
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине МДК.01.01 «Технологические процессы изготовления деталей машин. Лекция 41«Обработка заготовок на консольно- и бесконсольно фрезерных станках»
Категория:
Технология
31.10.2018 16:05

Просмотр содержимого документа
«Курс лекций по дисциплине МДК.01.01 «Технологические процессы изготовления деталей машин. Лекция 41«Обработка заготовок на консольно- и бесконсольно фрезерных станках»»
Курс лекций по дисциплине МДК.01.01
«Технологические процессы изготовления деталей машин.
Лекция 41«Обработка заготовок на консольно- и бесконсольно фрезерных станках»
Фрезерование является методом обработки заготовок, при котором непрерывное главное вращательное движение совершает режущий инструмент – фреза, а заготовка – поступательное движение подачи (продольное, поперечное, вертикальное).

а) б) в) г)

д) е) ж) з) к)
Рис.38.Фрезы для обработки плоскостей {а,б), уступов (в), пазов (г,д,е,ж), фасонных поверхностей (з,к)
В зависимости от назначения и вида обрабатываемых поверхностей различают следующие типы фрез: цилиндрические (рис. 38, а), торцовые (рис. 38, б,), дисковые (рис. 38 г,,д,ж), концевые (рис. 38, е,к), угловые (рис. 38, в), шпоночные, фасонные (рис. 38 з,к).
У цилиндрических и дисковых односторонних фрез режущие зубья расположены на наружной поверхности цилиндра.
У дисковых двусторонних, торцовых насадных, концевых и шпоночных фрез режущие зубья расположены на наружной цилиндрической поверхности и на одном из торцов. У дисковых трехсторонних фрез режущие зубья расположены на двух торцах и на наружной цилиндрической поверхности.
Фрезы изготовляют цельные (рис. 5.5, а, в-к) или сборные (рис. 38, б). Режущие кромки могут быть прямые (рис. 38, г) или винтовые (рис. 38,а). Фрезы имеют остроконечную (рис. 39, а) или затылованную (рис. 39, б) форму зуба.
У фрез с остроконечными зубьями передняя и задняя поверхности лезвия плоские ( рис.40). У фрез с затылованными зубьями передняя поверхность плоская, а задняя выполнена по спирали Архимеда; при переточке по передней поверхности профиль зуба фрезы сохраняется.

а) б)
Рис.39.Форма зуба фрезы:
а - остроконечная; б- затылованная; К- величина затылования
Для фрезерования характерна высокая производительность обработки при разноплановой обработке следующих поверхностей (рис.38, 41):
плоскостей (вертикальных, горизонтальных, наклонных),
уступов, скосов,
пазов любой формы,
внутренней и наружной резьбы,
винтовых канавок,
шлицевых валов,
зубчатых колес.
Фрезерование - это прерывистое резание: каждый зуб фрезы находится в контакте с заготовкой только какую-то часть оборота (рис.40).

Рис.40.Сравнение резца и зуба фрезы

а) б) в) г)

д) е) ж) з)

и) к) л) м)

н) о) п)

р) с) т)
Рис.41.Схемы обработки поверхностей фрезами:
горизонтальных плоскостей цилиндрическими (а) и торцовыми (б); вертикальных плоскостей торцовыми (в) и концевыми (г); наклонных плоскостей торцовыми (д), концевыми (е) и угловыми (ж); комбинированных поверхностей фасонными (з); уступов концевыми (к); пазов дисковыми (и), фасонными (л) и угловыми (м); пазов типа «ласточкин хвост» концевой одноугловой (н); Т-образные пазы грибковой (о); шпоночных пазов концевыми (л), шпоночными (р) и дисковыми (с); фасонных поверхностей фасонными (т)
Фрезами выполняют следующую обработку:
точность по плоскости на 1м Ra (мкм)
черновую 0,15-0,3 мм 50-12,5
получистовую 0,1-0,2 25-6,3
чистовую 0,04-0,08 10-1,25
тонкую 0,02-0,04 2,5-0,4
(только торцевое фрезерование)
Схемы фрезерования
Обработка плоскостей ведется торцевыми и цилиндрическими фрезами. Цилиндрическое и торцевое фрезерование в зависимости от направления подачи и вращения фрезы может осуществляться двумя способами (рис.42):
1)Встречное (рис.42,б) фрезерование (против подачи)
Достоинства:
-обработка каждым зубом начинается с чистой поверхности.
Недостатки:
-действующая на заготовку сила резания стремится оторвать ее от стола, в результате вибрации ухудшают качество обработки;
-возможное скольжение зуба по поверхности металла, упрочненного предыдущим зубом, приводит к повышенному износу фрезы.
ВЫВОД: Эта схема используется при черновой обработке по корке после литья, штамповки и т.п..

а) б)
Рис. 42.Методы фрезерования:
а - попутное; б- встречное
2)Попутное (рис.42,а) фрезерование (по подаче)
Достоинства:
-более благоприятная обработка, так как сначала снимается слой наибольшей толщины, то есть нагрузка изменяется от максимума к 0;
-возникающая сила резания прижимает заготовку; вибрации меньше;
-нет проскальзывания зубов.
Недостатки:
-нежелательная обработка по корке.
Торцевое фрезерование (рис.43) еще более благоприятно, так как торцевая фреза лучше закреплена в шпинделе станка и обеспечивает более плавную работу за счет введения в действие большого числа зубьев.

Рис. 43. Схема торцового фрезерования
К режиму резания при фрезеровании относят скорость главного движения резания v, подачу S, глубину резания t, ширину фрезерования В.
Скорость главного движения резания, т.е. окружная скорость вращения фрезы, м/мин:
V = D n /1000, где
D – диаметр фрезы, мм; n – частота вращения фрезы, м/с.
Подача – величина перемещения обрабатываемой заготовки в минуту sM
(мм/мин) за время углового поворота фрезы на один зуб sz (мм/зуб) или за время одного оборота фрезы s0 (мм/об).
Эти подачи связаны между собой зависимостями
sM= s0 n= sz z n, где
z – число зубьев фрезы.
Глубина резания t (мм) – расстояние между обрабатываемой и обработанной поверхностями.
Ширина фрезерования В (мм) измеряется в направлении, параллельном оси фрезы при цилиндрическом фрезеровании и перпендикулярном к направлению движения подачи при торцовом фрезеровании.
14.ТИПЫ ФРЕЗЕРНЫХ СТАНКОВ
В шифре фрезерного станка основная техническая характеристика – основной размер a*b – габаритные размеры стола
1.Консольно–фрезерные станки, у которых вертикальная подача осуществляется консолью.
Универсальный горизонтально-фрезерный консольный станок (рис.44,а) применяется в единичном и мелкосерийном производствах.



а) б) в)
Рис.44.Консольные фрезерные станки:
а - горизонтально - фрезерный: 1-станина; 2-рукоятка управления коробки скоростей, 3-шпиндель, 4 – оправка, 5- фреза, 6- хобот, 7- серьга, 8- стол, 9,12- штурвалы, 10-салазки, 11-консоль; б - вертикально-фрезерный:1 – шпиндель, 2 – вертикальная головка; в - широкоуниверсальный
Универсальный вертикально-фрезерный консольный станок (рис. 44,б). По вертикальным направляющим станины перемещается вручную консоль (Sв), на которой смонтированы поперечные салазки (Sп) и продольный стол (Sпр), на последнем может быть установлена поворотная планшайба (Sкр).
Инструментальный широкоуниверсальный фрезерный станок на базе горизонтально-фрезерного станка выполняет работы повышенной точности, имеет горизонтальный и поворотный вертикальный шпиндель и долбежную головку (рис.44,в).
2.Бесконсольно-фрезерные станки (рис.45) обладают более жесткой конструкцией и бывают:
-с поворотной фрезерной головкой,
-с неповоротной фрезерной головкой.


а) б)
Рис. 45. Бесконсольные станки:
а – горизонтально-фрезерный; б – вертикально-фрезерный
3.Обработку крупных заготовок массой до 30тонн в условиях серийного производства проводят на продольно-фрезерных станках (одно- или двухстоечных рис.46,а), при этом одновременно обрабатывают одну или несколько плоскостей у одной или нескольких заготовок (рис.46,б).
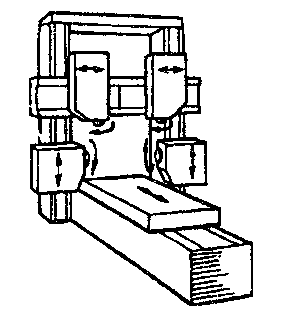

а) б)
Рис. 46. Продольно-фрезерный станок:
а – общий вид; б – схема одновременной обработки концевой и торцовыми фрезами



а) б) в)
Рис.47.Фрезерные станки непрерывного действия:
карусельно-фрезерный (а) и схема его работы (б), барабанно-фрезерный (в); 1 — стол; 2 — приспособления с заготовками; 3— фрезы
5.В массовом производстве применяют станки непрерывного действия, у которых смена заготовок происходит на ходу. Они бывают одно- или двухшпиндельные карусельно-фрезерные станки (рис. 47, а) и барабанно-фрезерные станки (рис.47,б). На барабанно-фрезерных станках барабан (стол) имеет горизонтальную ось поворота барабана при круговой подаче. На гранях барабана в приспособлении устанавливают заготовки. Имеется одна или несколько фрезерных головок.
6. Специализированные станки: шпоночно-фрезерные, шлице-фрезерные, резьбофрезерные и др..
7.Заготовки деталей сложных форм фрезеруют на копировально-фрезерных станках (рис.48,49): универсальных – для производства штампов и пресс-форм, специализированных – для обработки конкретной детали типа шаблонов, лопаток, турбин и др. Обработку ведут концевыми фрезами того же диаметра, что и копиры. При контурном копировальном фрезеровании заготовке или фрезе одновременно сообщается движения в двух координатных направлениях: одна из подач является задающей (Sпр), а другая следящей (Sп). Профиль зависит от соотношения задающей и следящей подач. Объемные фасонные поверхности фрезеруют последовательно отдельными фасонными строчками (рис. 49,б).

Рис.48. Схема фрезерования по копиру:
1 — стол; 2— заготовка; 3— копир; 4 — копировальный ролик


а) б)
Рис.49 .Копировально-фрезерный станок:
а - общий вид; б - схема обработки; 1-стол; 2,5-уголь-ники; 3-фреза; 4-щуп; б -колонка; 7-поперечина
8.Обрабатывающие центры (многоцелевые фрезерно-сверлильно-расточные станки с ЧПУ) бывают: трехкоординатные, четырех-координатные, пятикоординатные (рис.21). В некоторых случаях, например при обработке фасонных поверхностей с большими габаритными размерами, станки с ЧПУ являются незаменимыми. На базе фрезерных станков с ЧПУ выпускают многоцелевые станки, предназначенные для комплексной обработки корпусных деталей с четырех сторон без переустановки.
|
| Видео материал |
| 1 | Консольно-фрезерные станки (УЛУЧШЕННОЕ ВИДЕО) |
| 2 | Вертикальный консольно-фрезерный станок 6К11 |
| 3 | Фрезерование больших заготовок |
|
|
|
|
| Вопросы для самопроверки |
|
|
|
| 1 | Фрезерование это ……….. |
| 2 | Какие поверхности можно обработать фрезерованием? |
| 3 | Фрезерование - это ………. |
| 4 | Фрезами выполняют следующую обработку:………… |
| 5 | Недостатки встречного фрезеровании |
| 6 | Достоинства встречного фрезеровании |
| 7 | Недостатки попутного фрезерования |
| 8 | Достоинства попутного фрезерования |
| 9 | В шифре фрезерного станка основная техническая характеристика – это …… |
| 10 | Бесконсольно - фрезерные станки бывают |








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

