
ЛНР, Алчевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 07.05.2025 08:57

Боровик Владимир Анатольевич
мастер п/о, преподаватель спецдисциплин
66 лет
Местоположение
Специализация
Контрольно-оценочные средства по модулю ПМ01
Категория:
Прочее
11.02.2018 11:35

Просмотр содержимого документа
«Контрольно-оценочные средства по модулю ПМ01»
ОБОСОБЛЕННОЕ СТРУКТУРНОЕ ПОДРАЗДЕЛЕНИЕ
«АЛЧЕВСКИЙ СТРОИТЕЛЬНЫЙ КОЛЛЕДЖ»
ГОСУДАРСТВЕННОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ
«ДОНБАССКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
КОМПЛЕКТ КОНТРОЛЬНО-ОЦЕНОЧНЫХ СРЕДСТВ
для проведения текущего контроля и промежуточной аттестации в форме
зачётов, дифференцированного зачёта и экзамена,
по профессиональному модулю ПМ01 «Технология изготовления сварных конструкций».
Специальность 22.02.06. «Сварочное производство»
Рассмотрен и одобрен Разработан на основе
методической комиссией Государственного образовательного
общепрофессионального стандарта СПО ЛНР
и профессионального цикла по специальности среднего
профессионального образования
Протокол № ____ от «__» _________ 20___ г. 22.02.06 Сварочное производство
Председатель методической комиссии ОП и ПЦ
_______________ Боровик В.А
.
Заместитель директора по учебно-производственной работе
_______________ Чепурнов В.М.
Составитель: Боровик Владимир Анатольевич, старший преподаватель
(Ф.И.О., должность)
I. Паспорт комплекта контрольно-оценочных средств
1.1 Результаты освоения программы профессионального модуля, подлежащие проверке.
1.1.1 Вид профессиональной деятельности
Общие положения
Результатом освоения профессионального модуля является готовность обучающегося к выполнению вида профессиональной деятельности «Подготовка и осуществление технологических процессов изготовления сварных конструкций» и формирование соответствующих профессиональных и общих компетенций:
| Профессиональные компетентности | Показатели оценки результата |
| ПК 1.1. Применять различные методы, способы и приёмы сборки и сварки конструкций с эксплуатационными свойствами | Правильный (технически и экономически выгодный) выбор методов, способов и приемов сборки и сварки конструкции с заданными эксплуатационными свойствами
|
| ПК 1.2. Выполнять техническую подготовку производства сварных конструкций | Правильные расчет режимов и выбор технологии сварки конструкций с заданными эксплуатационными свойствами |
| ПК 1.3. Выбирать оборудование, приспособления и инструменты для обеспечения производства сварных соединений с заданными свойствами | Правильный выбор оборудования, приспособлений и инструмента для получения сварного соединения. Рационально оборудовать рабочее место сварщика
|
| ПК 1.4. Хранить и использовать сварочную аппаратуру и инструменты в ходе производственного процесса | Оценивать состояние оборудования и производить плановое техническое обслуживание
|
| Общие компетентности | Показатели оценки результата |
| ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество | Выбор и применение методов и способов решения профессиональных задач в области подготовки и осуществления технологических процессов изготовления сварных конструкций; оценка эффективности и качества выполнения |
| ОК 3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность | Решение стандартных и нестандартных профессиональных задач в области подготовки и осуществления технологических процессов изготовления сварных конструкций |
| ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития | Эффективный поиск необходимой информации; использование различных источников, включая электронные
|
| ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности | Демонстрация навыков работы с информацией, представленной в электронном виде; использование рациональных методов поиска и хранения информации в современных системах проектирования и подготовки производства |
|
|
|
| ОК 6. Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями | Взаимодействие с обучающимися, преподавателями и мастерами в ходе обучения
|
| ОК 7. Брать на себя ответственность за работу членов команды (подчиненных), результат выполнения заданий | Проведение регулярного самоанализа с последующей коррекцией результатов собственной работы
|
| ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации | Организация самостоятельных занятий при изучении профессионального модуля
|
1.1.2 Дидактические единицы «иметь практический опыт», «умет» и «знать»
В результате изучения профессионального модуля обучающийся должен:
иметь практический опыт:
ПО1- применения различных методов, способов и приемов сборки и сварки конструкций с эксплуатационными свойствами;
ПО 2 - технической подготовки производства сварных конструкций;
ПО 3 - выбора оборудования, приспособлений и инструментов для обеспечения производства сварных соединений с заданными свойствами;
ПО 4 - хранения и использования сварочной аппаратуры и инструментов в ходе производственного процесса;
уметь:
У 1 - организовать рабочее место сварщика;
У 2 - выбирать рациональный способ сборки и сварки конструкции, оптимальную технологию соединения или обработки конкретной конструкции или материала;
У 3 - использовать типовые методики выбора параметров сварочных технологических процессов;
У 4 - устанавливать режимы сварки;
У 5 - рассчитывать нормы расхода основных и сварочных материалов для изготовления сварного узла или конструкции;
У 6 - читать рабочие чертежи сварных конструкций;
знать:
З 1 - виды сварочных участков;
З 2 - виды сварочного оборудования, устройство и правила эксплуатации;
З 3 - источники питания;
З 4 - оборудование сварочных постов;
З 5 - технологический процесс подготовки деталей под сборку и сварку;
З 6 - основы технологии сварки и производства сварных конструкций;
З 7 - методику расчетов режимов ручных и механизированных способов сварки;
З 8 - основные технологические приемы сварки и наплавки сталей, чугунов и цветных металлов;
З 9 - технологию изготовления сварных конструкций различного класса;
З 10 - технику безопасности проведения сварочных работ и меры экологической защиты окружающей среды.
1.2 ФОРМЫ ПРОМЕЖУТОЧНОЙ АТТЕСТАЦИИ ПО ПРОФЕССИОНАЛЬНОМУ МОДУЛЮ
| МДК 01.01. Технология сварочных работ
| экзамен |
| МДК 01.02. Основное оборудование для производства сварных конструкций
| экзамен |
| УП.01 Учебная практика | Дифференцированный зачет |
|
ПП.01 Производственная практика | Дифференцированный зачет |
| ПМ (в целом)
| экзамен |
II Оценивание уровня освоения теоретического курса профессионального модуля
2.1 формы и методы оценивания
Предметом оценивания освоения МДК являются умения и знания. Контроль и оценка этих дидактических единиц осуществляется с использованием следующих форм и методов: защита лабораторных и практических работ; оценка выполнения тестовых заданий; контроль выполнения самостоятельных работ; курсовой проект;
наблюдение и оценка выполнения практических работ; тематическое оценивание.
2.2 Задания для оценивания уровня освоения междисциплинарных курсов
МДК.01.01 Технология сварочных работ
Проверяемые результаты обучения:
У2, У3, У4,У5,У6 З5,З6, З7, З8, З9
Вариант1
1.Необходимо изготовить металлический ящик (рис .1) Размеры: а=600мм; в =1000мм; с =1000мм. Толщина металла  Сварка ведется в нижнем положении.
Сварка ведется в нижнем положении.
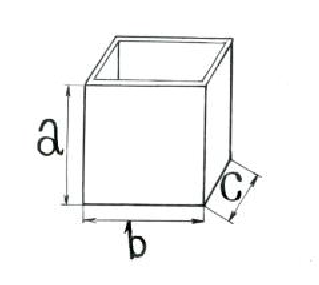
Рис. 1
Необходимо:
а) подобрать материал, рассчитать режим сварки;
б) определить длину, количество и места расположения прихваток;
в) сопоставить последовательность технологических операций.
2.На рисунке 2 представлена деформация, наблюдаемая в готовом сварном соединении. Определите вид деформации и предложите мероприятия по предупреждению данного дефекта.

Рис. 2
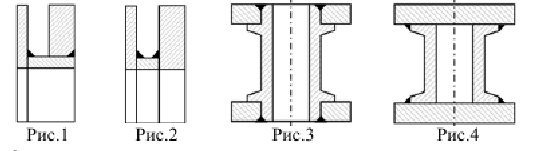
3.Составьте последовательность операций при сварке монтажного стыка подкрановой балки, изображённой на рисунке 3

Рис. 3
Вариант 2
1. Необходимо изготовить тавровую балку (3тавровых шва), если длина шва 1100мм,
толщина свариваемого металла 6мм, материал сталь 09Х2М1. Толщина металла  Сварка ведется в нижнем положении. Необходимо:
Сварка ведется в нижнем положении. Необходимо:
а) подобрать материалы и рассчитать режим сварки;
б) определите длину, количество и месторасположение прихваток;
в) составьте последовательность технологических операций.
2. Составьте последовательность действий при соединении сварных балок на монтаже смещенным стыком (рис.1).
3. Произведите сравнительный анализ конструктивных и технологических свойств сварочных соединений, представленных на рисунках. Выявите технологические ошибки, допущенные при проектировании и способы их исправления (рис.2)


Рис.1 Рис.2
Вариант 3
1. Необходимо произвести сварку бойлера (2 кольцевых и 1 продольный швы)  =1000мм., а = 800мм., толщина свариваемого металла
=1000мм., а = 800мм., толщина свариваемого металла 6мм., материал сталь 10. Сварку ведут в горизонтальном положении. Необходимо:
6мм., материал сталь 10. Сварку ведут в горизонтальном положении. Необходимо:
а) подобрать материалы и рассчитать режим сварки;
б) определите длину, количество и месторасположение прихваток;
в) составьте последовательность технологических операций.

2. Произведите сравнительный анализ предоставленных способов разделки кромок арматурных стержней. Определите недостающие значения.

3. Составьте последовательность действий при сварке стыков прокатных балок.

Вариант 4
1. Необходимо произвести сварку нахлёсточного соединения двух пластин длиной l= 800мм. из стали марки 15ХГСНД толщиной 5 мм. в потолочном положении. Необходимо:
а) подобрать материалы и рассчитать режим сварки;
б) определите длину, количество и месторасположение прихваток;
в) составьте последовательность технологических операций.
2. Проанализируйте порядок наложения сварных швов на рисунках. Выберите рисунок, на котором изображена более рациональная последовательность наложения сварных швов. Обоснуйте свой выбор.

3. Составьте последовательность операций при сварке стыка колонны Н-образного сечения.

Вариант 5
1. Необходимо произвести сварку линии трубопровода (9 стыков) из трубы диаметром 125мм. Соединение стыковое, материал сталь 12Х. Необходимо:
а) подобрать материалы и рассчитать режим сварки;
б) определите длину, количество и месторасположение прихваток;
в) составьте последовательность технологических операций.
2.Проанализируйте способы нанесения усилий при механической правке конструкции и укажите на более правильный. Обоснуйте свой выбор.

3. Предложите порядок наложения сварных швов при сварке узла строительной фермы, изображённой на рисунке, с учётом снижения напряжений и деформаций после сварки.

Вариант 6
1. Необходимо произвести сварку углового соединения двух пластин длиной 1500мм. из стали марки 45 толщиной 7 мм. в вертикальном положении. Необходимо:
а) подобрать материалы и рассчитать режим сварки;
б) определите длину, количество и месторасположение прихваток;
в) составьте последовательность технологических операций.
2. Произведите сравнительный анализ разрезаемости стали марок 10ХФ, 40ЧС, 5НМ, 15М
3. Предложите порядок наложения сварных швов при сварке резервуаров, с учетом снижения напряжений и деформаций при сварке

Вариант 7.
1. Газовой сваркой необходимо произвести сварку углового соединения. Толщина свариваемого металла 0,5 мм., марка стали Ст.1.
а) выберите форму разделки кромок для ГС (если необходимо);
б) определите массу необходимого количества наплавленного металла для заварки швов, массу и марку присадочной проволоки для сварки;
в) выберите марку флюса (если он нужен).
2. Произведите сравнительный анализ изделий, изображенных на рисунках
3.Предложите порядок наложения сварных швов при изготовлении настила с учетом снижения напряжений и деформаций после сварки

Вариант8.
1. Необходимо выполнить угловое соединение газовой сваркой. Толщина свариваемого металла 0,5 мм., марка стали Ст.1.
а) предложите способ газовой сварки;
б) определите угол наклона мундштука горелки;
в) подберите режимы газовой сварки.
2. Произведите сравнительный анализ технологических особенностей левого и правого способов газовой сварки
3. Укажите порядок наложения сварных швов при сварке узла строительной фермы с учетом напряжений и деформаций после сварки

Вариант9
1. Газовой сваркой необходимо произвести сварку углового соединения из низкоуглеродистой стали длинной 500мм. Толщина свариваемого металла 0,5 мм. Определите:
а) основное и общее время газосварочных работ;
б) количество потраченного ацетилена и кислорода при заварке швов;
в) марку горелки и номер наконечника.
2. Произведите сравнительный анализ изображенных схематически способов газовой сварки труб

3. Составьте схему сборки и сварки оболочки резервуара с параллельно-меридиональным раскроем, изображенной на рисунке

Вариант10
1. Газовой сваркой необходимо произвести сварку стыкового соединения. Толщина свариваемого металла 6 мм., марка сталь 45.
а) выберите форму разделки кромок для ГС (если необходимо);
б) определите массу необходимого количества наплавленного металла для заварки швов, массу и марку присадочной проволоки для сварки;
в) выберите марку флюса (если он нужен).
2. Проведите анализ сварных соединений, выявите технологические ошибки, допущенные при проектировании и способы их исправления
3. Составьте схему сборки и сварки арматурной сетки, изображенной на рисунке
III. Оценивание уровня учебных достижения по учебной и производственной практике
3.1 Формы и методы оценивания
Предметом оценивания по учебной и производственной практике обязательно являются дидактические единицы «иметь практический опыт» и «уметь».
3.2 Перечень видов работ для проверки результатов освоения программы профессионального модуля на практике
3.2.1 Учебная практика
|
Виды работ | Коды проверяемых результатов | ||
| Профессиональные компетенции | Общие компетенции | Практический опыт, умения | |
| 1. Организация рабочего места сварщика 2. Сборка и дуговая сварка решётчатых металлоконструкций 3. Сборка и дуговая сварка рамных конструкций 4. Сборка и дуговая сварка листовых конструкций 5. Сборка и дуговая сварка балочных конструкций 6. Сборка и дуговая сварка труб различного диаметра 7. Плазменно-дуговая резка металла 8. Дуговая и многослойная сварка 9. Разработка карты раскроя и расчет коэффициента использования материала 10. Проектирование маршрута изготовления заготовки с выбором оборудования 11. Разработка маршрутной карты на заготовку 12. Разработка комплекта технологической документации на сборку и сварку узла
|
|
|
|
3.2.2 Производственная практика
|
Виды работ | Коды проверяемых результатов | ||
| Профессиональные компетенции | Общие компетенции | Практический опыт, умения | |
| 1.Инструктаж по охране труда и технике безопасности при выполнении сварочных работ 2. Применение нормативной и справочной литературы для производства сварных изделий 3. Составление схемы основных сварных соединений 4. Проектирование различных видов сварных швов 5. Составление конструктивных схем металлических конструкций различного назначения 6. Выбор металла для различных металлоконструкций 7. Разработка операционных и технологических процессов 8. Выбор оптимальной технологии соединения или обработки конкретной конструкции или материала 9. Изготовление сварных конструкций сложностью 3-го и 4-го разряда 10. Выполнение квалификационной пробной работы на соответствующий разряд по профессии |
|
|
|
3.3 Критерии оценивания учебной и производственной практики
| Уровень учебных достижений | Показатели оценки результата |
| «5» |
|
| «4» |
|
| «3» |
|
| «2» |
|
IVКонтрольно-оценочные материалы для квалификационного экзамена
4.1 Общие положения
Квалификационный экзамен предназначен для контроля и оценки результатов освоения профессионального модуля ПМ01 Подготовка и осуществление технологических процессов изготовления сварных конструкций по специальности 22.02.06 Сварочное производство
Квалификационный экзамен носит комплексный практикоориентированный характер. Итогом экзамена является однозначное решение: «вид профессиональной деятельности освоен /не освоен». При выставлении оценки учитывается








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

