
Россия, г. Чусовой


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 11.04.2025 15:58

Юркин Антон Владимирович
Преподаватель
53 года
Местоположение
Специализация
КОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА для проведения выпускного квалификационного экзамена по профессии 18783 «Станочник деревообрабатывающих станков»
Категория:
Прочее
16.12.2022 21:22

Просмотр содержимого документа
«КОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА для проведения выпускного квалификационного экзамена по профессии 18783 «Станочник деревообрабатывающих станков»»
Федеральное казенное профессиональное образовательное учреждение
№ 167 Федеральной службы исполнения наказаний
(ФКП образовательное учреждение № 167)
УТВЕРЖДАЮ:
Врио директора ФКП
образовательного учреждения № 167
_______________ Е.В. Литаврина
« ____ » ______________ 20 ___ г.
контрольно-оценочные средства
для проведения выпускного квалификационного экзамена
по профессии 18783 «Станочник деревообрабатывающих станков»
2022 г.
Контрольно-оценочные средства для проведения выпускного квалификационного экзамена разработаны на основе Федерального государственного образовательного стандарта (далее – ФГОС) по рабочей профессии 18783 «Станочник деревообрабатывающих станков».
Организация-разработчик: Федеральное казенное профессиональное образовательное учреждение № 167.
Разработчик:
Юркин Антон Владимирович, преподаватель.
РАССМОТРЕНЫ «СОГЛАСОВАНО»
на заседании педагогического Зам. директора по УПР
совета, протокол № ____ ФКП образовательного
от «____» __________ 2022 г. учреждения № 167
_____________ Е.В. Литаврина
«____» ______________ 2022 г.
СОДЕРЖАНИЕ:
1. ПАСПОРТ КОНТРОЛЬНО-ОЦЕНОЧНЫХ СРЕДСТВ ДЛЯ ПРОВЕДЕНИЯ ВЫПУСКНОГО КВАЛИФИКАЦИОННОГО ЭКЗАМЕНА
2. ЭКЗАМЕНАЦИОННЫЕ БИЛЕТЫ, ТЕМЫ КВАЛИФИКАЦИОННЫХ ПРАКТИЧЕСКИХ РАБОТ И ПРАКТИЧЕСКИЕ ЗАДАНИЯ
3. ТРЕБОВАНИЯ И УСЛОВИЯ К проведениЮ выпускного КВАЛИФИКАЦИОННОГО ЭКЗАМЕНА
4. КРИТЕРИИ ОЦЕНКИ ВЫПУСКНОГО КВАЛИФИКАЦИОННОГО ЭКЗАМЕНА
5. ПАКЕТ ЭКЗАМЕНАТОРА
1. Паспорт контрольно-оценочных средств для проведения выпускного квалификационного экзамена
1.1. Область применения контрольно-оценочных средств
Контрольно-оценочные материалы разработаны в соответствии с требованиями рабочих программ учебных дисциплин «Технология обработки древесины», «Деревообрабатывающие станки», «Материаловедение», «Охрана труда», «Чтение чертежей» и предназначены для контроля и оценки результатов освоения профессии 18783 «Станочник ДОС».
1.2. Требования к знаниям и умениям студентов
В результате обучения студенты должны демонстрировать знания и умения, определенные в рабочих программах учебных дисциплин «Технология обработки древесины», «Деревообрабатывающие станки», «Материаловедение», «Охрана труда», «Чтение чертежей», а также освоенные профессиональные и общие компетенции, определенные ФГОС среднего профессионального образования.
Контрольно-оценочные средства позволяют оценить формирование элементов профессиональных и общих компетенций:
ПК 1.1. Осуществлять подготовку ручного столярного инструмента к работе.
ПК 1.2. Владеть приемами работы ручным деревообрабатывающим инструментом.
ПК 1.3. Выполнять столярные соединения деталей.
ПК 2.1. Осуществлять подготовку слесарного инструмента к работе.
ПК 2.2. Владеть приемами работы ручным слесарным инструментом.
ПК 3.1. Выполнять установку и смену режущего инструмента на станках средней сложности.
ПК 3.2. Осуществлять наладку деревообрабатывающих станков на параметры обработки и оптимальные режимы работы.
ПК 3.3. Участвовать в ремонте деревообрабатывающих станков.
ПК 4.1. Владеть приемами работы на деревообрабатывающих станках.
ПК 4.2. Осуществлять контроль качества и устранять дефекты обработки деталей.
ОК 1. Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность исходя из цели и способов ее достижения, определенных руководителем.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
2. Экзаменационные билеты и практические задания
2.1. Экзаменационные билеты
БИЛЕТ № 1
1. Классификация деревообрабатывающих станков.
2. Физические свойства древесины.
3. Дать определение понятиям «Охрана труда», «Техника безопасности».
БИЛЕТ № 2
1. Назначение основных и вспомогательных частей ДОС.
2. Механические свойства древесины.
3. Законодательные акты РФ в области охраны труда.
БИЛЕТ № 3
1. Организация рабочего места станочника ДОС.
2. Приводы и механизмы подачи деревообрабатывающих станков.
3. Задачи охраны труда.
БИЛЕТ № 4
1. Процесс резания древесины. Элементы резца.
2. Рабочие органы ДОС.
3. Назовите органы государственного надзора в области охраны труда.
БИЛЕТ № 5
1. Условия, влияющие на силу резания.
2. Строение дерева. Строение древесины.
3. Ответственность за нарушение правил по охране труда.
БИЛЕТ № 6
1. Условия, влияющие на чистоту обработки.
2. Древесные породы, применяемые для изготовления столярных изделий.
3. Порядок изучения инструктажа и допуска рабочих к работе.
БИЛЕТ № 7
1. Инструменты и приспособления для разметки.
2. Классификация пороков строения древесины.
3. Виды инструктажей по безопасности труда.
БИЛЕТ № 8
1. Виды и устройство ручных пил. Подготовка ручных пил к работе.
2. Факторы, влияющие на производительность ДОС.
3. Основания возникновения трудовых отношений.
БИЛЕТ № 9
1. Инструменты для ручного строгания древесины.
2. Сушка древесины. Назначение, способы сушки и хранения древесины.
3. Знаки безопасности. Сигнальные цвета.
БИЛЕТ № 10
1. Долбление и резание стамеской.
2. Раскрой пиломатериалов. Способы и цели раскроя пиломатериалов.
3. Обеспечение безопасности труда в помещениях столярно-строительного производства. Устройство и содержание производственных помещений.
БИЛЕТ № 11
1. Сверление древесины. Виды свёрл.
2. Устройство рубанка для ручного строгания.
3. Инструкция по охране труда (перечислить и охарактеризовать разделы).
БИЛЕТ № 12
1. Конструктивные части и элементы столярных изделий.
2. Дать определение понятиям «Пласть», «Кромка», «Торец», «Ребро», «Фаска».
3. Размещение станков с учётом безопасности и удобства работы.
БИЛЕТ № 13
1. Шиповые соединения. Виды и элементы шипов.
2. Сучки, трещины, их классификация.
3. Общие условия безопасности деревообрабатывающих станков.
БИЛЕТ № 14
1. Шиповые угловые концевые соединения.
2. Химические окраски. Грибные поражения. Биологические повреждения.
3. Обеспечение безопасности механизмов ДОС. Станины, столы и основные элементы ДОС.
БИЛЕТ № 15
1. Шиповые угловые серединные соединения.
2. Классификация и стандартизация лесных материалов.
3. Обеспечение безопасности механизмов ДОС. Передаточные механизмы ДОС.
БИЛЕТ № 16
1. Шиповые угловые ящичные соединения.
2. Пороки формы ствола дерева.
3. Обеспечение безопасности механизмов ДОС. Устройства и приборы управления оборудования ДОС.
БИЛЕТ № 17
1. Сращивание. Способы сращивания.
2. Пороки строения древесины.
3. Обеспечение безопасности механизмов и элементов ДОС. Подающие механизмы и механизмы управления.
БИЛЕТ № 18
1. Сплачивание. Способы сплачивания.
2. Главные разрезы ствола (назвать и зарисовать). Виды пиления и строгания.
3. Обеспечение безопасности механизмов и элементов ДОС. Оградительные устройства.
БИЛЕТ № 19
1. Шлифование древесины: назначение, виды.
2. Назначение наждачной бумаги. Дать определение понятию «Зернистость».
3. Обеспечение безопасности механизмов и элементов ДОС. Тормозные устройства.
БИЛЕТ № 20
1. Общие сведения о наладке и настройке деревообрабатывающих станков.
2. Виды пиломатериалов и их характеристика.
3. Общие требования по технике безопасности при работе на ДОС.
БИЛЕТ № 21
1. Основные механизмы и элементы в конструкциях ДОС.
2. Общие правила безопасности при работе с электроинструментом.
3. Станочники ДОС должны перед началом работы: …
БИЛЕТ № 22
1. Мебельные элементы, детали и узлы.
2. Дать определения типов производств.
3. Станочники ДОС должны во время работы: …
БИЛЕТ № 23
1. Строгание древесины. Виды ручных строгальных инструментов.
2. Стадии технологического процесса изготовления мебели.
3. Станочники ДОС должны в аварийных ситуациях: …
БИЛЕТ № 24
1. Буквенно-цифровая индексация деревообрабатывающих станков.
2. Заготовки, их классификация, размеры и качество по ГОСТ.
3. Станочники ДОС должны по окончании работы: …
БИЛЕТ № 25
1. Приспособления для ускорения разметки.
2. Инородные включения, механические повреждения и пороки обработки. Покоробленности.
3. Обязанности работника по охране труда при исполнении трудовых отношений.
2.2. Практические задания
Билет № 1. Подготовить строгальный станок. Настроить его. Обработать брусок квадратного сечения заданного размера. Провести контроль качества выполненной работы.
Билет № 2. Подготовить сверлильный станок. Настроить его. Просверлить сквозное и несквозное отверстия диаметром 8 и 10 мм. Провести контроль качества выполненной работы.
Билет № 3. Подготовить круглопильный станок. Настроить его. Распустить доску на заданные разнотолщинные рейки 20, 25 и 30 мм. Провести контроль качества выполненной работы.
Билет № 4. Подготовить круглопильный станок. Настроить его. Поперечно раскроить доски на заготовки на станке по длине 500 мм. Провести контроль качества выполненной работы.
Билет № 5. Подготовить торцовочный станок. Настроить его. Отторцевать заготовку с 2-х сторон до заданной длины 800 и 1000 мм. Провести контроль качества выполненной работы.
Билет № 6. Подготовить ленточнопильный станок. Настроить его. Выполнить криволинейное распиливание заготовок по разметке или по шаблонам. Провести контроль качества выполненной работы.
Билет № 7. Подготовить ленточнопильный станок. Настроить его. Выполнить деление доски на бруски 30 и 50 мм. Провести контроль качества выполненной работы.
Билет № 8. Подготовить фуговальный станок. Настроить его. Обработать пласть заготовки. Провести контроль качества выполненной работы.
Билет № 9. Подготовить фуговальный станок. Настроить его. Создать базовый угол на заготовке. Провести контроль качества выполненной работы.
Билет № 10. Подготовить фуговальный станок. Настроить его. Обработать кромку под углом 90 градусов на заготовке. Провести контроль качества выполненной работы.
Билет № 11. Подготовить строгальный станок. Настроить его. Обработать у заготовки смежные пласть и кромку под прямым углом. Провести контроль качества выполненной работы.
Билет № 12. Подготовить сверлильно-пазовальный станок. Настроить его. Сверление несквозных отверстий диаметром 7 мм – 4 шт., 10 мм – 2 шт. на заготовке. Провести контроль качества выполненной работы.
Билет № 13. Подготовить рейсмусовый станок. Настроить его. Обработать заготовку на станке в размер на толщину 40 мм. Провести контроль качества выполненной работы.
Билет № 14. Подготовить рейсмусовый станок. Настроить его. Откалибровать подготовленную заготовку до толщины 30 мм и ширины 25 мм. Провести контроль качества выполненной работы.
Билет № 15. Подготовить рейсмусовый станок. Настроить его. Обработать разнотолщинные заготовки на станке в размер на толщину 20 мм. Провести контроль качества выполненной работы.
Билет № 16. Подготовить четырехсторонний строгальный станок. Настроить его. Обработать доску на заданный размер. Провести контроль качества выполненной работы.
Билет № 17. Подготовить фрезерный станок. Настроить его. Профрезеровать сквозной паз концевой фрезой заданной длины. Провести контроль качества выполненной работы.
Билет № 18. Подготовить сверлильный станок. Настроить его. Просверлить 5 сквозных и 5 глухих (30 мм глубины) отверстий в заготовке. Провести контроль качества выполненной работы.
Билет № 19. Подготовить сверлильно-пазовальный станок. Настроить его. Сверление сквозных отверстий диаметром 10 мм на станке. Провести контроль качества выполненной работы.
Билет № 20. Подготовить токарный станок. Настроить его. Проточить цилиндр диаметром 80мм. Провести контроль качества выполненной работы.
Билет № 21. Подготовить шлифовальный станок ШлДБ. Настроить его. Обработать кромку заготовки. Провести контроль качества выполненной работы.
Билет № 22. Подготовить шлифовальный станок ШлПС. Настроить его. Обработать пласть заготовки на станке. Провести контроль качества выполненной работы.
Билет № 23. Подготовить шлифовальный станок ШлПС. Настроить его. Обработать пласть и кромку заготовки на станке. Провести контроль качества выполненной работы.
Билет № 24. Подготовить фуговальный станок. Настроить его. Обработать кромку под углом 120 градусов на заготовке. Провести контроль качества выполненной работы.
Билет № 25. Подготовить круглопильный станок. Настроить его. Продольно раскроить заготовки на станке на ширину 50 мм. Провести контроль качества выполненной работы.
3. Требования и условия к проведению выпускного квалификационного экзамена
Выпускной квалификационный экзамен проводится по окончании изучения всего курса обучения профессии 18783 «Станочник ДОС». Время для сдачи выпускного квалификационного экзамена - 6 часов. Место проведения - учебный кабинет ФКП образовательного учреждения № 167 и мастерская станочников деревообрабатывающих станков.
Оборудование учебного кабинета и рабочих мест кабинета:
- рабочее место преподавателя;
- столы и стулья по количеству обучающихся;
- авторучки, форматные листы А 4 по количеству обучающихся;
- комплект учебно-методической документации;
- комплект плакатов «Деревообрабатывающие станки»;
- комплект инструментов, приспособлений;
- наглядные пособия.
Технологические средства обучения:
- компьютер с лицензионным программным обеспечением (или ноутбук);
- мультимедиапроектор.
4. Критерии оценки выпускного квалификационного экзамена
Характеристики работ станочника деревообрабатывающих станков:
Станочник деревообрабатывающих станков 2-го разряда
Характеристика работ. Сверление отверстий в заготовках и деталях на одношпиндельных станках с ручной подачей. Отбраковка деталей по качеству обработки. Строгание стружки различных спецификаций на налаженных стружечных станках. Изготовление шкантов на токарном станке и токарная обработка простых деталей. Участие в процессе фрезерования деталей и заготовок под руководством станочника более высокой квалификации. Выборка гнезд в деталях по разметке на цепно-долбежном станке. Изготовление кровельной щепы на станке. Штамповка заготовок из шпона. Сшивка дощечек, реек в щит и комплектов ящиков на проволокосшивальном станке.
Должен знать: принцип действия обслуживаемого оборудования; технические условия на сырье, стружку и обрабатываемые детали; требования, предъявляемые к качеству обработки деталей; способы штамповки заготовок из шпона.
Станочник деревообрабатывающих станков 3-го разряда
Характеристика работ. Сверление отверстий в узлах и деталях на одношпиндельных и многошпиндельных станках с механической подачей. Выборка гнезд в деталях и узлах на сверлильно-пазовальных и цепно-долбежных станках. Строгание и профилирование заготовок и деталей на налаженных четырехсторонних строгальных и калевочных станках. Строгание брусковых деталей на односторонних рейсмусовых станках. Строгание в угол, кромки и пласти брусковых деталей на фуговальных станках. Строгание стружки различных спецификаций на стружечных станках, самостоятельно налаженных. Набор щитов из реек и сшивка их на сшивальном станке. Токарная обработка деталей средней сложности. Фрезерование по линейке паза, четверти, фаски, галтели и т.п. в брусковых деталях мягких пород древесины. Фрезерование углублений под фурнитуру в брусковых и необлицованных щитовых деталях. Перфорирование древесноволокнистых плит на перфорирующих станках. Установка режущего инструмента. Выборка руста (канавки) в древесноволокнистых плитах на позиционных рустовочных станках по заданным размерам. Разметка и вырезка образцов для физико-механических испытаний из различных видов фанеры, фанерной продукции в соответствии с государственными стандартами. Подготовка исходного материала для вырезки образцов.
Должен знать: устройство обслуживаемого оборудования; породы древесины и ее пороки; правила заточки сверл; припуски и допуски на обработку; правила установки режущего инструмента; назначение применяемых контрольно-измерительных инструментов; технические условия на образцы, перфорированные древесноволокнистые плиты и на обработку руста в плитах; способы раскроя фанеры и фанерной продукции.
| Процент результативности (правильных ответов) | Качественная оценка индивидуальных образовательных достижений | |
| балл (отметка) | вербальный аналог | |
| 90 - 100 % | 5 | отлично |
| 80 – 89 % | 4 | хорошо |
| 50 – 79 % | 3 | удовлетворительно |
| менее 50 % | 2 | неудовлетворительно |
Контроль и оценка результатов освоения профессии 18783 «Станочник ДОС» осуществляется мастером производственного обучения, преподавателем в форме выпускного квалификационного экзамена.
| Результаты освоения материала | Основные показатели оценки результата | Формы и методы контроля |
| Опрос | 1. Оценка «пять»: - полно излагает изученный материал, дает правильные определения профессиональных терминов, может применить свои знания на практике; 2. Оценка «четыре»: - дает ответ, удовлетворяющий тем же требованиям, что и для оценки «5», но допускает 1-2 ошибки, которые сам же исправляет; 3. Оценка «три»: - излагает материал неполно и допускает неточности в определении профессиональных терминов, не умеет достаточно глубоко и доказательно обосновать свои суждения; 4. Оценка «два»: - незнание большей части материала, излагает суть материала беспорядочно и неуверенно | Выпускной квалификационный экзамен |
Критерии оценки практической части квалификационного экзамена:
- оценка «5» (отлично) – обучающийся уверенно и точно владеет приемами работ практического задания, соблюдает требования к качеству производимой работы, умело пользуется оборудованием, приборами, рационально организует рабочее место, соблюдает требования безопасности труда;
- оценка «4» (хорошо) – обучающийся владеет приемами работ практического задания, но возможны отдельные несущественные ошибки, исправляемые самим аттестуемым, правильно организует рабочее место, соблюдает требование безопасности труда;
- оценка «3» (удовлетворительно) - ставится при недостаточном владении приемами работ практического задания, наличии ошибок, исправляемых с помощью мастера, отдельных несущественных ошибок в организации рабочего места и соблюдении требований безопасности труда;
- оценка «2» (неудовлетворительно) - обучающийся не умеет выполнять приемы работ практического задания, допускает серьезные ошибки в организации рабочего места, требования безопасности труда не соблюдаются.
При выставлении оценки за практическую часть квалификационного экзамена учитывается:
- овладение приемами работы;
- соблюдение технологии рабочего процесса;
- соблюдение правил ОТ и ТБ.
5. Пакет экзаменатора:
Приложение
Эталоны ответов на экзаменационные билеты для проведения итоговой аттестации в форме выпускного квалификационного экзамена
БИЛЕТ № 1
Вопрос 1
КЛАССИФИКАЦИЯ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ (ДОС)
По назначению: общего назначения, универсальные, для специальных производств.
К станкам общего назначения относятся станки для раскроя досок, брусков, щитов, плит; фрезерования по плоскости и профилю; образования шипов и проушин; сверления отверстий; образования пазов и гнезд; окончательной механической обработки и др. К станкам для специальных производств относится оборудование, предназначенное для изготовления оконных и дверных блоков, клееных конструкций и др. На универсальных станках выполняют различные работы, например, раскрой пиломатериалов по длине и ширине, фрезерование, сверление и др.
По характеру относительного перемещения заготовки, инструмента: цикловые, проходные.
По степени механизации и автоматизации: полумеханизированные, механизированные, полуавтоматические, автоматические.
По количеству рабочих шпинделей: одношпиндельные, многошпиндельные.
По технологическому признаку выполняемых работ: со стружкообразованием, без стружкообразования.
В зависимости от количества рабочих шпинделей деревообрабатывающие станки бывают одно- и многошпиндельные, количества операций - одно- и многооперационные, количества обрабатываемых сторон -одно-, двух- и четырехсторонние.
По степени механизации станки делятся на полумеханизированные и полностью механизированные. У полумеханизированных станков механизирован процесс обработки, но подача ручная, у полностью механизированных механизированы процессы обработки, но отсутствует автоматизация. У полуавтоматических станков автоматизирована часть главных операций, а у автоматических - все операции.
Конструкция деревообрабатывающих станков зависит от их назначения. Однако, различаясь по устройству, станки имеют конструктивные элементы одинакового назначения-станины, столы или каретки для базирования деталей, сборочные единицы для закрепления режущего инструмента и сообщения ему или заготовке рабочих движений.
Вопрос 2
К физическим свойствам древесины относятся:
1. Цвет древесины обусловлен климатом, составом почвы, возрастом дерева, его породой и т. д. Цвет древесине придают находящиеся в ней дубильные, красящие, смолистые вещества и окислы этих веществ.
2. Блеск древесины — это способность отражать световой поток с поверхности в определенном направлении. Блеск зависит от плотности древесины, количества, размеров и расположения сердцевинных лучей. Светлая и более плотная древесина обладает большим блеском, что придает текстуре древесины особую красоту.
3. Запах древесины зависит от количества эфирных масел, смол и дубильных веществ. Древесина только что срубленного дерева или сразу после ее механической обработки обладает сильным запахом, у хвойных пород более сильный запах, чем у древесины лиственных пород.
4. Текстура древесины — это естественный рисунок древесных волокон на обработанной поверхности, обусловленный особенностями ее строения. Текстура зависит от расположения древесных волокон на разрезе ствола, видимости годовых слоев, цветовой гаммы древесины, количества и размеров сердцевинных лучей. Декоративные породы: орех, красное дерево, дуб обладают красивыми текстурой и цветом, а также блеском.
5. Влажностью древесины называется количество содержащейся в ней воды. Влажность древесины влияет на свойства древесины и на пригодность древесины в строительных целях. Под влажностью древесины понимают выраженное в процентах отношение массы воды к сухой массе древесины. Влажность древесины — это отношение массы влаги, содержащейся в древесине, к массе абсолютно сухой древесины, выраженное в процентах.
6. Гигроскопичность – это способность древесины изменять влажность в соответствии с окружающими условиями.
5 степеней влажности древесины:
- Мокрая древесина. Ее влажность составляет более 100 %. Это возможно только при условии, что древесина долгое время находилась в воде.
- Свежесрубленная. Ее влажность составляет от 50 до 100 %.
- Воздушно-сухая. Такая древесина обычно долгое время хранится на воздухе. Ее влажность может составлять 15-20 %, в зависимости от климатических условий и времени года.
- Комнатно-сухая древесина. Ее влажность обычно равна 8-10 %.
- Абсолютно сухая. Ее влажность равна 0 %.
7. Плотность древесины — это отношение её массы к объему, измеряемой в г/см3 или кг/м3. Плотность зависит от влажности, породы, возраста и условий роста древесины.
8. Теплопроводность - это свойство древесины проводить тепло от одной поверхности к другой. Теплопроводность древесины поперёк волокон меньше, чем вдоль. Теплопроводность зависит от объемного веса и влажности. Теплопроводность у влажной древесины меньше, чем у сухой.
9. Звукопроводность - это свойство древесины проводить звук. Она характеризуется скоростью распространения звука в материале.
10. Электропроводность древесины характеризуется ее сопротивлением прохождению электрического тока. Электропроводность древесины зависит от породы, температуры, направления волокон и влажности. Электропроводность сухой древесины незначительна. Это позволяет применять ее в качестве изоляционного материала.
Вопрос 3
Охрана труда – система законодательных актов социально-экономических, организационных, технических, лечебно-профилактических мероприятий и средств, обеспечивающих безопасность сохранения здоровья и работоспособности в процессе труда.
Техника безопасности – система организационных мероприятий и технических средств, предотвращающих воздействие на работающих опасных производственных факторов.
БИЛЕТ № 2
Вопрос 1
Элементы станков делятся на основные и вспомогательные. Основные органы выполняют функции по обработке древесины (резание) и подаче материала к инструменту (ножевые и пильные валы, подающие вальцы, конвейеры и др.). К вспомогательным органам относят устройства для заточки режущего инструмента, настройки и смазывания станков, удаления отходов.
Основные (главные) органы – электродвигатель с приводом, станина, режущий инструмент, стол.
Вспомогательные органы – направляющие линейки, ограждения, элементы контроля и учета.
Деревообрабатывающие станки состоят из двигательных, передаточных и исполнительных механизмов. К двигательным механизмам относятся электрические, гидравлические и пневматические приводы. Передаточный механизм передает движение от двигательного (механизм подачи) к исполнительному механизму (механизм резания).
Станок состоит из следующих основных частей: станины, столов, механизмов резания и подачи, привода, ограждений, приборов контроля и учета.
Станина представляет собой металлическое основание, на котором располагаются все механизмы и детали станка. Конфигурация и размеры станины зависят от назначения и конструкции станка.
Столы служат для поддержания и направления обрабатываемого материала. Они бывают неподвижные, наклоняющиеся, передвижные, переставные.
Механизмы резания (шпиндели) служат для крепления режущего инструмента. Размещаются они обычно на суппортах, которые бывают подвижные и неподвижные.
Процесс резания осуществляется двумя способами: режущий инструмент надвигается на материал (торцовочные, цепно-долбежные станки) или материал подается к режущему инструменту (продольно-фрезерные станки).
Для правильной подачи материала в станок применяют направляющие линейки, угольники, прижимы, ролики, башмаки.
Во избежание вибрации материал прижимают к линейке пружинными прижимами (продольно-фрезерный четырехсторонний станок).
Привод механизмов резания или подачи осуществляется в основном от индивидуальных электродвигателей путем соединения электродвигателя через муфту со шпинделем или с помощью ременной, цепной передач.
Вопрос 2
К механическим свойствам относятся:
1. Прочность - это способность древесины сопротивляться раздражению под действием механических нагрузок. Прочность древесины зависит от направления действующих нагрузок, породы. Она характеризуется пределом прочности – напряжением, при котором разрушается образец.
2. Предел прочности при растяжении. Даже небольшое отклонение от правильного расположения волокон вызывает снижение прочности. Прочность древесины при растяжении поперек волокон очень мала, поэтому древесина почти не применяется в деталях, работающих на растяжение поперек волокон. Прочность древесины поперек волокон имеет значение при разработке режимов резания и режимов сушки древесины.
3. Предел прочности при сжатии. Различают сжатие вдоль и поперек волокон.
4. Предел прочности при изгибе. При изгибе верхние слои древесины испытывают напряжение сжатия, а нижние – растяжение вдоль волокон.
5. Прочность древесины при сдвиге. Внешние силы, вызывающие перемещение одной части детали по отношению к другой, называются сдвигом. Различают три случая сдвига: скалывание вдоль волокон, поперек волокон и перерезание.
6. Сопротивление древесины скалыванию. Раскалываемость - это способность древесины под действием клина разделяться на части вдоль волокон.
7. Твёрдость - это способность древесины сопротивляться внедрению в нее более твердых тел.
8. Ударная вязкость древесины – это ее способность поглощать усилия (работу) при ударе без разрушения
9. Износостойкость - способность древесины сопротивляться износу, т.е. постепенному разрушению ее поверхностных зон при трении.
10. Способность удерживать крепления: гвозди, шурупы, скобы, костыли и др. При забивании гвоздя в древесину возникают упругие деформации, которые обеспечивают достаточную силу трения, препятствующую выдёргиванию гвоздя. Усилие, необходимое для выдёргивания гвоздя, забитого в торец образца, меньше усилия, прилагаемого к гвоздю, забитому поперёк волокон.
11. Способность древесины гнуться - это способность сравнительно легко деформироваться при действии избегающих усилий. Способность гнуться выше у кольце-сосудистых пород - дуба, ясеня и др., а из рассеянно-сосудистых - бука; хвойные породы обладают меньшей способностью к загибу. Гнутью подвергают древесину, находящуюся в нагретом и влажном состоянии. Это увеличивает податливость древесины и позволяет вследствие образования замороженных деформаций при последующем охлаждении и сушке под нагрузкой зафиксировать новую форму детали.
Вопрос 3
Основные законодательные акты РФ по охране труда:
а) Конституция РФ (ст. ст. 2, 7, 37, 41, 42, 45, 60);
б) Трудовой Кодекс РФ от 30 декабря 2001 года № 197-ФЗ (раздел Х);
в) Федеральный закон от 17 июля 1999 г. № 181-ФЗ «Об основах охраны труда в Российской Федерации» (с изменениями и дополнениями) (утратил силу с 06.10.2006 на основании Федерального закона от 30.06.2006 № 90-ФЗ. Вместо него действует Трудовой кодекс с внесенными изменения указанным Федеральным законом);
г) ФЗ «Об обязательном социальном страховании от несчастных случаев на производстве и профессиональных заболеваний» от 24 июля 1998 года № 125-ФЗ;
д) Постановление Правительства «О государственных и нормативных требованиях по ОТ РФ» № 937 от 12.07.94 г. Постановлением Правительства РФ от 23 мая 2000 г. № 399 настоящее постановление признано утратившим силу.
БИЛЕТ № 3
Вопрос 1
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Рабочее место столяра, станочника ДОС оборудуется верстаком, набором столярных инструментов и приспособлений.
Верстак служит для обработки заготовок длиной до 3-х метров и для сборки изделий. Верстак состоит из крышки (верстачной доски) и основания (подверстачья). Верстачная доска оборудована передними и задними тисками, гнёздами для установки упоров.
Подверстачье состоит из стоек, связанных между собой брусками. В подверстачье можно установить шкаф для инструмента, для заготовок, для деталей.
Тиски служат для зажима деталей при обработке, для той же цели служат и упоры (закрепление детали клиньями)
По высоте верстак должен быть таким, чтобы столяр, стоя к нему лицом, положил ладони на верстачную доску, при этом не были согнуты спина и руки в локтях.
Рабочее место должно быть хорошо освещено, не захламлено (опилом, стружкой, деталями, заготовками и т.д.), его расположение не должно создавать помехи другому рабочему месту.
Инструменты и приспособления должны храниться в инструментальном шкафу, каждый инструмент в шкафу должен иметь своё место, располагаться так, чтобы не портились от случайных ударов и не могли причинить травм.
Вопрос 2
Приводы и механизмы подачи деревообрабатывающих станков
Приводы сообщают движение рабочим органам, механизмам подачи, вспомогательным элементам станка, съемным и загрузочным механизмам, зажимным устройствам, а также позволяют перемещать элементы станка при его настройке. Привод состоит из двигателя и системы передач.
Электроприводы
Благодаря простоте устройства и управления электроприводы широко применяются в деревообрабатывающих станках. Они имеют высокий коэффициент полезного действия. Недостатки электроприводов — их относительно большой вес и значительные размеры. Кроме того, при их использовании затруднено бесступенчатое изменение скоростей органов станка и частое реверсирование. Для снижения числа оборотов валов электродвигателей во многих случаях (например, для механизмов подачи) приходится вводить в систему привода громоздкие передачи; во время пуска и остановки инерционность (способность сохранять состояние движения или покоя) электродвигателя вызывает появление тока, значительно превышающего расчетный, в результате чего возможен перегрев двигателя. Вследствие этого для привода механизма подачи в станках с позиционной обработкой вместо электродвигателей часто устанавливают гидродвигатели.
Электропривод с редуктором применяют в том случае, когда требуется при относительно большом числе оборотов двигателя получить небольшую скорость движения подающих устройств. Вращение от электродвигателя через редуктор и муфту передается органам подачи.
Рабочие органы деревообрабатывающих станков должны сообщать режущему инструменту большие скорости. Между тем электродвигатели при промышленной частоте переменного тока не могут делать более 3000 об/мин. Чтобы повысить число оборотов рабочих валов и шпинделей, нередко используют ременную передачу.
Наиболее компактны встроенные электродвигатели, на валу которых непосредственно закрепляют режущий инструмент.
Если нужны длинные рабочие валы, то их соединяют с валами электродвигателей муфтой.
Механизмы подачи
В станках с проходной обработкой движение подачи всегда сообщается заготовкам. Оно, как правило, постоянно и непрерывно. В станках с позиционной обработкой движение подачи сообщается или заготовке, или рабочему органу с закрепленным на нем режущим инструментом, а в некоторых случаях одновременно заготовке и рабочему органу. После движения подачи в станках с позиционной обработкой обязательно следует холостой ход, поэтому механизм подачи должен сообщать подающим устройствам станка возвратно-поступательное движение в большинстве случаев с разными скоростями.
В станках с проходной обработкой подающие механизмы выполняют в виде двух или большего числа пар вальцов, вальцов и дисков, вальцов и гусеницы, гусеничных цепей и неприводных роликов, вращающихся барабанов и столов. Часто используют пластинчатые цепи с упорами (при поперечной подаче заготовок). Приводятся механизмы подачи от электродвигателей. В некоторых станках предусмотрен общий привод механизмов резания и подачи через различные передачи (ременные, шестеренчатые, кривошипно-шатунные механизмы, ходовые винты).
В станках с позиционной обработкой в качестве подающих устройств используют подвижные столы, каретки, а для подачи режущего инструмента на заготовки — суппорты. Привод подающих устройств осуществляется от электродвигателя, пневмо- и гидродвигателя.
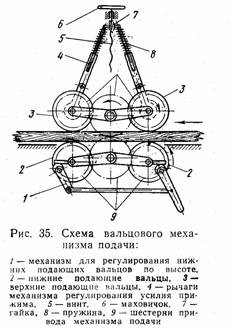
Вальцовые механизмы подачи (рис. 35) получили широкое применение в деревообрабатывающих станках. Они отличаются простотой конструкции и удобством. Механизм включает два или большее число вальцов 2 и 3, смонтированных вместе или рассредоточенных по длине станка. Вальцы прижимаются к заготовкам, подают их к рабочим органам и отводят от них.
В станках, в которых основная базовая и опорная поверхности являются плоскими, оси нижних вальцов 2 расположены с таким расчетом, чтобы вальцы выступали над рабочей поверхностью направляющих станка на величину 0,2—1 мм, зависящую от размеров и свойств обрабатываемой заготовки.
В рейсмусовых станках верхние вальцы установлены на раме, а настройка осуществляется путем изменения положения нижних вальцов, встроенных в подвижный стол.
Возможность перемещения вальцов и правильный выбор их диаметров позволяют свести к минимуму частичное скольжение (пробуксовку) вальцов относительно заготовок. Например, на мощных четырехсторонних строгальных станках для уменьшения скольжения применяют подающие вальцы диаметром до 500 мм. Иногда нужное давление вальцов на заготовки достигается подбором соответствующего веса всех элементов механизма крепления и привода верхних вальцов (круглопильные станки) и применением противовесов или пружин.
Верхние вальцы делают рифлеными для лучшего сцепления с плоскостью заготовки. Нередко рифление нарезается на вальцах по наклонно-винтовой линии (с малым углом наклона); за счет этого заготовка одновременно с подачей вперед прижимается к боковой направляющей линейке станка. Нижние вальцы делают гладкими, так как рифление испортило бы базовую поверхность заготовки.
Влажные и мерзлые заготовки не рекомендуется обрабатывать на станках с вальцовой подачей.
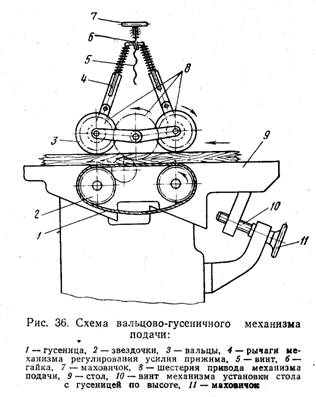
Вальцово-гусеничные механизмы подачи (рис. 36) характеризуются тем, что заготовка опирается на гусеницу, смонтированную на специальном столе 9. Стол может перемещаться в вертикальной плоскости. Для этого предусмотрены наклонные направляющие и маховичок 11 с винтом 10. Сверху на заготовку воздействуют вальцы 3, прижимающие и продвигающие ее.
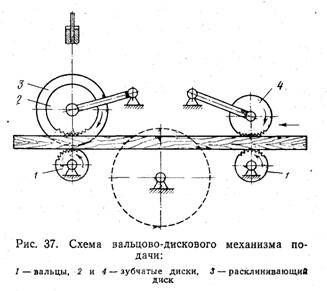
Вальцово-дисковый механизм подачи (рис. 37) применяется в круглопильных станках. Он состоит из двух вальцов /, на которые опирается заготовка своей нижней пластью, и двух дисков 2 и 4, размещенных над вальцами. Заготовка подается под диск 4, захватывается им и первым валиком перемещается в направлении пилы. По другую сторону пилы заготовка попадает на второй валик под диск 2, который выступающей частью входит в пропил, расклинивая его стенки, и боковыми зубчатыми кромками удаляет уже распиленную заготовку.
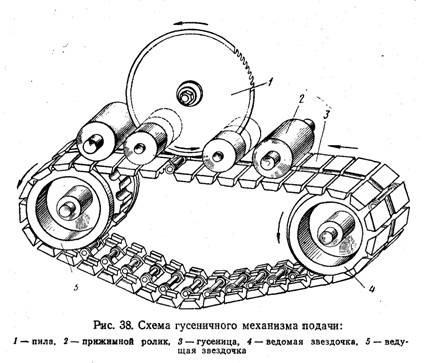
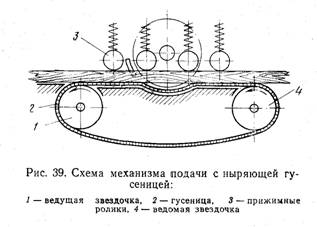
Гусеничные механизмы подачи обеспечивают строго прямолинейное перемещение заготовки относительно пильного диска. Поэтому такие станки дают высокую точность обработки. Гусеничный механизм (рис. 38) состоит из гусеницы 3, надетой на две звездочки— ведущую 5 и ведомую 4. Верхняя ветвь гусеницы между звездочками опирается на направляющие (на рисунке не показаны). Заготовку прижимают к гусенице ролики 2. На поверхности гусеницы имеется канавка для зубьев пильного диска /, которые должны быть несколько ниже нижней поверхности заготовки.
Вопрос 3
Задачи охраны труда:
Содействие созданию на предприятии здоровых и безопасных условий труда, соответствующих требованиям норм и правил по охране труда (далее ОТ);
Осуществление контроля за состоянием ОТ на предприятии и за соблюдением законных прав и интересов работников в области ОТ;
Представление интересов работников государственных и общественных организаций при рассмотрении трудовых споров, работодателем обязательств, установленных коллективными договорами или соглашениями об ОТ.
Консультирование работников по вопросам ОТ, оказание помощи при защите их прав на ОТ.
БИЛЕТ № 4
Вопрос 1
Резание – это технологический процесс разрушения связей между частицами обрабатываемой заготовки по заданной поверхности с целью получения изделия требуемых размеров, формы и шероховатости. Резание - отделение стружки от заготовки при помощи резца до заданных форм и размеров заготовки.
Обработка древесины столярным инструментом называется механической. Механическая обработка древесины производится двумя способами: с нарушением волокон (пиление, строгание, долбление) и без нарушения волокон (гнутьё, прессование).
Процесс резания древесины состоит в том, что под воздействием внешней силы, металлический резец (нож), имеющий форму клина, внедряясь в древесину режущей кромкой (лезвием), перерезает волокна и отделяет их, в виде опилок или стружки.
Обработка древесины включает: пиление, строгание, долбление, сверление, фрезерование, обработку на токарном станке, лущение и шлифование. При всех видах деревообработки снимается стружка.
Элементы резца
Основной частью ручного или механизированного инструмента является резец в форме клина. В резце различают переднюю, заднюю грань и две боковые грани. Передняя и задняя грани образуют режущую кромку, называемую лезвием резца. У поперечных пил режущая кромка образована пересечением передней грани с боковыми.
Угол между передней и задней гранями резца называют углом заточки.
Угол между передней гранью резца и поверхностью обработки называют углом резания.
Угол между задней гранью резца и поверхностью обработки называют задним углом.
Передний угол – угол, образованный передней поверхностью резца и перпендикуляром плоскости резания.
Припуск – слой древесины, который необходимо удалить с заготовки в процессе резания.
Стружка – часть припуска, срезанная за однократное движение резца.
Обрабатываемая поверхность – поверхность заготовки, с которой удаляется припуск.
Обработанная поверхность – поверхность, образованная на заготовке в результате удаления припуска.
Поверхность резания – поверхность, образуемая на заготовке в результате среза одной стружки.
Плоскость резания – плоскость, касательная к поверхности резания.
Сила резания – сила, приложенная на резец для снятия стружки с поверхности заготовки детали.
Вопрос 2
Рабочие органы деревообрабатывающих станков
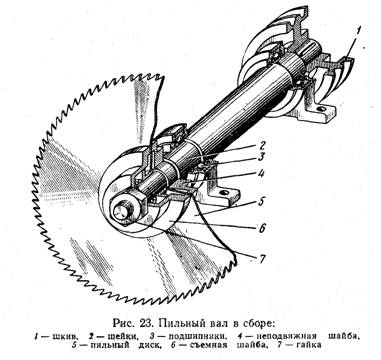
Пильные валы применяют в качестве рабочих органов в круглопильных, а также агрегатных станках. Пильный вал (рис. 23) вращается в двух шариковых подшипниках 3, насаженных на шейки 2 вала и установленных в корпусах, с помощью которых вал монтируется на опорной части станка (например, на станине).
Пилы закрепляют не только непосредственно на пильном валу, но и на специальной оправке-втулке, имеющей возможность перемещаться вдоль вала на скользящей шпонке.
Ножевые валы применяют на станках, обрабатывающих древесину методом фрезерования, например на фуговальных, рейсмусовых, строгальных.
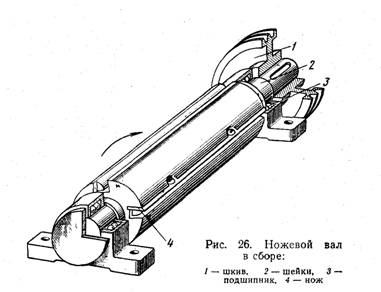
Ножевые валы делают 6000 и более оборотов в минуту, поэтому валы и ножи балансируют с таким расчетом, чтобы центры тяжести двух ножей, установленных на противоположных сторонах вала, были одинаково удалены от оси вращения. В противном случае неизбежно появление неуравновешенных центробежных сил, вызывающих сильные вибрации, что приводит к ухудшению качества обработки, а иногда и к поломке элементов станка. Ножевые валы рассчитаны на закрепление одной, двух и большего количества пар ножей.
При смене затупившихся ножей необходимо ослабить все болты, затем снять ножи и, установив заточенные, закрепить их, затягивая в несколько приемов все болты. Операция эта трудоемкая и требует много времени.
Шпиндели служат для закрепления и вращения режущего инструмента в строгальных, фрезерных, шипорезных, сверлильных, цепно-долбежных и некоторых других станках, предназначенных для обработки древесины методом фрезерования или сверления.
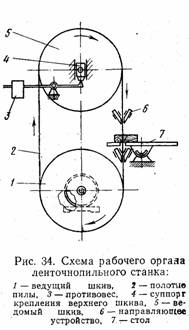
Рабочие органы ленточнопильных (рис. 34) и шлифовальных станков некоторых конструкций выполняют в виде двух шкивов. Нижний шкив 1 приводной.
Ось верхнего ведомого шкива 5 ленточнопильного станка закрепляется на специальном суппорте 4, позволяющем изменять его положение относительно нижнего шкива, что необходимо для натяжения полотна пилы и регулирования его положения в процессе работы.
Вопрос 3
Органы государственного надзора:
1. Ростехнадзор. С 2004 г. в эту службу объединены Госгортехнадзор, Госэнергонадзор и Госатомнадзор. Это – служба федерального значения, подразделения которой работают во всех субъектах РФ.
- Госгортехнадзор. Объекты контроля – промышленные и горные предприятия, оборудование, работы и промышленные производства повышенной опасности. В дополнение к контролирующим функциям эта организация занимается лицензированием.
- Госатомнадзор. Объекты госрегулирования и контроля – организации, связанные с производством, хранением и применением:
— радиоактивных веществ;
— атомной энергии;
— ядерных материалов.
Полномочия Госатомнадзора распространяются на военные и гражданские организации. Эта служба занимается также лицензированием деятельности, связанной с ее компетенцией.
- Госэнергонадзор. Объекты контроля – теплоиспользующие и электроустановки, поэтому для проведения мероприятий по государственному надзору за охраной труда проверяющие из этой службы могут попасть практически на любое предприятие страны.
2. Рострудинспекция. Входит в Министерство труда и социального развития. Объекты контроля: соблюдение всех правил, норм, порядков, нормативов, которые регулируют безопасность условий труда, возмещение ущерба здоровью, полноту применения соцстрахования, правильность составления коллективных договоров.
3. Госсанэпиднадзор. Следит за тем, чтобы предприятия всех форм собственности соблюдали: гигиенические нормы, санитарно-гигиенические и противоэпидемиологические правила.
4. Государственная противопожарная служба. С 2002 г. относится к МЧС, однако продолжает выполнять функции органа надзора и контроля за охраной труда в России в части пожарной безопасности. Эта организация – основной вид пожарной охраны в стране.
5. Госэкспертиза условий труда (УТ). Объекты контроля – УТ, ОТ в организациях всех форм собственности, качество аттестации и сертификации рабочих мест, распределение предприятий по степеням профессионального риска. На государственном уровне этими вопросами занимается Минтруд, на региональных – исполнительные субъектовые власти.
6. Госстандарт. Контролируют внедрение ССБТ и соблюдение организациями требований всех касающихся их деятельности стандартов. Работы ведутся в таких подразделениях:
— лаборатории госнадзора;
— центры стандартизации и метрологии.
7. Госавтоинспекция. Оценивает пригодность к эксплуатации на дорогах автомобилей, принадлежащих юридическим и частным лицам, в том числе отремонтированных или новых.
8. Министерство Российской Федерации по делам гражданской обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий (МЧС России) - федеральное министерство, одна из аварийно-спасательных служб России.
БИЛЕТ № 5
Вопрос 1
Сила резания – сила, приложенная на резец для снятия стружки с поверхности заготовки детали.
Условия, влияющие на силу резания:
- порода древесины (её физические и механические свойства);
- влажность древесины;
- вид (направление) резания;
- угол резания;
- задний угол;
- угол заточки;
- ширина и толщина стружки
Вопрос 2
Дерево состоит из кроны (сучья, ветви, хвоя, листья), ствола, коры и корней. Каждая из этих частей выполняет определенные функции и имеет различное промышленное применение.
Различают два понятия: «дерево» и «древесина».
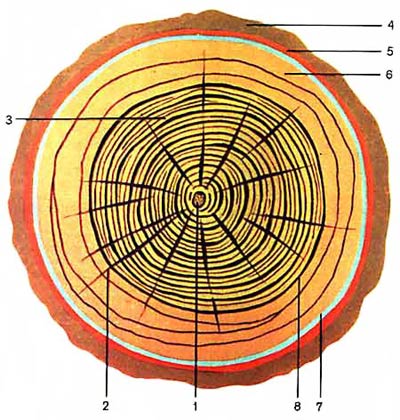
1 — сердцевина; 2 — сердцевинные лучи; 3 — ядро; 4 — пробковый слой (кожица, корка); 5 — лубяной слой; 6 — заболонь; 7 — камбий; 8 — годичные слои.
Дерево представляет собой многолетнее растение, а древесина — ткань растений, состоящую из клеток с одревесневшими стенками, проводящую воду и растворенные в ней соли.
Древесину используют в качестве конструкционного материала для изготовления различных изделий.
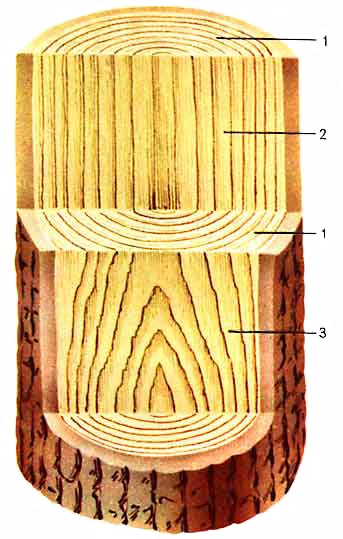
1 — торцевой разрез; 2 — радиальный разрез; 3 — тангенциальный разрез
Основные части ствола: кора, камбий, древесина и сердцевина.
1. Сердцевина состоит из клеток с тонкими стенками, слабо связанных друг с другом. Это часть ствола дерева легко загнивает и имеет малую прочность. 2. Кора состоит из кожицы или корки, пробковой ткани и луба. 3. Корка или кожица защищает дерево от вредных влияний среды и механических повреждений. 4. Луб проводит питательные вещества от кроны в ствол и корни. Под лубяным слоем у растущего дерева располагается тонкий кольцевой слой живых клеток – 5. камбий. Ежегодно в вегетативной период камбий откладывает в сторону коры клетки луба и внутрь ствола, в значительно большом объеме, - клетки древесины. Древесина ствола (часть ствола от луба до сердцевины) в поперечном срезе состоит из ряда концентрических, так называемых 6. годичных колец, располагающихся вокруг сердцевины. Каждое кольцо состоит из двух слоёв: ранней (весенней) древесины, образующейся весной или в начале лета, и поздней (летней) древесины, которая образуется в конце лета. В процессе роста дерева стенки клеток древесины внутренней части ствола, примыкающей к сердцевине, постоянно изменяют свой состав, одеревеневают и пропитываются у хвойных пород смолой, а у лиственных – дубильными веществами. Движение влаги в древесине этой части ствола прекращается, и она становится более прочной, твердой и менее способной к загниванию. Эту часть ствола, состоящую из мертвых клеток, называют у некоторых пород 7. ядром, у других – спелой древесиной. Часть более молодой древесины ствола ближе к коре, в которой ещё имеются живые клетки, обеспечивающие перемещение питательных веществ от корней к кроне, называют 8. заболонью. Эта часть древесины имеет большую влажность, относительно легко загнивает, мало прочна, обладает большой усушкой и склонностью к короблению. В древесине всех пород располагаются 9. сердцевинные лучи, которые служат для перемещения влаги и питательных веществ в поперечном направлении и создании запаса этих веществ на зимнее время.
Вопрос 3
Ответственность за нарушение правил по охране труда:
Лица, виновные в нарушении трудового законодательства и иных нормативных правовых актов, содержащих нормы трудового права и правил по охране труда, привлекаются к:
- дисциплинарной;
- административной;
- материальной;
- уголовной ответственности.
Лица, виновные в нарушении трудового законодательства не могут быть привлечены к экономической ответственности.
Виды дисциплинарной ответственности установлены Трудовым кодексом в виде замечания, выговора, увольнения с работы, которые объявляются приказом руководителя предприятия или организации.
Российским законодательством предусмотрена административная ответственность за нарушения законодательства об охране труда в виде штрафа или предупреждения. Налагать административные взыскания имеют право должностные лица надзорных органов, а также суды в соответствии с действующим законодательством.
Материальная ответственность сторон трудового договора предусмотрена разделом 11 ТК РФ. Работник будет нести материальную ответственность, как за прямой действительный ущерб, непосредственно причиненный им работодателю, так и за ущерб, который возник у работодателя в результате возмещения им ущерба иным лицам. Согласно статье 241 ТК РФ работник несет материальную ответственность в пределах своего среднемесячного заработка. Руководитель организации несет, как правило, полную материальную ответственность.
Уголовной ответственности могут подлежать лица, нарушение требований охраны труда которых или невыполнение обязательств по охране труда, привели к тяжким увечьям или гибели работника.
БИЛЕТ № 6
Вопрос 1
Чистота обработки (шероховатость)
Отклонение от идеальной гладкой поверхности характеризуют её шероховатость. Точность и шероховатость поверхности – важнейшие показатели качества обработки.
Условия, влияющие на чистоту обработки:
- строение древесины, её пороки;
- угол и острота заточки резца;
- направление резания;
- угол резания;
- задний угол;
- толщина стружки;
- скорость резания;
- подпор волокон;
- надламывание стружки.
Вопрос 2
Древесные породы, применяемые для изготовления
столярных изделий
Хвойные породы древесины
Особенностью строения древесины хвойных пород являются смоляные ходы, представляющие собой тонкие, наполненные смолой каналы. Годичные слои видны на всех разрезах. Все породы, кроме пихты, имеют смолистый запах; сердцевинные лучи не видны.
Сосна. Техническая характеристика: древесина смолистая, прочная, устойчивая против загнивания, легко колется и пилится. Промышленное применение: в судо-, вагоно-, машино-, мостостроении, в столярно-мебельном производстве и домостроении.
Лиственница. Техническая характеристика: древесина высокой твердости, прочная и тяжелая. Мелкие сучки размещены под прямым углом к стволу. Устойчивая против загнивания, но склонна к растрескиванию. Благодаря красивой структуре лиственница используется в мебельном производстве (изготовление шпона, брусковых деталей) и в вагоностроении.
Кедр. Техническая характеристика: древесина мягкая, легкая, красивая по цвету и текстуре; легко обрабатывается, в частности на токарных станках. Применяется в столярно-мебельном производстве, для изготовления карандашей, шпал и рудничной стойки для шахт.
Ель. Техническая характеристика: древесина ели мягкая, легкая, хорошо колется и склеивается. Менее смолистая, чем рассматриваемые выше породы. Очень твердые мелкие многочисленные сучки. Долгое время сохраняет натуральный цвет. Применяется наравне с древесиной сосны, а также при изготовлении музыкальных инструментов.
Пихта. Техническая характеристика: древесина имеет множество твердых, мелких сучков, смолы не содержит, запаха не имеет. Обладает малой устойчивостью против загнивания. Используют пихту для изготовления музыкальных инструментов и в строительстве.
Лиственные породы древесины
Для строения деревьев таких пород характерно наличие сосудов, имеющих трубчатую форму и хорошо различимых на поперечном разрезе ствола в виде мелких отверстий. По расположению сосудов в годичном слое они подразделяются на кольце-сосудистые (кольцо крупных сосудов расположено в ранней зоне годовых слоев) и рассеянно-сосудистые (сосуды различной величины распределены по годовому слою более или менее равномерно, и поэтому граница между ранней и поздней древесиной ясно не выражена). Лиственные породы деревьев делят также на твердые и мягкие, причем все кольце-сосудистые — твердые, а рассеянно-сосудистые — твердые и мягкие.
К деревьям с кольце-сосудистой древесиной относят дуб, ясень.
Дуб. Техническая характеристика: древесина дуба обладает красивой текстурой и цветом, высокой прочностью против гниения, а также хорошей способностью к изгибу. Древесину дуба применяют в столярно-мебельном, паркетном и фанерном производстве, в вагоно- и судостроении.
Ясень. Техническая характеристика: древесина прочная и вязкая, с красивой текстурой, хорошо обрабатывается, а при сушке почти не растрескивается. Применяется в тех же областях, что и древесина дуба, а также в авиа- и автостроении. Высокая ударная вязкость и способность к изгибу обусловливают применение ее для производства спортивного инвентаря и ручек различных инструментов.
К деревьям рассеянно-сосудистой породы с твердой древесиной относятся бук, граб и клен.
Бук. Техническая характеристика: древесина тяжелая, прочная, твердая, с красивой текстурой на радиальном разрезе, хорошо гнется, но не стойкая к гниению. Используется в производстве гнутой мебели, строганого шпона, тары и музыкальных инструментов.
Граб. Техническая характеристика: древесина тяжелая, твердая, хорошо сопротивляется истиранию, при высыхании растрескивается. Применяют для изготовления деталей сельскохозяйственных машин, токарных изделий и текстильных машин.
Клен (обыкновенный). Техническая характеристика: древесина плотная, тяжелая и прочная, имеет белый цвет с желтоватым оттенком. Применяется в производстве мебели, деталей текстильных машин, музыкальных и столярных инструментов.
К деревьям рассеянно-сосудистой породы с мягкой древесиной относятся береза, осина, ольха, липа.
Береза. Техническая характеристика: отличается высокой прочностью, особенно при ударных нагрузках, но малостойкая и во влажной среде быстро загнивает. Хорошо обтачивается. Используется для изготовления лущеного шпона, фанеры, лыж и мебели.
Осина. Техническая характеристика: древесина легкая и мягкая. Хорошо обрабатывается, склонна к загниванию. Применяется в спичечном производстве, а также для изготовления игрушек, посуды и стружки.
Ольха. Техническая характеристика: древесина мягкая, легкая. Легко поддается лущению, хорошо гнется и имитируется под красное дерево. Применяется в фанерном и столярно-мебельном производстве.
Липа. Техническая характеристика: древесина белого цвета с легким розоватым или красноватым оттенком, мягкая, легкая. Хорошо точится, мало трескается и слабо коробится. Из древесины липы изготовляют чертежные доски, тару под пищевые продукты и другие изделия.
Не все местные породы древесины имеют красивый внешний вид. Поэтому в столярно-мебельном производстве широко используют красное и черное дерево, палисандр, растущие в зарубежных странах.
Красное дерево. Техническая характеристика: древесина имеет красивую текстуру. Применяется при изготовлении ценной мебели, внутренней отделки пассажирских вагонов, пароходных кают, камер фотоаппаратов и др.
Черное (эбеновое) дерево. Техническая характеристика: древесина плотная. Хорошо обрабатывается. Применяют для изготовления деревянных духовых инструментов, клавишей, роялей.
Палисандр. Техническая характеристика: древесина отличается красивой текстурой. Применяют для облицовывания высококачественной мебели, изготовления пианино, наборного паркета.
Вопрос 3
Порядок изучения инструктажа и допуска рабочих к работе
Перед допуском до работы работники должны пройти: вводный инструктаж, первичный инструктаж на рабочем месте, стажировку на рабочем месте от 2 до 14 смен под руководством лица, назначенного приказом. Работники допускаются к самостоятельной работе после стажировки, проверки теоретических знаний и приобретенных навыков безопасных способов работы. Инструктажи по безопасности труда по характеру и времени проведения подразделяются на:
- вводный;
- первичный на рабочем месте;
- повторный;
- целевой;
- внеплановый.
Вводный инструктаж на предприятиях проводит инженер по охране труда или лицо, на которое приказом по предприятию возложены эти обязанности. Для проведения вводного инструктажа разрабатываются программа и инструкция, утверждаются руководителем предприятия.
О проведении вводного инструктажа делается запись в журнале регистрации вводного инструктажа с обязательной подписью инструктируемого и инструктирующего, а также в документы о приеме на работу.
Первичный инструктаж по охране труда на рабочем месте проводится до начала самостоятельной работы руководителем подразделения или, по его поручению, мастером.
Первичный инструктаж проводится по разработанным и утвержденным программам инструктажа на рабочем месте с использованием инструкций по охране труда с целью получения конкретных знаний для безопасного выполнения производственного задания. Данный инструктаж проводится с каждым работником индивидуально с показом безопасных приемов труда.
Повторный инструктаж проходят все рабочие, независимо от квалификации, образования, стажа, характера выполняемой работы не реже одного раза в шесть месяцев. С рабочими, обслуживающими оборудование повышенной опасности, повторный инструктаж проводят не реже 1 раза в 3 месяца.
Первичный инструктаж на рабочем месте, повторный, внеплановый и целевой проводит непосредственный руководитель работ (мастер, инструктор производственного обучения, преподаватель).
Инструктажи на рабочем месте завершаются проверкой знаний путем устного опроса или с помощью технических средств обучения, а также проверкой приобретенных навыков безопасных способов работы. Знания проверяет работник, проводивший инструктаж. Лица, показавшие неудовлетворительные знания, к самостоятельной работе или практическим занятиям не допускаются и обязаны вновь пройти инструктаж.
О проведении первичного инструктажа на рабочем месте, повторного, внепланового инструктажа, стажировки и о допуске к работе работник, проводивший инструктаж, делает запись в журнале регистрации инструктажа на рабочем месте и (или) в личной карточке с обязательной подписью инструктируемого и инструктирующего. При регистрации внепланового инструктажа указывают причину его проведения.
БИЛЕТ № 7
Вопрос 1
Разметка древесины
Назначение разметки — наметить и нанести на заготовке контуры (разметочные риски или точки) будущей детали с тем, чтобы в процессе обработки заготовки получить эту самую деталь требуемых размеров и качества с минимальным количеством отходов. Разметка бывает черновая (для раскроя досок на черновые заготовки) и чистовая (для обработки чистовых заготовок с целью получения деталей, размеры которых заданы чертежом). Разметку производят с помощью разметочных инструментов и приспособлений, таких, как: карандаш, чертилка, масштабная металлическая линейка, гребёнка, штангенциркуль, шаблоны и шило для центровки циркуля и отверстий, малка, уровень, циркуль, нутромер, отволока, скоба, рейсмус, уровень с отвесом, угольник-центроискатель, рулетка, угольник, метр-рулетка, ерунок, складной метр. С помощью этих инструментов определяют, отмеряют, выверяют и обозначают тонкие линии, изгибы, углы для вырезания, сверления, долбления и строгания с учетом породы дерева, а также с учетом припусков (запаса) на дальнейшую обработку.
Инструменты и приспособления, применяемые при разметке
Малка — угловой шаблон с переменным углом измерения. Представляет собой прямоугольного сечения брусок (колодку), один конец которой опилен под углом в 45°, а на другом конце на половину длины выполнена сквозная прорезь, через которую болтом с завинчивающейся на нем гайкой с барашками шарнирно прикреплена линейка. За счет этой прорези линейка может передвигаться по колодке в случаях необходимости по соображениям затрудненной доступности прикладывания малки к заготовке в нужном месте.
Разметочная гребенка — это деревянный брусок с вырезом и набитыми гвоздями, острие которых выступает из-за выреза на 2-3 мм. За один проход гребенка оставляет на заготовке нужное количество рисок. Применяют для разметки шипов и проушин при массовом изготовлении деталей, что позволяет повысить производительность труда.
Циркуль — чертежный инструмент, предназначенный для переноса размеров с эскиза (чертежа, схемы, шаблона) на плоскости заготовок, а также для очерчивания круговых разметок необходимых размеров.
Нутромер — в принципе тот же циркуль (измеритель) с двумя иглами, изогнутыми в противоположные друг от друга стороны. Назначение — перенос внутренних замеров отверстий, пазов, вырубок и т.п.
Отволока — инструмент, предназначенный для нанесения обозначений в виде царапин на край доски, представляет из себя деревянный брусок длиной 400 мм и шириной 50 мм. Один конец бруска несколько скошен и на расстоянии 1/5 от края имеет выступ, в котором имеется подвижная, но достаточно плотно закрепленная чертилка (острый штырь, игла, гвоздь). Остальные 4/5 бруска тоньше на 5-7 мм для удобства работы с чертилкой.
Скоба — инструмент, предназначенный для разметки при ручной зарезке шипов и проушин. Инструмент выполнен в виде деревянного бруска, имеющего на расстоянии 1/3 от края выборку величиной в четверть, в которой забиты гвозди, расстояния, между остриями которых, равны толщине шипов (проушин). Разметка производится путем зачерчивания гвоздями линий пропилов в деталях узла с шиповым соединением.
Рейсмус — инструмент, служащий для нанесения рисок, идущих параллельно одной из сторон заготовки. Состоит из деревянной колодки примерно 30x60x90 мм, в которую через два отверстия, выполненные в его корпусе, вставлены два бруска, на концах которых с одной стороны имеются острые шпильки (иглы, гвозди) для нанесения рисок. Глубина выдвижения брусков фиксируется стопорным клином. Переносимый размер измеряется от края колодки до острия выдвижного бруска, или между двумя остриями.
Уровень с отвесом — инструмент, выполненный в виде равнобедренного прямоугольного треугольника, основанием которого служит гипотенуза с нанесенной на ее середине меткой. Из вершины прямого угла на гипотенузу опущен отвес. Если основание горизонтально, отвес показывает на метку, при нарушении горизонтальности отвес отклоняется в ту или иную сторону. Таким образом, проверяется вертикальность сочленяемых и отдельно стоящих деталей.
Уголок-центроискатель представляет собой прямоугольный равнобедренный угольник, выполненный из брусков сечением 30х15 мм с наглухо закрепленной на нем в стыке угла линейкой. Если положить угольник на торец круглого пиломатериала так, чтобы линейка легла на плоскость торца, а лучи прижались к боковой поверхности, и провести по линейке две пересекающиеся линии, перемещая угольник по боковой поверхности кругляка, не отрывая лучей и линейки от материала, в точке пересечения этих прямых получим искомый центр сечения кругляка.
Угольник — инструмент, предназначенный для проверки и установки прямоугольности строительных заготовок, а также для разметки перпендикулярных распилов.
Метр-рулетка имеет то же назначение, что и у рулетки, но позволяет проводить более точные измерения, так как на ней имеются не только сантиметровые, но и миллиметровые деления.
Ерунок — инструмент, подобный малке, только с жестко закрепленной на колодке линейкой под углом в 45°. Можно быстро измерять и размечать углы величиной в 45° и 135°.
Складной метр — инструмент (металлический или деревянный), служащий для измерения заготовок и готовых изделий небольшой длины. Представляет собой набор линеек одинаковой длины (100 или 200 мм), соединенных шарнирно и имеющих мягкую фиксацию в рабочем и сложенном состоянии.
Вопрос 2
Классификация пороков строения древесины
Пороками древесины называют нарушения внешней формы ствола дерева, отклонения строения от нормального, а также внутренние и наружные повреждения ее, понижающие качество.
Пороки образуются в период роста дерева, при хранении и эксплуатации. Некоторые виды пороков легко обнаруживаются при внешнем осмотре дерева. Однако большинство пороков древесины может быть выявлено только после валки дерева, а иногда и разделки его. Сортность древесины зависит от вида, характера и размеров пороков, которые иногда делают ее совершенно непригодной для применения.
Полная характеристика пороков древесины дается в ГОСТ 2140-81. В соответствии с ГОСТ 2140-81 все пороки делят на девять групп:
1) сучки (в зависимости от своего состояния и отношения к окружающей древесине сучки различаются на светлые и тёмные; сросшиеся, несросшиеся и выпадающие; здоровые, гнилые и табачные и т. д. Также они классифицируются по своему расположению в пиломатериале);
2) трещины (метиковая, отлупная и морозная трещины; трещина сжатия; отщеп; трещина усушки; трещины, возникающие при распиловке, пропарке и пропитке древесины);
3) пороки формы ствола (сбежистость, закомелистость, продольная ребристость, овальность, двойная вершина, наросты, узловатость, кривизна);
4) пороки строения древесины (тангентальный наклон волокон или природный косослой, радиальный наклон волокон или искусственный косослой, крень, тяговая древесина, широкослойность, свилеватость, завиток, глазки, кармашек или смоляной карман, двойная сердцевина, пасынок, сухобокость, прорость, рак, засмолок, ложное ядро, пятнистость, внутренняя заболонь, большеболонность, водослой);
5) химические окраски (продубина, желтизна);
6) грибные поражения (грибные ядровые пятна, плесень, заболонные грибные окраски, побурение, гниль, дупло);
7) биологические повреждения (червоточина, повреждение древесины паразитными растениями, повреждение птицами);
8) инородные включения, механические повреждения и пороки обработки (карра, выхват, вырыв, недошлифовка, риски, ворсистость);
9) покоробленности (продольные покоробленности по пласти и кромке, поперечная покоробленность, крыловатость или винтовая покоробленность).
Вопрос 3
Виды инструктажей по безопасности труда
Вводный инструктаж проводится со всеми вновь принимаемыми на работу работниками независимо от их образования, стажа работы, с временными работниками, командированными, учащимися и студентами, прибывшими на практику, а также с учащимися в учебных заведениях перед началом лабораторных и практических работ.
Первичный инструктаж на рабочем месте проводится непосредственным руководителем до начала производственной деятельности:
- со всеми вновь принятыми на предприятие, переводимыми из одного подразделения в другое;
- с работниками, выполняющими новую для них работу, командированными, временными работниками;
- со строителями, выполняющими строительно-монтажные работы на территории действующего предприятия;
- со студентами и учащимися на практике или перед каждой новой темой.
Повторный инструктаж проходят все рабочие независимо от квалификации, образования, стажа, характера выполняемой работы не реже 1 раза в полугодие. Для некоторых категорий работников может быть установлен более продолжительный срок (до 1 года) проведения инструктажей.
Внеплановый инструктаж проводят:
- при введении в действие новых или переработанных стандартов, правил, инструкций по охране труда, а также изменений к ним;
- при изменении технологического процесса, замене или модернизации оборудования, приспособлений и инструмента, исходного сырья, материалов и других факторов, влияющих на безопасность труда;
- при нарушении работающими и учащимися требований безопасности труда, которые могут привести или привели к травме, аварии, взрыву или пожару, отравлению;
- по требованию органов надзора;
- при перерывах в работе - для работ, к которым предъявляют дополнительные (повышенные) требования безопасности труда, более чем на 30 календарных дней, а для остальных работ - 60 дней.
Целевой инструктаж проводят при:
- выполнении разовых работ, не связанных с прямыми обязанностями по специальности (погрузка, выгрузка, уборка территории, разовые работы вне предприятия и т.п.);
- ликвидации последствий аварий, стихийных бедствий и катастроф;
- производстве работ, на которые оформляется наряд-допуск, разрешение или другие документы;
- проведении экскурсий на предприятии, организации массовых мероприятий с учащимися.
БИЛЕТ № 8
Вопрос 1
Виды ручных пил:
Лучковая – деревянный станок, который снабжен двумя стойками, распоркой, закруткой, ручками и полотном.
Ножовки: широкая - для пиления широких досок поперек волокна, узкая – для пиления тонкого материала и выпиливание криволинейных заготовок, обушковая – для пропиливания пазов в широких заготовках, наградка – для пропиливания пазов в широких плитах.
Зубья - основная часть пилы. Плоскости, углы и кромки – такие же, как у резца. Расстояние между линией вершин и линией впадин – высота зуба. Расстояние между кромками вершин – шаг зубьев.
Для пиления заготовок высота зуба должна быть 2,5 – 3 мм. Такие зубья имеют лучковые пилы, ножовки узкие, наградки.
Подготовка ручных пил к работе состоит из: процессов очистки, фугования, разводки и заточки пил.
Сначала пилы надо тщательно очистить от смолы, приставших опилок, ржавчины, промыть в керосине. Если поверхности полотен имеют неровности, их выправляют молотком на ровной металлической плите.
Затем приступают к фугованию - выравниванию вершин зубьев пил, так как они должны находиться на одной высоте. В деревянную колодку вставляют напильник, после чего колодку с напильником надевают на пилу и двигают по полотну, выравнивая при этом вершины зубьев. Выравнивать вершины зубьев пилы можно и другим способом. В верстаке укрепляют доску, в прорезь которой вставляют напильник, после чего полотно пилы вставляют в эту прорезь зубьями вниз и, двигая пилой по напильнику, выравнивают вершины зубьев. Выравнивать вершины зубьев необходимо периодически, иначе они будут неравномерно участвовать в пилении. Качество фугования проверяют, прикладывая к вершинам зубьев линейку. Если вершины зубьев плотно примыкают к ребру линейки, фугование выполнено правильно.
В процессе пиления полотно пилы трется о стенки распиливаемой доски и зажимается в пропиле. Во избежание зажима полотна пилы в пропиле зубья необходимо разводить. Развод зубьев пил заключается в том, что их поочередно отгибают: четные зубья в одну сторону, а нечетные - в другую. При разведении зубьев нужно отгибать на сторону не весь зуб, а только его верхнюю часть примерно на высоте до 2/3 от основания. При пилении древесины твердых пород зубья разводят на 0,25...0,5 мм на сторону, а мягких пород - 0,5...0,7 мм.
Следующая операция - заточка зубьев пил напильниками с двойной и одинарной насечкой. По форме напильники различают трехгранные, ромбические и плоские. Ручные пилы обычно затачивают трехгранными или ромбическими напильниками.
Вопрос 2
Факторы, влияющие на производительность ДОС
Производительность деревообрабатывающего станка определяют количеством продукции, которое может быть выработано на этом специальном оборудовании в определенную единицу времени - в смену или в час. Производительность обозначают количеством штук обработанных деревянных деталей, а также количеством произведенных операций погонных метров или количеством выработанного материала.
Производительность деревообрабатывающего станка напрямую зависит от скорости резания и числа оборотов его рабочего вала, а также от мощности станка, способа подачи обрабатываемого материала и от количества работающих режущих резцов.
Чем больше скорость резания и число оборотов рабочего вала, тем выше будет производительность деревообрабатывающего станка и выше качество обработки. Производительность современных деревообрабатывающих станков с механической подачей значительно превышает производительность деревообрабатывающих станков, которые оснащены ручной подачей. На строгальном деревообрабатывающем станке, который оснащен многоножевым валом, можно обработать намного больше деревянных деталей, нежели на деревообрабатывающем станке, который оснащен двухножевым валом, при одинаковом качестве строгания.
Мощность деревообрабатывающего станка, как правило, обозначается в киловаттах потребляемой станком электрической энергии, если сокращенно - квт. Мощность деревообрабатывающих станков старых конструкций указывается в лошадиных силах.
При работе на деревообрабатывающем станке достаточно большое значение имеют приемы работы станочника ДОС. Могут быть два станочника ДОС равной квалификации, но из них один будет производить подачу материала в деревообрабатывающий станок со скоростью двенадцать - пятнадцать м/мин, а другой - со скоростью пять - шесть м/мин; один будет подавать деревянные детали торец в торец, другой с разрывами; один станочник будет подавать в рейсмусовый деревообрабатывающий станок делянки целыми пачками, заполняя все свободное поле рабочего стола, а другой свой стол станка будет заполнять только частично; один будет торцевать деревянные детали большими пачками, а другой - по две - три штуки.
Вопрос 3
Основания возникновения трудовых отношений
Трудовые отношения возникают между работником и работодателем на основании трудового договора, заключаемого ими в соответствии с Трудовым кодексом РФ.
В случаях и порядке, которые установлены трудовым законодательством и иными нормативными правовыми актами, содержащими нормы трудового права, или уставом (положением) организации, трудовые отношения возникают на основании трудового договора в результате:
- письменного заявления работника о приеме на работу;
- назначения на должность или утверждения в должности;
- судебного решения о заключении трудового договора;
- фактического допущения к работе с ведома или по поручению работодателя или его представителя в случае, когда трудовой договор не был надлежащим образом оформлен.
БИЛЕТ № 9
Вопрос 1
Инструменты для ручного строгания древесины
Все ручные струги можно подразделить на четыре группы:
1) для плоского строгания (шерхебель, одинарный и двойной рубанки, торцовый рубанок, фуганок, шлифтик, цинубель, цикля);
2) для строгания криволинейных поверхностей (горбачи);
3) для отборки различных сопрягающихся профилей (зензубель, фальцгебель, гратобель, грунтубель, шпунтубель, федергобель);
4) для отборки профилей отделочного назначения (галтель, штап, калевка, карнизник, фигарей).
Плоские поверхности, в основном, строгают рубанками, шерхебелями, фуганками.
Шерхебель предназначен для грубого строгания древесины. Нож имеет овальную режущую кромку (лезвие), снимает толстую стружку, оставляя на поверхности довольно глубокие ложбинки. Овальная режущая кромка позволяет строгать материал вдоль, поперек волокон и под разными углами к ним.
Рубанок служит для первичного строгания древесины, состоит он из тех же деталей, что и шерхебель. Им выравнивают поверхности, обработанные шерхебелем. Лезвие ножа прямолинейное, углы по краям слегка сточены во избежание задиров древесины.
Фуганок предназначен для окончательного чистового строгания и фугования деталей. Фуганок отличается от предыдущих инструментов размерами колодки и ножа, а также массой. Ширина ножа – 65 мм, длина – 200 мм, угол резания - 45°. У фуганка самая большая площадь соприкосновения с обрабатываемой поверхностью, нож с контржелезкой, что позволяет очень чисто обрабатывать поверхность.
Шлифтик представляет собой укороченный двойной рубанок, предназначен для весьма тщательной зачистки поверхности торцов в местах задиров и свилеватых местах.
Цинубель. Им строгают склеиваемые деревянные детали. У ножа передняя поверхность рифленая.
Цикля применяется для последней доводки и зачистки чисто остроганных поверхностей, является скоблящим резцом, а не строгающим и представляет собой тонкую стальную пластинку.
Профильное строгание выполняют фигурными инструментами:
Горбачи служат для обработки вогнутых и выпуклых поверхностей. Для выстрагивания поверхностей различной кривизны удобнее пользоваться металлическим горбачом, подошва которого представляет собой гибкую стальную пластину, которой можно придать необходимую кривизну.
Зензубелем выбирают четверти в столярных изделиях.
Фальцгебелем выбирают и зачищают четверти при изготовлении оконных и дверных переплетов. Размеры ножа: ширина – 15 мм, длина – 180 мм.
Гратобель употребляется для отборки остроугольного фальца. Такой фальц называется гратом. В остальном устройство гратобеля то же, что и фальцгебеля.
Грунтубелем выбирают поперек волокон паз формы «ласточкин хвост» после пропила наградкой линий, ограничивающих размеры паза.
Шпунтубелем выбирают на определенном расстоянии от кромки заготовки прямоугольный паз шириной 3 ... 15 мм. Расстояние регулируют винтами, которые зажимают гайками.
Федергобель — одноножевой рубанок (редко двухножевой) с П-образным ножом с расширяющимся кверху пазом и с колодкой, имеющей такой же П-образный профиль. Служит для выстрагивания гребня в кромках досок при шпунтовом соединении.
Галтель предназначается для выстрагивания полукруглых желобков, выемок различной ширины, глубины и различного радиуса закругления.
Штап или штабгобель (штабгалтель) — для придания деталям закруглённой формы. Кромка ножа и подошва колодки штабгобеля имеет вогнутую форму, а галтели — выпуклую.
Калевка служит для фигурной обработки лицевой кромки деталей. Нижняя часть колодки калевки, ее подошва, так же как лезвие железки, имеет форму, обратную профилю заданной отборки. Каждой калевкой можно отбирать только один определенный профиль. Для поперечной обработки древесины применяют калевку с косой постановкой железки.
Карнизник служит для отборки карнизных брусков и наличников со сложным профилем.
Фигарей служит для отборки широкой фаски или широкого профиля на краях толстой филенки из массива. Соответственно этому фигарей имеет широкую и наклонную к горизонтали или фигурную подошву и железку косую или профильную.
Вопрос 2
Сушка древесины. Назначение, способы сушки и хранения древесины
Сушка древесины - один из важнейших этапов подготовки древесины к работе, т.к. сухая древесина обладает высокой прочностью, меньше коробится, не подвержена загниванию, легко склеивается, лучше отделывается, более долговечна, готовые изделия не растрескиваются. Любая древесина очень чутко реагирует на изменение влажности окружающей среды. Это свойство является одним из недостатков пиломатериалов.
Способы сушки древесины:
1. Естественный вид сушки древесины (Атмосферная сушка). Если древесина представляет собой кряж (чурак) в коре, то целесообразно не снимать кору, а сделать на ней топором вырубки поперек ствола, чтобы дать доступ воздуха к древесине, но не резать кору, сохранив её как стягивающий слой, чтобы не допустить растрескивания. Также можно оставить кору лишь по краям чурака шириной около 10 см. Торцы заготовки необходимо закрасить масляной краской или промаслить растительным маслом.
Сушить древесину естественным путем нужно в сухом проветриваемом помещении. При сушке древесины на солнце внешняя поверхность быстро нагревается, а внутренняя остается сырой, в следствии чего образуются трещины, дерево быстро коробится.
Заготовки укладывают в штабеля рядами на подставки высотой не менее 60 см., перекладывая их сухими рейками одна на другой, чтобы между ними имелись воздушные вертикальные просветы. Доски укладывают внутренними пластами вверх для уменьшения их коробления.
Считается, что сушка досок, поставленных на кромки, происходит быстрее, так как они лучше проветриваются, но и коробятся они гораздо больше, особенно материал повышенной влажности.
При сушке древесины на торцах всегда образуются трещины, поэтому заготовки должны быть немного большей длины, чем будущее изделие, т.к. после сушки придется отпилить треснувшие концы.
Заготовки больших размеров и повышенной влажности, просыхают в течении 2-3 лет, что является основным недостатком данного метода. Из достоинств же можно выделить отсутствие затрат и простота проведения сушки древесины.
2. Камерная сушка древесины. Теплоносителями при этом способе являются газы, воздух, горячий водяной пар. Существуют воздушные, газовые и действующие на прогретом паре сушильные камеры.
3. Сушка древесины парафинированием. При парафинировании заготовки опускают в растопленный парафин и ставят в печь при температуре 40 С° на несколько часов. Затем древесина еще несколько дней просыхает и приобретает те же свойства, что и после запаривания, т.е. не трескается, не коробится, поверхность становится тонированной с ярко выраженным узором текстуры.
4. Сушка древесины запариванием в льняном масле. Посуда из древесины, пропаренной в льняном масле, очень водостойкая и не растрескивается даже при повседневном использовании. В емкость кладется заготовка, заливается льняным маслом и проваривается на медленном огне.
Многие резчики сушат заготовки параллельно с их обработкой, методом так называемой «постепенной досушки». Так как процесс предварительной обработки резного изделия, даже из мягких пород дерева весьма длительный, то заготовку, недостаточно просушенную, после окончания работы или на время перерыва, заворачивают в несколько слоев пористой бумаги. Затем помещают в полиэтиленовый пакет, плотно завязывают и оставляют в теплом месте. Сухая бумага постепенно впитывает избыток влаги из дерева, затем её меняют по мере увлажнения. Так постепенно заготовка сушится параллельно с обработкой.
Вопрос 3
Знаки безопасности. Сигнальные цвета
Сигнальные цвета:
- Красный – непосредственная опасность, аварийная или опасная ситуация, пожарная техника и средства противопожарной защиты.
- Желтый – возможная опасность.
- Синий – предписание во избежание опасности, указание.
- Зеленый – безопасность, безопасные условия, помощь, спасение.
Знаки безопасности:
1. Запрещающие знаки – круг красного цвета с белым полем внутри, с белой по контуру знака каймой и символическим изображением черного цвета на внутреннем белом поле, перечеркнутым наклонной красной полосой. Допускаются запрещающие знаки с поясняющей надписью черного цвета.
2. Предупреждающие знаки - равносторонний треугольник со скругленными углами жёлтого цвета, обращенный вершиной вверх, с каймой черного цвета и символическим изображением черного цвета.
3. Предписывающие знаки - круг синего цвета с белой каймой по контуру, внутри которого символическое изображение белого цвета.
4. Эвакуационные знаки - медицинского и санитарного назначения – квадрат или прямоугольник зеленого цвета с белой каймой и белым символическим изображением или белой надписью.
5. Указательные знаки – синий квадрат с белой каймой и белым символическим изображением.
6. Знаки пожарной безопасности – красный квадрат или прямоугольник с белой каймой и символическим изображением белого цвета.
БИЛЕТ № 10
Вопрос 1
Долбление долотами и резание стамесками
Долбление долотами применяют для получения в заготовках глухих и сквозных гнезд, пазов и проушин прямоугольного сечения, резание стамеской - для подрезки и зачистки углублений, шипов, гнезд, пазов, резания канавок, снятия фасок, обработки криволинейных вогнутых и выпуклых поверхностей, когда нельзя их обрабатывать рубанком.
Долота делятся на плотничные и столярные. Долбление производится по разметке с отступлением 1 мм. от черты (для увода долота в сторону передней поверхности резца). Для механического долбления применяется электродолбежник, он состоит из электродвигателя с ведущей звездочкой, направляющей линейки, долбежной цепи.
Применяемые для долбления и резания долота и стамески состоят из полотна 1, колпачка 2, ручки 3 и кольца 4. Для того чтобы не раскалывалась рукоятка от удара киянкой на нее насаживают стальное кольцо.
Долота изготовляют длиной 315, 335 и 350 мм с шириной полотен 6, 8, 10, 12, 16, 20 мм. Угол заточки фаски составляет 25°, угол заточки боковых граней - 10°.
Стамески изготовляют плоские и полукруглые. Длина стамесок 240, 250 и 265 мм. Ширина полотен плоских стамесок 4, 6, 8, 10, 12, 16, 20, 25, 32, 40 и 50 мм, полукруглых - 4, 6, 8, 10, 12, 16, 20, 25, 32 и 40 мм. Угол заточки фаски стамесок 25°.
Полотна долот и стамесок изготовляют из стали марок У7М, У7 (ГОСТ 1435-74) или 9ХФ, 7ХФ, 9ХС, или ХВГ (ГОСТ 5950-73). Ручки изготавливают из сухой древесины твердых лиственных пород - бука, граба, ясеня, клена, кизила, березы (ее комлевой части). Рукоятка плотно насаживается на хвостовик, на ней не должно быть острых углов и неровностей.
Долота и стамески должны быть остро заточены. Виды и приемы заточки долот и стамесок те же, что и ножей рубанков.
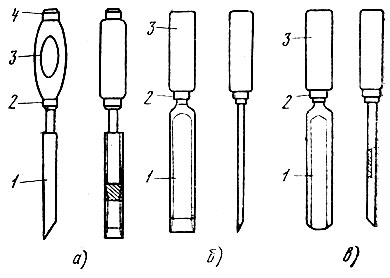
Долота (а), плоские (б) и полукруглые (в) стамески: 1 - полотно, 2 - колпачок, 3 - ручка, 4 – кольцо.
Различия долота и стамески
При конечной обработке гнезд и отверстий, при выполнении подчистки и обрезки, при снятии фасок используется стамеска. Долото применяется в первую очередь для образования самих отверстий. Причем только им можно выдолбить глубокое гнездо или отверстие. Стамеской можно работать под разными углами как вдоль волокон, так и поперек. Инструмент представляет собой заточенное пластинчатое стальное лезвие с рукояткой. Угол заточенного резца стамески отличается от элемента долота. Также существенное различие в диаметре стержня не позволяет плотнику спутать эти два приспособления. Работа со стамеской продвигается с помощью постукивания по ручке специальной киянкой. Со стамеской, имеющей короткий резец, работают двумя руками. Она удобна при обработке мягких пород дерева.
Правила техники безопасности
Неаккуратное обращение с долотом и стамеской и несоблюдение правил техники безопасности могут стать причиной серьезных травм. При работе долотом и стамеской запрещается резать на себя, на весу, с упором детали в грудь, с расположением детали на коленях. При резании стамеской пальцы левой руки должны всегда находиться сзади лезвия.
Вопрос 2
Раскрой пиломатериалов. Способы и цели раскроя пиломатериалов
Раскрой пиломатериалов на заготовки является завершающей стадией процесса переработки бревен. Она характеризуется выходом конечной продукции, объем которой и определяет рациональность раскроя.
Операция раскроя пиломатериалов представляет собой деление их режущими инструментами на заготовки — отрезки определенных размеров и формы, из которых в дальнейшем получают детали. Раскрой пиломатериалов осуществляют в основном на деревообрабатывающих предприятиях. Для раскроя используют обрезные и необрезные пиломатериалы хвойных и лиственных пород.
Методы и виды раскроя пиломатериалов на заготовки
Пиломатериалы, качество которых совпадает с качеством получаемых из них заготовок, раскраиваются групповым методом. Он выполняется по заранее установленной схеме и не включает в себя операции по удалению пороков и дефектов. Данный раскрой пиломатериалов осуществляется на круглопильных одно- или многопильных станках; материал подается пачками, что обеспечивает высокую производительность.
Индивидуальный метод раскроя пиломатериалов используется при условии несовпадения качества пиломатериалов и заготовок, изготавливаемых из них. Он включает в себя операции по удалению дефектов и пороков, которые выполняются на однопильных станках. При данном методе увеличивается объем работ и число кусковых отходов, что компенсируется получением более качественных заготовок и повышением их полезного выхода.
Раскрой древесины (пиломатериалов) производят следующими способами:
- торцовкой доски, а затем раскроем полученных отрезков вдоль;
- распиливанием досок вдоль и торцеванием полученных заготовок на заданный размер по длине;
- разметкой доски и раскроем ее по первому или второму способам;
- предварительным строганием доски, разметкой ее и раскроем по первому или второму способам.
Вопрос 3
Обеспечение безопасности труда в помещениях столярно-строительного производства. Устройство и содержание производственных помещений:
1. Для столярно-строительного производства целесообразно одноэтажное здание, имеющего форму прямоугольника, вдоль стен устанавливается оборудование для технологического процесса (станки).
2. Устанавливается конвейерный транспортер – напольный или подвесной.
3. Вентиляционные камеры в одноэтажном здании рекомендуется размещать в свободном пространстве (на площадках, этажерках, антресолях) при удобном, доступном их обслуживании.
4. Для полов следует применять материалы, обеспечивающие гладкую, но не скользкую поверхность (асфальт, бетон, дощатый пол) для удобства уборки помещения. Если в смежных помещениях полы имеют разные уровни, то между ними устраивают наклонные плоскости для плавного перехода.
5. Желоба и траншеи для транспортеров должны закрываться вровень с полом, сплошными или решетчатыми щитами. По условию технологического процесса возможно устройство открытых желобов и траншей с оградительными бортиками не менее 1 метра высотой.
6. Уровень полов санузла и душевых должен быть ниже уровня пола производственных помещений.
БИЛЕТ № 11
Вопрос 1
Сверление древесины. Виды свёрл
Сверление применяется для устройства отверстий под круглые шипы, шурупы и другие металлические элементы при соединении деталей, под пробки при удалении сучков, под пазы при обработке древесины стамеской и долотом. Принцип работы любого сверла состоит в том, что оно, углубляясь в древесину, своими режущими гранями выбирает материал, образуя отверстие.
Виды свёрл
Сверла бывают перовые, центровые, спиральные, винтовые. У сверла различают хвостовик, собственно стержень, режущую часть и элементы для отвода стружки.
Перовые сверла типа ложечной перки имеют вид удлиненного корытца с острыми краями. Служат они для сверления отверстий под нагели диаметром 3…16 мм (при длине сверла до 170 мм). В процессе сверления перку периодически вынимают из древесины для удаления стружки. Недостатком перового сверла является отсутствие направляющего центра.
Центровыми сверлами сверлят сквозные, но неглубокие отверстия поперек волокон древесины, так как выход стружки в них затруднен. Работают такие сверла только в одну сторону и при нажиме сверху. Их диаметр — до 50, длина — до 150 мм.
Спиральные сверла более совершенны по своей конструкции. В них предусмотрен вывод стружки, в результате чего отверстие не забивается при сверлении стружкой и имеет чистые ровные стенки. Как и центровые, эти сверла имеют центр и подрезатель или же коническую заточку режущей части. Диаметр сверл с конической заточкой — 2…6 мм (короткая серия) и 5…10 мм (длинная серия), а с центром и подрезателем — 4…32 мм. Сверла с конической заточкой применяются для сверления вдоль волокон, с центром и подрезателем — поперек. Спиральные сверла могут оснащаться пластинками из твердого сплава для обработки особо твердых пород древесины.
Винтовые сверла используют в основном для сверления глубоких отверстий поперек волокон древесины. После прохождения этим сверлом стенки отверстия получаются чистые. Диаметр сверл — до 50 мм., длина — до 1100 мм.
Для сверления отверстий больших диаметров используют пробковые сверла, а для расширения отверстий под головки шурупов или гаек — зенковки. При сверлении древесины применяют также сверла для металла, уменьшая их угол заточки.
Сверло должно быть правильно заточено, иначе оно будет рвать, а не резать древесину, а отверстие забиваться стружкой. При затачивании необходимо сохранять прямолинейность режущих кромок. Так как режущая головка имеет ограниченный запас металла, сверло следует затачивать бережно и экономно. Затачивают его на абразивном камне или вручную тонким квадратным напильником, а доводят специальным оселком. Обычно угол заточки сверла составляет 12°.
|
|
|
| Сверла для работы с древесиной: а, б — перовые; в — центровое; г — спиральное; д — винтовое | Пробковое сверло (а) и зенковка (б) |
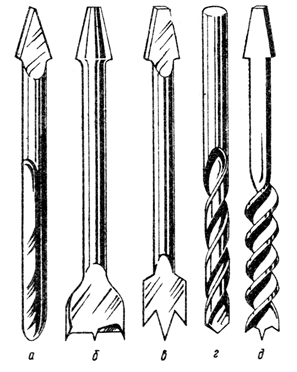
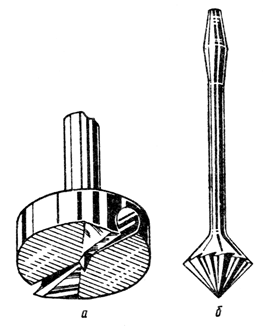
Вопрос 2
Устройство рубанка для ручного строгания
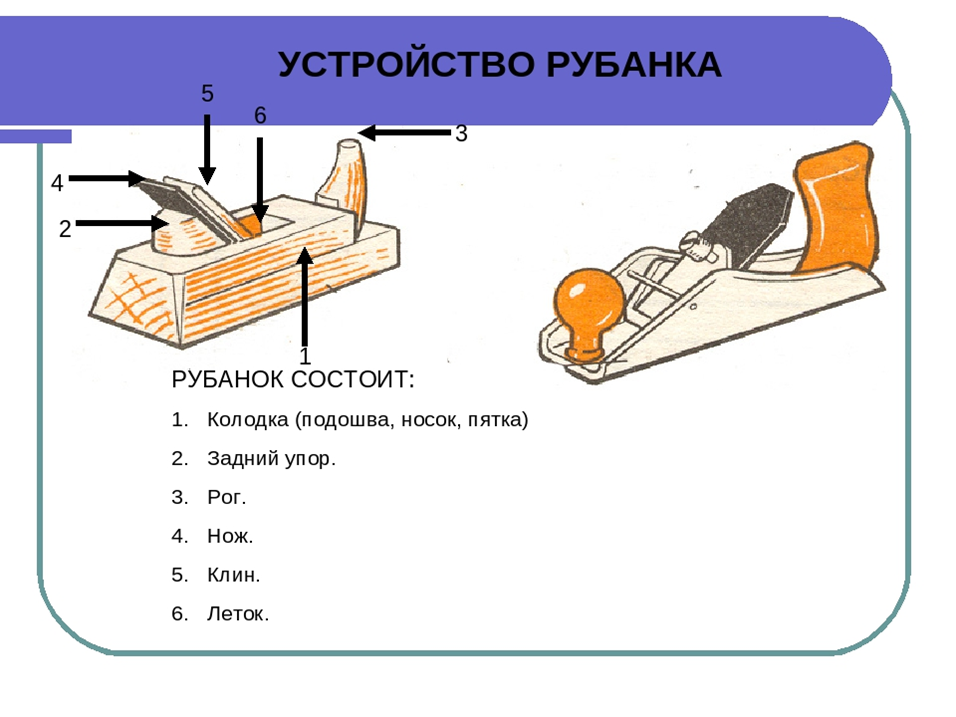
Деревянный рубанок состоит из ножа, колодки, клина.
1. Нож - заточенная с одного конца стальная пластина толщиной 3 мм. Нижнюю часть ножа закаливают. Нож затачивают в соответствии с назначением и придают его лезвию прямолинейное или фигурное очертание.
2. Колодка - прямоугольный брусок из плотной древесины (например, граб, бук, клен, ясень, груша). Колодка имеет задний упор, рог, леток.
В летке различают:
- зев – для удаления стружки,
- постель – для размещения ножа,
- пролет – для выставления ножа и подпора волокон,
- щечки – боковые стенки летка – толщина 7-8 мм.,
- заплечики – для упора клина.
Передняя часть колодки сверху имеет деревянный рог. Нижняя часть колодки называется подошвой или рабочей поверхностью. Для установки ножа в колодке выдалбливается сквозная выемка (леток), суживающаяся к низу. Заднюю сторону летка - выемки, на которую опирается нож, выдалбливают чаще всего под углом 45 ... 50° к подошве. Так обеспечивают определенный угол резания струга. В подошве леток кончается прорезью (пролетом) для выхода лезвия ножа. Передним краем пролет подпирает волокно. Чем уже пролет, тем меньше шероховатость обрабатываемой поверхности. Заплечики щек боковых сторон летка служат для установки клина, крепящего нож. Чтобы нож прилегал возможно плотнее к задней стороне летка, ее делают ровной. Задний упор за выступающим концом ножа предотвращает натирание руки ножом.
3. Клином закрепляют нож в колодке. Лезвие ножа выступает за поверхность подошвы на 1 мм. Клин должен прочно зажимать нож.
Вопрос 3
Инструкция по охране труда
Инструкция по охране труда – нормативный акт, устанавливающий требования по охране труда при выполнении работ на производстве.
Инструкции по охране труда должны содержать следующие разделы:
1. В раздел «Общие требования охраны труда» рекомендуется включать:
- Условия допуска работников к самостоятельной работе по соответствующей профессии или к выполнению соответствующего вида работ (возраст, пол, состояние здоровья, проведение инструктажей и т.п.).
- Указания о необходимости соблюдения правил внутреннего распорядка.
- Требования по выполнению режимов труда и отдыха.
- Перечень опасных и вредных производственных факторов, которые могут воздействовать на работника в процессе работы.
- Перечень спецодежды, спецобуви и других средств индивидуальной защиты, выдаваемых в соответствии с установленными нормами, с указанием обозначений государственных, отраслевых стандартов или технических условий на них.
- Требования по обеспечению пожаро- и взрывобезопасности.
- Порядок уведомления администрации о случаях травмирования работника и неисправности оборудования, приспособлений и инструмента.
- Указания по оказанию первой (доврачебной) помощи.
- Правила личной гигиены, которые должен знать и соблюдать работник при выполнении работы.
2. В раздел «Требования охраны труда началом работы» рекомендуется включать:
- Порядок подготовки рабочего места, средств индивидуальной защиты.
- Порядок проверки исправности оборудования, приспособлений и инструмента, ограждений, сигнализации, блокировочных и других устройств, защитного заземления, вентиляции, местного освещения и т.п.
- Порядок проверки исходных материалов (заготовки, полуфабрикаты).
- Порядок приема и передачи смены в случае непрерывного технологического процесса и работы оборудования.
3. В раздел «Требования охраны труда во время работы» рекомендуется включать:
- Способы и приемы безопасного выполнения работ, использования технологического оборудования, транспортных средств, грузоподъемных механизмов, приспособлений и инструментов.
- Требования безопасного обращения с исходными материалами (сырье, заготовки, полуфабрикаты).
- Указания по безопасному содержанию рабочего места.
- Действия, направленные на предотвращение аварийных ситуаций.
- Требования, предъявляемые к использованию средств индивидуальной защиты работников.
4. В раздел «Требования охраны труда в аварийных ситуациях» рекомендуется включать:
- Перечень основных возможных аварийных ситуаций и причины их вызывающие.
- Действия работников при возникновении аварий и ситуаций, которые могут привести к нежелательным последствиям.
- Действия по оказанию первой помощи пострадавшим при травмировании, отравлении и внезапном заболевании.
5. В раздел «Требования охраны труда по окончании работ» рекомендуется включать:
- Порядок отключения, остановки, разборки, очистки и смазки оборудования, машин приспособлений, механизмов и аппаратуры.
- Порядок уборки отходов, полученных в ходе производственной деятельности.
- Требования соблюдения личной гигиены.
- Порядок извещения руководителя работ о недостатках, влияющих на безопасность труда, обнаруженных во время работы.
БИЛЕТ № 12
Вопрос 1
Конструктивные части и элементы столярных изделий
Брусок - простой конструктивный элемент с шириной не более двойной толщины. Предельное сечение бруска из массива - 100 х 50 мм. Применять бруски больших сечений нецелесообразно, так как они недостаточно формоустойчивы при усушке, набухании и короблении. Брусок может иметь различную форму обработки.
Фаска – срезанное ребро бруска.
Овал – то же, с закруглениями.
Штап – закругленная кромка детали.
Галтель – полукруглое углубление, выбранное в детали.
Фальц – прямоугольная выемка в бруске, если выемка имеет равные стороны – четверть.
Раскладка – брусок, предназначенный для крепления стекол (штапик) в створках, дверях или филенок в дверных полотнах. Раскладка может иметь прямоугольную или профильную форму.
Филенка – щиток, заполняющий просвет между брусками рамки или наклеенный сверху на всю раму.
Карниз – профильный брусок, служащий для украшения верхней части изделия.
Плинтус – профильный брусок, служащий для украшения нижней части изделия.
Платик – уступ, образованный для скрытия зазора.
Рамка – конструктивный элемент, состоящий из четырех брусков, образующих квадрат или прямоугольник. Рамки могут иметь внутренние бруски – средники. При изготовлении столярных изделий рамки могут быть треугольными, многоугольными, круглыми или в виде трапеции.
Коробка – конструктивный элемент, состоящий из четырех стенок. Наружные бруски рамки или коробки называют обвязочными. В коробках могут быть установлены крышки и дно. Коробка, у которой установлено дно называется ящиком (например, оконный блок состоит из одной коробки и нескольких рамок).
Щиты – конструктивные элементы столярно–мебельных изделий - бывают: массивными (дощатыми), склеивают с брусков из древесины хвойных пород на гладкую фугу, в паз, гребень, на рейку, в четверть, в ласточкин хвост и т.д.; переклейными (многослойными), склеивают по толщине в блоки из нечетного числа массивных щитов; с пустотами (полые), изготовляют из рамки наружных и внутренних обшивок, волокнистый или сотовый заполнитель; столярные плиты – это щит, изготовленный из узких реек, облицованный шпоном.
Вопрос 2
Термины, встречающиеся при конструировании изделий из древесины:
КРОМКА – боковой продольный край доски.
ТОРЕЦ – поперечный разрез бревна, бруса, а также поперечная грань пиломатериала.
РЕБРО – узкий край или сторона пиломатериала по его длине.
ФАСКА – скошенная кромка, выполненная на цилиндрической поверхности детали или срезанное ребро. Фаски обычно выполняются под углом 45°.
ПЛАСТЬ - любая из двух противоположных более широких продольных поверхностей пиломатериала, а также любая продольная поверхность пиломатериала с квадратным сечением.

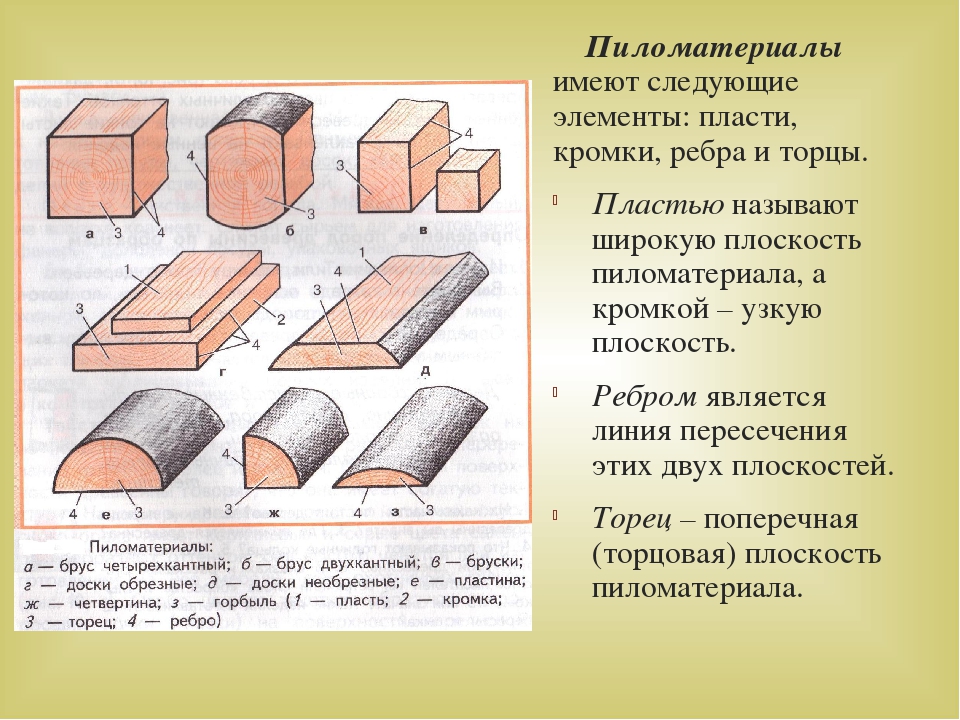
Вопрос 3
Размещение станков с учётом безопасности и удобства работы
1) Установку станков следует осуществлять исходя из последовательности технологического процесса и обеспечения прямоточности процесса.
2) Расстояние между станками должно в 2,5 раза превышать длину досок, брусков.
3) На территории, занимаемой станком, нужно предусмотреть площадки под материалы с тарой. Кроме проходов и подъездов к рабочим местам предусматриваются сквозные проходы по всей длине цеха, при ширине цеха 24 метра один проход. Границы проходов и проездов обозначаются яркими красками, согласно ГОСТ 12.4.02-76.
4) Станок должен иметь защитные устройства, исключающие в процессе работы:
- соприкосновение человека с движущимися элементами и режущим инструментом;
- вылет режущего инструмента или его элементов;
- выбрасывание режущим инструментом обрабатываемых заготовок и отходов;
- возможность выхода за установленные пределы подвижных частей станка (кареток, салазок, тележек, рамок, столов, суппортов и пр.).
БИЛЕТ № 13
Вопрос 1
Шиповые соединения. Виды и элементы шипов
Простейшее столярное соединение можно представить, как соединение шипа в гнездо или в проушину. Шип — это выступ на торце бруска, гнездо — отверстие, в которое заходит шип. Шиповые соединения делятся на угловые концевые, угловые серединные и угловые ящичные.
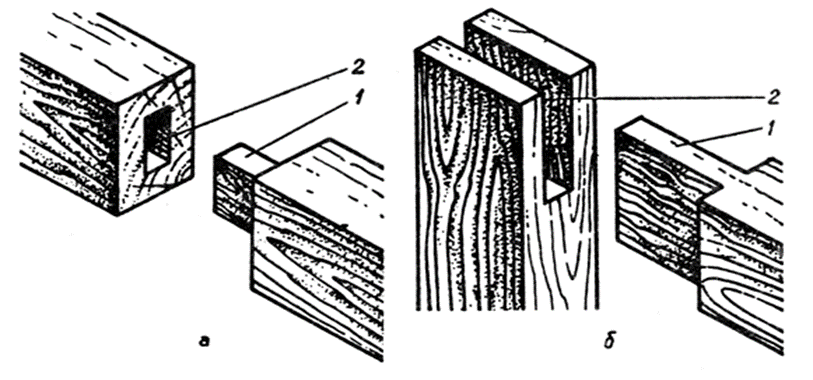
Простейшие шиповые соединения: а — в гнездо; б — в проушину; 1 — шип; 2 — гнездо, проушина.
В угловых ящичных соединениях шипы повторяются многократно. В основном применяются три вида таких соединений: на шип прямой открытый (см. рис., а); на шип открытый «ласточкин хвост» (см. рис., д); на открытый круглый вставной шип — нагель (см. рис., г).
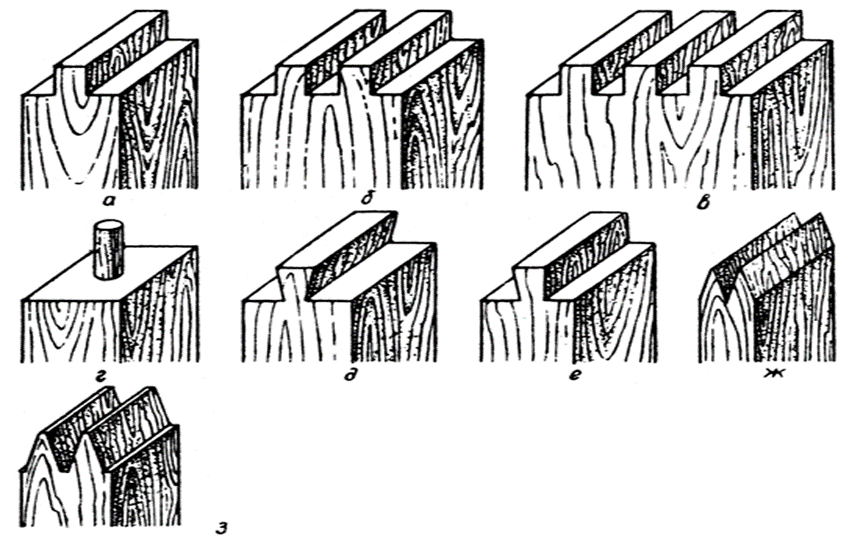
Виды шипов: а — одинарный; б — двойной; в — многократный; г — круглый; д — «ласточкин хвост»; е — односторонний «ласточкин хвост»; ж, з — зубчатые.
Часто пользуются способом соединения в шкант (нагель). Шкант — это цилиндрическая палочка из березы, дуба и т. д. Она ровно выточена и забивается в заранее просверленные отверстия — каналы, предварительно смазанные клеем. Отверстия под шканты делают в обеих деталях сразу. Шкант должен входить в отверстие туго, при помощи ударов киянки. Сверло для подготовки отверстий должно соответствовать размерам шканта. Для уменьшения диаметра шканта применяют шлифование наждачной бумагой или драчёвым напильником (риски делают не поперек, а вдоль шканта).
Вопрос 2
Сучки, трещины, их классификация
Сучки бывают двух видов - открытый сучок и заросший сучок.
Открытый сучок имеет несколько разновидностей:
- по форме разреза на поверхности сортимента (круглый, овальный, продолговатый);
- по положению в сортименте (пластовой, кромочный, ребровый, торцовый, сшивной);
- по взаимному расположению (разбросанные, групповые, разветвленные);
- по степени срастания (сросшийся, частично сросшийся, несросшийся, выпадающий);
- по состоянию древесины (здоровый, здоровый светлый, здоровый темный, здоровый с трещинами, загнивший, гнилой, табачный);
- по выходу на поверхность (односторонний, сквозной).
Заросший сучок выявляется только в круглых лесоматериалах и разновидностей не имеет.
Сучки - основной сортообразующий порок, поскольку при использовании древесины они оказывают отрицательное влияние. Они нарушают однородность строения и вызывают искривление волокон и годичных слоев, что снижает механические свойства древесины. Древесина здоровых сучков имеет повышенную твердость по сравнению с твердостью окружающей древесины, поэтому сучки затрудняют обработку ее режущими инструментами. Табачные сучки в круглых сортиментах сопровождаются внутренней гнилью.
|
|
|
|
|
| Светлый здоровый | Темный здоровый | Гнилой | Разветвленный |
|
|
|
|
|
| Ребровый | Сшивной | Групповые | Табачный |







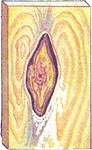
Трещины делятся на разновидности:
По типам:
метиковая (простая и сложная);
отлупная;
морозная;
трещина усушки.
По положению в сортименте:
боковая;
пластовая;
кромочная;
торцовая.
По глубине:
несквозная (неглубокая и глубокая);
сквозная.
По ширине:
сомкнутая;
разошедшаяся.
| Пластевые | Кромочные | Торцовые |
|
|
|
|
| Метиковые трещины |
|
|
|
| Морозные трещины |
|
|
|
| Отлупные трещины |









Трещины появляются в древесине по мере ее роста. На их образование влияют природные факторы и внутренние напряжения, возникшие в стволе. Различают морозные, отлупные и метиковые трещины.
Морозные трещины появляются в результате расширения внутренней влаги при сильных морозах. В результате возникают сквозные трещины, направленные радиально. Внутренние напряжения, возникающие в стволе, приводят к появлению отлупных (отслоение друг от друга годичных слоев) и метиковых (идущих вдоль ствола от комеля к вершине) трещин. Помимо этого, при сушке древесины могут появиться трещины, являющиеся результатом усушки.
Вопрос 3
Общие условия безопасности деревообрабатывающих станков (ДОС)
ДОС относятся к опасным машинам, обладают высокой скоростью движения механизмов с крупными режущими инструментами, большой скоростью подачи к ним обрабатываемых древесных материалов.
Большая часть травм при работе на ДОС происходит от воздействия режущего инструмента, выброса из станка материала или отделившейся от него части разрушившего режущего инструмента, воздействие шума и вибрации превышающих санитарные нормы.
Для повышения безопасности и создании санитарно-гигиенических условий труда, необходимо предусматривать:
а) оснащение станка оградительными устройствами режущих инструментов;
б) механизацию подачи материалов, исключить приближение рук к режущему инструменту;
в) блокирование оградительных устройств, с пусковыми устройствами;
г) автоматическая смазка узлов, расположенных на высоте и труднодоступных местах;
д) надежное закрепление частей станка;
е) наличие стружкоприемника, пылеприемника и патрубков, предназначенных для удаления и направления мелких отходов.
БИЛЕТ № 14
Вопрос 1
Шиповые угловые концевые соединения
Все соединения по своему назначению объединены в 5 групп: угловые концевые — УК, угловые серединные — УС, угловые ящичные — УЯ, соединения по длине — Д, соединения по кромке — К.
При концевой вязке детали в зависимости от толщины и назначения могут соединяться одинарным сквозным, двойным сквозным или несквозным шипом. Увеличение числа шипов увеличивает площадь склеивания, отчего прочность соединения повышается.
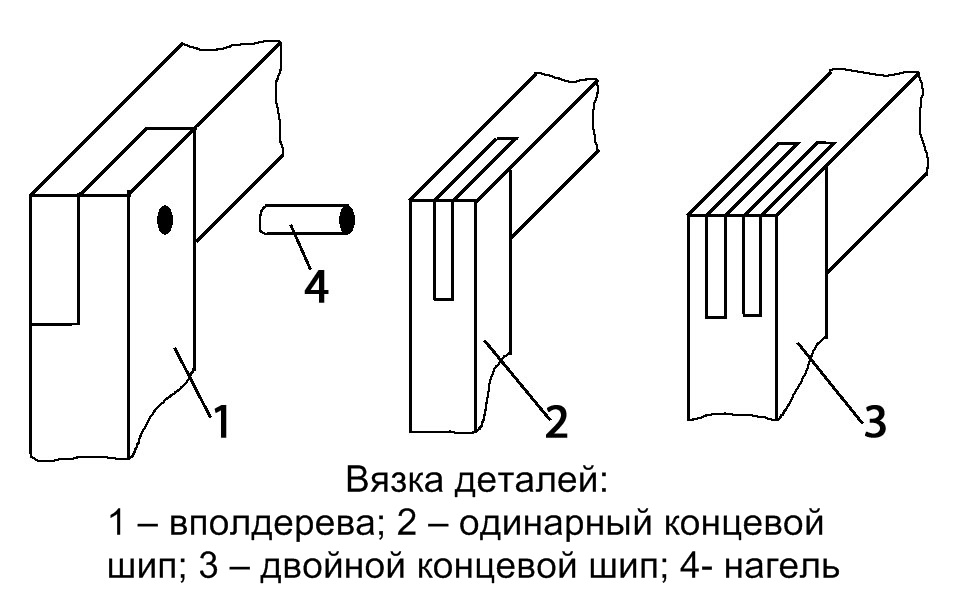
Угловые соединения с потемком и полупотемком применяют в случаях, когда необходимо скрыть с одной стороны стенки гнезда и предохранить соединения от выворачивания брусков при сборке.
Угловые соединения на ус позволяют скрыть торцы деталей, однако по сравнению с предыдущими соединениями имеют меньшую прочность и более сложны в изготовлении.
Соединения деталей на шкантах уступают по прочности соединениям на прямой открытый шип примерно на 35 %. Учитывая, однако, что в большинстве мебельных изделий нагрузки, действующие на соединения, значительно меньше нагрузок, разрушающих эти соединения, можно рекомендовать соединения на шкантах как дающие экономию древесины.
Типы угловых концевых соединений (УК) указаны в таблице.
| Типы соединений | Условные обозначения | Схемы угловых концевых соединений | |
| На шип открытый сквозной | одинарный | УК-1 |
|
|
| двойной | УК-2 |
|
|
| тройной | УК-3 |
|
| На шип с полупотемком | несквозной | УК-4 |
|
|
| сквозной | УК-5 |
|
| На шип с потемком | несквозной | УК-6 |
|
|
| сквозной | УК-7 |
|
| На шипы круглые вставные (шканты) | Несквозные и сквозные | УК-8 |
|
| На ус со вставными круглыми шипами (шкантами) | несквозные | УК-9 |
|
| На ус со вставным плоским шипом | несквозной | УК-10 |
|
|
| сквозной | УК-11 |
|
| Зубчатое | УК-12 |
| |
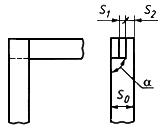
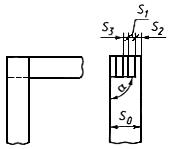
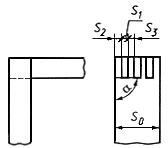
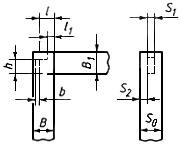
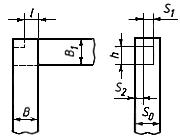
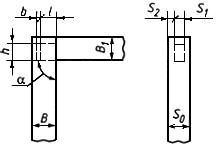
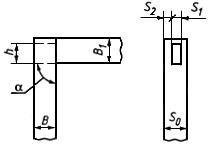
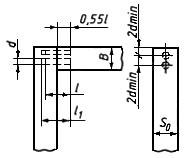
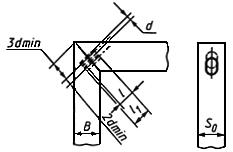
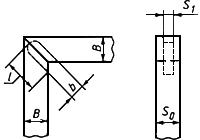
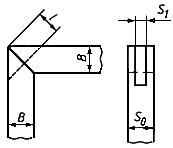
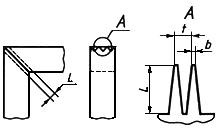
Вопрос 2
Химические окраски. Грибные поражения. Биологические повреждения
Химические окраски — ненормально окрашенные участки в свежераспиленной или свежесрубленной древесине, изменившие цвет в результате химических и дубильных процессов, по большей части при окислении дубильных веществ во время лесосплава, реже при вторичном увлажнении. Расположены обычно в поверхностных слоях древесины (1—5 мм), иногда глубже; при высыхании в той или иной степени выцветают. Появляются у многих лиственных и хвойных пород древесины. Не меняют физико-химические свойства древесины, но ухудшают её вид. В шпоне и фанере измеряют процент поражения площади листа. Различаются по типам: продубина — поверхностная (обычно не глубже 2–5 мм) красновато-коричневая или синевато-бурая окраска боковых поверхностей круглых лесоматериалов, возникающая при окисления дубильных веществ. Встречается на породах, древесина или кора которых богаты дубильными веществами. Характерна для сплавной древесины; дубильные потёки — поверхностные пятна ржаво-бурого цвета, глубиной до 1 мм, появляющиеся на ядровой древесине при окислении вымываемых из него дубильных веществ; чернильные пятна — пятна и полосы серовато-синего или чёрного цвета, возникающие на шпоне, фанере и пластях пиломатериалов, произведённых из пород, богатых дубильными веществами: дуба, берёзы, лиственницы и др. Появляются при взаимодействии дубильных веществ с железом и его солями во влажной древесине; желтизна — сплошная поверхностная (до 3 мм) светло-жёлтая окраска заболони пиломатериалов, выпиленных из хвойной сплавной древесины, возникающая при её интенсивной сушке. В отличие от грибной желтизны не меняет цвета при воздействии 10 % - ого раствора гидроксида натрия; оранжевая окраска — расплывчатые продольные языки, расположенные у торца пиломатериала или шпона сплавной берёзы. Вглубь сортимента выклиниваются, а у края иногда сливаются в сплошную окраску. Возле торца на оранжевом фоне часто бывают выцветы в виде белых языков светлее нормальной древесины, появившиеся при вымывании красящих веществ водой. На просвет ни окраска, ни выцветы не заметны. На поверхности пиломатериалов и шпона окраска ярче, чем внутри. После искусственной сушки окраска становится ярче, но со временем исчезает под действием дневного света.
Грибные поражения. Выделяют 6 видов - грибные ядровые пятна (полосы), заболонные грибные окраски, гниль, плесень, побурение, дупло.
Под воздействием деревоокрашивающих грибов в растущем дереве возникают 1) грибные ядровые пятна (полосы), в срубленной древесине — 2) заболонные грибные окраски. Заболонные грибные окраски характеризуются разновидностями по цвету (синева, цветные заболонные пятна), по интенсивности цвета (светлые, темные); по глубине (поверхностные, глубокие, подслойные). На качество древесины эти пороки существенно не влияют, незначительно снижают прочность при ударных нагрузках, портят внешний вид и повышают водопроницаемость древесины.
3) Гниль имеет разновидности по цвету и структуре пораженной древесины (пестрая ситовая, бурая трещиноватая, белая волокнистая); по типам - заболонная (твердая и мягкая), ядровая и наружная трухлявая. Грибным поражениям древесина подвергается в результате воздействия на нее различного рода гнилей. При этом цветовой тон отдельных участков древесины изменяется.
Ядровая гниль на первой стадии поражения древесины еще не влияет на ее механические свойства. Заболевшая древесина при этом пронизана белыми и черными линиями с красной окантовкой. Существуют и другие виды ядровой гнили: бурая трещиноватая и пестрая ситовая.
4) Плесень представляет собой отдельные пятна или сплошной налет зеленого, голубого, черного или другого цвета. На механические свойства древесины она не влияет, но ухудшает ее внешний вид.
5) Побурение, которое считается пороком срубленного дерева и распространяется от периферии к центру в виде пятен разной интенсивности, часто встречается у лиственных пород (осины, березы, бука).
6) Дупло образуется в результате полного разрушения внутренней части древесины.
|
|
|
|
|
| Грибные ядровые пятна и полосы | Бурая трещиноватая гниль | Синева | Пёстрая ситовая гниль |
|
|
|
|
|
| Белая волокнистая гниль | Побурение | Мягкая заболонная гниль | Наружная трухлявая гниль |








Биологические повреждения. Выделяют три вида - червоточина, повреждение древесины паразитными растениями, повреждение птицами.
1) Повреждение древесины паразитными растениями - это отверстия в древесине, пилопродукции или детали, возникающие в результате жизнедеятельности паразитных растений (омела). Нарушают целостность древесины и снижают ее механические свойства.
2) Повреждение птицами - полость в круглых лесоматериалах, возникающая в результате жизнедеятельности птиц. Нарушают целостность круглых материалов, может затруднить их использование по назначению. Увеличивает количество отходов при распиловке и лущении.
3) Червоточина - разрушение древесины личинками и жуками. При очистке древесины от коры хорошо видны следы деятельности насекомых в виде ходов и бороздок различной формы и конфигурации. Червоточина может быть поверхностной, когда жуки проделывают ходы в коре и лубяном слое; глубокой и неглубокой, когда ходы жуков-древесников проникают на несколько сантиметров в глубину или даже пронизывают древесину насквозь.
Вопрос 3
Обеспечение безопасности механизмов ДОС. Станины, столы
и основные элементы ДОС:
- станина станков должна иметь литую, коробчатую конструкцию, позволяющую разместить в ее полостях стружко-пылеприемники, на столе станка устанавливаются ограждения режущих инструментов, приставные подающие механизмы, вспомогательные устройства. Необходимо обеспечить доступ стружко-пылеприемников к системе воздухопровода;
- конструкции и расположения узлов механизма станка должны обеспечивать удобства обслуживания, свободный доступ к ним, безопасность при монтаже, эксплуатации и ремонте;
- опорные и базирующие элементы станков не должны иметь выступающих острых кромок узлов, которые могут привести к травме.
БИЛЕТ № 15
Вопрос 1
Шиповые угловые серединные соединения
Все соединения по своему назначению объединены в 5 групп: угловые концевые — УК, угловые серединные — УС, угловые ящичные — УЯ, соединения по длине — Д, соединения по кромке — К.
Серединные соединения брусков и щитов применяют при изготовлении столярно-строительных изделий и мебели для увеличения их прочности.
Применяемые инструменты, последовательность выполнения операций и требования к разметке тавровых соединений такие же, как и для угловых. Гнезда и отверстия выполняют вручную при помощи долот и стамесок. При механизированном изготовлении применяют цепно-долбежные и сверлильно-пазовальные станки. Тавровые соединения щитов выполняют на круглый шип. Разметку для отверстий под шипы делают при помощи шаблонов, а затем сверлят только дрелью или на станках СГВП-1, СГВП-2.
Типы угловых серединных соединений (УС) указаны в таблице
| Типы соединений | Условные обозначения | Схемы угловых серединных соединений | |
| На шип одинарный | несквозной | УС-1 |
|
|
| несквозной в паз | УС-2 |
|
|
| сквозной | УС-3 |
|
| На шип двойной | сквозной | УС-4 |
|
| В паз и гребень | несквозной | УС-5 |
|
| В паз |
| УС-6 |
|
| На шипы круглые вставные (шканты) | несквозные | УС-7 |
|
| На шип «ласточкин хвост» | несквозной | УС-8 |
|
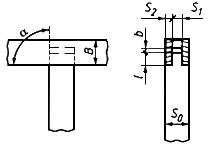
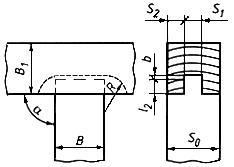
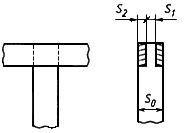
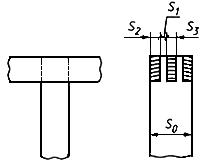
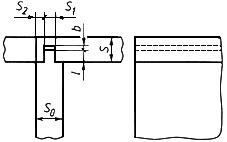
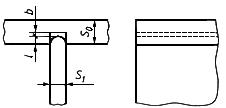
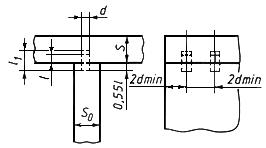
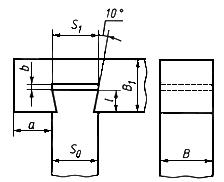
Вопрос 2
Классификация и стандартизация лесных материалов
Круглые лесоматериалы по породам древесины подразделяют на хвойные и лиственные.
По назначению, способу обработки и производства круглые лесоматериалы разделяют на четыре группы:
- для распиловки;
- строгания и лущения;
- выработки целлюлозы и древесной массы;
- для использования в круглом виде.
Лесоматериалы для распиловки и строгания используют:
- для выработки пиломатериалов авиационных, резонансных, палубных и шлюпочных обшивочных, карандашных, для бочковой и ящичной тары, машиностроения, строительства, мебели и других назначений, для шпал и переводных брусьев железных дорог широкой и узкой колеи, экспортных;
- для выработки заготовок для лыж, лож, шпуль, каблуков, челноков, бочковой и ящичной тары, весел, для обувных колодок, деталей колес конных повозок и т. д. Среди сортиментов первой группы по объему преобладают кряжи и пиловочные бревна (пиловочник) для выработки пиломатериалов для машиностроения, строительства, мебели и других назначений.
Бревна — круглые сортименты для использования в круглом виде или в качестве сырья для выработки пиломатериалов.
Кряжи — круглые сортименты для выработки специальных видов лесопродукции. Это фанерный, лыжный, авиационный, катушечный, клепочный, колодочный, карандашный, ружейный, тарный, шпальный, палубный, резонансный, спичечный, стружечный и аккумуляторный кряжи. Длина их соответствует кратному числу чураков.
Чураки — отрезки кряжа, длина которых соответствует размерам, необходимым для обработки на деревообрабатывающих станках.
В зависимости от назначения сортиментов длина лесоматериалов колеблется в пределах от 0,5 (для бочковой и ящичной тары) до 14 м и более (для баржестроения). Пиловочник хвойных пород имеет длину 4 - 6,5 м, лиственных пород не менее 3 м с градацией 0,5 м.
Сортность
Сорт — показатель качества сырья, полуфабрикатов, удовлетворяющий определенным требованиям потребителя (ГОСТ 9462—71* и 9463—72*). Установление сорта в стандартах на круглые лесоматериалы предусматривает разделение хлыста на три зоны: комлевую, срединную и вершинную. Древесина комлевой части хлыста имеет наиболее высокие физико-механические показатели и не имеет живых сучков на боковой поверхности хлыста. В средней части хлыста наблюдается наибольшее число здоровых сучков различных размеров.
По качественным признакам круглые лесоматериалы разделяют на четыре сорта:
- Лесоматериалы 1-го сорта представляют собой крупномерную древесину комлевой части. Комлевые бревна бессучковые или малосучковые предназначаются для выработки пиломатериалов специального назначения: авиационных, резонансных, палубных, экспортных.
- Лесоматериалы 2-го сорта, получаемые из комлевой или срединной части хлыста, используют главным образом для выработки пиломатериалов, применяемых в строительстве, баржестроении, машиностроении. Часть лесоматериалов этого сорта используют в круглом виде.
- Лесоматериалы 3-го сорта могут быть получены из любой части хлыста. Используют их для выработки пиломатериалов, применяемых в машиностроении, строительстве, для изготовления мебели, шпал, переводных брусьев железных дорог широкой и узкой колеи, а также в круглом виде для строительства. В лесоматериалах хвойных пород число здоровых сучков не учитывают.
- Лесоматериалы 4-го сорта используют для выработки пиломатериалов для машиностроения, строительства, мебели, тары.
Не допускаются наружная трухлявая гниль, одновременное наличие заболонной и ядровой гнили у хвойных и заболонных лиственных пород (березы, ольхи, граба, клена), ядровой гнили в мелких (по толщине) сортиментах всех пород.
Строительные бревна относятся к лесоматериалам, используемым в круглом виде. Они служат материалом для промышленного и жилищного строительства и заготовляются из всех хвойных и лиственных пород. В строительстве преимущественно применяют бревна хвойных пород; лиственные породы используют для вспомогательных и временных построек. Длина бревен хвойных пород от 3 м и лиственных от 4 до 6,5 м с градацией 0,5 м. Толщина хвойных бревен 14-25 см, лиственных 12-24 см. По качеству бревна должны соответствовать требованиям 2 и 3-го сортов.
В зависимости от способности к поражениям грибами, вызывающими поверхностные повреждения лесоматериалов, насекомыми, а также растрескиванию, породы древесины делятся на классы: стойкие и нестойкие.
Вопрос 3
Обеспечение безопасности механизмов ДОС. Передаточные механизмы ДОС
Электропривод предназначен для создания необходимых движений или вращающих моментов в нерабочих частях станка. Электропривод включает в себя электродвигатель, передаточный механизм для преобразования движения и аппаратуру управления.
Для привода станков применяют трехфазные асинхронные электродвигатели единой серии 4 А мощностью от 0,5 до 30 кВт и более. Электродвигатели могут быть на лапах и фланцевые, с одним или двумя рабочими концами вала (двусторонние). Для изменения скорости рабочих органов используют двух- или трехскоростные электродвигатели.
Передаточный механизм в электроприводах служит для обеспечения требуемого движения рабочего органа. В качестве передаточного механизма используют ременные, зубчатые, цепные, червячные, винтовые передачи, а также специальные агрегаты: редукторы и вариаторы.
Кроме того, для приведения в действие многих механизмов деревообрабатывающих станков используют гидро- и пневмоприводы. Так, часто гидропривод применяют для привода механизмов подачи и зажима деталей, а пневматический — для их фиксации, загрузки и выгрузки.
Кроме перечисленных элементов каждый деревообрабатывающий станок оборудован системой управления, которая приводит в действие выключатели, кнопки, переключатели, панели индексации и сигнальные лампочки, рукоятки и маховики механической настройки, стружкоприемники и устройства для смазывания узлов, а также всевозможные оградительные устройства, исключающие попадание или доступ частей тела человека в опасную зону станка.
БИЛЕТ № 16
Вопрос 1
Шиповые угловые ящичные соединения
Все соединения по своему назначению объединены в 5 групп: угловые концевые — УК, угловые серединные — УС, угловые ящичные — УЯ, соединения по длине — Д, соединения по кромке — К.
Угловое ящичное соединение на прямой открытый шип имеет высокую прочность, однако торцы шипов при этом соединении выходят наружу с двух сторон.
Соединение на шип «ласточкин хвост» в полупотай широко применяют в ящичных вязках, так как это соединение малозаметно, что для многих конструкций имеет существенное значение.
Ящичные соединения на шкантах и на вставную рейку следует применять в тех случаях, когда шканты и рейка работают не на растяжение, а на срез. Несквозным шкантом в основном соединяют щиты и плиты. При конструировании нужно учитывать, что увеличение количества шкантов на одно соединение усложняет подгонку и сборку соединения, но увеличивает его прочность. В одном соединении не рекомендуется ставить более четырех шкантов. Соединение на вставную рейку не обеспечивает точной центровки по ширине соединяемых элементов (щитов и т. п.), поэтому его используют в основном в выдвижных конструкциях.
Типы угловых ящичных соединений (УЯ) указаны в таблице
| Типы соединений | Условные обозначения | Схемы угловых ящичных соединений | |
| На шип прямой | открытый | УЯ-1 |
|
| На шип «ласточкин хвост» |
| УЯ-2 |
|
| На шип круглый вставной (шкант) |
| УЯ-3 |
|
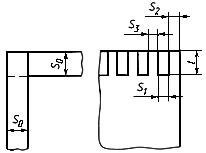
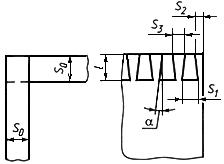
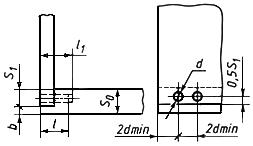
Вопрос 2
Пороки формы ствола дерева
Выделяют следующие виды:
- сбежистость;
- закомелистость (округлая и ребристая);
- овальность;
- наросты;
- наплывы;
- капы
- кривизна (простая и сложная).
1) Сбежистость. Для всех стволов деревьев характерно постепенное уменьшение диаметра в направлении от комля к вершине (сбег). Если на каждый метр высоты ствола (длины сортимента) диаметр уменьшается более чем на 1 см, то такое явление считается пороком — сбежистостью. Сбежистость измеряют как разность между комлевым и вершинным диаметрами у круглого сортимента (в комлевых брёвнах нижний диаметр измеряют на расстоянии 1 м от комлевого торца), а у необрезных пиломатериалов — между шириной комлевого и вершинного конца. Полученную разность относят к общей длине сортимента и выражают в сантиметрах на 1 м или в процентах.
Стволы лиственных пород более сбежисты, чем хвойных. Сильно сбежистые стволы у деревьев, выросших на свободе или в редком древостое. Чем выше бонитет насаждения, тем стволы полнодревеснее, т.е. менее сбежисты. Наименьшая сбежистость характерна для сортиментов, выпиленных из средней части ствола, наибольшая — из вершинной. Сбежистость увеличивает количество отходов при распиловке сортиментов и их лущении и косвенным образом влияет на прочность, так как становится причиной появления в пиломатериалах порока — радиального наклона волокон.
2) Закомелистость - это утолщение или увеличение диаметра комля по отношению к стволу дерева. При изготовлении досок из этой части ствола неизбежны большие отходы, полученный материал при распиловке - невысокого качества, так как появляется большое количество перерезанных волокон.
3) Овальность. Так называется эллипсовидность формы торца круглых лесоматериалов, при которой наибольший диаметр не менее чем в 1,5 раза превышает меньший. Порок измеряют как разность указанных диаметров. Овальность сопровождает крень или тяговую древесину.
4) Наросты - резкое местное утолщение ствола, имеют свилеватую древесину. В большинстве случаев встречаются на лиственных породах: березе, клене, ольхе, дубе и некоторых других, а иногда и на хвойных. Наросты бывают двух видов - наплывы и капы.
5) Наплывы - внутреннее заболевание дерева, сопровождающееся наростами с гладкой поверхностью, чаще бывают на комлевой части дерева.
6) Капы - выражены более рельефной поверхностью; при очистке от коры рельеф выглядит в виде капель. Возникают они на месте интенсивно появляющихся на дереве спящих почек.
7) Кривизна - это искривление продольной оси ствола. Она может быть простой и сложной (ствол имеет несколько изгибов в разном направлении). Кривизна в круглых лесоматериалах затрудняет их использование, увеличивает количество отходов в деревообрабатывающей промышленности.
Вопрос 3
Обеспечение безопасности механизмов ДОС.
Устройства и приборы управления оборудования ДОС
- пусковые устройства и органы управления не должны находиться в местах опасных для обслуживания. Для пуска и включения станка рабочий не должен делать переходы, а также не безопасные и затруднительные движения над рабочими частями и инструментами;
- пусковые устройства должны исключать возможность самопроизвольного включения станка или отдельных его механизмов. Для этого надо предусмотреть надежные фиксаторы;
- пальцевым нажимным кнопочным устройствам предъявляются следующие требования обеспечения безопасности: нажимная кнопка должна быть утоплена на 3-5 мм. ниже поверхности панели коробки пускателя, кнопка «Стоп» должна выступать над поверхностью панели на 3 мм. Расстояние между одновременным нажатием на них, контакты кнопок должны быть защищены от попадания древесной пыли;
- органы управления ДОС: рукоятки, маховики, рычаги размещаются так, чтобы не было возможным случайного их задевания, попадания на них тяжелых обрабатываемых материалов во избежание опасности самопроизвольного движения механизмов резания станка. Форма и размеры рукояток должны быть удобными для обслуживания станка, сами рукоятки должны быть покрыты материалом с низкой теплопроводностью, педали должны иметь шероховатую или рельефную поверхность и ограждающее устройство, предотвращающие случайный нажим на них.
БИЛЕТ № 17
Вопрос 1
Сращивание. Способы сращивания
Способы сращивания: в торец, ступенчатое, в паз и гребень, на «ус», зубчатые.
Для получения строительных элементов требуемых размеров лесоматериалы соединяют по длине, ширине, толщине и высоте посредством врубок. Соединения должны быть надежными и прочными в процессе эксплуатации, технологичны в изготовлении, выполнены аккуратно и тщательно, с пригонкой на месте монтажа. Зазоры и неплотности в соединениях, а также сучки в местах сопряжений не допускаются. Эти дефекты необходимо устранить.
Соединение отрезков более крупных размеров по длине для получения деталей нужных размеров называется сращиванием.
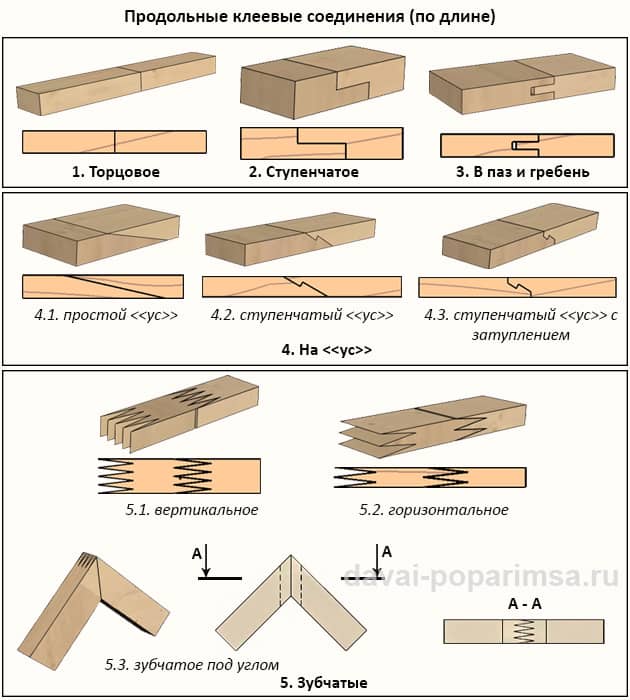
Вопрос 2
Пороки строения древесины
К порокам строения древесины относятся следующие виды:
- наклон волокон;
- крень;
- тяговая древесина;
- свилеватость;
- завиток;
- глазки;
- кармашек;
- сердцевина;
- двойная сердцевина;
- смешанная сердцевина;
- пасынок;
- сухобокость;
- прорость;
- рак;
- засмолок;
- ложное ядро;
- пятнистость;
- внутренняя заболонь;
- косослой.
Косослой (наклон волокон) представляет собой различные отклонения направления волокон от продольной оси дерева. Древесина с таким пороком плохо воспринимает поперечную нагрузку. К разновидностям косослоя можно отнести свилеватость (волнистое размещение волокон) и завиток (местное искривление годичных слоев).
Крень - изменение строения древесины хвойных пород в сжатой зоне ствола и ветвей. Наблюдается в виде дугообразных участков. Часто образуется в древесине искривленных и наклонно стоящих стволов. При поперечном разрезе, особенно у хвойных пород, хорошо видно смещение сердцевины в одну сторону. Крень нарушает однородность строения древесины, понижает прочность, способствует сильному продольному короблению досок и брусьев.
Двойная сердцевина. Она ярко выражена при поперечном распиле ствола в месте раздвоения. Торец дерева в этом месте обычно имеет овальную форму. Часто между двумя сердцевинами бывает закрытая прорость (заросшая кора). Затрудняет обработку, увеличивает отходы, способствует растрескиванию.
Внутренняя заболонь - группа годичных колец-слоев, расположенных в ядровой древесине, имеющая окраску, свойства и строение заболони. На торце ствола ярко выражена в виде одного или нескольких колец разной ширины, более светлых, чем ядро древесины. Такой порок наблюдается в стволах лиственных пород, особенно у дуба и ясеня. Ее участки располагаются в ядровой древесине и имеют цвет заболони. Сплошные или прерывистые кольца двойной заболони состоят из мягкой древесины, что способствует впоследствии растрескиванию пиленого материала. Двойная заболонь встречается у дуба, ясеня и некоторых других лиственных пород. Для мозаичных работ этот порок очень ценен. В лиственных и хвойных породах иногда встречаются участки, на которых в естественных условиях древесина приобретает другой цвет. Цветовые тона таких участков бывают темнее и светлее основного тона окраски слоев древесины. В лиственных породах получается коричнево-красная окраска, в хвойных - светло-желтая.
Ложное ядро - внутренняя часть ствола с темной окраской различных оттенков. Форма ложного ядра может быть: круглой, эксцентричной, звездчатой, лопастной. От заболони ложное ядро отличается более темной окраской.
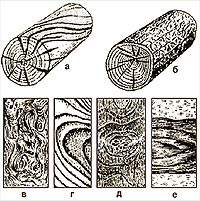
а - тангенциальный наклон волокон; б- крень; в - свилеватость; г - завиток; д - глазки; е - ложное ядро.
Кармашек - полость внутри годичных слоев, заполненная смолой или камедями. Смоляной кармашек портит поверхность изделий, плохо поддается отделке и склеиванию, пачкает инструменты, снижает прочность древесины.
Свилеватость - это волнистое размещение волокон, особенно в прикорневой части дерева. Чаще всего свилеватость наблюдается у клена, дуба, карельской березы, ореха и др. С этим пороком древесина трудно поддается обработке, зато при изготовлении строганого шпона она высоко ценится, особенно у ореха, клена. Характерны в этом отношении и наплывы - наросты на прикорневой части ствола
Прорость - дефект на участке дерева, возникший в результате механических повреждений клетчатки. Такой участок древесины портит внешний вид и затрудняет отделку. Часто в этом месте встречаются грибные пятна и засмолки.
Завиток характерен местным искривлением годичных слоев вследствие влияния прорости или сучков ствола. Завитки бывают сквозные и односторонние. Детали, которые должны нести значительную нагрузку, изготовляют из древесины без завитков, снижающих ее прочность. Смоляные кармашки, крень и засмолок характерны для хвойных пород, особенно для ели.
Пятнистость выражается в окраске заболони в виде продолговатых прожилок. По цвету они напоминают ядровую ткань древесины. Этот порок - следствие грибных поражений клетчатки. Располагается он в основном на пограничном слое ядра и заболони.
Засмолок - это участок древесины, обильно пропитанный смолой. Возникает на месте ранения ствола деревьев хвойных пород. Засмоленные участки выделяются более темной окраской. Древесина в месте порока тяжелее основной. Засмолок снижает ударную вязкость, уменьшает водопроницаемость древесины, затрудняет склеивание и отделку.
Рак - это рана на поверхности ствола дерева, возникшая в результате заражения паразитическим грибом и бактериями. На хвойных породах по границам зараженного участка происходит сильное смолотечение. На месте заражения древесина не нарастает, а с противоположной стороны ствола в виду усиленного прироста образуется характерное вздутие (опухоль).
Вопрос 3
Обеспечение безопасности механизмов и элементов ДОС. Подающие механизмы и механизмы управления
Подающие механизмы и механизмы управления должны подчиняться следующим требованиям:
- устройство для автоматической, механической или ручной подачи должно обеспечивать правильную подачу к режущему инструменту;
- для исключения отбрасывания или смещения материала в процессе обработки следует применять пневматические и гидравлические прижимы.
Автоматические и механические подачи должны включаться только после пуска режущих инструментов, а при выключении станка должен быть остановлен механизм подачи, а затем режущие механизмы. Это достигается путем блокировки механизмов подачи и резания.
БИЛЕТ № 18
Вопрос 1
Сплачивание. Способы сплачивания
Соединяя между собой отдельные детали, получают более сложный конструктивный элемент – сборочную единицу.
Рамка – конструктивный элемент, состоящий из четырех брусков, образующих квадрат или прямоугольник. Рамки могут иметь внутренние бруски – средники. При изготовлении столярных изделий рамки могут быть треугольными, многоугольными, круглыми или в виде трапеции.
Коробка – конструктивный элемент, состоящий из четырех стенок. Наружные бруски рамки или коробки называют обвязочными. В коробках могут быть установлены крышки и дно. Коробка, у которой установлено дно называется ящиком (например, оконный блок состоит из одной коробки и нескольких рамок).
Щиты – конструктивные элементы столярно–мебельных изделий - бывают: массивными (дощатыми), склеивают с брусков из древесины хвойных пород на гладкую фугу, в паз, гребень, на рейку, в четверть, в ласточкин хвост и т. д.; переклейными (многослойными), склеивают по толщине в блоки из нечетного числа массивных щитов; с пустотами (полые), изготовляют из рамки наружных и внутренних обшивок, волокнистый или сотовый заполнитель; столярные плиты – это щит, изготовленный из узких реек, облицованный шпоном.
Сплачивание заключается в соединении брусков, досок по ширине кромки в щиты или пластями в блоки. Каждую доску, брусок, соединяемую в щит, называют делянкой. Соединение по кромке рекомендуется в зависимости от назначения изделия: на рейку, в четверть, в паз и гребень, гладкую фугу.
Пласть - продольная широкая сторона, а также любая сторона пиломатериалов квадратного сечения.
Кромка - продольный край доски.
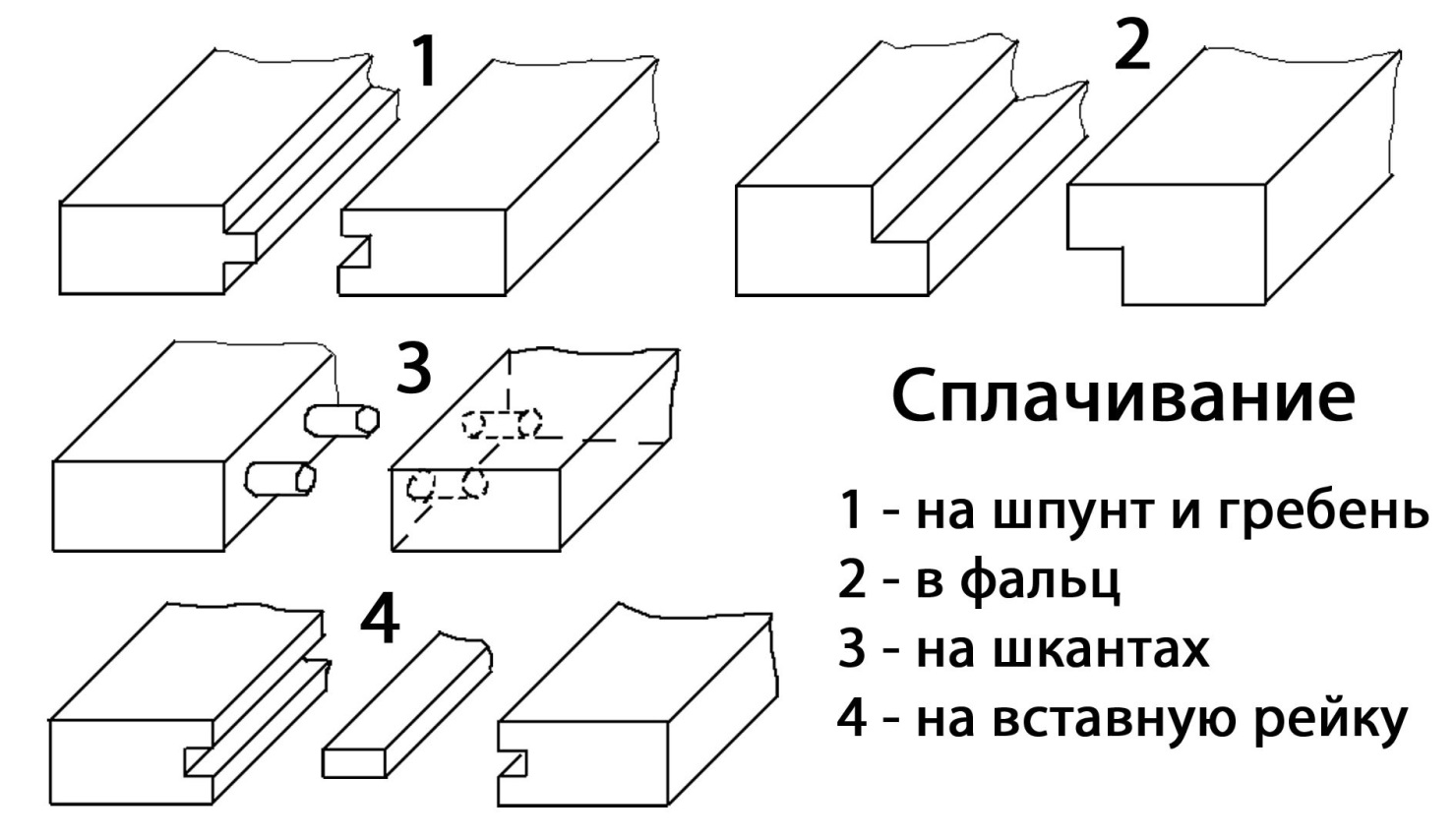
Вопрос 2
Главные разрезы ствола
Основные разрезы ствола:
- поперечный (торцевой), проходящий перпендикулярно оси ствола и направлению волокон и образующий торцевую плоскость;
- радиальный (продольный), проходящий через сердцевину ствола по радиальному направлению вдоль волокон древесины;
- тангентальный (продольный), проходящий на некотором расстоянии от сердцевины.
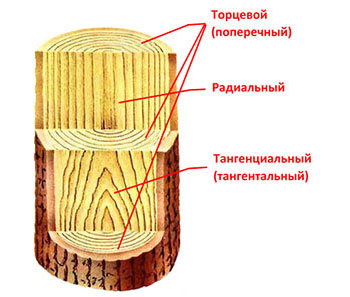
Виды пиления и строгания
Пилением называется процесс разделения обрабатываемого образца древесины на две или несколько частей при помощи повторного движения резцов в данном сечении.
В зависимости от того, как расположена плоскость пропила относительно волокон, различают следующие основные виды пиления:
- поперечное — плоскость пропила перпендикулярна направлению волокон;
- продольное — плоскость пропила параллельна направлению волокон;
- смешанное – плоскость пропила расположена под углом к направлению волокон.
При раскрое древесины не получается заготовки необходимой точности: пилы оставляют след на поверхности древесины и, кроме того, выпиленные заготовки обычно несколько деформируются. Поэтому они имеют неправильную форму и негладкие грани. Придание деталям правильной формы, точных размеров и заданного угла между гранями производится строганием.
В зависимости от направления строгания по отношению к направлению волокон различают три вида строгания:
- вдоль волокон;
- поперек волокон (в плоскости их расположения);
- перпендикулярно волокнам (торцевание).
Вопрос 3
Обеспечение безопасности механизмов и элементов ДОС.
Оградительные устройства
Во время подачи материалов под воздействием усилия станочника открывают межрабочую часть инструментов, осуществляющую процесс обработки, а нерабочая часть его надежно ограждается и не доступна для прикосновения к ней станочника.
Дверцы, стенки и другие открывающиеся или отодвигаемые части сплошных, неподвижных ограждений, снимаемые при замене режущего инструмента или обслуживания механизма станка, должны иметь блокировку с пусковыми устройствами, исключающую открывания ограждений до полной остановки станка.
Решетчатые и сетчатые части ограждения не следует располагать ближе 55 мм. от движущихся или вращающихся элементов станка.
БИЛЕТ № 19
Вопрос 1
Шлифование древесины: назначение, виды
Шлифование деталей из древесины проводят после строгания, фрезерования, циклевания, при столярной подготовке изделия к отделке, а затем после грунтования, шпатлевания, а также в процессе нанесения лакокрасочных материалов.
Шлифование дерева необходимо производить для создания ровной и гладкой поверхности деревянной детали по завершении всех работ либо перед покраской, нанесением лака, морилки, другого покрытия или перед другой обработкой.
Шлифовка — это заключительный процесс отделочной подготовки. Наиболее распространенной является шлифовка шкуркой. Промышленность выпускает шкурку на бумажной и тканевой основах, покрытых абразивными материалами.
Есть водостойкие шкурки - для мокрой шлифовки. По видам абразивов различают шкурки стеклянные, корундовые, кремневые.
Шлифовку дерева можно выполнять двумя основными способами:
- вручную;
- с помощью машин.
Шлифование древесины в больших объемах выгоднее производить машинным способом, для чего применяют следующие типы специальных шлифовальных машин:
- ленточные;
- дисковые;
- эксцентриковые.
Самые эффективные и производительные – машины эксцентрикового типа, которые обеспечивают хороший уровень зачистки и оставляют немного следов. Работа дисковой машиной займет много времени, а ленточная больше подходит для удаления большого слоя древесины, но при этом после нее остается множество дефектов. Главный минус машинной шлифовки – появление волнистых следов на обработанной древесине.
В любом случае, даже после применения шлифовальной машины, деревянную поверхность необходимо обработать вручную, чтобы удалить все шероховатости, царапины и другие погрешности и добиться нужной степени гладкости. Ручная обработка позволяет качественно обработать даже труднодоступные места и сложные рельефы деталей, а также проконтролировать качество непосредственно в процессе работы. Особенно важна ручная техника при необходимости межслойного шлифования отделочных покрытий – при такой деликатной работе только она дает хороший результат.
Обработка древесины вручную осуществляется при помощи наждачной бумаги. Иногда возможно использование напильников и рашпилей.
Вопрос 2
Назначение наждачной бумаги. Зернистость
При ручном шлифовании древесины пользуются наждачной бумагой. Такое полотно на основе бумаги или ткани с нанесенными режущими частицами выпускают нескольких видов в зависимости от типа абразивного материала:
- с покрытием из карбида кремния;
- с зернами корунда;
- с гранатом;
- с оксидом алюминия.
Также шлифовальные шкурки различаются по размеру абразивных частиц, они бывают:
- очень грубые и грубые (крупнозернистые);
- средние (со средним размером зерен);
- тонкие и очень тонкие (мелкозернистые).
Зернистость наждачки означает то число ячеек сита (в 1 квадратном дюйме), через которое просеиваются частицы абразива. Поэтому чем меньше ячейки, тем тоньше и глаже полотно и тем больше числовое обозначение зернистости. Этот показатель находится в пределах от 36 до 2000 единиц, но при работе с древесиной чаще используют следующие разновидности наждачной бумаги по зернистости:
- 80, 100, 120, 150, 180 – при обработке древесины мягких пород;
- 200, 240, 280 – для окончательной полировки и обработки древесины твердых пород.
При работе вручную сначала берут грубую шкурку, постепенно переходя к более мелкой, чтобы зачистить следы от предыдущего абразива.
Чтобы качественно подготовить поверхность к последующей отделке, начинать работу нужно с наждачной бумаги зернистостью 120 или 150 единиц, а затем переходить к зернистости в 180 единиц. Таким способом можно добиться нужного состояния деревянной поверхности перед нанесением масла, лака, морилки или другого покрытия.
Вопрос 3
Обеспечение безопасности механизмов и элементов ДОС.
Тормозные устройства
Служат для быстрой остановки выключенного привода или для временного удержания в неподвижном состоянии отдельных частей станка. Обычно применяют электромеханические тормоза. Виды: электромагнитные с использованием диска, электромагнитные с использованием фрикционных лент, электромагнитные с использованием тормозных колодок, чисто фрикционные.
Тормозные устройства должны обеспечивать быстрое торможение и остановку режущих инструментов при выключении электродвигателя. Согласно правилам техники безопасности, в деревообрабатывающей промышленности режущие инструменты станка под воздействием тормозных устройств должны останавливаться в течение 6 сек с момента выключения электродвигателя.
При конструировании тормозов необходимо стремиться к блокировке их с пусковыми устройствами. Блокировка должна быть двусторонней, чтобы при выключении электродвигателя или переводе приводного ремня на холостой шкив привода автоматически включался тормоз, а при включении последнего — автоматически выключался двигательный механизм (электрический или механический).
Включение тормозных устройств должно быть плавным, так как резкое включение может вывести тормоз из строя.
БИЛЕТ № 20
Вопрос 1
Общие сведения о наладке и настройке деревообрабатывающих станков
Перед подготовкой к пуску наладчику необходимо внимательно прочитать и изучить:
- паспорт и руководство по обслуживанию станка;
- конструктивные особенности и размещение основных сборочных единиц в станке;
- действие органов управления и системы блокировок;
- назначение всех рукояток, кнопок, переключателей и сигнальных лампочек;
- общие и специальные правила техники безопасности, относящиеся к данному типу оборудования.
В процессе подготовки к первоначальному пуску следует:
- подготовить рабочее место наладчика;
- удалить с оборудования антикоррозионное покрытие и промыть механизмы станка керосином (при необходимости);
- протереть рабочие поверхности станка чистой ветошью и покрыть их тонким слоем индустриального масла И-20А (ГОСТ 20799—75). Не разрешается применять для очистки станка металлические предметы;
- проверить заземление станка, состояние электроаппаратуры, изоляции проводов и ограждений движущихся частей;
- смазать трущиеся соединения согласно карте смазки, находящейся в паспорте станка;
- заполнить маслом емкости гидравлической системы;
- проверить отсутствие забоин, заусенцев, ржавчины и других дефектов на рабочих поверхностях посадочных мест шпинделей, направляющих столов, суппортов и других узлов;
- проверить разрежение в системе удаления отходов, подачу сжатого воздуха в пневмосистему, а также подачу электроэнергии;
- проверить вручную плавность перемещения (на отсутствие рывков и заеданий) шпинделей, столов, суппортов и прочих движущихся частей станка;
- подготовить режущий и контрольно-измерительный инструмент для выполнения наладочных работ;
- подготовить необходимое количество пробных заготовок для пуска станка. Режущий инструмент и заготовки должны быть тщательно проверены на соответствие требованиям чертежа и технических условий. Негодные инструменты и заготовки следует изъять;
- выверить правильность расположения режущего инструмента.
После устранения выявленных дефектов необходимо опробовать станок на холостом ходу в течение 30 мин. При этом нужно проверить:
- безотказность срабатывания кнопок «Пуск» и «Стоп», правильность работы сигнальных лампочек, переключателей и блокировок на остановку и пуск отдельных частей станка путем многократного нажатия соответствующих кнопок;
- направление вращения рабочих шпинделей и подающих элементов станка;
- соответствие давления воздуха в пневмосистемах и масла в гидросистемах приводов величинам, указанным в технической документации;
- отсутствие утечки воздуха (масла) из мест присоединения трубопроводов, крышек, маслоуказателей и т. д.;
- отсутствие утечек масла в смазочных устройствах;
- работу отдельных элементов станка на холостом ходу, проверив плавность, отсутствие рывков, наличие замедленного движения.
По окончании испытания станка на холостом ходу приступают к наладке. В процессе наладки необходимо:
- осуществить наладку отдельных элементов, а затем всего станка;
- установить величины перемещений суппортов, головок, столов и других подвижных частей, отрегулировав положение упоров и ограничителей хода;
- выбрать режим работы станка;
- проверить правильность подвода и отвода рабочих органов, зажима и освобождения обрабатываемых заготовок;
- произвести размерную настройку режущего инструмента согласно заданным размерам деталей;
- выполнить пробную обработку деталей. После обработки необходимо проверить обработанные поверхности мерительными инструментами и в зависимости от полученных результатов и возможных отклонений выполнить частичную поднастройку или подналадку станка.
При эксплуатации станков возникает необходимость периодически переналаживать станки на обработку деталей, различающихся размерами и формой. При этом следует:
- проверить наличие режущего инструмента и его исправность (отсутствие внешних дефектов);
- очистить элементы станка от стружки и пыли; снять или отомкнуть ограждения;
- осмотреть подвижные элементы на отсутствие неисправностей и при необходимости выполнить мелкий ремонт;
- проконтролировать наличие смазки в механизмах и на направляющих. При обнаружении неполадок устранить дефекты и обеспечить подачу смазки;
- произвести переналадку станка согласно заданному размеру и форме обрабатываемой детали, затем осмотреть его на отсутствие видимых неисправностей: незакрепленных ограждений, суппортов, направляющих линеек, упоров и т. п.;
- опробовать станок на холостом ходу, чтобы выявить неисправности и устранить их;
- произвести пробную обработку деталей и замерить их;
- по результатам контрольного замера произвести поднастройку, после чего повторно обработать и замерить детали.
Вопрос 2
Виды пиломатериалов и их характеристика
При продольной распиловке стволов деревьев на лесопильных рамах получают различные пиломатериалы: брусья, бруски, доски, пластины, четвертины и горбыли.
Брус — пиломатериал толщиной и шириной более 100 мм. Если брус опилен с двух сторон, то его называют двухкантным, а если с четырех сторон, то четырехкантным.
Бруски — пиломатериалы, имеющие толщину 50—100 мм и ширину не более двойной толщины, т. е. 100—200 мм.
Доски — это пиломатериалы толщиной 13—100 мм и шириной 80—250 мм, т. е. больше двойной толщины.
Пластины получают при продольном распиливании бревна пополам, а четвертины — на четыре части.
Доска отличается от бруска тем, что ее ширина более чем в 2 раза превышает толщину.
Горбылем, или обаполом, называют выпиленную боковую часть бревна.
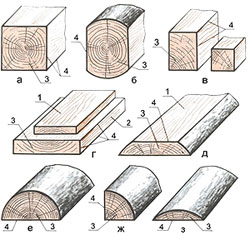
Пиломатериалы: а – брус четырёхкантный; б – брус двухкантный; в – бруски; г – доски обрезные; д – доски необрезные; е - пластина; ж - четвертина; з – горбыль (1 – пласть; 2 - кромка; 3 - торец; 4 – ребро).
Обапол — боковые части бревна, срезанные при продольной распиловке.
Дощечки и планки — это тонкие и короткие пиломатериалы прямоугольного сечения, а рейки — плоские бруски и тонкие узкие доски.
По характеру обработки пиломатериалы делят на необрезные и обрезные. У обрезных материалов все четыре стороны пропилены, а размеры обзола не превышают допустимых; у необрезных пласти пропилены, а кромки совсем не пропилены или пропилены частично.
Заготовки. Это доски и бруски, прирезанные к габаритным размерам деталей с соответствующими припусками на усушку и последующую обработку. Заготовки, применяемые в конструкциях столярно-мебельных изделий, могут быть как цельными, так и клееными, иметь различные формы поперечного сечения.
Пиломатериалы имеют следующие элементы: пласти, кромки, ребра и торцы.
Пластью называют широкую плоскость пиломатериала, а кромкой — узкую плоскость. Ребром является линия пересечения этих двух плоскостей. Торец — поперечная (торцовая) плоскость пиломатериала.
Вопрос 3
Общие требования по технике безопасности при работе на ДОС:
1. К работе на деревообрабатывающих станках могут быть допущены лица, имеющие квалификационное удостоверение на право управления деревообрабатывающими станками, прошедшие медицинский осмотр и признанные годными для выполнения данного вида работы, прошедшие вводный и первичный на рабочем месте инструктажи по охране труда, обученные безопасным приемам труда, стажировку на рабочем месте и проверку знаний требований охраны труда, пожарной безопасности, оказанию первой помощи.
2. Станочники должны знать и выполнять правила внутреннего трудового распорядка организации.
3. Станочники должны:
— знать конструкцию станка, устройство и назначение всех его частей, ограждений и предохранительных приспособлений, точки заземления электродвигателей и пусковых устройств;
— уметь определять неисправности станка, его устройств и механизмов;
— знать требования, предъявляемые к круглым пилам, ножам, фрезам, способы установки режущего инструмента, режимы резания.
4. Во время работы станочники должны пользоваться средствами индивидуальной защиты (рукавицы, спецодежда, спецобувь, средства защиты органов слуха и др.), выдаваемыми по установленным нормам.
5. Рабочие места и рабочие зоны должны иметь достаточное освещение. Свет не должен слепить глаза.
6. Для смены пилы, фрезы и других рабочих органов, очистки станка, уборки рабочего места следует пользоваться вспомогательными инструментами (ключом, крючком, лопатой, щеткой, скребком и др.).
7. На рабочем месте необходимо соблюдать правила пожарной безопасности. Курить только в установленных местах.
8. Организационное руководство работой осуществляет мастер непосредственно или через бригадира.
9. Работники несут ответственность за нарушение требований настоящей инструкции в соответствии с действующим законодательством Российской Федерации.
БИЛЕТ № 21
Вопрос 1
Основные механизмы и элементы в конструкциях ДОС
Конструкция деревообрабатывающих станков определяется их технологическим назначением. При этом в разных станках часто применяют повторяющиеся элементы. Такое использование конструктивных элементов называют нормализацией. Иногда станки полностью состоят из одинаковых составных частей и отличаются один от другого только взаимным расположением основных рабочих органов. Такое заимствование элементов называют унификацией. Если станки собирают из отдельных агрегатов, которые выпускают серийно специализированными заводами, то их называют агрегатными.
Все составные части того или иного станка монтируют на станине, которая устанавливается на фундамент или специальные виброизолирующие опоры. На станине расположены корпусные детали, которые воспринимают нагрузки от рабочих органов и образуют контур станка.
Элементы станка, предназначенные для обеспечения главного движения, называют механизмом резания - ножевой вал, шпиндель, пильный вал, на которых крепится режущий инструмент.
Механизм подачи предназначен для обеспечения движения подачи заготовки и выполняется в виде конвейера, вальцов или роликов.
Правильное расположение заготовки относительно режущего инструмента достигается установочными элементами станка: столами, направляющими линейками, угольниками, упорами, ориентирующими и прижимными приспособлениями.
Для обеспечения настроечных перемещений в станке имеются суппорты и механизмы настройки, которые служат для перемещения суппорта с рабочим инструментом в заданном направлении.
Важными элементами станка являются оградительные и предохранительные устройства. Их выполняют в виде щитков, крышек, колпаков, оградительных сеток для того, чтобы предохранить станочника от случайного касания вращающихся и движущихся механизмов.
К органам управления станка относятся маховички, педали, рукоятки, кнопки и переключатели. В современных станках органы управления выполняют в виде пульта.
Вопрос 2
Общие правила безопасности при работе с электроинструментом
Перед включением проверьте, соответствует ли напряжение питания Вашего электроинструмента сетевому напряжению; проверьте исправность кабеля, штепселя и розетки, в случае неисправности этих частей дальнейшая эксплуатация запрещается.
Электроинструменты с двойной изоляцией не требуют подключения через розетку с третьим заземленным проводом. Для электроинструментов без двойной изоляции подключение через розетку с заземленным проводом обязательно. Избегайте контакта тела с заземленными поверхностями типа труб, радиаторов, печей и холодильников. Риск удара током резко возрастает, если ваше тело соприкасается с заземленным объектом.
Если использование электроинструмента во влажных местах неизбежно, ток к электроинструменту должен подаваться через специальное устройство - прерыватель, отключающее электроинструмент при утечке. Резиновые перчатки электрика и специальная обувь увеличат вашу личную безопасность. Не подвергайте электроинструменты воздействию дождя или влажным условиям. Вода, попавшая в электроинструмент, значительно увеличивает риск удара током.
Аккуратно обращайтесь с электрошнуром. Никогда не используйте шнур, чтобы нести электроинструменты или тянуть штепсель из розетки. Держите шнур вдали от высокой температуры, масляных жидкостей, острых граней или движущихся частей. Замените поврежденные шнуры немедленно. Поврежденные шнуры увеличивают риск удара током. При действии электроинструмента вне помещений, используйте электроудлинители, специально предназначенные для таких целей.
Вопрос 3
Станочники ДОС должны перед началом работы: …
1. Надеть спецодежду, индивидуальные средства защиты - одежда не должна иметь свисающих концов;
2. Произвести внешний осмотр станка и убедиться:
- в свободном доступе к пусковым устройствам;
- в исправности электрооборудования и заземления пусковых и блокировочных устройств путем кратковременного включения;
- в эффективности тормозного устройства;
- в наличии ограждения и надежности его крепления;
- в правильности, надежности крепления и остроте режущего инструмента, отсутствии трещин, заусенцев и сколов на нем;
- в наличии всех зубьев и равномерности их развода на пильных дисках;
- в отсутствии биения пильных и ножевых валов;
- проверить наличие когтевой завесы.
БИЛЕТ № 22
Вопрос 1
Мебельные элементы, детали и узлы
Столярно-мебельное изделие состоит из определенных элементов - брусков, рамок, решеток, коробок, щитов, а также из различных мелких и профильных деталей.
Деталями мебели называют изделия, изготовленные из однородного по наименованию материала, а также изделия, полученные склеиванием отдельных заготовок из древесины. Детали могут быть прямолинейными и криволинейными, прямоугольными и профильными в сечении.
Брусок - простой конструктивный элемент с шириной не более двойной толщины. Предельное сечение бруска из массива - 100х50 мм. Применять бруски больших сечений нецелесообразно, так как они недостаточно формоустойчивы при усушке, набухании и короблении.
Досками называют заготовки, имеющие ширину более двойной толщины. Бруски и доски по отдельным сторонам имеют свои названия: узкие стороны независимо от расположения годовых слоев называются кромками, широкие - пластями, место разграничения пласти и кромки - ребром. У брусков всегда различают левую и правую пласти. Правая часть всегда расположена к сердцевине дерева, а левая - к периферии. При перерезании доски, бруска, щита под прямым углом к волокнам получают торцевую сторону или торец, а под углом, отличным от прямого - полуторцевую или полуторец.
Элементы столярных деталей также имеют свои названия.
Раскладками называют бруски, которыми закрывают кромки плит. Раскладки могут быть поставлены вровень с пластью плиты (заподлицо), с уступом или выступом. По форме раскладки могут быть прямоугольными и профильными.
Штапиками называют бруски, служащие для крепления вставленных в четверть стекол или филенок.
Филенки - плиты, вложенные внутрь (в просвет) рамки. По форме филенки бывают плоскими, в виде ровной плиты, и сложной формы, со скошенными или профильными кромками. Филенки с такими кромками называются фигарейными.
Фаска - срезанное острое ребро кромки детали. Фаска увеличивает сопротивление материала внешнему воздействию, поэтому предохраняет ребро от сбивания. Смягчение или заоваливание - небольшое, радиусом 1-2 мм, закругление острого ребра. Смягчение также предохраняет кромку от сбивания. Закругление - более значительное по сравнению со смягчением заоваливание ребра детали.
Галтель - полукруглая выемка, сделанная на ребре или на пласти детали.
Калевка - фигурный профиль какого-либо бруска, т.е. фигурно обработанная кромка бруса, предназначенная для декоративного оформления изделия.
Фальц - прямоугольная выемка, образующаяся двумя плоскостями, дающими чаще всего входящий прямой угол. Выступающая часть детали, образующаяся в результате отбора фальца, называется губкой. Фальц с равными сторонами угла называют четвертью.
Платик - преднамеренно допущенный уступ, предназначенный для скрытия клеевого шва, зазора или другого дефекта на поверхности изделия. Величина платика - от 2 до 6 мм. Платики широко применяют в производстве мебели. Иногда пригонка детали заподлицо очень трудна и сложна и требует дополнительной затраты времени и труда. Поэтому уже в самой конструкции предусматривают платик. Наличие платиков упрощает сборку изделий, но усложняет их отделку в собранном виде.
Свес - выступающая за пределы основания часть сиденья табурета или стула, крышки стола и т.п. Величина свеса колеблется в пределах от 10 до 50 мм.
Всевозможные профильные детали, применяемые в столярных и мебельных работах, называют в зависимости от их назначения.
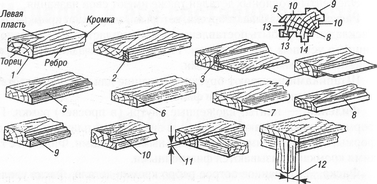
Элементы составных частей столярно-мебельных изделий: 1 - брусок; 2 - раскладка; 3 - штапик; 4 - филенка; 5 - фаска; 6 - смягчение; 7 - закругление; 8 - галтель;9 - калевка; 10 - фальц; 11 - платик; 12 - свес; 13 - пазы; 14 – гребень
Мебельные узлы
Простые изделия склеивают из деталей за один раз (например, настенная полка из досок); более сложные изделия собирают из узлов или каркасов, соединяемых между собой деталями, которые всегда состоят из одного куска дерева, тем или иным образом обработанного. Так, табурет состоит из двух узлов в виде пары ножек с царгой и проножкой, соединенных затем между собой деталями других царг и проножек, идущих под прямым углом к каркасам, и верхней крышкой.
Письменный тумбовый стол состоит из нескольких законченных конструктивно объемных элементов, называемых комбинатами (тумба, крышка, ящик и т.п.). Возможность разбивки изделия на узлы и комбинаты существенно облегчает работу по сборке и тем улучшает качество.
Рамками и коробками называются конструктивные элементы, состоящие из трех и более брусков, связанных между собой угловыми и срединными вязками, или скрепами. Высота брусков коробки должна быть не менее ее толщины, в противном случае получается рамка.
Чаще всего в рамках бруски находятся в одной плоскости. Наружные бруски в рамках и коробках называются обвязочными, внутренние - средниками. У вертикально стоящей рамки вертикальные бруски называют стоемными, горизонтальные - поперечными. Кроме того, длинные бруски называются продольными, а короткие - поперечными.
Решетка - это рамка с большим количеством средников, расположенных в вертикальном, горизонтальном положении или в том и другом.
Опорная коробка - основной вид опор мебели. Коробка чаще всего состоит из четырех брусков, связанных шиповой вязкой. Вертикальные или горизонтальные бруски в коробке называют импостами.
Вопрос 2
Типы производств
Индивидуальное производство, при котором изделия изготавливают в незначительном количестве, повторного выпуска этих изделии специально не предусматривается, т. е. эти предприятия и мастерские занимаются изготовлением спецзаказов.
Серийное производство, когда изделия выпускают более или менее крупными партиями (сериями), причем заранее предусматривается повторяемость серий.
Массовым производством, при котором изделия выпускаются в большом количестве непрерывно и в течение длительного времени без изменения их конструкции.
Непрерывно-поточное производство, при котором рабочие места расположены в порядке выполнения операций, места рассчитаны так чтобы не было задержки.
Ручной поток – наиболее простая форма непрерывно-поточного производства, при котором заготовки с одного рабочего места другому передаются вручную, или с помощью простейших транспортерных устройств.
Поток с распределительным конвейером представляет собой линию рабочих мест, обслуживаемую одним транспортирующим устройством, использование их для передачи заготовок от одного станка другому.
Рабочий конвейер – поточная линия, на которой заготовки обрабатывают, не снимая с транспортирующего устройства.
Автоматическая линия – система машин (станков), расположенных в технологической последовательности операций.
Полуавтоматические линии – промежуточная форма между конвейером и автоматической линией.
Вопрос 3
Станочники ДОС должны во время работы: …
1. Перед включением убедиться, что его пуск не угрожает опасностью.
2. Подачу материала начинать при установившейся скорости вращения режущего инструмента, плавно и без рывков пользоваться толкателями.
3. Следить за тем, чтобы длина материала была больше расстояния между осями подающих валиков (не менее 100 мм.).
4. Извлекать обрезки из щелей только при полной остановке режущего инструмента.
5. Осмотр, чистку, регулировку, смазку станка, закрепление ограждений – только при полной остановке двигателя.
6. Не находиться против торца подаваемого материала.
БИЛЕТ № 23
Вопрос 1
Строгание древесины. Виды ручных строгальных инструментов
Строгание древесины применяют для придания поверхности древесины ровного гладкого вида.
Инструменты, применяемые для ручного строгания, называются стругами. Струг состоит из деревянной колодки, стальной железки (ножа, резца) и клина, служащего для закрепления железки в колодке. Некоторые струги имеют в передней части деревянный рожок. В колодке струга для установки железки устраивается сквозное гнездо, так называемый леток, постепенно сужающийся к низу и образующий в нижней части колодки, называемой подошвой, узкую прорезь — пролет — шириной от 5 до 9 мм. Чем уже пролет, тем чище строгание, так как сильнее подпор волокон к режущей кромке железки.
Подошва колодки струга, служащего для выстрагивания плоских поверхностей, должна быть плоской. Подошва струга, предназначенного для обработки кривых и профильных поверхностей, должна иметь профиль, обратный обрабатываемой поверхности.
Инструменты для ручного строгания делятся на две группы:
1. Для плоскостного строгания:
а) шерхебель — для грубого строгания;
б) рубанок с одиночным ножом — для выравнивания поверхности;
в) рубанок с двойным ножом — для чистового строгания;
г) фуганок — для окончательного чистового строгания;
д) полуфуганок - с L-образным корпусом 530 мм вместо 650 мм;
е) шлифтик — для зачистки древесины, имеющей задиры.
2. Для профильного (фигурного) строгания:
а) цинубель — для образования мелких борозд под фанерование;
б) зензубель — для отборки четвертей;
в) фальцгебель — для выборки четвертей (имеет ступенчатую подошву);
г) шпунтубель — для ручной выборки пазов-шпунтов;
д) галтель — для образования желобов;
е) калёвка — для профильной обработки кромок деталей;
ж) горбач — для обработки выпуклых (вогнутых поверхностей).
Вопрос 2
Стадии технологического процесса изготовления мебели
Производственный процесс – совокупность всех процессов, связанных с превращением поступающих на предприятие сырья и материалов в готовую продукцию.
Технологический процесс – часть производственного процесса, которая непосредственно связана с изменением размеров, форм и свойств перерабатываемых материалов (сушка, раскрой, склеивание, облицовка и т.д.).
Каждую стадию технологического процесса можно разделить на технологические операции.
Операция – это часть технологического процесса, осуществляемая на одном станке или на одном рабочем месте.
При обработке заготовок на станках следует различать составные элементы операции:
Переход – часть операции, осуществляемая одним и тем же режущим инструментом при обработке детали. Операция из трех переходов - сверление одного отверстия, сверление второго отверстия, сверление третьего отверстия.
Проход – перемещение режущего инструмента по обрабатываемой поверхности, сопровождаемое снятием материала, при неизменной установке инструмента.
Установка – часть операции, выполняемой без изменения положения заготовки, т.е. при неизменном ее закреплении в станке или приспособлении.
Позиция – часть операции (установки), выполняемой без раскрепления обрабатываемой заготовки.
Вопрос 3
Станочники ДОС должны в аварийных ситуациях: …
1. Немедленно остановить станок кнопкой «Стоп».
2. При перегреве двигателя остановить его и дать время на остывание (ускорять процесс остывания запрещается).
3. При появлении стука, вибрации, изменение характерного шума, перегреве режущего инструмента, появление запаха гари – немедленно остановить станок.
4. При обнаружении пожара – немедленно сообщить в пожарную часть и приступить к его тушению.
5. Каждый работник должен уметь оказывать первую медицинскую помощь.
БИЛЕТ № 24
Вопрос 1
Буквенно-цифровая индексация деревообрабатывающих станков
Для обозначения типов станков принята буквенно-цифровая индексация.
Кроме этих букв для указания характерного максимального параметра и модели станка проставляют соответствующие цифры. Цифра после первой буквы индекса указывает на количество рабочих органов или агрегатов станка. Например, С2Ф - фуговальный станок с двумя (горизонтальный и вертикальный) фрезерными валами.
Цифры после букв индекса характеризуют основной параметр станка, а цифры после тире – номер модели.
| Тип станка | Обозначение | Тип станка | Обозначение |
| Окорочный | ОК | Рейсмусовый | СР |
| Лесопильные рамы: |
| Четырехсторонний продольно-фрезерный | С |
| вертикальная | Р | Фрезерный | Ф |
| двухэтажная | 2Р | Шлифовальный | Шл |
| горизонтальная | РГ | Шипорезные для рамного шипа: |
|
| Ленточнопильные: |
| односторонние | ШО |
| для распиловки бревен | ЛБ | двусторонние | ШД |
| горизонтальные | ЛГ | Шипорезные для ящичного шипа: |
|
| делительные | ЛД | прямого "ласточкин хвост" | ШП ШЛХ |
| столярные | ЛС | Сверлильный | СВ |
| Круглопильные станки: |
| Сверлильно-пазовальный | СВП |
| для продольного раскроя | ЦД | Долбежный с фрезерной цепочкой | ДЦ |
| для поперечного раскроя | ЦТ | Токарный | Т |
| для форматного раскроя | ЦТФ | Круглопалочный | КП |
| Фуговальный | СФ | Шлифовальный | ШЛ |
Пример: Индексация СР6-9 означает – станок рейсмусовый с максимально возможной шириной обрабатываемой заготовки 630 мм девятой модели; Ф2К-2 означает - станок фрезерный, двухшпиндельный, с карусельным столом, второй модели; ЛС80-5 - станок ленточнопильный, столярный, диаметр рабочих шкивов 800 мм, пятая модель и т. д.
Вопрос 2
Заготовки, их классификация, размеры и качество по ГОСТ
Часть пиломатериала определенных размеров и качества, предназначенная для изготовления конкретных деталей, называется заготовкой.
В ряде случаев заготовкой может считаться весь пиломатериал определенного качества, применяемый без полного цикла обработки как деталь конкретного изделия или сооружения, например, мостовые брусья или детали подмостей строительных лесов. Такие заготовки являются заготовками-деталями. Они должны пройти, как минимум, через две технологические операции механической обработки - прирезку по длине (торцовку) и калибрование, т. е. формирование требуемого поперечного сечения. Калибрование древесины (древесных материалов) — обработка древесины (древесных материалов) фрезерованием или шлифованием с целью получения заданных размеров. (ГОСТ 17743-86. Технология деревообрабатывающей и мебельной промышленности. Термины и определения)
Общими классификационными признаками заготовок являются:
- порода древесины;
- назначение или область применения;
- параметры поперечного сечения;
- вид обработки боковых поверхностей;
- требования к качеству древесины.
Порода древесины. Для изготовления заготовок используют пиломатериалы хвойных, мягколиственных и твердолиственных пород, а также тропических пород.
Назначение. По этому признаку заготовки подразделяют на заготовки общего назначения, т. е. для использования в разных областях промышленности и строительства (в т. ч. заготовки-детали) и на заготовки специального назначения (резонансные, лыжные, для лож стрелкового оружия, для тары военного назначения).
Заготовки общего назначения регламентированы двумя ГОСТами: заготовки из древесины хвойных пород (ГОСТ 9685-86) и заготовки лиственных пород (ГОСТ 7897-83).
ГОСТ 9685 распространяется на заготовки для деталей строительных конструкций и сооружений, для деталей мебели, железнодорожных вагонов, грузовых автомашин, судостроения и др.
ГОСТ 7897 не конкретизирует области применения заготовок и распространяет требования на заготовки любого назначения.
Вид обработки боковых поверхностей. Заготовки из древесины лиственных пород изготовляют только пилеными. Но практика свидетельствует, что в договорах на поставку заготовок их потребители требуют изготовления калиброванных заготовок, что обеспечивает сокращение отходов древесины при производстве конкретных деталей.
Этот стандарт не классифицирует и клееные заготовки, хотя в его технических требованиях содержатся условия изготовления таких заготовок, например, по прочности и водостойкости клеевых соединений. В настоящее время отечественным законодательством (например, Гражданским кодексом РФ) признается приоритет хозяйственных договоров, а ГОСТы имеют преимущественно статус нормативных документов добровольного применения.
Заготовки из древесины хвойных пород изготовляют пилеными, калиброванными, клееными.
По параметрам размеров лиственные заготовки подразделяют на досковые (с шириной более двойной толщины) и брусковые (с шириной менее двойной толщины). Заготовки изготовляют толщиной от 19 до 70 мм и шириной от 40 до 150 мм. Хвойные заготовки подразделяют на тонкие (толщиной до 32 мм) и толстые (толщиной более 32 мм), на досковые (толщиной от 7 до 100 мм и шириной более двойной толщины) и брусковые (толщиной от 21 до 100 мм и шириной не более двойной толщины). Толщина заготовок может составлять от 7 до 100 мм, а ширина от 40 до 200 мм.
Требования к качеству заготовок. У пиленых заготовок общего назначения и большинства заготовок специального назначения влажность древесины не должна превышать 22 %, а шероховатость боковых поверхностей не должна превышать 1250 микрон (1,25 миллиметров). Влажность калиброванных и клееных заготовок должна соответствовать влажности изготовляемых из них деталей.
По качеству древесины лиственные заготовки оцениваются тремя сортами с нормами ограничения пороков древесины и дефектов ее обработки. Нормируется около 20 пороков и их разновидностей, при этом сучки и червоточины ограничивают не только по их размерам, но и по их количеству на заготовке. Ряд дефектов (заруб, выхват, скол, вырыв и др.) ограничивают одной нормой - величиной припуска на обработку. Совокупности пороков и опасные сечения ГОСТ 7897 не нормирует, но устанавливает области применения заготовок по каждому их сорту.
Хвойные заготовки по качеству древесины, оцениваемой нормами ограничения пороков, подразделяют на четыре группы. В ГОСТ 9685 содержатся нормативы на более чем 20 пороков и их разновидностей, в которых не только обозначены ограничения размеров и числа сучков на 1 погонный метр длины заготовки, но и определены их нормы, в зависимости от поперечного сечения заготовок. Число сучков в пиломатериале с опасным сечением ограничивается. Для заготовок 1-й группы стандарт устанавливает дополнительные ограничения числа сучков с учетом назначения заготовок (лицевые детали мебели, детали небольшого сечения для окон и дверей и др.).
Вопрос 3
Станочники ДОС должны по окончании работы: …
1. Выключить станок и около станочное оборудование.
2. Привести в порядок рабочее место (обдувать сжатым воздухом станок запрещается).
3. Проверить исправность всех узлов и деталей.
4. О недостатках, имевших место, сообщить руководителю работ.
БИЛЕТ № 25
Вопрос 1
Приспособления для ускорения разметки
В качестве приспособлений достаточно часто используют стусло и шаблоны. Они намного облегчают работу и уменьшают время, затраченное при выполнении той или иной операции.
Стусло представляет собой подобие желоба, состоящего из трех досок. Две доски должны быть сбиты на основании параллельно друг другу, а угол между основанием и сторонами должен быть 90°. На сторонах стусла делают несколько специальных пропилов под определенным углом, причем их количество должно быть одинаковым с двух сторон. Линия с одной стороны доски должна продолжаться на другой так, чтобы было удобно распилить доску под нужным углом.

Чаще всего на стенках делают 2–3 пропила: под углом в 45, 60 и 90°. Последний из них встречается редко.
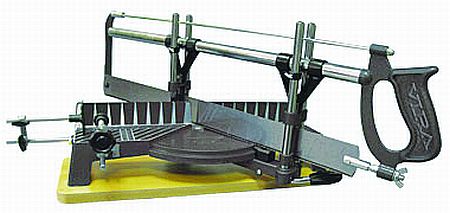
Стусло используют для ускорения процесса пиления досок под определенным углом. Для этого доску кладут между сторонами стусла и прижимают к дальней стороне, только после этого приступают к распиливанию доски.
Шаблоны используют для ускоренной разметки деталей. Для многократного использования шаблоны делают из фанеры, ДВП или жести.
Вопрос 2
Инородные включения, механические повреждения
и пороки обработки. Покоробленности
Пороки древесины механического происхождения, возникшие в ней в процессе заготовки, транспортирования, механической обработки и сортировки, называют дефектами.
К дефектам обработки относятся инородные включения, пороки обработки и покоробленность древесины.
Инородные включения
Имеющиеся в древесине посторонние тела недревесного происхождения (камни, песок, проволока, гвозди и металлические осколки) затрудняют обработку древесины и нередко являются причиной аварий.
Пороки обработки
Они появляются на древесине в результате действия на нее режущими инструментами. К ним относятся обзол, риски, волнистость, ворсистость, мшистость, задиры, выщербины, рваный торец, заусенец, запил, заруб, отщеп, скол, вмятина, прошлифовка, бахрома и ожог.
Обзол — часть боковой поверхности бревна, сохранившаяся на обрезном пиломатериале или детали.

Различают тупой обзол, занимающий часть ширины кромки, и острый обзол, занимающий всю ширину кромки. Обзол затрудняет использование пиломатериалов по назначению и увеличивает количество отходов при распиливании.
Риски — это периодически повторяющиеся глубокие следы, оставленные на поверхности режущими частями инструментов (зубьями пил, ножами и др.).
Волнистость — неплоский пропил. Наличие на поверхности отдельных волокон, придающих древесине шероховатость, называют ворсистостью.
Мшистость — это целые пучки волокон и мелких частиц древесины на поверхности детали.
Задиры — частично отделенные и приподнятые над поверхностью материала участки древесины с защепистыми краями.
Выщербины — это часто расположенные на поверхности детали мелкие углубления, образовавшиеся в результате отрыва пучков волокон или частиц древесины.
Рваный торец характеризуется присутствием на поверхности торца детали часто расположенных мелких углублений и пучков не полностью отделенных волокон и мелких частиц древесины.
Заусенец — козырек острой защепистой формы, примыкающий к продольному ребру детали.
Местное повреждение поверхности древесины пилой, называется запилом.
Отщеп — отходящая от торца сквозная боковая трещина.
Скол — это участок с отколовшейся древесиной в приторцовой зоне.
Вмятина характеризуется углублением на поверхности пиломатериала, образованным в результате местного смятия древесины.
Прошлифовка — удаление при шлифовании части детали ниже обрабатываемой поверхности.
Бахрома — сплошная или прерывистая лента пучков, не полностью отделенных волокон и частиц древесины на ребрах пиломатериалов.
Потемнение и частичное обугливание поверхности деталей под воздействием высоких температур, возникающих при повышенном трении режущих инструментов о древесину, называется ожогом.
Покоробленность. Это изменение формы пилопродукции возникает при выпиливании, сушке или хранении. Она затрудняет использование пиломатериалов и заготовок по назначению. Высыхание и увлажнение древесины приводит к изменению степени покоробленности.
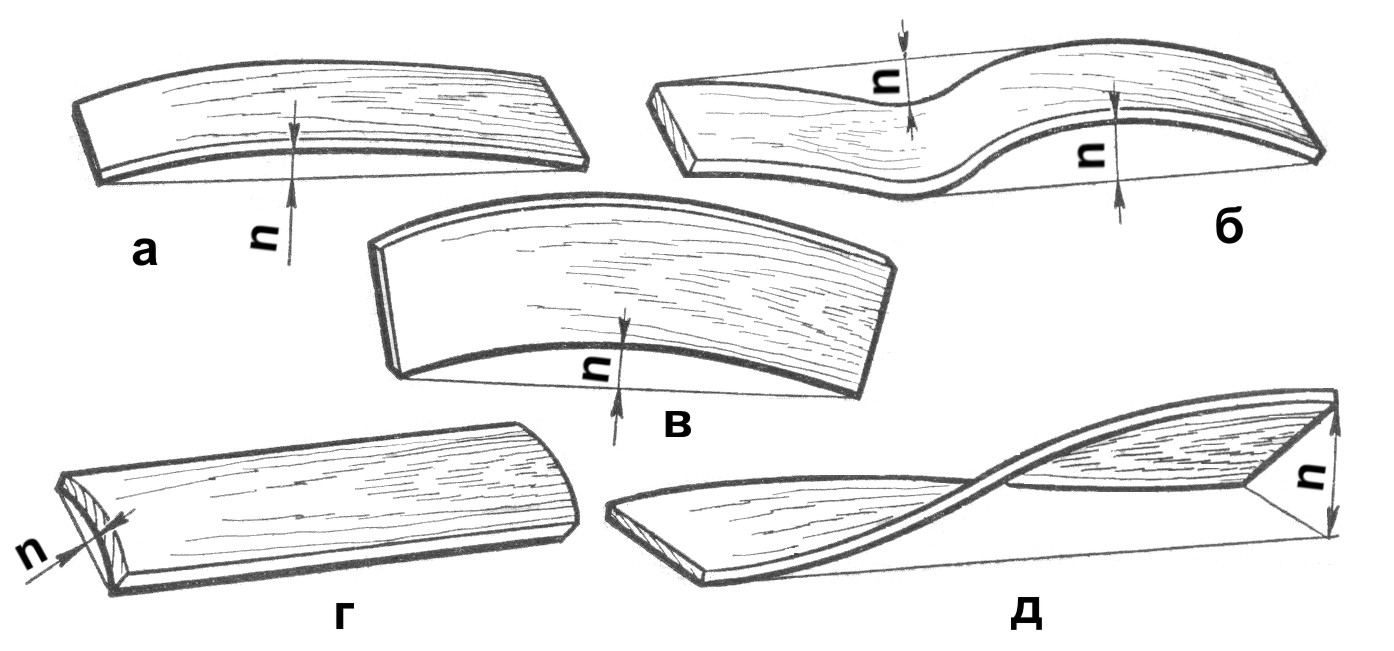
Покоробленности: а — простая продольная по пласти; б — сложная; в — продольная по кромке; г — поперечная; д — крыловатость; п — прогиб.
Вопрос 3
Обязанности работника по охране труда при исполнении трудовых отношений
Работник обязан:
- соблюдать требования по охране труда;
- правильно применять средства индивидуальной и коллективной защиты;
- проходить обучение безопасным методам и приемам выполнения работ по охране труда, оказанию первой помощи при несчастных случаях на производстве, инструктаж по охране труда, стажировку на рабочем месте, проверку знаний требований охраны труда;
- немедленно сообщать работодателю или непосредственному руководителю о возникновении ситуации, представляющей угрозу жизни и здоровья людей, сохранности имущества работодателя, или об ухудшении своего здоровья, в том числе о проявлении признаков острого профессионального заболевания (отравления);
- проходить обязательные предварительные (при поступлении на работу и периодические в течение трудовой деятельности) медицинские осмотры.
К обязанностям работника не относится самостоятельно за свой счет приобретать средства индивидуальной защиты. Кроме того, работник вправе отказаться от продолжения работы на своем рабочем месте в случае возникновения опасности для его жизни.
В этом случае работодатель обязан предоставить работнику другую работу.
2








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

