
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 07.09.2025 19:08

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
Инструкционно-технологическая карта № 01.2.9.1 «Шлифование и циклевание» по профессии: «Столяр»
Категория:
Технология
01.02.2022 17:25

Просмотр содержимого документа
«Инструкционно-технологическая карта № 01.2.9.1 «Шлифование и циклевание» по профессии: «Столяр»»
2
Инструкционно-технологическая карта № 01.2.9.1
Шлифование и циклевание
Технологические условия. Материал: берёза, сосна. Заготовка: обрезки доски (L ≈ 200-300 мм).
Влажность древесины не должна превышать 8-12% . Не допускается на лицевых сторонах трещины, частично сросшиеся и несросшиеся сучки, червоточина, заболонь, смоляные кармашки. На поверхности деталей не допускается отколы, защепы, недостружка, вмятины, вырывы.
Обработка древесины шлифованием выполняется действием на древесину абразивных зерен шлифовальной шкурки (шлифовального инструмента). Шлифовальная шкурка представляет собой гибкую бумажную, тканевую или комбинированную основу, на которой с помощью клеящего вещества (связующего) закреплены абразивные зерна - резцы.
Зерно как резец имеет грани и кромки, число и расположение которых произвольно относительно обрабатываемой поверхности. Различен по твёрдости и материал зёрен. Наибольшее применение в порядке возрастающей твёрдости получили кварц, наждак, электрокорунд, карбид кремния. Зерно по поверхности шлифовальной шкурки располагается случайно, с различной степенью плотности. Промежутки между зёрнами необходимы для размещения стружки при шлифовании. По мере работы зерна-резцы шлифовальной шкурки затупляются и заменяются другими резцами, лежащими ниже.
Ручное шлифование выполняют с помощью колодок, представляющих собой плоский или фигурный деревянный брусок, на одну или две стороны которого наклеена подошва из пробкового дерева или войлока. При шлифовании (рис. 1, а) колодку 1, обёрнутую куском шлифовальной шкурки 2, кладут зерном на обрабатываемую поверхность заготовки 3 и перемещением колодки со шкуркой срезают зёрнами стружку 4, транспортируя её на всем пути резания. В первый период шлифования стружка срезается более высокими зёрнами, а после их удаления (замены) начинают работать более низкие, отчего качество поверхности шлифования улучшается. Плоские (рис. 1, б) и фигурные (рис. 1, в) поверхности шлифуют вдоль волокон древесины. При шлифовании поперёк волокон на поверхности образуются царапины, ухудшающие качество обрабатываемой поверхности.
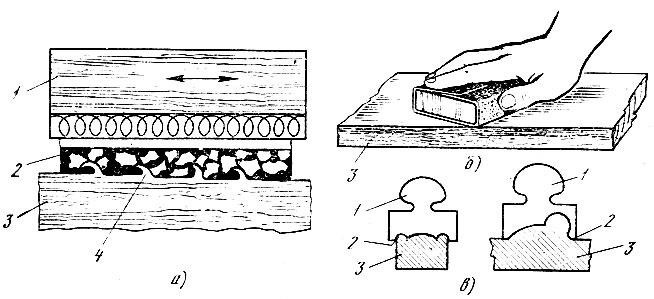
Рис. 1. Ручное шлифование: а - схема, б - шлифование плоской поверхности, в - шлифование фигурных поверхностей; 1 - колодка, 2 - шлифовальная шкурка, 3 - обрабатываемая заготовка, 4 - срезаемая стружка
Поверхности шлифуют шкурками различной зернистости: сначала зернистостью 40-32 и более, благодаря чему быстро уничтожаются следы предыдущей обработки, затем применяют более мелкие шкурки. Рекомендуются следующие номера зернистости шкурок для получения шероховатости поверхности различных классов:
Класс шероховатости шлифованной поверхности древесины...10-й 9-й 8-й 7-й
Номер зернистости шкурки................................8-5 12-10 32-16 40-32
При шлифовании качество получаемой поверхности зависит не только от номера зернистости шкурки, но и от давления шкурки на шлифуемую поверхность при шлифований, а также от твёрдости древесины. Шероховатость поверхности уменьшается с уменьшением давления, однако одновременно снижается производительность шлифования. Поэтому при первом шлифовании крупнозернистыми шкурками применяют значительное давление, увеличивая производительность шлифования. По мере уменьшения номеров шкурок давление снижают для получения поверхности с меньшей шероховатостью.
При равных условиях шлифования шероховатость поверхности твёрдой древесины получается меньше, чем мягкой.
Шкурками различной зернистости зачищают обрабатываемые поверхности. При обработке древесины ручным инструментом фигурные поверхности, уступы, отверстия предварительно зачищают с помощью напильника. Для зачистки применяют плоские, полукруглые и круглые напильники с крупной насечкой, позволяющие за один проход снять до 0,3 мм древесины. После обработки напильником поверхность окончательно зачищают шлифовальной шкуркой.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

