательный и большой пальцы лучше направлять вдоль полотна ножовки (рис. 29, А). Такая хватка способствует правильному и ровному движению инструмента, так как мускулы предплечья не так сильно напрягаются, как при полном захвате ручки пилы (в кулак). Особенно это касается ножовок малых размеров. |
А - держание пилы и начало пиления | Верстак, ножовка |
| 3 | Процесс пиления ножовкой Начинать пиление следует движением не вперёд, а на себя. Направляя пилу большим пальцем левой руки по отметке (рис. 29, Б), медленным движением протягивают пилу на себя и таким образом делают надпил достаточной глубины. Пилу направляют по разметочной линии таким образом, чтобы левая сторона зубьев проходила точно по линии разметки, а припуск на ширину развода зубьев приходился на отпиливаемую часть. Если требуется очень чистый торец, то оставляют небольшой припуск, который затем удаляется рубанком. Начиная пиление, нужно следить, чтобы полотно пилы образовало прямой угол с плоскостью распиливаемого предмета (рис. 29, В). Правильность плоскости распила удобно проверять угольником (рис. 29, Г) или ровно обрезанным бруском. Пилу можно ориентировать по прямоугольной кромке верстака, на котором производится пиление, при этом нужно следить, чтобы полотно пилы двигалось параллельно краю. Для большей точности распила доску или брусок следует размечать со всех сторон. Нужно располагать распиливаемый предмет так, чтобы отпиливаемая часть своим весом не сужала распил и не зажимала пилу. При продольном пилении в распил с торца полезно вставить клин (рис. 29, Д). Забивать его следует не сильно, иначе доска может расколоться. Чтобы при пилении затрачивать меньше сил, пилу держат под углом к плоскости доски. Обычно этот угол составляет 60°, однако при поперечном пилении древесины мягкой породы и толщиной менее 20 мм выгоднее угол около 40°. Нужно помнить, что чем большее количество зубьев одновременно соприкасается с деревом, тем лучше будет распил; этим и следует руководствоваться при практическом определении угла наклона пилы. |
Рис. 29. Приёмы работ ножовкой: Б - направление пилы по линии разметки; В - положение работающего при пилении; Г - проверка направления полотна пилы с помощью угольника; Д - клин, предотвращающий зажимание пилы | Верстак, ножовка, угольник, клин, козлы, брусок, киянка |
| 4 | Проверка установки полотна лучковой пилы
Перед работой лучковой пилой проверяют плоскость полотна и его натяжение. Полотно должно быть прямолинейным, без перекосов. По отношению к станку (лучку) его устанавливают под углом 30º и хорошо натягивают. Правильность установки пилы проверяют следующим образом: левой рукой держат за средник, а правой за ручку и смотрят, прищурив один глаз, на полотно пилы. Если оно установлено правильно, то будет иметь вид натянутой нити; а если неверно, то скрученный конец будет толще. Исправляют положение полотна поворотом ручки. В случае зажима полотна в пропиле проверяют развод зубьев. |
| Лучковая пила |
| 5 | Пиление продольное (вдоль волокон)
Доску, которую нужно распилить вдоль, укладывают и закрепляют на верстаке или столе так, чтобы отпиливаемая часть выступала наружу. Затем с помощью рейсмуса или линейки намечают линию распила. Левой рукой берут пилу за конец стойки у тетивы, а правой - за другой конец стойки у полотна, встают перед верстаком (рис. а) и делают свободные движения "в размах", прижимая пилу ко дну распила при движении её вниз, а при движении вверх (холостой ход), несколько отводя её в сторону. Пилить нужно спокойно, ровно, без резких движений и сильных нажимов. В процессе пиления пилу необходимо держать вертикально, так как при её отклонении пропил получается неточным. |  | Верстак, лучковая пила, линейка, карандаш, рейсмус, угольник |
| 6 | Поперечное пиление (поперёк волокон)
При поперечном распиливании (рис. б) доску кладут на верстак так, чтобы отпиливаемый отрезок свисал с него. Поддерживая её левой рукой, правой берутся за стойку лучковой пилы и перепиливают доску ровно, без нажима. Перед окончанием распиливания движение пилы следует слегка замедлить, а отпиливаемый отрезок придержать левой рукой во избежание облома отрезков. |
| Верстак, лучковая пила, линейка, карандаш, рейсмус, угольник |
| 7 | Точное распиливание под углами 90°, 45°, 22,5°
Точная торцовка или распиливание под углом производится в распиловочном ящике «штоссладе» с нем. «стусле» (рис. в), в боковых стенках которого имеются пропилы, расположенные прямо или под определённым углом. | | Верстак, лучковая пила, стусло |
| 8 | Механизированное пиление древесины
Ручное пиление - трудоёмкая и малопроизводительная операция. Применение электроинструмента для распиливания древесины значительно (в 5...10 раз) повышает производительность труда и не требует больших физических усилий. Для механизированного распиливания древесины применяют дисковые и реже цепные электропилы. Цепные электропилы служат для поперечного раскроя круглого леса, брусьев, досок. Режущий инструмент в этих пилах - бесконечная пильная цепь, приводимая в движение от электродвигателя через редуктор. Цепь пилы представляет собой набор отдельных звеньев (зубьев), соединённых между собой шарнирами. Если при заклинивании пильный диск остановится, надо немедленно выключить электродвигатель. Передвигать пилу по материалу надо так, чтобы пильный диск направлялся строго по разметке. По окончании работы электропилу отключают от сети, очищают керосином, смазывают и кладут на хранение. |  Пила ручная электрическая дисковая по дереву 1 - кабель, 2 - электродвигатель, 3 - рукоятка, 4 - панель (плита), 5 - пильный диск, 6 - ограждение (кожух). | Дисковая пила |




| Дефекты пиления древесины, причины их появления и способы устранения и предупреждения | |||
| № п/п | Дефект | Причины появления | Способы устранения и предупреждения |
| 1 | Неровный непрямолинейный распил | Чрезмерный нажим зубьями пилы на распиливаемый материал. Сильный нажим на полотно пилы, зубья входят в древесину на большую глубину, чем они могут перерезать за один рабочий ход, получается, как бы вырыв, а не перерезание или срезание волокон Неправильный развод зубьев пилы. Если зубья в одну сторону отогнуты больше, то с этой стороны срезается больше древесины и постепенно полотно пилы уходит в сторону, т. е. отклоняется от риски Неправильная заточка зубьев. После заточки могут получиться разные углы, разная высота зубьев, от чего получается неодновременное срезание (перерезание) волокон древесины, что даёт неточный распил Слабое натяжение полотна пилы не даёт возможности контролировать и направлять полотно пилы точно по риске Неправильные стойка и хватка пилы уводят полотно пилы в сторону от риски Несоответствие массы и размеров станка физическим возможностям учащегося. Тяжёлый станок пилы не позволяет удерживать в нужном положении и управлять полностью направлением полотна. | Нажимать на пилу умеренно Проверить развод и устранить разницу в отгибании зубьев Проверить высоту и углы зубьев. Отточить наиболее выступающие зубья и заточить вновь под одинаковым углом Натянуть полотно пилы Проверить расположение корпуса, ног, рук и пилы и принять правильную стойку и хватку Заменить пилу на более лёг-кую и меньшую по размерам |
| 2 | Шероховатая поверхность стенок пропила
| Неправильный режим работы (ускоренный темп, неправильное чередование работы и отдыха, усиленное напряжение) преждевременно утомляют учащегося, который не в состоянии управлять станком и соблюдать как положено все приёмы работы Неодинаковый развод зубьев полотна пилы. Зубья, которые выступают от линии общего развода, делают углублённые риски Полотно пилы находится в разных плоскостях с пропилом, поэтому зубья вырывают древесину Слабое натяжение полотна пилы создаёт колебание и шатание полотна в пропиле, от чего возникают углублённые риски | Установить требуемый режим работы Уменьшить развод выступающих зубьев Направить полотно пилы точно по плоскости распила Натянуть полотно пилы
|
| 3 | Непрямоугольность пропила к пласти доски
| Неправильные движения, стойка и хватка выводят периодически зубья из плоскости пропила, т. е. полотно пилы отклоняется от перпендикулярного положения к пласти Неправильное направление полотна пилы, т. е. учащийся не следит, как направлены зубья и полотно пилы в начале. В этих случаях полотну задаётся неправильное направление (не в плоскости пропила) Неправильный развод зубьев пилы, т. е. зубчатый венец отогнут неравномерно. Неправильная заточка зубьев, когда разные высота и углы резания | Удерживать станок пилы в одном положении и принять правильную стойку и хватку Направить полотно точно по линии распила Выправить развод Выровнять зубья пилы и заточить снова, соблюдая размеры углов резания |
| 4 | Отщепы и повреждения кромок | Перекос полотна пилы. Б этих случаях зубья срезают древесину одним концом полотна (с правой или левой стороны) больше, а другим меньше в зависимости от перекоса Несоблюдение правил запила: обучающийся не придерживает станок, поэтому пила делает резкие движения Несоблюдение правил конечных приёмов пиления, т. е. не придерживает левой рукой, отпиливаемый конец доски, не спиливает до конца доску, а скалывает волокна древесины в конце пропила, не ослабляет расклинивание в конце пропила | Поставить полотно в одну плоскость Соблюдать правила запила Соблюдать правила конечных приёмов пиления
|
![]()
![]()
![]()
![]()
![]()
Чтобы придать куску древесины правильную форму и сделать его поверхности гладкими, применяют различные инструменты, называемые стругами.
Основная деталь всякого струга - железка, неподвижно закрепляемая в деревянной или металлической колодке (рис. 34, А). Струги приводятся в движение двумя руками. При поступательном движении они снимают тонкий слой древесины - стружку. Толщина стружки зависит от величины выступающей режущей части железки над поверхностью подошвы струга. В отверстии, через которое выбрасывается стружка, железка удерживается клином.
В столярном деле для выполнения различных работ применяют разные струги.
Начинающему столяру-любителю на первых порах вполне достаточно иметь два струга: для грубой обработки - шерхебель, а для последующего сглаживания неровностей - рубанок. При изготовлении более сложных столярных изделий, когда требуется выравнивать длинные поверхности и точно пригонять детали друг к другу, необходим фуганок.
Железка шерхебеля значительно уже, чем у рубанка, и имеет немного закругленную режущую часть (рис. 34, Б), выступающую за плоскость подошвы на 2-3 мм. Благодаря такой конструкции шерхебелем можно строгать как вдоль, так и поперек волокон. Обработанная шерхебелем заготовка имеет волнистую поверхность, и ее приходится выравнивать рубанком.
В отличие от шерхебеля рубанок имеет широкую железку (до 60 мм) с прямой режущей частью (рис. 34, В). Чем больше выступает железка над подошвой, тем толще слой древесины она снимается тем грубее будет отработана поверхность. Чтобы получить более чистую и гладкую поверхность, употребляют рубанок с двойной железкой. Вторая железка - стружколоматель. Наталкиваясь на него, отделяющаяся от поверхности стружка загибается к верху (рис. 34, Г), что облегчает резание. Чем ближе кромка второй железки к лезвию, тем тоньше стружка и, следовательно, чище обработанная поверхность.
Длина рубанка по отношению к обрабатываемой поверхности сравнительно невелика, поэтому он строгает как бы "обходя" плавные выпуклости и впадины (рис. 34, Д), что затрудняет получение правильной плоскости. Фуганок (рис. 34, Е) более чем вдвое длиннее и значительно шире рубанка, поэтому его железка не "обходит", а сострагивает выпуклости; две профугованные поверхности при складывании плотно примыкают одна к другой.
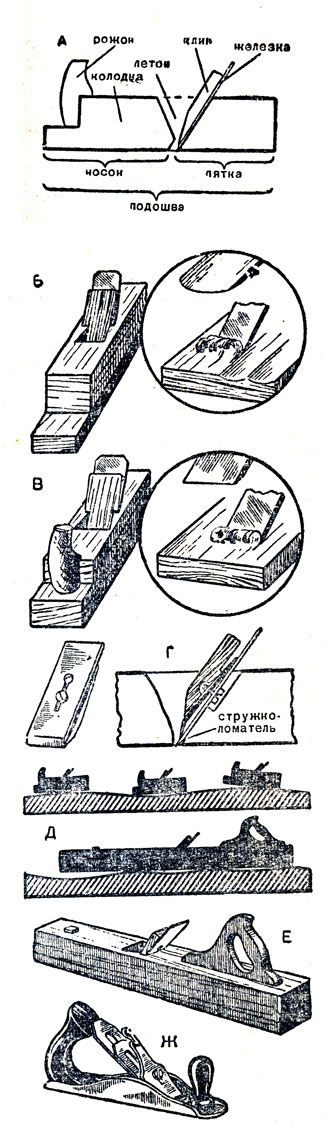
Рис. 34. Инструменты для строжки: А - детали струга; Б - шерхебель и его железка; В - рубанок и его железка; Г - двойной рубанок; Д - поверхность, обработанная рубанком (вверху), и выравнивание ее фуганком (внизу); Е - фуганок; Ж - металлический рубанок с двойной железкой
Для специальных случаев строжки существует много других типов стругов, но в практике начинающего столяра-любителя они вряд ли потребуются.
Перед тем как приступить к строганию, надо осмотреть заготовку и определить направление волокон и годичных слоев. Затем ее неподвижно закрепляют на верстаке так, чтобы строжка происходила по ходу волоком иначе дерево будет закалываться, и поверхность получится неровной. При обработке суковатой древесины направление строжки часто приходщгся менять, с тем чтобы резание происходило в сторону сучка, а не от него.
Стоять у верстака нужно слева по ходу строжки, несколько выставив вперед левую ногу (рис. 35, А), Нужно стремиться, чтобы во время строжки двигались только руки, так как лишние движения корпусом не помогают делу, а лишь утомляют.
Шерхебель и рубанок берут правой рукой за колодку (фуганок - за ручку) сзади железки. Не рекомендуется упираться рукой в железку, так как это приводит к появлению мокрой мозоли и ссадин на большом и указательном пальцах. Переднюю часть рубанка держат левой рукой, обхватывая колодку или упираясь в рожок, который иногда делается для этой цели (рис. 35, Б).
Чтобы выстрогать поверхность ровно и без перекосов, нужно соблюдать определенные правила (рис. 35, В). Начиная двигать инструмент, на него нажимают левой рукой, а правой лишь толкают вперед; по мере приближения к центру обрабатываемой заготовки усилие правой руки увеличивают, с тем чтобы в середине заготовки нажим обеими руками был одинаков; к концу остругиваемой поверхности более сильным должен быть нажим правой руки, а левая только направляет движение. Соблюдать эти правила необходимо для того, чтобы не скруглять, или, как говорят, "не заваливать" концы обрабатываемой заготовки.
Нередко при строжке бруска или доски продольные кромки получаются приспущенными, так как древесина с них удаляется легче, чем с середины. Деталь оказывается "горбатой". Равномерное снятие стружки с краев и середины заготовки нужно проверять угольником.
Как и при пилении, направление движения струга следует ориентировать по краю верстака, иначе может получиться перекос по диагонали, т. е. одна пара наискось расположенных углов заготовки будет сострогана больше, чем другая.
Если рубанок часто забивается стружкой, надо установить причину этого: может быть, материал сырой или неплотно прилегают рожки клина к железке, или слишком узок просвет между железкой и колодкой, или стружколоматель привернут к железке слабо и т. д.
Обработку длинной широкой доски начинают с левой стороны и с заднего конца; после нескольких движений стругом делают шаг вперед, снова строгают, продолжая этот процесс до переднего конца доски.
Труднее всего строгать волокна древесины под углом, близким к прямому. Практически с этим приходится сталкиваться при обработке торцов заготовок. Торец детали следует обрабатывать до строжки боковых кромок, иначе на них могут образоваться отколы, которые будет трудно уничтожить.
Существует несколько приемов торцевания, помогающих избежать скалывания, но во всех случаях нужно помнить, что чисто проторцевать доску или брусок можно только хорошо отточенным инструментом. Чем меньше выступает железка из колодки, тем чище, без отколов и выкрашивания дерева получится торец. При торцевании рубанок надо двигать немного наискось, под некоторым углом к его продольной оси (рис. 35, Г). Чтобы конец торцуемого бруска не скалывался, к нему плотно прижимают ненужный кусок дерева, так что скалываться будет кромка этого подсобного куска (рис. 35, Д). Такой способ удобно применять при обработке коротких торцов.
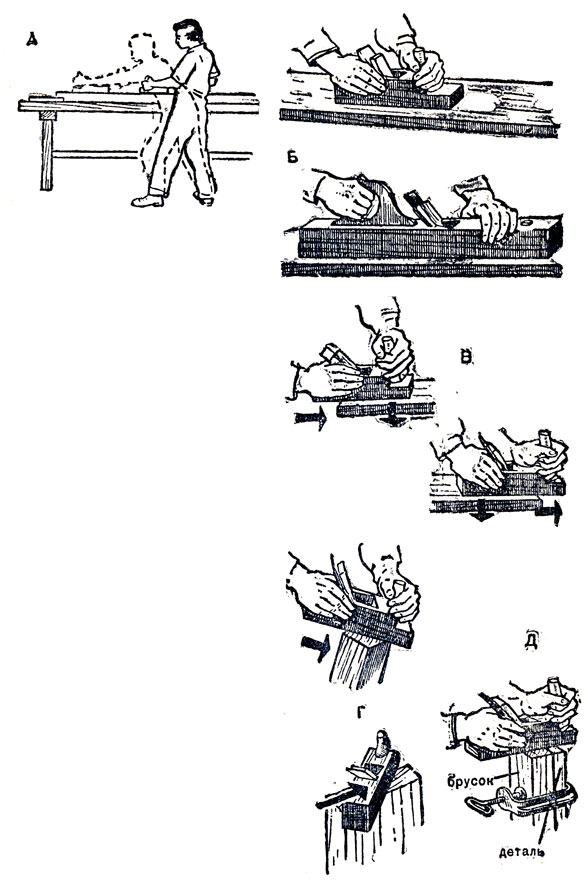
Рис. 35. Приемы строжки: А - стойка у верстака; Б - хватка рубанка и фуганка; В - работа рук в начале и в конце движения; Г - торцевание; Д - торцевание с прижатым бруском
Чистоту строжки определяют на глаз, а не на ощупь, так как, прикасаясь к чистой поверхности рукой, можно оставить потный или сальный след, который скажется при отделке. Правильность остроганной поверхности проверяйте при помощи линейки и угольника. Устанавливая линейку ребром на деталь в разных направлениях, легко обнаружить все недочеты: горб, впадину, перекос по диагонали и т. д. (рис. 36, Б). Можно и другим способом проверить, нет ли перекоса: на противоположные концы оструганной детали кладут параллельно две ровные рейки и, прищурив один глаз, смотрят, параллельны ли их верхние грани; перекос обнаруживается легко (рис. 36, В). Перпендикулярность и одновременно ровность сторон бруска проверяют угольником (рис. 36, Г).
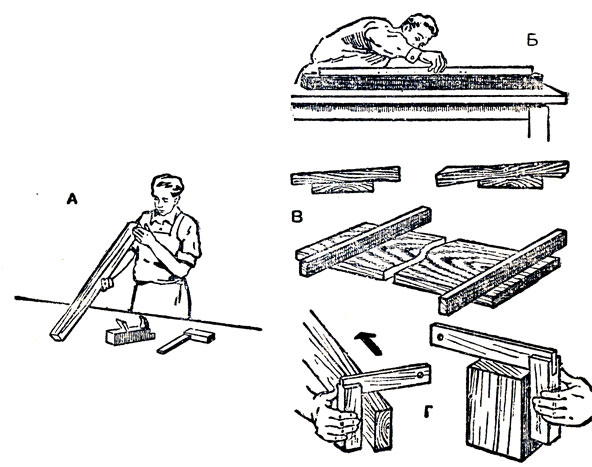
Рис. 36. Проверка поверхностей: А - на глаз, просмотром вдоль поверхности; Б - при помощи линейки, просмотром на свет; В - с помощью двух реек; Г - угольником
Шерхебель, рубанок, фуганок и другие струги перед началом работы нужно наладить, т. е. установить железки на требуемую толщину стружки. Лезвие должно выступать из колодки на 0,2-0,3 мм и при проверке на глаз иметь вид ровной нитки (рис, 37, А). Железку шерхебеля выпускают больше (до 3 мм), а в двойном рубанке и фуганке - не более 0,2 мм.
При наладке рубанок держат левой рукой так, чтобы через гнездо для выхода стружки большой палец прижимал клин и железку (рис. 37, Б).
Для разборки струга резко ударяют молотком или киянкой по тыльному торцу колодки (или по пуговке на верхней плоскости фуганка). От удара клин немного выходит из пазов и освобождает железку. Чтобы выпустить железку из колодки, можно ударить молотком либо по переднему торцу колодки (рис. 37, В), либо непосредственно по тыльному концу железки (рис. 37, Г). Железку закрепляют, легко ударяя молотком по торцу клина (рис. 37, Д).
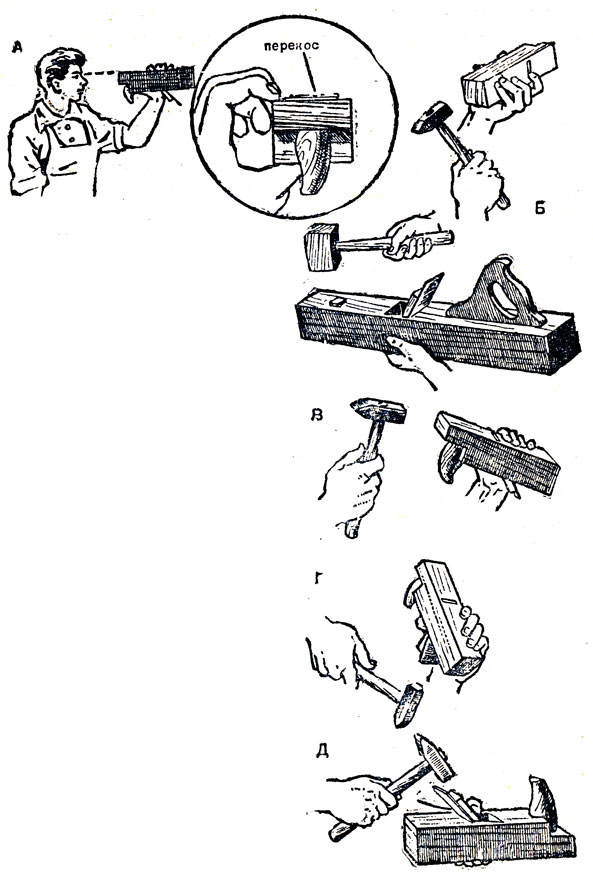
Рис. 37. Наладка строгальных инструментов: А - проверка правильности установки железки; Б - ослабление клина в рубанке (вверху) и в фуганке (внизу); В - выпускание железки ударом по передней части колодки струга; Г - выпускание железки струга ударом по ее торцу; Д - закрепление клина
![]()
![]()
![]()
![]()
![]()
Заточка и настройка ножа рубанка
К точке рубанка предъявляются высокие требования. То, что железка затупилась, легко определить на глаз. Для этого надо рассматривать фаску железки на свет, поворачивая ее вокруг режущей кромки (рис. 1). Если на конце фаски в некотором положении появляется блестящая полоска в виде нитки, значит, режущая кромка железки притупилась. Угол заострения железки должен быть около 30°.
Практически довольно точно можно затачивать железку без замера угла, а добиваясь правильного соотношения между шириной фаски и толщиной железки. Если ширина фаски в 1,5 раза больше толщины железки, то угол заострения соответствует примерно 28—30°. Лезвие железки должно быть строго прямолинейно. Необходимы только незначительные завалы по краям лезвия, с тем чтобы предупредить появление полос от острых углов при строжке. Непрямолинейность лезвия сразу же дает о себе знать при строжке, если рассматривать обрабатываемую поверхность на скользящем свету. На поверхности отчетливо будут видны полосы.
Во время заточки прямолинейность лезвия проверяется с помощью любой правильной прямой поверхности. Ширина фаски по всей длине лезвия должна быть совершенно одинакова.
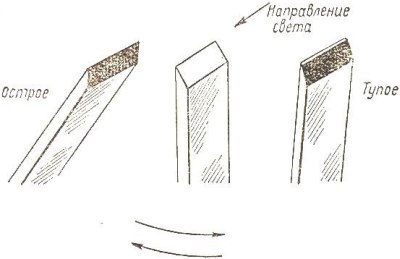
Рис. 1 Проверка остроты ножа (железки) на глаз
Точат железку обычно на ручном точиле (рис. 2 а). Точить следует до тех пор, пока на лезвии не образуются тончайшие заусеницы, трудно различимые на глаз; при этом добиваются, чтобы фаска была ровная, без выпуклостей и вогнутостей (рис. 2б).
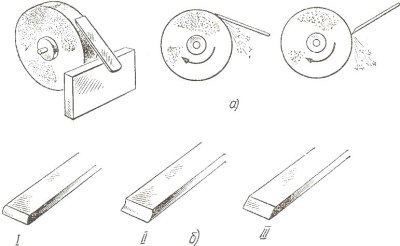
Рис. 2 Заточка инструмента: а — положение железки при точке на точиле; б — формы фаски: I - II — неправильные; III — правильная
Заусенцы следует удалить. Для этого железку кладут плашмя обратной стороной на брусок и несколько раз проводят по нему.
После заточки на точиле лезвие обязательно правят на плоском точильном бруске. Брусок, по существу, тот же точильный камень, только зерна у него значительно мельче. Править на сухом бруске ни в коем случае нельзя, потому что лезвие отпустится (потеряет закалку) и будет быстро тупиться. Чтобы этого не случилось, брусок смачивают чистой водой. Ведут правку в густой жидкости, состоящей из мельчайших крупинок абразива, которые и снимают металл. Время от времени брусок надо мыть, чтобы он не засаливался.
При правке очень важно, чтобы железка сохраняла строго определенное положение и не получалось завалов фаски. Для этого железку берут в правую руку, как показано на рисунке 3, и начинают двигать ее круговыми движениями, следя за тем, чтобы вся фаска плотно прилегала к поверхности бруска. Время от времени лезвие железки нужно внимательно осматривать.
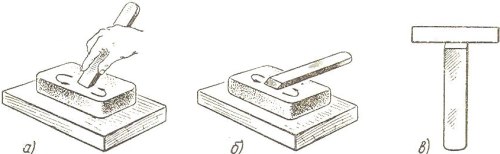
Рис. 3 Правка инструмента: а, б — правка на бруске или оселке; в — проверка лезвия ножа на прямизну
Для получения блестящей, полированной фаски и большей остроты лезвия железку иногда правят на оселке. Оселок — это мелкозернистый точильный камень, на котором в домашнем обиходе точат бритвы. Для правки оселок смачивают водой. Приемы работы такие же, как и при работе на бруске.
После затачивания лезвие лучше тут же опробовать, т. е. снять несколько стружек. Практически доказано, что лезвие инструмента, пущенного в работу сразу после затачивания, тупится меньше.
Чтобы избежать частой работы на точиле, следует внимательно следить в процессе работы за состоянием режущего инструмента, и при появлении признаков затупления (блестящей полоски при рассмотрении на свет) сразу же править инструмент на точильном бруске.
Нужно уметь правильно настроить рубанок. Делается это так. Берут рубанок в левую руку, как показано на рисунке 4а. Поставив колодку на уровне глаз по направлению падающих лучей света, смотрят со стороны передней части колодки, на сколько выпущена железка. Лезвие железки должно быть в виде тоненькой полоски (нитки). Чтобы освободить железку от зажима клина, по задней части колодки наносят резкие, но не очень сильные удары киянкой (рис. 4б).
Если требуется выпустить железку, то ее легким ударом киянки подбивают снизу; если нужно железку убрать, ударяют киянкой по задней части колодки. Необходимо следить за тем, чтобы лезвие железки было параллельно плоскости подошвы. Если один угол железки выступает, то его подправляют легким ударом молотка по железке со стороны выступающего угла (рис. 4в).
После правильной установки железки ее окончательно закрепляют клином. Клин не следует забивать очень сильно, чтобы не расколоть заплечики.
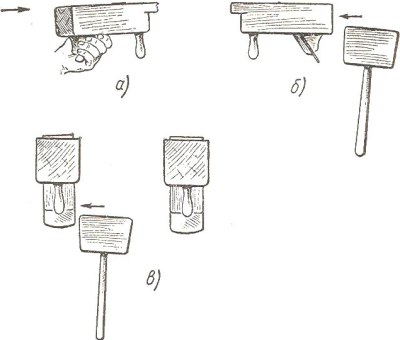
Рис. 4 Настройка рубанка: а - правильная хватка; б - прием выбивания ножа (железки); г - исправление перекоса железки (вид спереди)
Настройку металлических стругов производят с помощью прижимного винта. После настройки инструмент следует опробовать на дощечке. Хорошо настроенный рубанок легко снимает стружку, строгает гладко, без задиров и царапин.
![]()
![]()
![]()
![]()
![]()
Здесь мы расскажем о заточке таких распространенных инструментов, как перочинный и кухонный нож, ножницы, железки стругов и стамески, режущие кромки которых имеют много общего. Заточка инструментов других типов, например пил или сверл, описана в соответствующих разделах.
На рисунке 44 показаны профили рабочего конца некоторых инструментов. Как видим, угол заточки и относительная толщина режущей кромки у разных инструментов различны, что зависит от выполняемых инструментами функций.
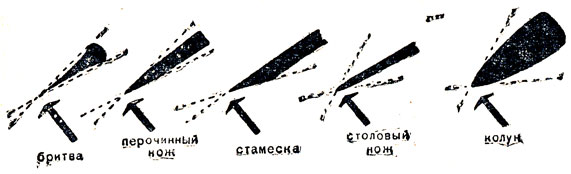
Рис. 44. Профили рабочего конца некоторых инструментов
Лезвие бритвы показано для сравнения. При изготовлении опасной бритвы с обеих сторон лезвия делаются углубления (рис, 45, А). Парикмахер затачивает бритву до образования очень тонкой режущей кромки, на которой появляется своеобразная заусеница. В процессе заточки эта заусеница отламывается. При правке бритвы на полотняном или кожаном ремне удаляются последние следы заусеницы. Благодаря такой конструкции бритвы получают очень острый угол заточки при почти параллельных сторонах режущей кромки.
Нож предназначен для более грубой работы. Его режущая кромка должна быть прочнее и заточена под большим углом. В домашних условиях ножи точат на бруске средней зернистости поворачивая лезвие то одной, то другой стороной (рис. 45, В). Тыльная сторона лезвия должна чуть-чуть приподниматься над поверхностью бруска. Заточку производят навстречу режущей кромке, как показано на рисунке.
При заточке бытовых ножниц одно лезвие оставляют свободно висеть, а режущую кромку другого перемещают по поверхности бруска с небольшим нажимом, как, показано на рисунке 45, Г.
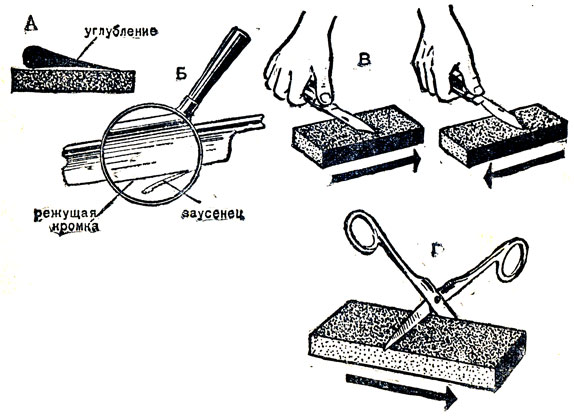
Рис. 45. Заточка бытовых инструментов: А - заточка бритвы; Б - режущая кромка бритвы в процессе правки; В - заточка перочинного ножа; Г - заточка бытовых ножниц
Железки рубанков и стамески обычно затачивают на круглом точиле или шлифовальном круге.
Следует помнить, что лезвия строгальных и долбежных инструментов закалены, поэтому затачивать их лучше на мокром точиле, чтобы не отпустить сталь. Если приходится затачивать на шлифовальном круге, то делать это нужно крайне осторожно, не допуская чрезмерного нагрева металла (посинение рабочей части лезвия - верный признак перегрева стали).
Сильно зазубренную или выкрошенную режущую кромку инструмента перед заточкой следует выровнять. Стачивать нужно осторожно, постоянно проверяя правильность кромки.
При заточке фаску прижимают к точильному кругу, который вращается навстречу инструменту, и в то же время двигают лезвие влево и вправо (рис. 46, А).
Угол заточки стамесок и железок стругов может несколько колебаться в зависимости от того, твердое или мягкое дерево предполагается резать, но обычно он составляет 25-30°. Для того чтобы облегчить получение нужного угла заточки, можно использовать простое приспособление, показанное на рисунке 46, Д.
В домашних условиях инструменты чаще приходится точить на бруске. Лезвие, как при заточке на точиле, удерживают двумя руками (рис. 46, Е) и водят по поверхности бруска взад и вперед. Нажимают на инструмент при движении вперед, движение назад - свободное. Наклон железки должен быть постоянным, чтобы фаска касалась бруска всей плоскостью. Постоянный угол заточки можно поддерживать, воспользовавшись простым приспособлением, показанным на рисунке 46, Ж. Сильно нажимать на лезвие не следует. Брусок нужно постоянно смачивать водой. Инструмент затачивают до тех пор, пока на стороне, противоположной стачиваемой фаске, не появятся заусеницы.
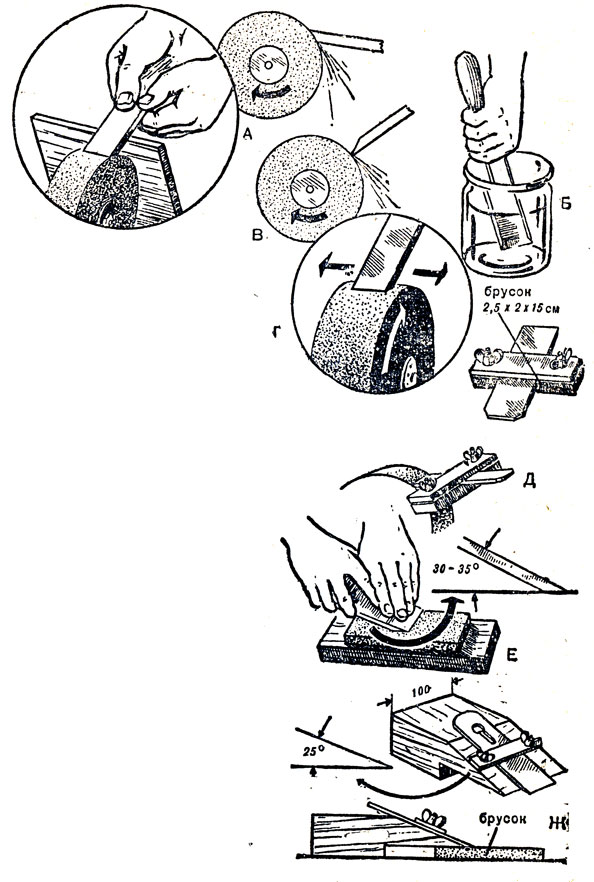
Рис. 46. Заточка лезвий стамесок и железок стругов: А - заточка на абразивном круге; Б - охлаждение инструмента при заточке; В - выравнивание режущей кромки; Г - техника заточки; Д - приспособление для заточки инструментов на абразивном круге или точиле; Е - заточка на бруске; Ж - приспособление для заточки инструментов на бруске
После заточки инструменты правят на оселке. Правка необходима для того, чтобы уничтожить образовавшиеся при заточке заусеницы и сгладить неровности, оставленные на режущей кромке песчинками точила.
Для правки инструмент берут обеими руками и спокойными, плавными движениями водят по поверхности оселка, сохраняя правильный угол наклона. Сделав несколько движений по поверхности оселка, лезвие поворачивают противоположной стороной, кладут плашмя на оселок и протягивают назад, чтобы удалить заусеницы.
Поверхность оселка смачивают водой, керосином или жидким маслом. Чтобы оселок изнашивался равномерно, лезвие инструмента должно описывать на его поверхности восьмерку.
Правку продолжают до тех пор, пока инструмент не станет совершенно острым: хорошо заточенная режущая кромка должна сбривать волосы на руке (рис. 47, Д). Остроту можно проверить на ногте большого пальца: если лезвие скользит по ногтю, правку надо продолжать.
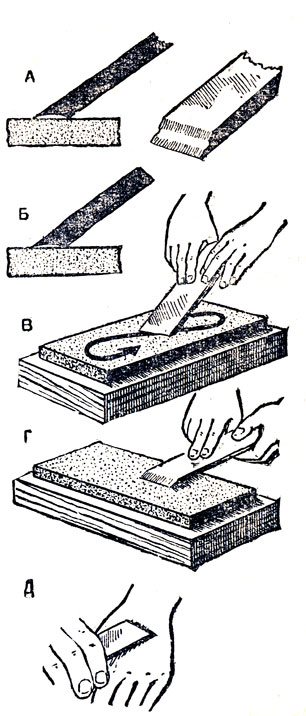
Рис. 47. Правка лезвий стамесок и железок рубанков: А - общий вид фаски инструмента после заточки на абразивном круге; Б - заключительный момент правки на оселке; В - движение инструмента по поверхности оселка; Г - удаление заусениц; Д - определение остроты инструмента на руке
В процессе работы режущую кромку инструмента полезно время от времени подправлять оселком.
Во время заточки инструмента можно проверить его качество: если образующиеся заусеницы нормально удаляются при правке на оселке - это хороший инструмент; если они вовсе не образуются или быстро отваливаются - значит, инструмент чрезмерно закален и будет легко выкрашиваться; слишком мягкий материал лезвия дает очень длинные заусеницы, от которых трудно избавиться правкой.
![]()
![]()
![]()
![]()
![]()
Ответить на контрольные вопросы письменно:
Назовите виды стругов…
Как определяют направление строгания?
Каково назначение фуганка?
Каково назначение зензубеля?
Каково назначение грунтубеля?
Каково назначение штапа?
Каково назначение шлифтика?
Расскажите об особенностях заточки ножей рубанков и стругов…
Расскажите об особенностях строгания…
![]()
![]()
![]()
![]()
![]()
Строгание - это операция резания древесины резцом (ножом), при которой траекторией резания является прямая, направление которой совпадает с направлением рабочего движения. При строгании поверхность резания, поверхность обработки и плоскость резания совпадают.
Для строгания применяют струги, к которым относятся рубанки, фуганки и цикли (рис. 33). Стругами обрабатывают прямолинейные, криволинейные, плоские и фигурные поверхности.
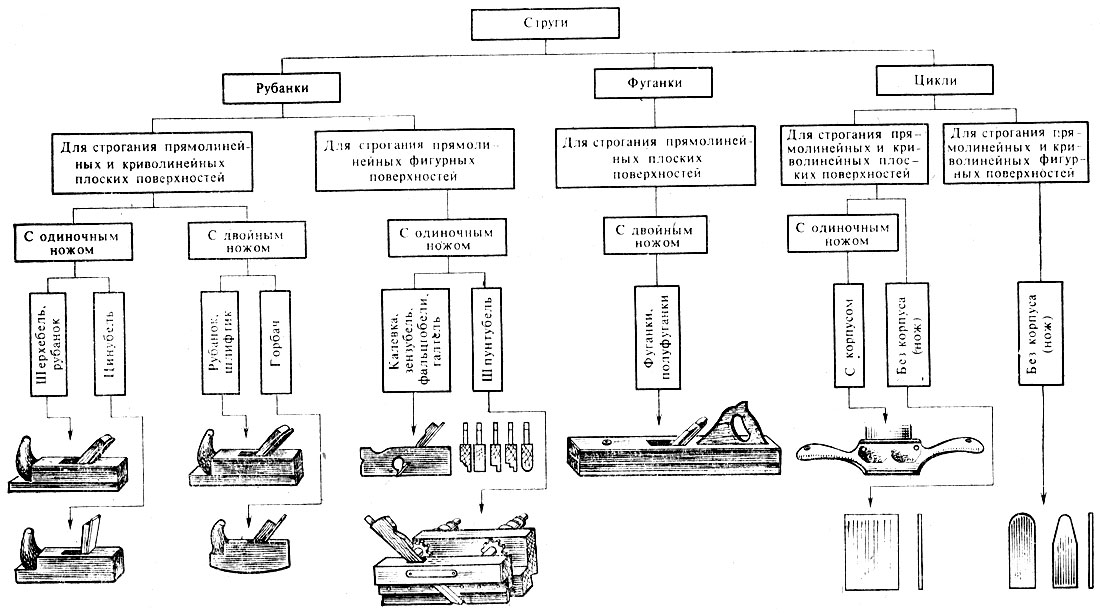
Рис. 33. Классификация и виды стругов
Рубанки и фуганки. Рубанки и фуганки состоят из ножа, колодки и клина для закрепления ножа в колодке. Для удобства пользования рубанки могут иметь рог и упор, фуганки имеют ручку. Для установки и выколачивания ножа в конструкциях фуганков и некоторых рубанков применяют пробки. Шпунтубель, кроме того, имеет направляющую планку, устанавливаемую на требуемом расстоянии от ножа с помощью двух винтов с гайками и контргайками.
Детали рубанков и фуганков изготовляют из древесины граба, клена, бука, груши, яблони. Древесина для изготовления деталей должна быть прямослойной, взятой из заболонной части ствола, влажностью не более 10%.
Ножи. Нож струга срезает с обрабатываемой заготовки стружку и формирует поверхность обработки. Ножи применяют одиночные (рис. 34, а-л) и двойные (рис. 34, ж), состоящие из ножа и стружколома, прикрепляемого к ножу винтом.
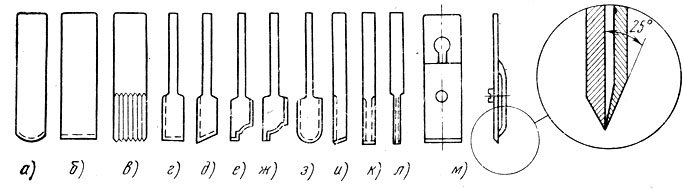
Рис. 34. Ножи рубанков и фуганков: а - л - одиночные, м - двойной
Лезвие ножа образуется задней гранью (фаской) с углом заточки, равным 30°. В зависимости от назначения лезвие ножа может быть скругленное, применяемое в шерхебелях (рис. 34, а) и галтелях (рис. 34, з); прямое, используемое в рубанках (рис. 34,6), шлифтиках и фуганках (рис. 34, м), зензубелях (рис. 34, г), шпунтубелях (рис. 34, к, л); скошенное, применяемое в зензубелях (рис. 34, д) и фальцгобелях (рис. 34, и); с насечкой, используемое в цинубелях (рис. 34, в); фигурное, применяемое в калевках (рис. 34, е, ж). Ножи изготовляют с прямыми (рис. 34, а, б, в, м) и скошенными (рис. 34, г-л) боковыми гранями. У ножей, показанных на рис. 34, г-ж, и, правая боковая кромка режущая, у ножей, приведенных на рис. 34, з, к, л, режущие обе боковые кромки. Угол заточки боковых граней ножей с режущими боковыми кромками составляет 10°.
Толщина ножей 3 мм, стружколома 2,5 мм. Стружколом должен плотно прилегать к ножу; рабочая грань стружколома для лучшего скольжения по ней стружки должна быть отполирована; угол заточки рабочей грани составляет 25°.
Ножи по толщине могут быть двуслойными и однослойными (цельными). Двуслойные ножи состоят из основного слоя и плакирующего со стороны лезвия ножа. Толщина плакирующего слоя 1-1,5 мм, высота 35-55 мм.
Основной слой ножей изготовляют из стали марок 30 или 35 (ГОСТ 1050-74), плакирующий - из стали марок 9ХФ, 5ХВ2С, 9Х5ВФ (ГОСТ 5950-73).
Цельные ножи изготовляют из стали марок 9ХФ, 5ХВ2С, 9Х5ВФ (ГОСТ 5960-72) или 65Г (ГОСТ 1050-74).
Режущую способность ножей, изготовленных из сталей указанных марок, проверяют строганием образца из еловой древесины 3-го сорта влажностью не более 25%. Площадь строгания должна быть не менее: для ножей шерхебелей - 1 м2; для одиночных и двойных ножей рубанков и фуганков (кроме цинубеля), применяемых для строгания плоских поверхностей, - 1,5 м2; для ножей зензубелей, канавок, галтелей - 0,6 м2; для ножей фальцгобелей - 0,4 м2; для ножей шпунтубелей - 0,2 м2. Шероховатость поверхности после строгания должна быть не ниже 5-го класса. Режущая кромка ножа после строганий должна оставаться острой и не иметь механических повреждений.
Стружколомы изготовляют из стали марок 20 или 10 (ГОСТ 1050-74).
Ножи должны быть остро заточены. Существуют три вида заточки ножа в зависимости от износа фаски и затупления лезвия.
Первый вид заточки применяют в тех случаях, когда нужно восстановить фаску ножа или лезвие имеет выкрошенные места. Заточку производят стачиванием с фаски металла образующей поверхностью шлифовального круга.
При заточке надо слегка перемещать нож по поверхности шлифовального круга и следить за тем, чтобы угол заточки ножа соответствовал установленному. Это достигается правильной установкой ножа на подручнике заточного станка по отношению к шлифовальному кругу. За каждый проход ножа по поверхности шлифовального круга надо стачивать небольшой слой металла, чтобы не допустить нагрев ножа и засинение от нагрева. Нож чаще нагревается при заточке на твердом шлифовальном круге.
После заточки фаска ножа приобретает слегка вогнутую форму; радиус вогнутости зависит от диаметра шлифовального круга. Поверхность фаски шероховатая, причем шероховатость больше в поперечном направлении фаски и меньше вдоль направления скорости движения абразивных зерен шлифовального круга.
Неровности абразивных зерен шлифовального круга выравнивают заточкой на бруске. Выравнивание начинают движением фаской по бруску под углом 30-45° к оси бруска, т. е. под углом к направлению большей шероховатости фаски. При выравнивании на бруске одновременно снимают заусенцы, переворачивая нож фаской вверх. Брусок необходимо смачивать водой, чтобы избежать затупления (засаливание) бруска.
После заточки на бруске правят нож на мелкозернистом оселке, чтобы придать лезвию большую остроту, устранить дефекты заточки и снять заусенцы. Правку производят главным образом со стороны фаски. Оселок смачивают водой или смазывают маслом. Движение фаски по поверхности оселка может быть круговым, прямолинейным и под углом 45° к оси оселка. При вогнутой фаске правка значительно облегчается, так как правится не вся фаска, а только лезвие и верхняя кромка фаски. Для снятия заусенцев нож переворачивают фаской вверх. При снятии заусенцев нож должен прилегать к поверхности оселка всей плоскостью.
Второй вид заточки применяют, когда фаска сохранила свою форму, а лезвие значительно затупилось (вторая стадия затупления). В этом случае нож затачивают на бруске и правят на оселке. Наконец, третий вид заточки используют после обработки партии заготовок, когда лезвие затупилось незначительно (первая стадия затупления). Такой нож правят на оселках разной зернистости. Сначала правят на крупнозернистом оселке, на котором одновременно снимают очень тонкий слой металла, затем окончательно на мелкозернистом оселке.
Применение различных видов заточки ножей позволяет сэкономить время, затрачиваемое на заточку, и продлить срок службы ножей. Нож следует чаще править на оселках, не допуская значительного затупления лезвия.
После заточки ножи должны удовлетворять следующим требованиям:
Угол заточки и форма лезвия должны соответствовать заданным; угол заточки контролируют шаблоном;
Лезвие должно быть острым. Остроту лезвия проверяют по бликам света, отражающегося от затупившихся участков фаски, или проводя слегка мокрым пальцем по лезвию. При остром лезвии палец, как говорят, "липнет" к лезвию;
Лезвие ножей рубанков и фуганков должно быть незначительно (не более 0,5 мм) скруглено по краям. Этим исключается работа боковых передних кромок ножей при строгании, когда ширина заготовки больше ширины ножа.
Ножи для цинубелей затачивают на шлифовальном круге или бруске. На оселке ножи не правят.
Колодки. Колодки по толщине изготовляют из цельной древесины и клееные. Клееные колодки более формоустойчивы при эксплуатации, чем цельные. Нижняя часть колодки, соприкасающаяся с обрабатываемой заготовкой, называется подошвой.
Подошва колодки представляет собой плоскость или поверхность сложной формы, например у калевок. Передвигаясь по обрабатываемой заготовке, подошва является базирующей поверхностью, обеспечивая ориентацию струга относительно обрабатываемой заготовки. Точность обработки подошвы и ее длина оказывают влияние на качество строгания.
Неплоскостность подошвы может вызвать значительные отклонения от плоскостности обрабатываемой поверхности, а также неровности разрушения (вырывы). Неплоскостность подошвы допускается не более 0,1 мм по всей длите колодки. При строгании длинных по сравнению с длиной колодки заготовок прямолинейность обрабатываемой поверхности возрастает с увеличением длины колодки. Поэтому для строгания длинных заготовок применяют фуганки с длиной колодки 650 мм и, наоборот, для строгания небольших участков обрабатываемых поверхностей используют струги с колодками небольшой длины (шлифтик).
Фигурные подошвы калевок, фальцгобелей, галтелей должны иметь постоянный профиль по всей длине колодки, соответствующей профилю ножа. При несовпадении профиля колодки с профилем ножа необходимо переточить нож или исправить профиль подошвы.
В средней части колодки продалбливают сквозное гнездо, называемое летком. Леток служит для установки ножа, подпора волокон при срезании стружки и транспортирования стружки. В летке (рис. 35) различают постель 2, пролет 3, зев 1, щечки 4, заплечики 5.
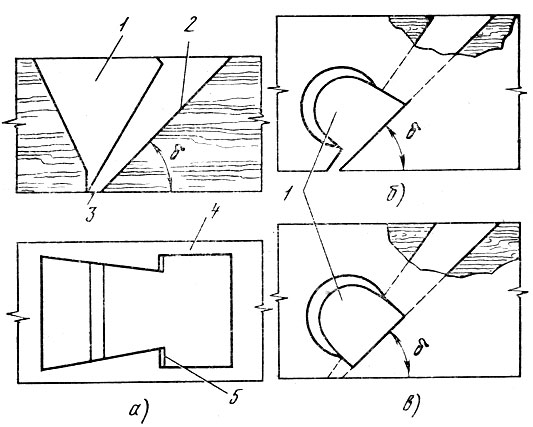
Рис. 35. Схемы летков рубанков и фуганков с прямым резцом: а - рубанков и фуганков для строгания плоских поверхностей, б, в - рубанков для строгания фигурных поверхностей; 1 - зев, 2 - постель, 3 - пролет, 4 - щечки, 5 - заплечики
На постели летка покоится нож. У рубанков с прямым резцом плоскость постели перпендикулярна боковой поверхности колодки, у рубанков с косым резцом она располагается под углом скоса 15-30° к боковой поверхности колодки. Чтобы нож свободно входил в леток, ширина постели должна быть больше ширины ножа на 1-1,5 мм. Угол наклона постели к подошве является одновременно углом резания ножа 6. Чтобы исключить вибрацию ножа при строгании, нож должен плотно прилегать к постели.
Ширина пролета формирует щель между лезвием ножа и колодкой, т. е. создает подпор волокон. Эта щель у рубанков с двойным ножом должна быть больше толщины срезаемой стружки, но не более чем в пять раз. У рубанков с одиночным ножом размер щели должен быть не более 3 мм. При изготовлении стругов ручным способом размер щели окончательно формируют по лезвию после присадки (установки) ножа.
Пролет расположен ближе к передней кромке подошвы. У рубанков он находится от передней кромки на расстоянии 0,4-0,45 длины колодки, у фуганков - на расстоянии 270 мм, у полу фуганков 220 мм от передней кромки колодки.
Форма, размеры и расположение зева в колодке должны обеспечить свободное транспортирование стружки из летка. У рубанков для строгания плоских поверхностей и фуганков стружка транспортируется вверх, поэтому зев летка вверху значительно уширен (рис. 35, а). У рубанков для строгания фигурных поверхностей зев делают на боковой поверхности колодки; он также уширен в сторону выхода стружки (рис. 35, б, в).
Толщина щечек определяет жесткость колодки. При закреплении ножа клином волокна древесины в щечках растягиваются пропорционально их длине. В результате растяжения волокон подошва колодки может получить значительный изгиб, если толщина щечек недостаточна. Оптимальная толщина щечек у колодок рубанков и фуганков 7-8 мм, но не менее 5 мм. Если в процессе многократных ремонтов колодок щечки стали тонкими, на боковые поверхности колодок делают наклейки из древесины той же породы, из которой сделана колодка.
Заплечики служат опорой клина. Ширина заплечиков вверху 5-9 мм, книзу они постепенно суживаются и сходят на нет. В конструкции заплечиков важное значение имеет их длина. Чем длиннее заплечики, тем больше плоскость прижима ножа клином. При коротких заплечиках нож может вибрировать, такие колодки ремонту не подлежат.
Клинья. Клин должен прочно закреплять нож в летке, а при выколачивании ножа усилие зажима должно быстро ослабевать. Поэтому необходимо выбрать оптимальный уклон клина. У клиньев рубанков и фуганков уклон составляет 1:4-1:6. Чтобы обеспечить лучшие условия выхода стружки из летка, клинья внизу скашивают или заканчивают вилкой.
Технические характеристики рубанков и фуганков приведены в табл. 2.
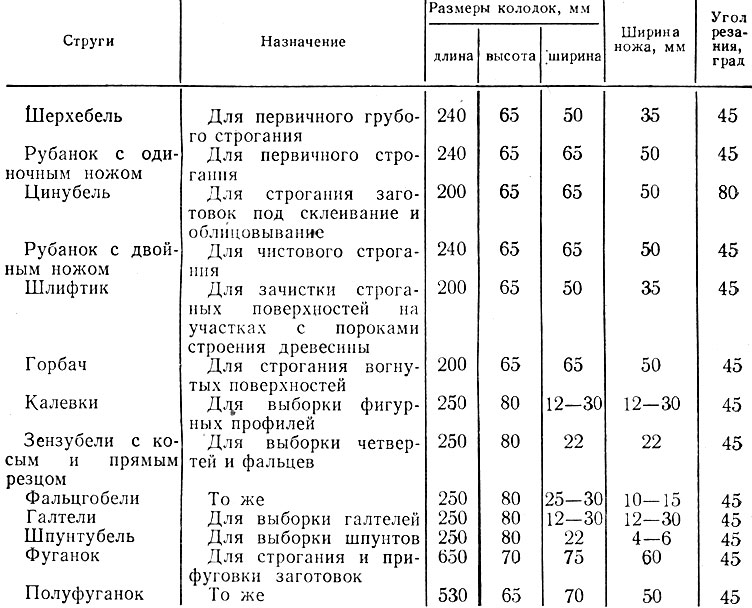
Таблица 2. Технические характеристики рубанков и фуганков
Из приведенных в таблице стругов при изготовлении мебели наиболее часто применяют: рубанки с одиночным и двойным ножом, цинубель, калевки, зензубель с прямым резцом, галтели, полу фуганок.
Цикли. Для зачистки строганных поверхностей применяют цикли. Цикля срезает очень тонкую (толщиной 0,04-0,08 мм) стружку.
Цикля с корпусом (рис. 36) состоит из колодки 2 с ручками, подошвы 1, ножа 5, прикрепляемого к колодке винтом 3 с гайкой 6 через металлическую прокладку 4. Толщина ножа 1-1,5 мм, угол заточки ножа равен 45°. Угол резания устанавливается 100-110°, т. е. резание циклей происходит с отрицательным передним углом. Размер пролета не менее 3 мм; пролет расширяется кверху. Для обеспечения лучших условий работы ножа между колодкой и ножом создается зазор а=0,3-0,5 мм.
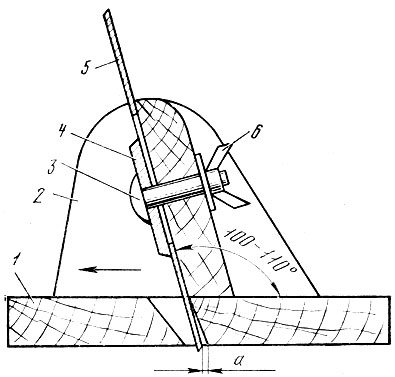
Рис. 36. Схема цикли с корпусом: 1 - подошва, 2 - колодка, 3 - винт, 4 - прокладка, 5 - нож, 6 - гайка
Для зачистки применяют также цикли без корпуса (нож-цикля). Нож-цикля представляет собой стальную пластину толщиной 9,8-1,0 мм, длиной 100-150 мм и шириной 70-80 мм. Пластину затачивают под прямым углом к боковым поверхностям.
Нож цикли затачивают на бруске и правят на оселке. После правки нож не должен иметь заусенцев. Затем у ножа стальным полированным стержнем со скругленными углами (наводкой) образуют (наводят) жало (рис. 37,а). Наводку изготовляют из напильника. После наведения жала у ножей образуется очень тонкое лезвие (рис. 37,6, в). Лезвие ножа цикли, наведенное стальной наводкой, не может быть достаточно острым.
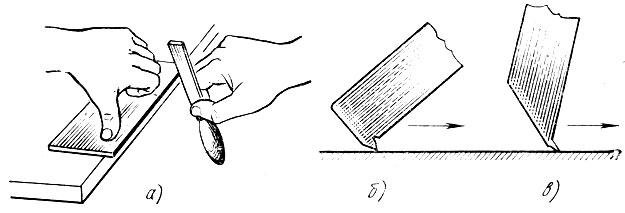
Рис. 37. Наведение жала у ножа цикли: а - положение рук рабочего при наведении жала, б - лезвие жала у ножа, затачиваемого под прямым углом, в - то же, под углом 45°
Приемы строгания. Прежде чем приступить к строганию, необходимо подготовить (наладить) струги. Наладка струга состоит в установке ножа струга и закреплении его клином. Если подошва струга деформирована, необходимо прострогать ее фуганком или рубанком и смазать растительным маслом для лучшего скольжения по обрабатываемой поверхности. Прострагивать подошву следует при установленном и закрепленном клином ноже. Лезвие ножа должно быть утоплено за площадь подошвы.
Нож устанавливают и закрепляют клином следующим образом. Рубанок или фуганок берут в левую руку, а правой рукой вставляют в леток нож и клинок, поддерживая их большим пальцем левой руки (рис. 38, а). Затем легким ударом молотка или киянки по клину закрепляют нож. После этого устанавливают лезвие ножа на толщину срезаемой стружки, которая составляет при строгании шерхебелем 2-3 мм, рубанком с одиночным ножом - 0,3-0,5 мм, рубанком и фуганком с двойным ножом - 0,2-0,3 мм, шлифтиком - 0,1-0,2 мм, циклей - 0,04-0,08 мм.
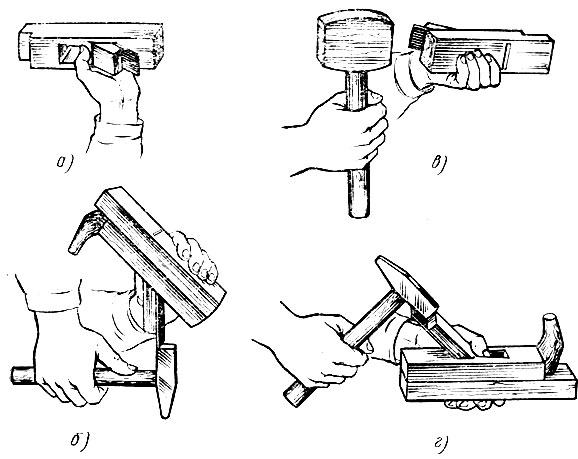
Рис. 38. Наладка рубанка: а - положение рубанка в левой руке при наладке, б - подача ножа вперед, в - подача ножа назад, г - закрепление ножа клином
При установке нож подают вперед ударом молотка (рис. 38, б). Если лезвие выступает за подошву на величину, большую требуемой, нужно легким ударом по торцу колодки рубанка (рис. 38, в) или пробке фуганка подать нож назад. После установки нож прочно закрепляют ударом по торцу клина (рис. 38, г).
При установке двойного ножа стружколом предварительно закрепляют на ноже. Причем расстояние между кромкой стружколома и лезвием ножа выбирают в зависимости от требуемого качества поверхности резания.
На рис. 39 показано, как нож 3 рубанка с двойным ножом срезает с заготовки 4 стружку 1 толщиной е. На ноже установлен стружколом 2 на расстоянии ab от лезвия ножа. Если ab=0, то условия продольной усадки стружки аналогичны условиям при резании ножом с углом резания δ=70°.
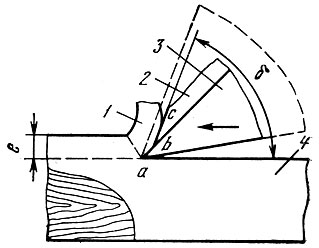
Рис. 39. Схема строгания с продольной усадкой стружки шлифтиком: 1 - стружка, 2 - стружколом, 3 - нож, 4 - заготовка
Если ab0, характер продольной усадки стружки существенна не изменяется при малых значениях ab, когда грань bc стружколома движет перед собой стружку. Поэтому при строгании рубанком без образования опережающей трещины кромка стружколома должна быть расположена ниже обрабатываемой поверхности. У рубанков с углом резания δ=45° это условие будет соблюдаться, когда расстояние ab составляет не более 1,4 е. Если расстояние ab1,4 e, стружколом будет только надламывать стружку; в этом случае не исключено образование опережающей трещины, особенно на участках с пороками строения древесины. Однако чем меньше ab, тем больше сила резания. Чтобы уменьшить силу резания у шлифтиков, например, применяют узкие ножи.
Рекомендуются следующие расстояния между кромкой стружколома и лезвием ножа в зависимости от толщины е срезаемой стружки:
е - для получения чистых поверхностей резания без образования вырывов и выщербин волокон древесины. Для получения таких поверхностей следует применять шлифтик;
3е-5е - для получения чистых поверхностей резания с возможным образованием вырывов и выщербин волокон древесины на участках, имеющих пороки строения древесины. Такие поверхности получают строганием рубанками и фуганками.
Чем меньше толщина срезаемой стружки, тем ближе к лезвию ножа должен быть установлен стружколом.
Расстояние между кромкой стружколома и лезвием ножа шлифтика определяют по предварительно срезанной стружке, используемой при установке стружколома в качестве шаблона. Расстояние между кромкой стружколома и лезвием ножа рубанка и фуганка определяют на глаз.
Нож цикли устанавливают рукой и закрепляют гайкой. Ударять молотком или киянкой по ножу цикли не допускается, так как у ножа цикли все кромки рабочие.
При строгании обрабатываемая поверхность должна быть параллельна крышке верстака. Заготовку закрепляют в верстаке зажимной коробкой или передним зажимом.
Строгание вдоль волокон производят по волокну, поэтому перед закреплением заготовку осматривают, чтобы определить направление волокон. Строгание в заданный размер выполняют по предварительно размеченной заготовке.
При строгании рабочий стоит вполоборота к верстаку (рис. 40, а). Ступня левой ноги несколько повернута в сторону верстака, ступня правой ноги - под углом около 70° к левой (рис. 40,6). Корпус слегка наклонен вперед. Строгание производят равномерным нажимом на струг. Чтобы не завалить концы обрабатываемой заготовки, в начале строгания нажим делают на переднюю часть колодки струга, в конце строгания - на заднюю. Длинные заготовки строгают рубанком постепенно, обрабатывая заготовку по частям и передвигаясь вдоль заготовки без отрыва фуганка от заготовки на всей ее длине. Рабочий при этом должен переходить вперед вдоль заготовки.
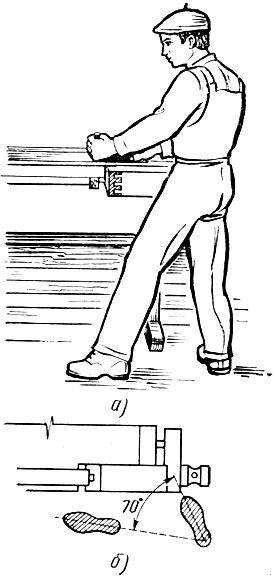
Рис. 40. Строгание заготовок вдоль волокон (а) и положение ступней ног рабочего при строгании (б)
Торцевание выполняют рубанком. Рубанок следует держать под углом к направлению резания. Этим достигается резание косым резцов, при котором сопротивление древесины продвиганию на нее резца уменьшается с увеличением угла скоса резца φс. Обычно угол φс=30°.
Сначала заготовку торцуют в одном направлении до середины ширины заготовки (рис. 41,а), затем рубанок переворачивают и заготовку торцуют с другой стороны (рис. 41,6). Заготовки небольшой площади сечения торцуют со вспомогательным бруском (рис. 41, в). Таким образом предупреждаются отколы волокон древесины лезвием ножа.
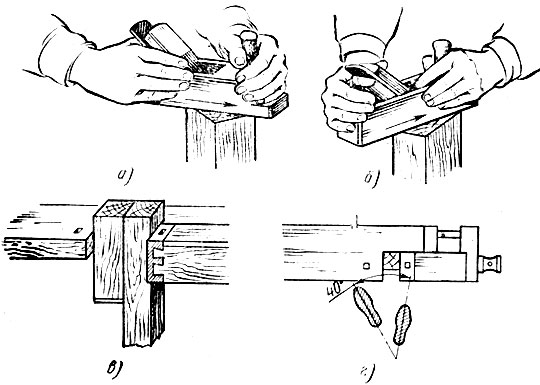
Рис. 41. Торцевание заготовок с двух сторон до середины (а, б), со вспомогательным бруском (в) и положение ступней ног рабочего при торцевании (г)
При строгании торца рабочий стоит лицом к верстаку. Ступни его ног расположены под углом примерно 40° одна к другой (рис. 41,г).
Циклюют поверхность вдоль волокон. Лезвие ножа цикли должно быть расположено по направлению волокон древесины под прямым углом или углом скоса не более 30°. Так как лезвие ножа цикли не может быть достаточно острым, при циклевании мягких пород стружка плохо срезается ввиду недостаточной остроты лезвия. Волокна древесины сминаются. Поэтому циклюют, как правило, только твердые породы: бук, дуб, клен, карагач, грушу, орех, красное дерево, ясень. Из-за недостаточной остроты лезвия ножа цикли нельзя циклевать также торец древесины, так как лезвие плохо перерезает волокна в торцевом направлении. Кроме того, в связи с высокой торцевой твердостью древесины лезвие быстро затупляется.
Контроль точности строгания. Обработанные строганием заготовки контролируют на прямолинейность, плоскостность и перпендикулярность. Правильность строгания фасок и калевок контролируют на соответствие заданным размерам.
Прямолинейность обрабатываемых заготовок проверяют на глаз (рис. 42, а) или прикладывая к строганной поверхности контрольную деревянную или металлическую линейку. Плоскостность также контролируют на глаз. Точность контроля повышается, если применять парные линейки (рис. 42, б).
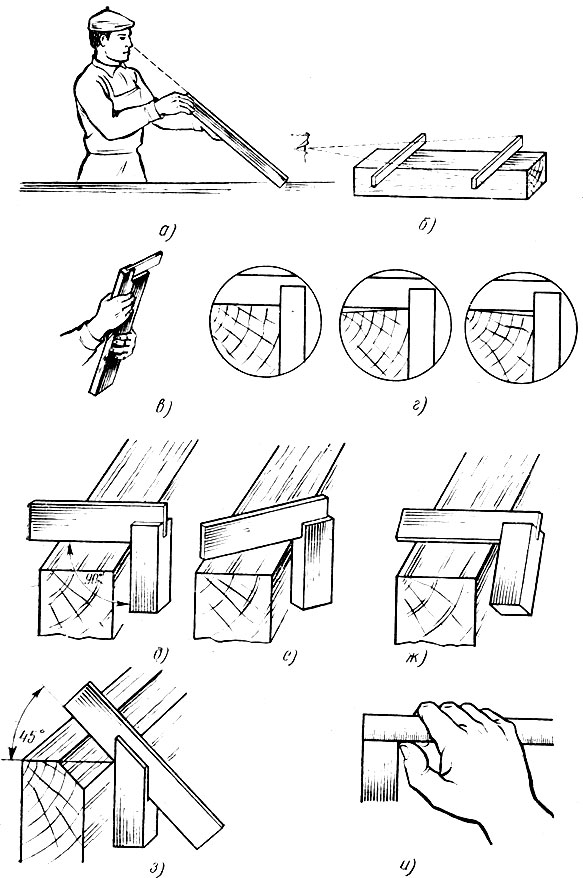
Рис. 42. Контроль точности строгания: а, б - на глаз, в, г, д, е, ж, з - угольниками, и - масштабной линейкой
Перпендикулярность проверяют с помощью угольника. Угольник накладывают на проверяемую заготовку (рис. 42, в) и определяют правильность обработки проверяемого угла на просвет. По просвету судят о точности выполнения прямого угла (рис. 42, г). Угольник нужно устанавливать в плоскости, перпендикулярной линии пересечения плоскостей, образующих прямой угол (рис. 42,(3). При наклонных положениях угольника (рис. 42, е, ж) неизбежны ошибки контроля.
Правильность строгания фасок контролируют ярунком (рис. 42, з) или малкой. Методы контроля те же, что и угольником при проверке прямого угла. Строгание калевок контролируют шаблонами.
Приемы контроля линейных размеров масштабной линейкой показаны на рис. 42, и. Погрешность измерения размеров масштабной линейкой допускается ±0,5 мм, линейкой с делениями 0,5 мм - ±0,25 мм. Если контролировать размеры нужно с большей точностью, пользуются штангенциркулем.
При заточке ножей на шлифовальном круге защитный экран заточного станка должен быть закрыт. Пальцы рук нельзя держать близко к шлифовальному кругу или бруску, так как это может привести к стачиванию верхнего покрова кожи на пальцах.
При установке ножа в летке его падение может привести к серьезной травме ног рабочего. Поэтому налаживать струг следует только над крышкой верстака.
![]()
![]()
![]()
![]()
![]()








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

