Россия, Карасук


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 05.04.2026 04:48

Козлов Олег Александрович
преподаватель СПО
58 лет
Местоположение
Специализация
Конструкция и управление локомотивом (тепловоз). Технологический процесс ремонта колесных пар.
Категория:
Прочее
12.02.2026 10:07

Просмотр содержимого документа
«Конструкция и управление локомотивом (тепловоз). Технологический процесс ремонта колесных пар.»

Технологический процесс ремонта колёсной пары

Назначение колёсной пары
Для передачи веса тепловоза на путь, создания тяговых и тормозных усилий и направления движения тепловоза по рельсам предназначены колесные пары, состоящие из оси, двух колесных центров, двух бандажей, двух стопорных колец и большого зубчатого колеса.

Устройство колёсной пары
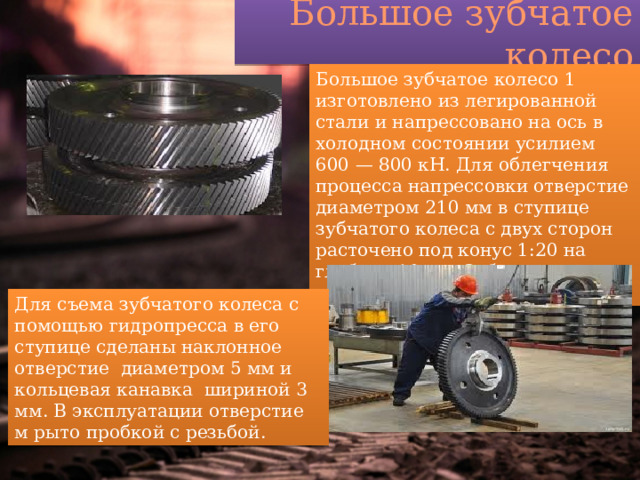
Большое зубчатое колесо
Большое зубчатое колесо 1 изготовлено из легированной стали и напрессовано на ось в холодном состоянии усилием 600 — 800 кН. Для облегчения процесса напрессовки отверстие диаметром 210 мм в ступице зубчатого колеса с двух сторон расточено под конус 1:20 на глубину 10 мм. Зубчатое колесо имеет 76 прямых зубьев
Для съема зубчатого колеса с помощью гидропресса в его ступице сделаны наклонное отверстие диаметром 5 мм и кольцевая канавка шириной 3 мм. В эксплуатации отверстие м рыто пробкой с резьбой.
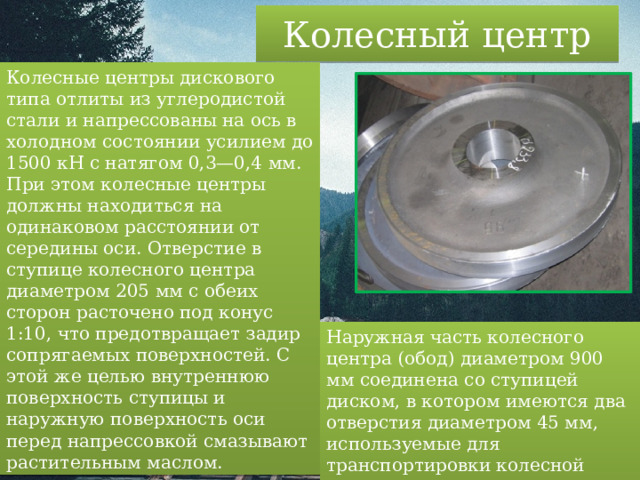
Колесный центр
Колесные центры дискового типа отлиты из углеродистой стали и напрессованы на ось в холодном состоянии усилием до 1500 кН с натягом 0,3—0,4 мм. При этом колесные центры должны находиться на одинаковом расстоянии от середины оси. Отверстие в ступице колесного центра диаметром 205 мм с обеих сторон расточено под конус 1:10, что предотвращает задир сопрягаемых поверхностей. С этой же целью внутреннюю поверхность ступицы и наружную поверхность оси перед напрессовкой смазывают растительным маслом.
Наружная часть колесного центра (обод) диаметром 900 мм соединена со ступицей диском, в котором имеются два отверстия диаметром 45 мм, используемые для транспортировки колесной пары и крепления ее при обточке на токарном станке.
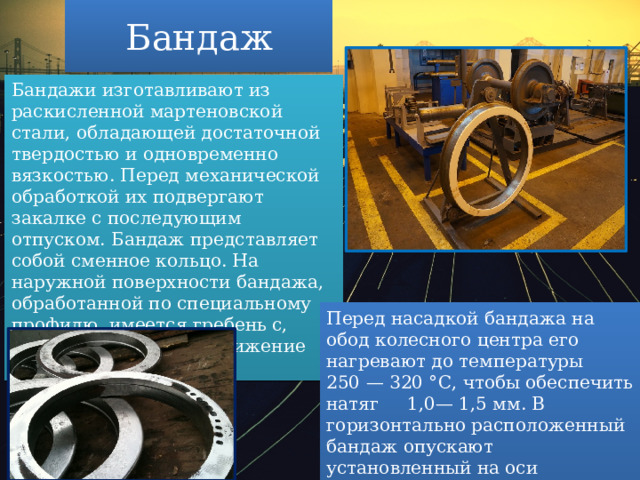
Бандаж
Бандажи изготавливают из раскисленной мартеновской стали, обладающей достаточной твердостью и одновременно вязкостью. Перед механической обработкой их подвергают закалке с последующим отпуском. Бандаж представляет собой сменное кольцо. На наружной поверхности бандажа, обработанной по специальному профилю, имеется гребень с, который направляет движение колеса по рельсу.
Перед насадкой бандажа на обод колесного центра его нагревают до температуры 250 — 320 °С, чтобы обеспечить натяг 1,0— 1,5 мм. В горизонтально расположенный бандаж опускают установленный на оси колесный центр до упора в борт бандажа.

Ось колёсной пары
Ось является составной частью колёсной пары и представляет собой стальной брус круглого, переменного по длине поперечного сечения.
Выполнена из осевой стали.

Неисправности колёсной пары
Неисправности:
- Ползун
- Навар
- Прокат (равномерный, неравномерный)
- Остроконечный накат (острый гребень)
- Выщербина
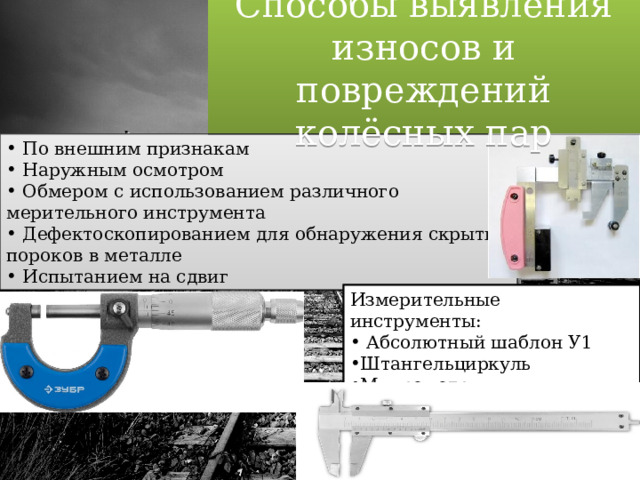
Способы выявления износов и повреждений колёсных пар
- По внешним признакам
- Наружным осмотром
- Обмером с использованием различного мерительного инструмента
- Дефектоскопированием для обнаружения скрытых пороков в металле
- Испытанием на сдвиг
Измерительные инструменты:
- Абсолютный шаблон У1
- Штангельциркуль
- Микрометр
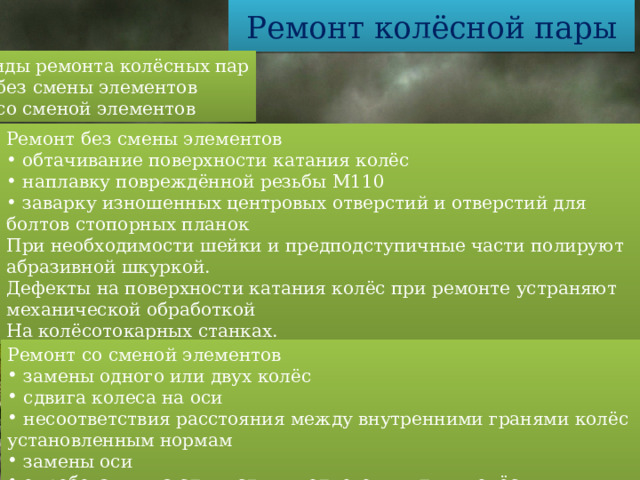
Ремонт колёсной пары
Виды ремонта колёсных пар
- без смены элементов
- со сменой элементов
Ремонт без смены элементов
- обтачивание поверхности катания колёс
- наплавку повреждённой резьбы М110
- заварку изношенных центровых отверстий и отверстий для болтов стопорных планок
При необходимости шейки и предподступичные части полируют абразивной шкуркой.
Дефекты на поверхности катания колёс при ремонте устраняют механической обработкой
На колёсотокарных станках.
Ремонт со сменой элементов
- замены одного или двух колёс
- сдвига колеса на оси
- несоответствия расстояния между внутренними гранями колёс установленным нормам
- замены оси
- опробования на сдвиг ступиц одного или двух колёс
- колёса подлежат замене при трещинах и тонкомерном ободе

Колёсотокарные станки
Колесофрезерный станок КЖ-20
Колёсотокарный станок КЗТС

Клеймение колёс
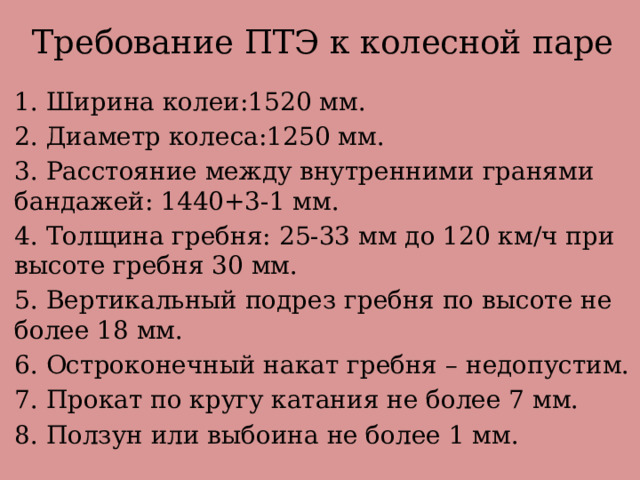
Требование ПТЭ к колесной паре
1. Ширина колеи:1520 мм.
2. Диаметр колеса:1250 мм.
3. Расстояние между внутренними гранями бандажей: 1440+3-1 мм.
4. Толщина гребня: 25-33 мм до 120 км/ч при высоте гребня 30 мм.
5. Вертикальный подрез гребня по высоте не более 18 мм.
6. Остроконечный накат гребня – недопустим.
7. Прокат по кругу катания не более 7 мм.
8. Ползун или выбоина не более 1 мм.
Цель работы: проведение и изучение технологии ремонта колёсной пары тепловоза. Изучено: назначение и условия работы колёсной пары. Установлено, что износ и повреждения колёсных пар выявляют наружным осмотром, шаблонами и измерительным инструментом. Наружным осмотром выявляют видимые неисправности. Трещины в металле, которые нельзя обнаружить наружным осмотром, проверяют дефектоскопами. Исправная работа колесных пар зависит от точности изготовления деталей и качества их обработки. Поэтому при ремонте колёс необходимо строго выполнять технические требования и соблюдать установленные размеры.





Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

