
Россия, Ковров


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 07.09.2025 05:04

Григорьев Игорь Александрович
Мастер производственного обучения. Педагог дополнительного образования детей и взрослых.
54 года
Местоположение
Специализация
Инструкционно-технологическая карта № 1.1. «Вводное занятие» «Охрана труда» «Организация рабочего места швеи»
Категория:
Технология
01.09.2023 14:08

Просмотр содержимого документа
«Инструкционно-технологическая карта № 1.1. «Вводное занятие» «Охрана труда» «Организация рабочего места швеи»»
Инструкционно-технологическая карта № 1.1.
«Вводное занятие» «Охрана труда» «Организация рабочего места швеи»
Аннотация: Инструкционно-технологические карты по производственному обучению разработаны на основе квалификационной характеристики по профессии 19601 «Швея» 2-го разряда Единого тарифно-квалификационного справочника работ и профессий рабочих отраслей экономики Российской Федерации, утверждённого Постановлением Минтруда России от 03.07.2002 № 47 «Об утверждении Единого тарифно-квалификационного справочника работ и профессий рабочих, выпуск 46, раздел «Швейное производство» с учётом запроса и специфики базового предприятия работодателя. Подготовлено на основе действующих программ производственного обучения и перечня учебно-производственных работ.
Инструкционно-технологические карты содержат описание ручных и машинных работ, обработки деталей и узлов при изготовлении специальной и форменной одежды, в том числе одежды для военнослужащих. Детально рассматриваются: требования техники безопасности при выполнении ручных, машинных работ и влажно-тепловой обработки; технология обработки; последовательность выполнения технологических операций. Приведены технические условия и рациональные приёмы выполнения операций, сформулированы требования к качеству обработки с применение конкретного оборудования и приспособлений, указаны виды работ, межпредметная взаимосвязь и сведения по теоретической части. Приведённые методы обработки узлов предусматривают использование прогрессивных прокладочных материалов, деталей технологических конструкций, обеспечивают минимальную трудоёмкость и высокое качество изделия.
Рекомендовано для преподавателей, мастеров производственного обучения и обучающимся по профессиям 19601 «Швея» и 29.01.08 «Оператор швейного оборудовании».
Дисциплина: МДК02.01 Технология обработки текстильных изделий. Учебная практика УП.02. Производственная практика ПП.02.
Для специальности: 19601 «Швея».
Мастер производственного обучения: Григорьев И.А.
Цель работы: Ознакомить обучающихся с программой обучения, содержанием, организацией и порядком выполнения работ и упражнений, швейным оборудованием в швейной учебной мастерской. Ознакомить обучающихся с методами и приёмами выполнения подготовительных и простейших операций; назначением и правилами эксплуатации обслуживаемых машин; номерами игл; правилами закрепления нитей, смены шпуль, регулирования натяжения нитей и частоты строчки. Овладеть знаниями и умениями выполнять на машинах или вручную подготовительных и простейших операций по пошиву изделий из различных материалов; контроль качества кроя, соответствия фурнитуры цвету и назначению изделия; ликвидацию обрыва нитей, смены шпуль; регулирование натяжения нитей и частоты строчки. Расширить представления о способах обработки текстильных изделий. Научить обучающихся правильно производить приёмы различных швейных ручных и машинных операций. Изучить общие правила по ТБ при выполнении обработки текстильных изделий. Развить глазомер, мелкую моторику. Воспитать внимательность, точность, аккуратность, добросовестность.
Межпредметная связь: МДК.02.01. Технология обработки текстильных изделий.
Оборудование, инструменты, приспособления, материалы:
Для ручных работ: ручные иглы, наперстки, ножницы, кольца с лезвиями, сантиметровые ленты, резцы; приспособления для вывёртывания хлястиков, клапанов, протягивания нитки в ушко иглы, манекен, лекала, кольцо с ножом, распарыватель, колышек, булавки, образцы тканей и швейные нитки и др.
Для машинных работ: стачивающие, специализированные специальные швейные машины, машины полуавтоматического действия, набор приспособлений малой механизации к ним.
Для ВТО: утюги, прессы с различными подушками, отпариватели и паровоздушные манекены.
Организация рабочего места:
Рабочее место для ручных работ должно быть достаточно освещено, оборудовано различными устройствами для установки катушек или бобин ниток различных цветов, кронштейнами для подвешивания вспомогательных лекал, ящиками для заточки мела и для обрезков ткани и т. п.
Рабочая поверхность столов должна быть тщательно отполированной и не иметь шероховатостей.
Для повышения производительности труда и качества выпускаемой продукции необходимо правильно организовать и поддерживать в порядке рабочее место.
На рабочем месте необходимо иметь только те детали, которые обрабатывают в данное время, и только те инструменты, которые необходимы для обработки данных деталей.
Детали изделия и инструменты располагают на столе таким образом, чтобы ими было удобно пользоваться. Те из них, которые при работе берут правой рукой, должны лежать на правой стороне стола, а те инструменты, которые берут левой рукой, - на левой стороне стола.
В конце работы детали изделий и инструменты убирают в ящики или шкафы в определенном порядке.
Отдельные рекомендации при машинных работах:
1. Стул должен быть установлен так, чтобы левая рука удобно лежала на подлокотнике стола, а ноги стояли на середине пусковой педали.
2. Корпус работающего за машиной должен быть немного наклонен вперед при незначительном изгибе позвоночника в области шеи. Положение глаз от лапки машины должно быть на расстоянии 35-40 см.
3. Работающий должен сидеть на всей площади стула, слегка опираясь на ноги. При этом правая нога опирается на передний край педали, а левая - на задний, с тем чтобы пуск машины удобно было производить правой ногой, а останов - левой.
4. При пуске машины правая рука лежит на маховом колесе машины и помогает пустить машину в ход. После пуска машины правая рука перемещается на деталь (к лапке) и помогает левой подавать деталь под лапку. При останове машины правой рукой слегка придерживают маховик и помогают остановить машину в конце строчки.
5. На углах деталей, закруглениях, при перехватах, к концу строчек скорость машины снижают, а при выходе на прямолинейные участки увеличивают до такого предела, при котором работающий может обеспечить высокое качество выполнения строчки.
6. При тренировке работы на машине важно отработать умелое сочетание движений обеих рук и ног, стремясь к наиболее полному использованию скорости машины при высоком качестве выполнения операций.
7. Перед стачиванием двух или более деталей их складывают, уравнивают срезы у начала строчки и подкладывают под лапку, затем перед пуском машины уравнивают срезы на максимально возможную длину и пускают машину в ход.
8. Детали располагают на столе так, чтобы они "находились слева от лапки машины, а припуск на шов - справа.
9. Для уменьшения посадки нижнего слоя ткани обе детали под лапкой по линии строчки слегка натягивают. Для этого левую руку выносят за лапку, а правая находится перед лапкой. При этом подачу ткани надо строго сочетать с подачей ткани рейкой (не задерживая ее руками и не продвигая быстрее). Для увеличения посадки нижней ткани в процессе стачивания слегка натягивают только верхний слой ткани.
10. При выполнении фигурных строчек в местах поворота машину останавливают и при нижнем положении иглы поднимают лапку, повертывают деталь на нужный угол, опускают лапку и продолжают строчку в нужном направлении.
11. Концы строчек в начале и конце шва закрепляют при небольшой скорости машины путем нажатия правой рукой на рычаг обратного хода без подъема лапки. При этом левой рукой удерживают деталь так, чтобы вторая и третья строчки на длине 0,7-1,0 см не уходили от линии первой строчки (строчка в строчку).
12. При заправке нитки в иглу, смене шпульки, смене иглы, чистке и смазке машины и т. п. выключают электромотор и полностью останавливают его, легко нажимая на педаль и одновременно придерживая маховое колесо правой рукой.
13. Перед началом работы на машине проверяют правильность заправки верхней нитки, наличие нитки на шпульке и натяжение верхней и нижней ниток. Если необходимо, машину смазывают в установленных местах и проверяют строчку на обрезках соответствующих тканей, давая возможность стечь излишней смазке.
14. Перед работой раскладывают на рабочем месте инструмент (ножницы, мел, лекала и т. п.) так, чтобы им удобно было пользоваться. В процессе работы инструмент берут и кладут на свое прежнее место.
15. По окончании работы рабочее место убирают. Выключают электромотор, опускают лапку на подложенный под нее кусочек ткани, убирают детали и инструмент и т. д.
16. Применение различных средств малой механизации при работе на машинах способствует повышению производительности труда и улучшению качества выполнения операций.
Для ВТО: стол, обтянутый сукном и парусиной. С правой стороны стола устанавливают металлическую подставку для утюга.
Утюжильные и прессовые рабочие места оснащаются различными приспособлениями, которые способствуют улучшению качества обработки и повышению производительности труда на операции.
При работе с утюгами применяют различные колодки.
На каждом утюжильном столе или прессе устанавливают пульверизаторы, в которые вода подается от водопроводной сети или от специального бачка с насосом.
Утюжку изделий производят через проутюжильник.
Если рабочий одновременно обслуживает два пресса, то такие, рабочие места оснащаются местной вентиляцией.
Операции влажно-тепловой обработки обычно выполняются стоя.
Теория.
ВВОДНОЕ ЗАНЯТИЕ
1. Ассортимент изделий верхней одежды
В настоящее время насчитывается более 2000 различных видов швейных изделий.
Существует условная схема деления всего ассортимента швейных изделий на классы, группы, подгруппы, виды и разновидности.
Классы разделяют все швейные изделия на бытовые, спортивные, спецодежду, ведомственные и национальные.
Каждый класс включает пять групп, которые разделяют швейные изделия на верхнюю одежду, легкое платье, белье и швейную галантерею, головные уборы, изделия спортивного инвентаря, снаряжений и др., не вошедшие в предыдущие группы.
Группы, в свою очередь, делятся на подгруппы, каждая из которых объединяет изделия по назначению, видам, конструкции, видам тканей и т. п. В каждую подгруппу входят отдельные виды изделий, различающиеся по следующим шести признакам: по наименованию вида изделия (пальто, шинель, бушлат, костюм, брюки и т. п.); в зависимости от пола населения (мужская, женская, для мальчиков и девочек); от возраста населения (для взрослых, для подростков, для детей всех возрастов, для новорожденных); по сезону (зимняя, летняя, демисезонная, внесезонная и др.); по виду волокна материала верха (шерстяные, шелковые хлопчатобумажные, меховые, дублированные, прорезиненные и др.); по назначению (повседневные, рабочие, домашние, выходные, парадные, специальные и т. п.).
Виды швейных изделий делятся на разновидности, которые характеризуются: полным наименованием вида изделия; сложностью конструкции изделия и трудоемкостью обработки (первая, вторая, третья); фасоном, определяемым формой, силуэтом, покроем рукавов, воротника и других деталей.
По разновидностям построены прейскуранты на швейные изделия. Каждой разновидности швейного изделия присваивается прейскурантный номер с кратким описанием изделия. К прейскурантной классификации разновидности добавляется артикул изделия в соответствии с артикулом или группой ткани.
Полная товарная характеристика швейного изделия включает следующие показатели: артикул изделия; номер модели или описание, или номер ГОСТ (РТУ); размер, рост и полноту изделия; качество подкладки, меховой или другой отделки.
Ассортимент швейных изделий постоянно видоизменяется за счет исключения изделий отдельных видов, не пользующихся спросом, и появления новых видов. Классификация бытовых швейных изделий представлена в табл. 1.
Из пяти классов одежды класс бытовой одежды наиболее разнообразен, занимает ведущее место среди других классов и подвержен наибольшим видоизменениям.
| Группы | Подгруппы | Виды (по номенклатуре |
| Верхняя одежда | Пальто | Пальто, полупальто, бушлаты, плащи, бекеши, поддевки, пыльники, жакету на вате, шинели, куртки ватные, плащ-пальто, полуплащи, накидки и др. |
| Костюмы | Костюмы, пиджаки, визитки, жакеты, жилеты, кители, куртки, мундиры, гимнастерки, смокинги, сюртуки, тужурки, фраки, френчи, брюки в сапоги, брюки гольф, брюки ватные, юбки, комбинезоны, куртки ватные и др. | |
| Легкое платье | Платье | Платья, платье-пальто, платье-костюм, сарафаны, халаты, костюмы пляжные и др. |
| Блузки | Блузки, безрукавки, жилеты, матроски, пелерины и др. | |
| Юбки | Юбки, юбки-брюки | |
| Прочие плательные изделия | Фартуки, передники и др. | |
| Белье | Белье верхнее | Сорочки дневные, фантази, спорт, украинки, гуцулки, кубанки, рубахи офицерские, косоворотки, пижамы, костюмы пляжные и др. |
| Белье нательное | Сорочки нательные, кальсоны, комбинации, гарнитуры, сорочки ночные, плавки купальные, костюмы и др. | |
| Бельевые изделия, не относящиеся к одежде и швейная галантерея | Простыни, пододеяльники, наволочки и др. | |
| Головные уборы | Кепи и фуражки | Бескозырки, береты, кепи, матроски, фуражки, пилотки и др. |
| Шляпы | Шляпы фетровые, соломенные, панамы и др. | |
| Шапки | Ушанки, финки, кубанки, шапочки, шлемы и др. | |
| Инвентарь, снаряжение и другие изделия, не входящие в предыдущие группы | Изделия индивидуального и общественного пользования | Сумки, мешки заплечные, рюкзаки, шторы, рукавицы, перчатки, мешки спальные, мешки вещевые и др. |
| Изделия технического назначения | Ведра брезентовые, мешки для овса, торбы, чехлы автомобильные, брезенты для покрытий, флаги и др. |
Таблица 1. Классификация бытовых швейных изделий
2. Прейскуранты на швейные изделия
Стоимость швейных изделий определяют по соответствующим прейскурантам розничных цен, где все швейные изделия разделены по классам и группам (верхняя одежда, белье, головные уборы и др.). Верхняя одежда дополнительно разделена по половозрастному признаку (мужская, женская, детская).
Каждому швейному изделию по прейскуранту присваивается двойной номер, определяющий артикул изделия. Первая часть номера характеризует вид изделия, сложность фасона и т. д. по прейскуранту, а вторая часть соответствует номеру ценностной группы ткани (1 пог. м ткани в условной ширине), из которой изготовлено изделие.
В прейскурантах на швейные изделия цены устанавливаются не только по видам изделий и артикулам, но и по группам размеров изделий: для взрослых - 44-46; 48-50; 52-56; для детей-24-26; 28-30; 32; 34-36; 38-40; 42-44. Детские бельевые изделия, головные уборы и некоторые недорогостоящие изделия для взрослых в прейскурантах по размерам не подразделяются.
Розничные цены, указанные в прейскурантах, определены для изделий на сатиновой подкладке, на вате без меховой отделки. Цели изделие изготовляют на подкладке из шелковой ткани, а зимние изделия - на утепляющей прокладке из ватина, то к розничным ценам этих изделий устанавливают надбавки согласно специальным таблицам, имеющимся в прейскурантах. Розничные цены на изделия улучшенного и высшего качества в прейскурантах предусмотрены при условии их изготовления на шелковой подкладке, а зимних пальто - на ватине. Стоимость меховой отделки (воротники, манжеты и др.) определяют отдельно по прейскурантам на меховые изделия и прибавляют ее к розничной цене изделия. Розничные цены в прейскурантах установлены на изделия первого сорта.
Изделия второго сорта отпускаются в торговую сеть со скидкой 5% от стоимости, указанной в прейскуранте.
3. Общие сведения об одежде и требования к ней
Одежда является предметом первой необходимости для человека. Она покрывает более 80% тела человека и защищает его от неблагоприятных воздействий внешней среды. Благодаря одежде человек способен сравнительно легко переносить различные климатические условия, физико-механические, химические воздействия и др.
По назначению одежда разделяется на повседневную, выходную, рабочую, спортивную и т. д. Вместе с этим одежда является средством украшения человека. Отсюда разнообразны и многочисленны требования к ней.
Требования, предъявляемые к одежде, можно разделить на потребительские и производственные.
К потребительским требованиям относятся гигиенические, механические, эстетические и эксплуатационные.
К производственным требованиям относятся технические и экономические.
Гигиенические требования включают теплозащитность, воздухопроницаемость, гигроскопичность, водонепроницаемость и др.
Теплозащитные свойства одежды необходимы для поддержания теплового баланса на поверхности тела человека и зависят" от теплового сопротивления пакета одежды и ее конструкции.
Воздухопроницаемость способствует вентиляции пододежного слоя воздуха и удалению углекислого газа. Воздухообмен может осуществляться благодаря воздухопроницаемости пакета одежды, а также путем вентиляции через открытые участки (горловину, низ, рукава, вентиляционные сетки, отверстия под проймой и др.).
Гигроскопичность (гидрофильность) необходима для поглощения водяных паров, выделяемых человеком через кожу, передачи их в окружающую среду. Она зависит от способности волокон ткани впитывать влагу и передавать ее в окружающую среду. Отведение влаги от тела может осуществляться также посредством вентиляции воздуха.
Водонепроницаемость необходима для отдельных видов одежды типа плащей с целью защиты от влаги.
Механические требования включают прочность на разрыв, устойчивость к трению, многократным изгибам, к окраске, сохранению формы и др.
Одежда должна быть устойчивой к различного рода механическим, химическим, биологическим воздействиям, а также к свето-погоде.
Эстетические требования включают художественное оформление изделия, подбор материала по расцветке и фактуре. Эта группа требований должна учитываться в основном при разработке моделей одежды художниками-модельерами и конструкторами.
Удобство в эксплуатации заключается в том, что одежда должна быть удобной в носке, не стеснять движений человека.
Все эти требования должны учитываться при разработке модели и конструкции одежды.
К техническим требованиям относятся требования по соблюдению технических условий на подготовку ткани и раскрой, на шитье, на влажно-тепловую обработку деталей и изделий в целом, а также на прием, маркировку, сортировку и упаковку швейных изделий. Эти требования должны выполняться в процессе производства одежды в полном соответствии с предъявляемыми к ним требованиями технических описаний, ТУ и ГОСТ.
Экономические требования - это факторы, обеспечивающие снижение себестоимости изделий. К ним относятся: экономичность модели (минимальный расход материалов), технологичность конструкции (уменьшение трудоемкости обработки, типизация и унификация деталей, узлов и др.), совершенные методы обработки, использование высокопроизводительного оборудования, повышение качества продукции и др.
Процесс изготовления одежды специализирован и подразделен на несколько самостоятельных этапов. В связи с этим в процессе производства одежды участвуют швейные фабрики, Дома моделей, различные исследовательские институты и опытно-технические лаборатории, которые исследуют свойства тканей и одежды, способы ее изготовления, создают модели одежды, нормируют расход тканей, разрабатывают новые конструкции деталей одежды и т. п.
На швейных фабриках выделены специальные цехи: экспериментальный, подготовительно-раскройный и швейные.
Таким образом, процесс изготовления одежды разделен на несколько обособленных самостоятельных этапов.
Создание моделей одежды и утверждение их Художественными советами.
Разработка конструкции лекал на модели массового производства.
Проверка конструкции лекал в условиях массового производства.
Подготовка материалов (тканей) к раскрою и раскрой деталей одежды из тканей.
Изготовление и отделка изделий.
Первые два этапа изготовления одежды выполняются в основном Домами моделей, третий, четвертый и пятый этапы - на фабриках.
На первом этапе художники-модельеры сначала создают эскиз (рисунок) модели. По эскизу изготовляют первичный образец модели из ткани в натуральную величину. Затем модели утверждают на большом Художественном совете, в состав которого входят представители торговли, фабрик, общественности, работников искусства и др.
Утвержденные модели поступают на "расписание", где между торгующими организациями и швейными фабриками заключаются договоры на изготовление и поставку изделий в определенном количестве.
На втором этапе на модели, утвержденные Художественным советом и отобранные для изготовления, разрабатывают лекала основных деталей, необходимые для массового производства. По этим лекалам изготовляют вторичный образец и проверяют его соответствие первичному образцу модели. На основе этого составляют техническое описание на модель, где указывают особенности ее изготовления. Здесь же, в Доме моделей, определяют площадь лекал и устанавливают примерную норму расхода ткани на изделие, которую включают также в техническое описание на модель. Лекала вместе с образцом модели и техническим описанием поступают на швейные фабрики.
На третьем этапе в экспериментальном цехе фабрики по лекалам Дома моделей изготовляют образцы новых моделей применительно к условиям массового производства и, если необходимо, вносят соответствующие изменения в лекала. Проверенные и уточненные лекала размножают на те размеры и роста, которые нужно изготовить по шкале размеро-ростов. Здесь же более точно устанавливают норму расхода ткани на изделие.
На четвертом этапе в подготовительно-раскройном цехе для изделий подбирают и рассчитывают ткани в настилы, раскраивают, проверяют крой и комплектуют его.
На пятом этапе в швейных цехах изделия изготовляют и отделывают. Иногда отделку изделий выносят в отделочные цехи.
Заключительными операциями пятого этапа являются контроль качества готовых швейных изделий и сдача их на склад готовой продукции.
Все рабочие, вновь поступающие на производство, независимо от их квалификации и стажа работы, должны пройти вводный общий инструктаж по технике безопасности и производственной санитарии, а также инструктаж на рабочем месте, оформленный росписями в журналах. Кроме того, со всеми рабочими, независимо от их стажа и опыта работы, проводят повторный инструктаж.
Повторный инструктаж всех работающих должен проводиться не реже одного раза в три месяца, а также в случае если обнаружены нарушения работающими правил по технике безопасности.
Общий вводный инструктаж знакомит рабочего с общими вопросами техники безопасности в объеме, необходимом для всех рабочих, независимо от их профессий и места работы.
Помимо общего инструктажа, все вновь принятые рабочие, а также переводимые на другую работу или работу на другом оборудовании должны быть проинструктированы непосредственно на рабочем месте мастером или начальником цеха.
Для предупреждения травматизма на предприятиях должны соблюдаться следующие условия:
1. Площадь производственного помещения, приходящаяся на каждого работающего, не должна быть меньше 4 м2 (и 13 м3 объема).
2. Операции со значительным выделением тепла, влаги и пыли (декатировка тканей, настилание ваты, окончательная утюжка и др.) должны быть выделены в изолированные помещения или снабжены местной вентиляцией.
3. Все производственные и бытовые помещения, рабочие места и оборудование должны содержаться в чистоте и порядке.
4. Помещения должны иметь общую приточную вентиляцию с местной вытяжкой от источников выделения паров, газов или пыли (механических щеток, столов для настилания ваты и др.).
5. В производственных помещениях должна поддерживаться температура в пределах 18-22° С и нормальная влажность воздуха.
6. Рабочие места должны быть хорошо освещены естественным или искусственным светом.
7. Все токоподводящие места утюгов, прессов и т. д. должны быть изолированы и заземлены.
8. Все вращающиеся части и ремни должны быть ограждены от попадания в них рук работающего.
9. Все прессы и аппараты должны иметь двухкнопочное управление.
10. Пуговичные машины-полуавтоматы должны иметь заградительные щитки от попадания осколков и поломанных игл в глаза работающего.
11. Ленточные машины должны быть оборудованы электромагнитными улавливателями ленты при ее обрыве.
12. Передвижные закройные машины должны иметь защитные лапки, предохраняющие от порезов рук.
13. Каждое утюжильное рабочее место должно быть оборудовано резиновым ковриком для ног.
14. Рабочие, не прошедшие инструктаж, к работе на оборудовании не допускаются.
15. На рабочих местах должны быть вывешены плакаты или надписи, предостерегающие рабочих от опасных действий или запрещенных, приемов работы.
Для всех работающих на предприятии правилами техники безопасности запрещается:
1. Перелезать через ограждения, находиться под машинами или ходовыми частями во время работы машин или станков.
2. Самовольно снимать установленные ограждения или устанавливать их в непредусмотренных местах.
3. Загромождать проходы к рабочему месту.
4. Работать без обуви.
5. Одеваться или раздеваться в цехе (на ходу и около работающих машин).
6. Передавать предметы через работающие машины.
7. Вешать на провода нитки, тряпки, ремешки, проволоку.
8. Отвлекаться самому и отвлекать других посторонними разговорами во время работы.
9. Проводить какие-либо эксперименты, устанавливать приспособления без разрешения администрации.
10. Принимать пищу во время работы.
11. Ввертывать и вывертывать электролампочки.
12. Класть какие-либо предметы на электромоторы, отопительные приборы и другое оборудование.
7. Организация рабочего места для ручных работ
Ручные работы выполняют стоя, если изделие или детали нужно расположить на столе, и сидя, если изделие нужно расположить на коленях. Для каждой операции устанавливается соответствующий рабочий стол (рис. 1), необходимые инструменты и приспособления. Рабочие столы должны быть таких размеров, чтобы на них было удобно обработать ту или иную деталь. Ниже приводятся примерные размеры ручных рабочих мест при шитье мужских пальто (табл. 2).
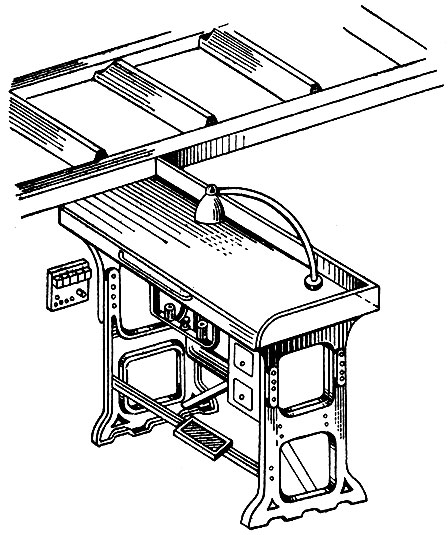
Рис. 1. Стол для ручных работ
Рабочие места для работ, выполняемых сидя, оборудуются винтовыми стульями и подставками для ног.
Рабочее место должно быть достаточно освещено, оборудовано различными устройствами для установки катушек или бобин ниток различных цветов, кронштейнами для подвешивания вспомогательных лекал, ящиками для заточки мела и для обрезков ткани и т. п.
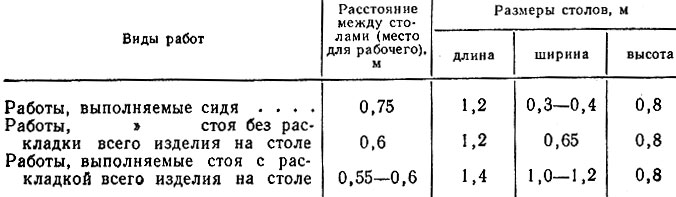
Таблица 2. Размеры рабочих мест для ручных работ
Рабочая поверхность столов должна быть тщательно отполированной и не иметь шероховатостей.
Для повышения производительности труда и качества выпускаемой продукции необходимо правильно организовать и поддерживать в порядке рабочее место.
На рабочем месте необходимо иметь только те детали, которые обрабатывают в данное время, и только те инструменты, которые необходимы для обработки данных деталей.
Детали изделия и инструменты располагают на столе таким образом, чтобы ими было удобно пользоваться. Те из них, которые при работе берут правой рукой, должны лежать на правой стороне стола, а те инструменты, которые берут левой рукой, - на левой стороне стола.
В конце работы детали изделий и инструменты убирают в ящики или шкафы в определенном порядке.
Инструменты и приспособления
К инструментам для ручных работ относятся ручные иглы, наперсток, ножницы, сантиметровая лента; к приспособлениям манекен, лекала, кольцо с ножом, распарыватель, колышек, булавки и т. д. (рис. 3.3).
Рис. 3.3. Инструменты и приспособления:
а — ножницы для раскроя; б — портновские ножницы; в — игольница; г — наперсток без донышка; д — наперсток с донышком; є — сантиметровая лента; ж — приспособление для намелки; з — мел; и — распарыватель; к — резец для перевода линий; л — резец; м — кольцо с ножом; и — колышек для удаления строчек временного назначения; о — нитки
В процессе работы качество изделия, производительность труда работающих, их работоспособность и настроение во многом зависят от правильности подбора инструментов и приспособлений. Их подбирают в соответствии с тканью, из которой изготавливают изделие, и видом выполняемых работ.
Ручные иглы должны быть острыми, упругими, неломкими, хорошо отполированными, с ушком достаточных размеров и без заусенцев. Иглы различаются по диаметру (толщине), длине, размеру ушка. В зависимости от длины и диаметра иглы подразделяют по номерам: от 1 до 12 (табл. 3.1). Все и ты нечетных номеров длиннее, чем иглы четных номеров.
Иглы подбирают в зависимости от вида изделия, обрабатываемой ткани и выполняемой операции (табл. 3.2).
Соответственно иглам и обрабатываемым тканям следует подбирать и номера ниток.
Наперсток предназначен для предохранения пальца от укола при проталкивании иглы в ткань. Его надевают на средний палец правой руки.
На поверхности наперстка имеются углубления, расположенные в шахматном порядке, которые препятствуют соскальзыванию иглы. Наперсток подбирают соответственно толщине среднего пальца руки так, чтобы он плотно охватывал палец. Наперстки бывают с донышком и без него. При выполнении ручных работ по изготовлению легкой женской и детской одежды пользуются наперстком с донышком, при изготовлении верхней одежды — наперстком без донышка. Наперстки № 8, 10, 12 относятся к мужским, для женщин предназначены наперстки № 2, 3, 4, 5 (табл. 3.3).
Таблица 3.1
Размеры и назначение игл
| Номер иглы | Диаметр, мм | Длина, мм | Ткани |
| 1 | 0,6 | 35 | Легкие хлопчатобумажные, шелковые и шерстяные |
| 2 | 0,7 | 30 | Легкие хлопчатобумажные, шелковые и шерстяные, а также средней толщины — трико, легкие камвольные и т. п. |
| 3 | 0,7 | 40 | |
| 4 | 0,8 | 30 | Средней толщины — трико, легкие камвольные и т. п. |
| 5 | 0,8 | 40 | |
| 6 | 0,9 | 35 | |
| 7 | 0,9 | 45 | |
| 8 | 1,0 | 40 | Толстые — бобрик, сукно и т. п. |
| 9 | 1,0 | 50 | |
| 10 | 1,2 | 50 | |
| 11 | 1,6 | 75 | Мешковина и т. п. |
| 12 | 1,8 | 80 |
Таблица 3.1
Использование игл
| Изделие | Номера игл по операциям | |||||
| Смётывание | Подшивание | Вспушивание | Обмётывание | Пришивание пуговиц | Обмётывание плечевых накладок | |
| Мужское зимнее и демисезонное пальто | 5, 6, 7, 8 | 2, 3, 5, 6 | ─ | 5, 6, 8 | 7, 8, 9 | 9, 10 |
| Мужское летнее пальто | 3, 5, 6 | 1, 2, 3 | 2, 4 | 5, 6 | 6, 7 | 7, 9 |
| Мужской пиджак | 3, 5, 6 | 1, 2, 3 | 2, 4 | 5, 6, 7 | 6, 7, 8 | 7, 8 |
| Мужские брюки | 3, 5, 6 | 2, 4 | ─ | 5, 6 | 6, 8 | ─ |
| Женское зимнее и демисезонное пальто | 5, 6, 7, 8 | 2, 3, 4, 5 | ─ | ─ | 7, 8, 9 | 9, 10 |
| Женское летнее пальто | 3, 5, 6 | 1, 2, 3 | 2, 4 | ─ | 6, 7 | 7, 9 |
| Женский жакет | 3, 5, 6 | 1, 2, 3 | 2, 4 | ─ | 6, 7, 8 | 7, 9 |
| Женская юбка | 2, 3, 5 | 2, 4 | ─ | ─ | 4 | ─ |
| Женская легкая одежда | 1, 2, 3 | 1, 2 | ─ | 1, 2 | 2 | 5 |
Таблица 3.3
Основные размеры напёрстков по номерам
| Номер наперстка | Диаметр, мм | Высота, мм | |
| большой | малый | ||
| 2 | 15 | 11 | 15 ...19 |
| 3 | 16 | 12 | 15...20 |
| 4 | 17 | 13 | 15...20 |
| 5 | 18 | 14 | 15…21 |
| 8 | 17 | 14 | 15 ...21 |
| 10 | 18 | 15 | 15 |
| 12 | 19 | 16 | 15 |
В массовом производстве, где процесс раскроя тканей и материалов механизирован, ножницы (рис. 3.4) применяют для подрезки деталей или обрезки ниток. При изготовлении изделий по индивидуальным заказам ножницы служат как для раскроя тканей, так и для подрезки деталей и других ручных операций.
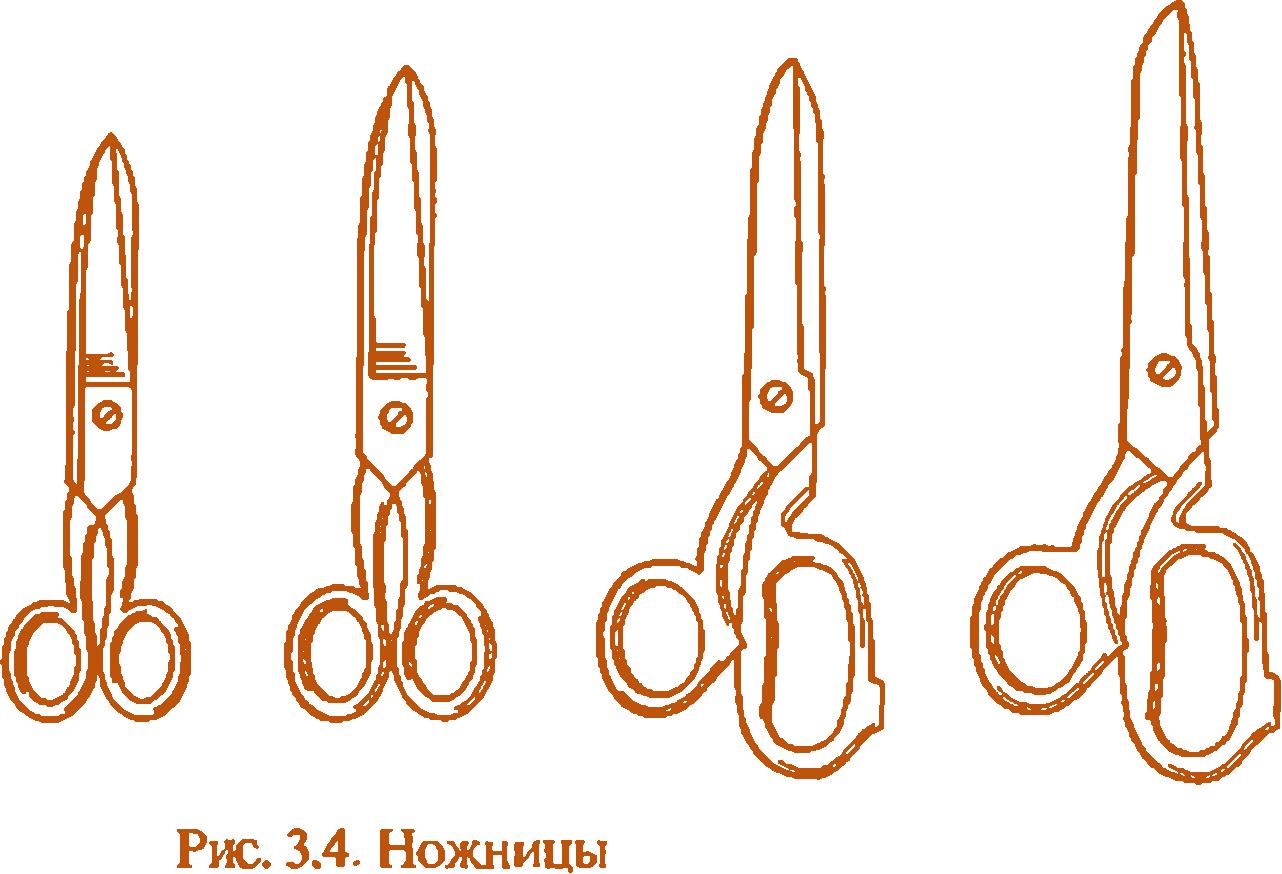
Рис. 3.4. Ножницы
Ножницы, применяемые в швейном производстве, выпускают разных номеров. Их подбирают в зависимости от выполняемой операции и обрабатываемой ткани.
Ножницы должны закрываться без резкого звука; их лезвия должны одинаково хорошо резать по всей своей длине. Для обрезки концов ниток применяют специальные ножницы.
Сантиметровая лента представляет собой мягкую прорезиненную ленту с нанесенными на нее сантиметровыми и миллиметровыми делениями. Она применяется для снятия мерок с фигуры человека и измерения деталей изделия. В процессе работы лента вытягивается, поэтому ее длину необходимо систематически проверять.
Следует пользоваться одной и той же сантиметровой лентой.
Металлические измерительные рулетки с сантиметровыми и миллиметровыми делениями обычно прикрепляют к краю раскройного стола.
Кольцо с ножом (рис. 3.5, а) применяют для обрезания ниток после окончания работы. Кольцо надевают на указательный палец повой руки. Для обрезания ниток на рабочем месте может быть установлено стационарное приспособление (рис. 3.5, б) в виде уголка, на котором пластинкой и винтами закрепляется лезвие от безопасной бритвы. Для предохранения пальцев от пореза служат два крючка. Применение кольца с ножом и стационарного приспособления вместо ножниц способствует экономному использованию времени портных и повышению производительности труда.
Колышек с одним заостренным концом применяют для выправления углов борта, воротника, петель, различных фигурных швов, а также для удаления ниток. Колышек может быть изготовлен из дерева, кости или металла и представляет собой круглый стержень длиной 100... 120 мм, диаметром 7 мм.

Рис. 3.5. Кольцо с ножом (а) стационарное приспособление для обрезания ниток (б).
Рис. 3.6. Манекен.
Рис. 3.7. Резцы:
а — тупой; б — зубчатый; в —двойной

Манекен (рис. 3.6) используется для проверки правильности изготовления изделий как в процессе их обработки, так и в готовом виде. На манекенах проверяют, например, положение боковых и плечевых швов изделия, правильность вметывания воротника в горловину и рукавов в проймы и т.д.
Женские и мужские манекены 44, 46, 48, 50, 52, 54, 56, 58 и 60-го размеров одного среднего (третьего) роста и трех полнот.
Детские манекены 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 44 и 46-го размеров. Существуют раздвижные манекены, размеры которых можно уменьшить или увеличить. Можно заказать манекен на определенную фигуру в модельной мастерской.
Для удобства пользования манекен укрепляется на подставке, чтобы его можно было свободно поворачивать и поднимать. Высоту манекена регулируют упорным винтом.
Лекала представляют собой детали изделия, вырезанные из картона или других материалов. Различают лекала-эталоны, рабочие и вспомогательные.
Лекала-эталоны не используют для очерчивания контуров деталей на ткани. Они служат только для изготовления и проверки комплектов лекал в массовом производстве. По рабочим лекалам, имеющим припуски на швы, усадку и уработку, очерчивают контуры деталей на ткани, наносят контрольные надсечки для правильного соединения деталей изделия.
Вспомогательные лекала используют для намелки вытачек, петель, пуговиц, обмелки уголков бортов, воротников.
 Резцы бывают нескольких видов. Тупой резец (рис. 3.7, а) применяют для перенесения контура деталей с бумаги на ткань, с ткани на бумагу, линий складок, вытачек, рельефов и т. п. Резец ведут диском по линиям, и на ткани остается след в виде сплошной линии. Зубчатый резец (рис. 3.7, б) служит для перенесения контура деталей с бумаги на бумагу или на картон, с ткани на бумагу, линий складок, вытачек, карманов и др. После обводки таким резцом намеченных линий остаются следы в виде точек, расположенных по контуру деталей. Двойной резец (рис. 3.7, в) используют в основном при размножении лекал.
Резцы бывают нескольких видов. Тупой резец (рис. 3.7, а) применяют для перенесения контура деталей с бумаги на ткань, с ткани на бумагу, линий складок, вытачек, рельефов и т. п. Резец ведут диском по линиям, и на ткани остается след в виде сплошной линии. Зубчатый резец (рис. 3.7, б) служит для перенесения контура деталей с бумаги на бумагу или на картон, с ткани на бумагу, линий складок, вытачек, карманов и др. После обводки таким резцом намеченных линий остаются следы в виде точек, расположенных по контуру деталей. Двойной резец (рис. 3.7, в) используют в основном при размножении лекал.
Рис. 3.8. Линейки, угольники, лекала
Мелом наносят линии и знаки при раскрое тканей и примерке изделий. Для швейной промышленности мел выпускают разных цветов. Чтобы все проведенные линии были тонкими, края мела следует постоянно затачивать. Ширина мела должна быть от 0,5 до 1,5 мм.
При нанесении линий по линейке мел держат всей плоскостью вплотную к линейке или шаблону и перпендикулярно поверхности ткани (без уклона в какую-либо сторону). Намелку линий производят в направлении от себя (карандашом линии проводят наоборот в направлении к себе).
Вырезать детали нужно по внутренней стороне меловой линии.
Иногда вместо мела пользуются тонко заточенным сухим мылом.
Линейки, угольники и лекала (рис. 3.8) в швейном производстве применяют при построении чертежей деталей изделий, а также при раскрое тканей и пошиве изделий.
Приспособление для работы с иглой применяется для зажима ткани во время таких работ, как подшивание низа, и т. п. Оно состоит из стойки (рис. 3.9), на которой укреплен зажим с верхней и нижней губками, шарнирно связанными между собой. Рабочий зажимает край изделия между губками зажима и обрабатывает нужный участок. Зажим может быть укреплен не на стойке, а непосредственно на рабочем столе.
 Булавки в изготовлении лепкой одежды используют для скалывания деталей при переводе линий с одной половины изделия на другую, при уточнении конструктивных линий во время примерки.
Булавки в изготовлении лепкой одежды используют для скалывания деталей при переводе линий с одной половины изделия на другую, при уточнении конструктивных линий во время примерки.
Длина булавок 3...4 см. Они должны быть тонкими, острыми, хорошо отшлифованными.
Рис. 3.9. Приспособление для работы с иглой:
1 — стойка; 2 —зажим
Для перевода меловых линий в деталях легкого платья используют доски с нанесенной на них влажной меловой пылью. На высохшие доски кладут детали и по меловым линиям проводят резцом — линии отпечатываются
При выполнении ручных работ применяются различные приспособления; например, приспособление для вывертывания хлястиков (рис. 7), для вывертывания и выправления клапанов (рис. 8), для вдевания нитки в ушко иглы (рис. 9), для прокладывания клеевой пленки (рис. 10), самораскрывающиеся ножницы для обрезки концов ниток (рис. 11) и др.
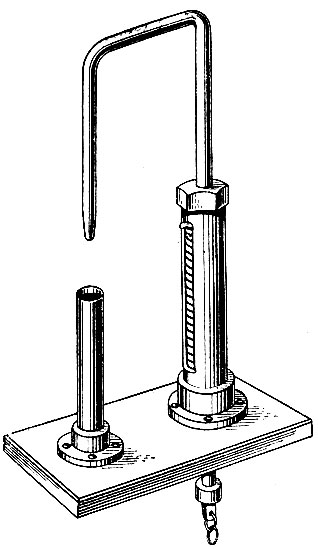
Рис. 7. Приспособление для вывертывания хлястиков
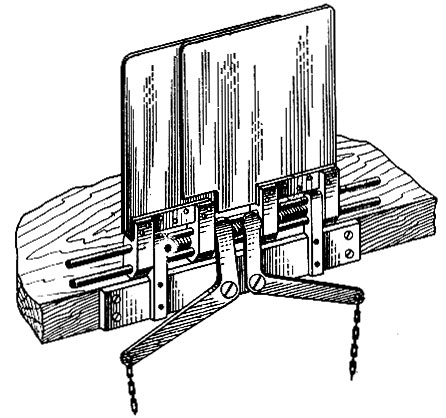
Рис. 8. Приспособление для вывертывания и выправления клапанов
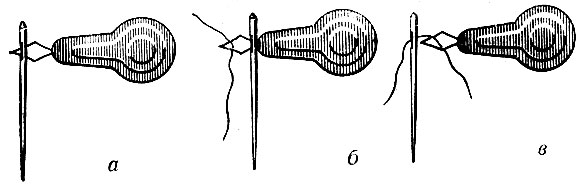
Рис. 9. Приспособление для вдевания нитки в ушко иглы
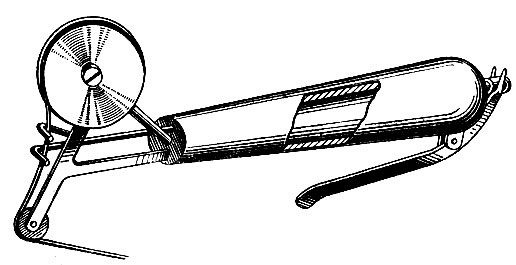
Рис. 10. Приспособление для прокладывания клеевой пленки
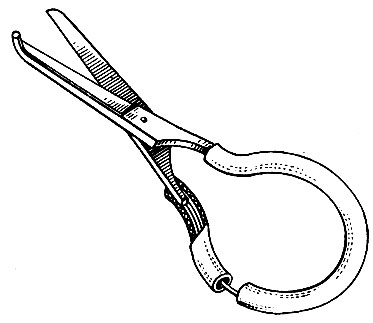
Рис. 11. Самораскрывающиеся ножницы для обрезки концов ниток
8. Организация рабочего места при выполнении машинных работ
 Рабочее место для выполнения машинных работ (рис. 4.1) состоит из стола с индивидуальным электроприводом, а также винтового стула, в котором можно регулировать высоту сиденья. На столе устанавливают головку швейной машины и раскладывают необходимые инструменты и приспособления.
Рабочее место для выполнения машинных работ (рис. 4.1) состоит из стола с индивидуальным электроприводом, а также винтового стула, в котором можно регулировать высоту сиденья. На столе устанавливают головку швейной машины и раскладывают необходимые инструменты и приспособления.
Электродвигатель включают нажатием на пусковую кнопку выключателя или на педаль машины.
Рис. 4.1. Рабочее место для машинных работ:
1 — бобинодержатсль; 2 — планшет; 3 — магнит; 4 — подставка для масленки; 5 — станина; б — резиновые башмаки; 7 — коленный рычаг для подъёма лапки; 8 — педаль; 9 — выдвижной ящик; 10 — съёмный мусоросборник; 11 — крышка стола;
12— съемный бортик (размеры даны в миллиметрах)
Рабочее место должно иметь местное освещение в виде светильника, расположенного отдельно или вмонтированного в корпус машины. Для подъема лапки ногой под крышкой стола оборудован коленчатый рычаг. Поверхность стола должна быть гладкой.
 На столе должно быть укреплено специальное оборудование для наматывания ниток на шпульку.
На столе должно быть укреплено специальное оборудование для наматывания ниток на шпульку.
Площадь рабочей поверхности стола определяется размерами оборудования и приспособлений, размерами деталей изделия и характером выполняемой операции.
На столе находятся только обрабатываемые детали и те инструменты и приспособления, которые необходимы для выполнения данной технологической операции. Рабочее место может иметь откидную подставку (рис. 4.2) или выдвижной стеллаж (рис. 4.3, а).
Рис. 4.2. Откидная подставка:
1, 5 — кронштейны; 2 — сетка; 3 — шарниры; 4 — фанера подставки; 6 — угольник; 7 — фиксатор
Рис. 4.3. Выдвижной стеллаж (а) и скаты (б):
1 – крышка стола; 2 – станина; 3 - стеллаж
Если передача полуфабриката в потоке осуществляется вручную, то рабочие места оборудуют междустольями, скатами (рис. 4.3, б), желобами.
Если схемой разделения труда предусмотрено обслуживание двух машин одной работницей, то она может сидеть на винтовом стуле или перемещаться от одной машины к другой на специальном стуле, который устанавливается на колесах.
Освоение основных приемов выполнения машинных работ начинают с освоения рабочей позы. Правильная рабочая поза положительно влияет на самочувствие работницы и облегчает ее труд (рис. 4.4, а).
Стул должен быть установлен точно против игловодителя машины. Работница должна сидеть прямо, так, чтобы ее корпус отстоял от края стола на 10... 15 см, а расстояние от глаз до обрабагываемой детали равнялось приблизительно 30 см. Неправильная рабочая поза (рис. 4.4, б) вызывает быстрое утомление работницы, а, следовательно, снижает производительность ее труда.
 Кисти рук должны лежать на платформе машины в устойчивом положении, локти — на одном уровне со столом (рис. 4.4, е). Ступни ног должны быть установлены следующим образом: правая нога немного выставлена вперед, а левая расположена ближе к переднему краю педали.
Кисти рук должны лежать на платформе машины в устойчивом положении, локти — на одном уровне со столом (рис. 4.4, е). Ступни ног должны быть установлены следующим образом: правая нога немного выставлена вперед, а левая расположена ближе к переднему краю педали.
По окончании работы необходимо провести тщательную уборку рабочего места, положить обрабатываемые детали в шкафы, а инструменты и приспособления — в ящики стола. Правильная организация рабочего места повышает производительность труда и улучшает качество продукции.
Рис. 4.4. Правильная (а) и неправильная (б) рабочие позы; положение рук на платформе машины (а)
9. Организация рабочего места для влажно-тепловых работ
Для выполнения утюжильных работ устанавливают стол таких размеров, чтобы изделие или обрабатываемая деталь полностью на нем размещались (рис. 64). Стол обтягивают сукном и парусиной. С правой стороны стола устанавливают металлическую подставку для утюга.
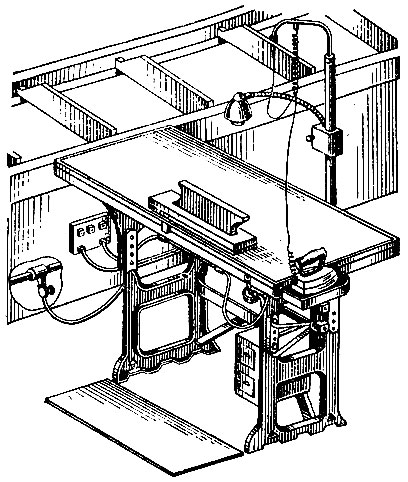
Рис. 64. Рабочее место для утюжильных работ
Утюжильные и прессовые рабочие места оснащаются различными приспособлениями, которые способствуют улучшению качества обработки и повышению производительности труда на операции.
При работе с утюгами применяют различные колодки (рис. 65).
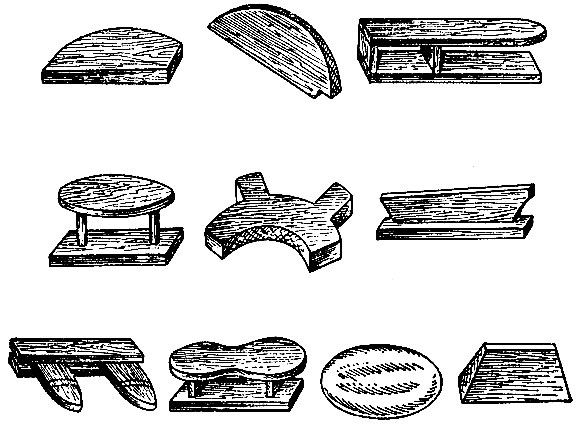
Рис. 65. Колодки для утюжильных работ
На каждом утюжильном столе или прессе устанавливают пульверизаторы (рис. 66), в которые вода подается от водопроводной сети или от специального бачка с насосом.
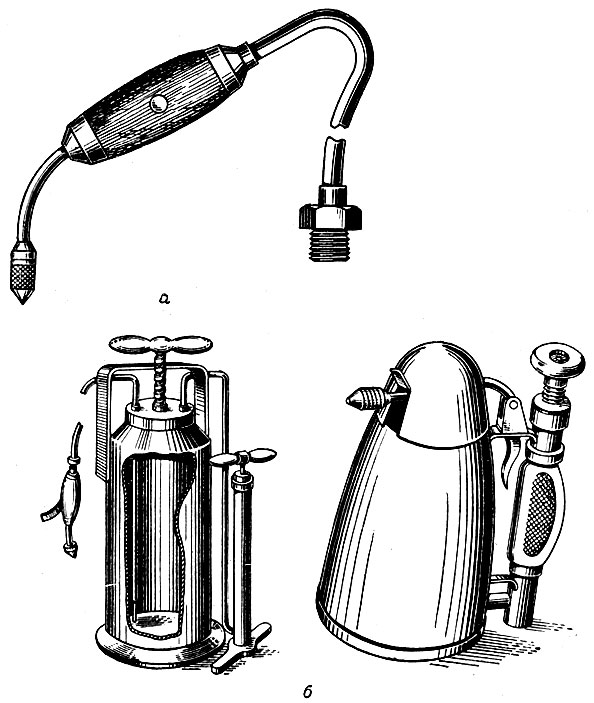
Рис. 66. Пульверизаторы: а - работающий от водопроводной сети; б - со специальными бачками
Утюжку изделий производят через проутюжильник.
Если рабочий одновременно обслуживает два пресса, то такие, рабочие места оснащаются местной вентиляцией.
Операции влажно-тепловой обработки обычно выполняются стоя.
Какие требования предъявляются к одежде?
Что вы знаете о прейскурантах на швейные изделия?
Перечислите основные этапы изготовления одежды.
Перечислите виды инструктажей по технике безопасности.
Расскажите о мероприятиях по предупреждению травматизма на предприятиях.
Что запрещается правилами техники безопасности.
Используемая литература и другие источники:
1. Крючкова Г.А. Технология швейных изделий: Учебник для НПО – М.: «Академия», 2004. - 384 с.
2. Ермаков А.С. Оборудование швейных предприятий: Учебник для НПО – М.: «Академия», 2004. - 432 с.
3. Антонов И.А., Березина М.Н. Технология изготовления мужских и детских пальто. Учебник для профессионально-технических учебных заведений. Изд. 2-е, перераб. и доп. М., "Легкая индустрия", 1973. 256 с.
4. Борисова, Т. С. Практикум по технологии обработки текстильных материалов. Владим. гос. ун-т им. А. Г. и Н. Г. Столетовых. – Владимир: Изд-во ВлГУ, 2017. ‒ 128 с.
5. Сидорова, Г. П. Лабораторный практикум по оборудованию швейного производства: методические указания для студентов специальности 030600 «Технология и предпринимательство» / Г. П. Сидорова. – 2-е изд. – Томск: Издательство ТГПУ, 2010. – 100 с.
6. Оборудование швейного производства: лабораторный практикум: пособие / сост. И.А. Макаренкова. – Мозырь: УО МГПУ им. И.П. Шамякина, 2013. – 68 с.
7. А.М. Свотнева, В.В. Ступина. Практикум «Технология изготовления швейных изделий». Учебно-методическое издание. ТОГАПОУ «Промышленно-технологический колледж». г. Мичуринск. 2018 г.
8. Уколова А.М. Методика преподавания обслуживающего труда: Учебно-методическое пособие. – Курган: Изд-во Курганского гос. ун-та, 2013. – 158 с.
9. Авторский блог Миллы Сидельниковой. https://www.milla-sidelnikova.com/
10. Школа Шитья Анастасии Корфиати. https://korfiati.ru/
11. Персональный сайт Иванова А.М. https://иванов-ам.рф/
12. Онлайн учебники и самоучители. https://tepka.ru/







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

