
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

На сайте

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
Инструкционно-технологическая карта № 04.3.1.2 Ленточнопильный станок ЛС80-5
Категория:
Технология
09.10.2021 11:48

Просмотр содержимого документа
«Инструкционно-технологическая карта № 04.3.1.2 Ленточнопильный станок ЛС80-5»
Инструкционно-технологическая карта № 04.3.1.2
Ленточнопильный станок ЛС80-5
Т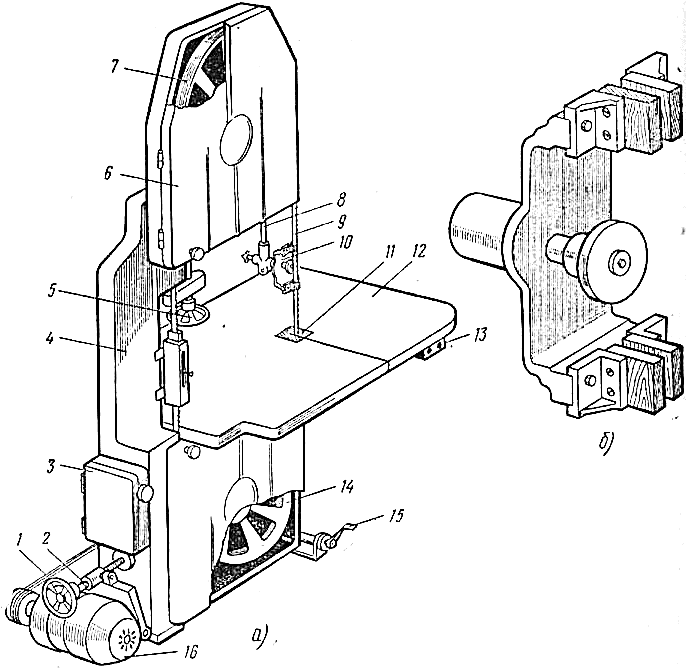 еория:
еория:
Устройство, эксплуатация и настройка ленточнопильных станков
Конструкция
Столярный ленточнопильный станок ЛC80-5 имеет станину (рис. 1), стол, верхний шкив и нижний, а также направляющее устройство для полотна пилы. Привод станка от электродвигателя. Станина литая, верхняя её часть Г-образной формы. Стол крепится подвижно, его можно фиксировать в горизонтальном и наклонном положении. Шкивы служат для натяжения пилы. Нижний шкив приводной, более массивный, закреплён на валу в шариковых подшипниках и расположен ниже стола. На этом же валу размещён шкив привода, связывающий вал через клиноременную передачу с валом электродвигателя.
Р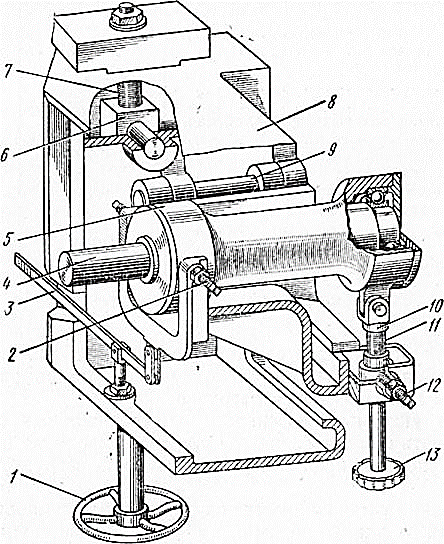 ис. 1. Ленточнопильный станок ЛС80-5: а — общий вид, б — направляющее устройство; 1 — клиноременная передача, 2 — винт механизма натяжения ремней, 3 — коробка с пусковой аппаратурой, 4 — станина, 5 — маховичок; 6 — ограждение, 7 — верхний шкив, в —кронштейн для крепления направляющего устройства, 9 — пильное полотно, 10 — направляющее устройство, 11 — сменный вкладыш в столе, 12 — стол, 13 — кнопочная станция, 14 — нижний шкив, 15 — педаль тормозного устройства
ис. 1. Ленточнопильный станок ЛС80-5: а — общий вид, б — направляющее устройство; 1 — клиноременная передача, 2 — винт механизма натяжения ремней, 3 — коробка с пусковой аппаратурой, 4 — станина, 5 — маховичок; 6 — ограждение, 7 — верхний шкив, в —кронштейн для крепления направляющего устройства, 9 — пильное полотно, 10 — направляющее устройство, 11 — сменный вкладыш в столе, 12 — стол, 13 — кнопочная станция, 14 — нижний шкив, 15 — педаль тормозного устройства
Рис. 2. Суппорт верхнего шкива ленточнопильного станка: 1 — маховичок механизма подъёма суппорта, 2 — винт поворота оси шкива в горизонтальной плоскости, 3 — рычаг, 4 — ось шкива, 5 — корпус подшипников, 6 — гайка подъёма суппорта, 7 — винт подъёма суппорта, 8 — кронштейн суппорта. 9 — ось шарнирного крепления корпуса подшипника, 10 — серьга поворота оси в вертикальной плоскости, 11 — винт, 12 — шарнир, 13 — маховичок
Относительно тяжёлый нижний шкив работает и как маховик. При резко возрастающем усилии резания он воспринимает часть нагрузки за счёт уменьшения запаса кинетической энергии, которая восполняется при снижении усилий резания. Лёгкий верхний шкив при увеличении усилия резания быстро снижает частоту вращения, так как имеет небольшой запас кинетической энергии. Следовательно, тяжёлый нижний и относительно лёгкий верхний шкивы ленточно-пильного станка обеспечивают требуемую жёсткость рабочей ветви полотна пилы при переменной нагрузке.
Эти конструктивные особенности ленточнопильных станков позволяют избежать в процессе работы рывков, ослабления полотна пилы и обеспечить нормальную, без резких скачков загрузку электродвигателя.
Верхний шкив устанавливается на специальном суппорте (рис. 2). В зависимости от длины полотна пилы положение суппорта изменяют по высоте с помощью механизма, включающего маховичок, винт и гайку, закреплённую на суппорте.
Устойчивое положение полотна пилы в процессе работы обеспечивается изменением наклона оси верхнего шкива в горизонтальной и вертикальной плоскостях.
Ось винтами может несколько поворачиваться в горизонтальной плоскости; поворот оси в вертикальной плоскости осуществляется винтом с маховичком. Для постоянного натяжения пилы корпус подшипников поднимается рычагом, на конце которого установлен груз.
В ленточнопильных станках направляющие устройства воспринимают значительную часть усилия подачи. Одна из конструкций такого устройства приведена на рис. 1, б. Ленточная пила тыльной кромкой опирается на ролик, препятствующий её смещению на шкиве даже при значительных усилиях подачи. Направляющие устройства устанавливают так: одно ниже плоскости стола, другое выше распиливаемого материала на 10 — 15 мм.
Выбор режима работы
Столярные ленточнопильные станки обычно работают при ручной подаче, скорость которой должна соответствовать скорости резания, особенно при выпиловке заготовок толщиной 60 — 100 мм. Чтобы избежать перегрева электродвигателя и обрыва полотна пилы, станочник должен при падении скорости резания прекратить подачу, дождаться восстановления нормальной работы двигателя и снизить скорость подачи.
Размерная настройка на ленточнопильных станках
При затуплении пилы или её обрыве сменяют пильное полотно в следующей последовательности. Отключают электродвигатель, маховичком опускают верхний шкив, ослабляя пилу. Открывают дверки ограждений, снимают пилу с верхнего, затем с нижнего шкивов. Очищают рабочие поверхности шкивов от опилок. Выбирают пилу. Для выпиливания прямолинейных заготовок (или близких к ним по контуру) применяют полотно пилы шириной 40 — 50 мм, криволинейных — 10— 15 мм. Надевают пилу вначале на верхний шкив, затем на нижний. Маховичком поднимают шкив, натягивая пилу.
Основное внимание следует уделять натяжению полотна пилы. Сильное натяжение может привести к обрыву полотна, недостаточное — к буксованию на нижнем шкиве и нагреву.
Кроме того, слабо натянутое полотно колеблется, в результате чего поверхность распила получается волнистой. В процессе натяжения проворачивают вручную нижний шкив. Если при этом полотно пилы, находясь на середине шкивов, не меняет положения, считается, что оси шкивов установлены правильно. Если при проворачивании шкивов пила смещается, маховичком (см. рис. 124) изменяют положение оси верхнего шкива и пила смещается в сторону приподнятого конца оси. Натянув пильное полотно, устанавливают ограждения, закрепляют направляющее устройство на 10 — 15 мм выше верхней плоскости обрабатываемых заготовок и производят пробный пуск станка.
Выпиливают заготовки на ленточнопильных станках, пользуясь шаблонами, приспособлениями или по предварительной разметке. Настройка ленточнопильного станка заключается лишь в установке стола или закреплении на нем соответствующего приспособления.
В зависимости от вида обработки стол станка устанавливают горизонтально или под углом (до 45°). На наклонном столе обрабатывают заготовки, у которых стенки пропила и пласть должны быть расположены под углом, отличным от прямого.
Работа на станках
При выпиливании по разметке на заготовку укладывают шаблон и обводят его карандашом, нанося нужный контур. При разметке необходимо стремиться возможно рациональнее использовать площадь распиливаемой заготовки или щита и следить, чтобы в контур, очерченный на заготовке, не попали места с недопустимыми пороками древесины.
Станочник должен таким образом направлять заготовку на режущий инструмент, чтобы линия распила прошла по контуру. Для подачи прямолинейных заготовок иногда применяют автоподатчики. На рис. 3 показано приспособление, с помощью которого выпиливают круг. Заготовку укладывают в приспособление и зажимают вращением маховичка между дисками, подвижно укреплёнными на корпусе приспособления. Устанавливают приспособление на столе станка так, чтобы ось вращения дисков отстояла от зубьев пилы на расстоянии радиуса выпиливаемого круга. Вращая заготовку, выпиливают круг.
Рис. 3. Приспособление для выпиливания на ленточнопильном станке заготовок: 1, 4 — зажимные диски, 2 — заготовка, 3— полотно пилы, 5 — кронштейны, 6 — маховичок зажимного механизма, 7 — винт, 8 —основание
Надвигают заготовку на пилу после того, как пила достигнет рабочей скорости, подавать заготовки нужно равномерно, не допуская перегрузки станка, возникающей при чрезмерном увеличении скорости подачи. Не следует применять большое усилие подачи. При затуплении зубьев пилу заменяют.
В случае обрыва полотна, а также появления шума надо немедленно отключить привод и тормозом остановить станок.
Предохранительный футляр нисходящей части ленты следует устанавливать настолько низко, насколько позволяет толщина обрабатываемого материала. Ленточнопильные станки обязательно снабжают переставными приспособлениями, направляющими движение пилы, а восходящую часть нижнего пильного шкива — щёткой. Шкивы должны быть отбалансированы, подающие вальцы ограждены щитками; быстродействующий тормоз сблокирован с пусковым устройством.
Вальцевание — операция, в результате которой в полотне пилы предварительно (до установки в станок) создаются полезные внутренние напряжения, увеличивающие поперечную жёсткость пилы, создаваемую натяжением её на шкивах станка. При симметричном вальцевании три — пять дорожек провальцовывают по ширине от середины к кромкам: крайние дорожки — на расстоянии 10. ..15 мм от линии впадин зубьев и от задней (тыльной) кромки пилы. Правильность вальцевания контролируют по поперечному искривлению (стреле прогиба на ширине ленты) специальным шаблоном. Стрела прогиба нормально провальцованной пилы составляет для цилиндрических шкивов станка 0,15...0,3, для бочкообразных — 0,4.. .0,6 мм (большие значения относятся к более тонким и широким пилам).
Заточку зубьев ленточных пил производят на станках ТчЛ корундовыми кругами плоского 45°-ного конического профиля (ЗП) зернистостью 40.. .25 на бакелитовой (Б) связке твёрдостью С1 − СТ1. Толщина круга составляет 0,2,..0,33 шага зубьев. Хорошее качество обеспечивает следующий режим заточки: окружная скорость вращения круга
20.. .25 м/с; подача врезания за один проход 0,02.. .0,06 (до 0,1) мм; число проходов 4.. .6 (до 7).
Доводка зубьев заключается в подшлифовке передней и задней граней мелкозернистым оселком, закреплённым в специальной державке. Стойкость пилы с доведёнными зубьями увеличивается на 15. ..20 %. Доводку выполняют с помощью ручного приспособления.
Ремонт полотен ленточных пил включает локализацию трещин, вырезку дефектных зон полотна и подготовку отрезков вставок. Локализации подлежат одиночные трещины длиной не более 10–15 % ширины пилы, но не более 15 мм. Локализация осуществляется засверливанием отверстий диаметром 2...2,5 мм в конце трещины.
При наличии одиночных длинных трещин, а также групповых трещин (4–5 шт. на длине 400–500 мм) и выломанных подряд двух зубьев дефектное место вырезают. Длина вырезки должна быть не менее 500 мм во избежание затруднений при правке.
Установка ленточных пил: способы натяжения, направляющие устройства, регулирование шкивов.
1. Режущая кромка пилы должна выступать за край пильного шкива на высоту зуба.
2. Смещение ленты по шкивам предотвращают регулированием положения оси верхнего шкива (вместе со шкивом) в вертикальной (наклон вперёд - назад) и горизонтальной (разворот влево - вправо) плоскостях. Угол наклона шкива вперёд (на рабочего) равен 0,2–0,3°.
3. Усилие натяжения пилы, Н, суммарное для обеих ветвей ленты, устанавливают в зависимости от ширины и толщины пилы:
![]()
где σ – напряжение растяжения в сечении ленты (50–60 МПа); a, b – ширина и толщина ленты, мм.
4. Зазор между направляющими устройствами и пилой должен быть 0,1–0,15 мм. Соприкосновение пилы с направляющими устройствами допускается только при выпиливании криволинейных деталей.
5. При работе ленточная пила не должна иметь волнообразных перемещений и издавать вибрирующих звуков. Усилие натяжения должно быть минимальным исключающим эти явления.
6. Не следует допускать длительной работы пилы вхолостую. При длительных остановах станка натяжение с пилы следует снимать.
7. Необходимо регулярно очищать полотно пилы от смолы, грязи, налипших опилок.
8. В ряде случаев хорошие результаты даёт применение смазки пил водой, мыльным раствором, смесью солярки и машинного масла капельным способом или методом распыления.
Контрольные вопросы.
1. Расскажи те о принципе действия ленточнопильного столярного станка.
2. Какие требования предъявляю т к месту соединения концов ленточной пилы и её режущим зубьям?
3. Как выбирают величину натяжения пилы?
4. Как выставляется направляющее устройство пилы в зависимости от заданного размера заготовки?
5. Укажите способы устранения соскальзывания пилы со шкивов при работе станка.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

