
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине МДК.01.01«Технологические процессы изготовления деталей машин» Лекция 133. «Разработка технологического процесса изготовления детали «Втулка»
Категория:
Технология
16.05.2020 17:15

Просмотр содержимого документа
«Курс лекций по дисциплине МДК.01.01«Технологические процессы изготовления деталей машин» Лекция 133. «Разработка технологического процесса изготовления детали «Втулка»»
| Курс лекций по дисциплине |
| МДК.01.01«Технологические процессы изготовления деталей машин» |
| Лекция 133. «Разработка технологического процесса изготовления детали «Втулка» |
(Лекция № 37 )
Исходя из чертежа детали и служебного назначения ниже приведен примерный технологический процесс изготовления детали «Втулка»
Служебное назначение и конструкция детали
Согласно чертежа, данная деталь - «Втулка разрезная» представляет собой тело вращения типа «фланца». Предназначена для соединения корпуса механизма с подводимым трубопроводом.
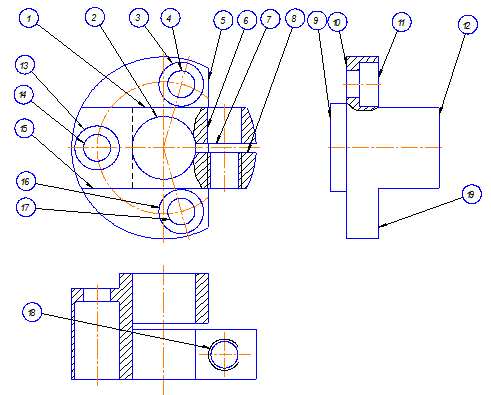
Габаритные размеры детали 68×116 мм. Деталь имеет два отверстия 2 Æ40Н7 с шероховатостью Ra=0,8, в направлении главной оси детали. Имеются 3 крепёжных отверстия, с выточкой под головку болта: на торце 10 имеются 3 отверстия 4, 14, 17 Æ17Н14, на торце 11 и на торце 19 выточки 3 и 16 Æ28Н14, а также на торце 12 выточка 16 Æ28Н9 с шероховатостью Ra=0,8. На поверхности 1 имеется отверстие 6 Æ21h14, а на поверхности 8 имеется резьба 18 М20 - 7Н, они служат для фиксации втулки с подводимым трубопроводом.
Имеются лыски:
- 5 – служит для угловой ориентации детали в узле;
- 1 и 14 – выполненные от оси симметрии на расстоянии 26мм, по h14.
Наиболее точными поверхностями являются:
- Æ56f7 с шероховатостью Ra=0,8, на длине 10мм от торца детали 10;
- торец 11, так как радиальное биение торца относительно Æ40Н7 не должно превышать 0,03мм;
- Æ28Н9 с шероховатостью Ra = 0,8 - не параллельность с осью отверстия Æ40Н7 не должно превышать 0,08 мм.
На детали также имеются два несквозных паза шириной 4 и 6 мм.
Втулка изготовлена из Сталь 45 по ГОСТ 1050 – 88. Данная марка стали применяется для изготовления деталей типа: вал - шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Заменители: Сталь 50, Сталь 50Г2, Сталь 40Х.
2. Проектирование технологического процесса механической обработки
2.1 Выбор технологических баз и обоснование варианта маршрутного технологического процесса
2.2 Выбор оборудования и технологической оснастки
При выборе оборудования принимают во внимание конструктивные особенности и размеры детали, технические требования, определяющие точность обрабатываемых заготовок, технологические возможности, производительность и эксплуатационные свойства оборудования, экономическую целесообразность его применения.
При выборе технологической оснастки следует отдавать предпочтение быстродействующим, автоматизированным многоместным приспособлениям, допускающим совмещение переходов, перекрытие основного и вспомогательного времени.
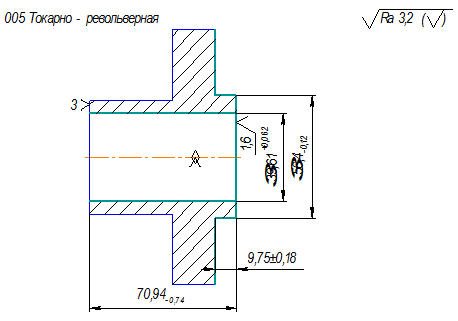
005 Токарно-револьверная
Токарно-револьверный станок модели 1П365Мощность электродвигателя, кВт ……13
На данной операции заготовка устанавливается в трёхкулачковый самоцентрирующийся патрон и базируется по боковым поверхностям и верхнему торцу.
Подрезные отогнутые резцы 2112-0084 φ=90˚ с пластинами из твёрдого сплава Т15К6 ГОСТ18880-73.
Расточной резец 2141-0057 φ=90˚ с пластинами из твёрдого сплава Т15К6 ГОСТ18883-73.
Зенкер специальный диаметром Æ39,03 мм из быстрорежущей стали Р6М5.
Развёртка специальная диаметром Æ39,61 мм из быстрорежущей стали Р6М5.
Вспомогательные инструменты:
Державка ГОСТ18074-72;
Втулка конус Морзе ГОСТ17178-71.
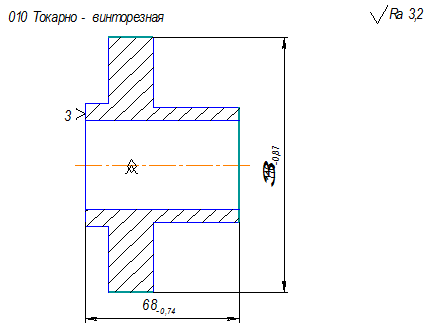
010 Токарно-винторезная
Токарно-винторезный станок модели 16К20Мощность электродвигателя, кВт ……10
На данной операции заготовка устанавливается в трёхкулачковый самоцентрирующийся патрон и базируется по боковым поверхностям и верхнему торцу.
Подрезной отогнутый резцы 2112-0084 φ=90˚ с пластинами из твёрдого сплава Т15К6 ГОСТ18880-73.
Расточной резец 2142-0087 φ=90˚ с пластинами из твёрдого сплава Т15К6 ГОСТ9795-84.
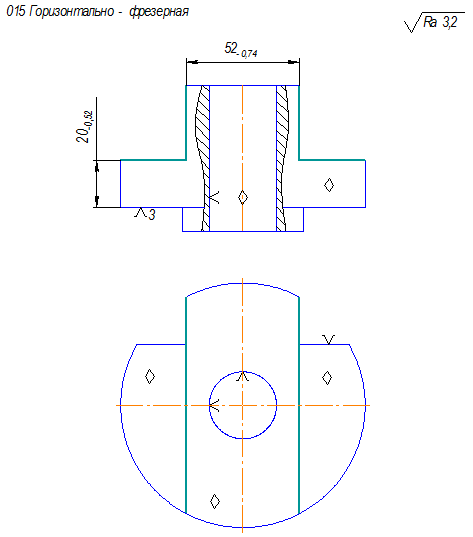
015 Горизонтально-фрезерная
Горизонтально - фрезерный станок модели 6Р83Мощность электродвигателя, кВт …….………..11
На данной операции заготовка устанавливается на специальное приспособление и базируется по плоскости и специальном приспособлении (палец) на отверстии Æ40H17, и по боковому торцу.
Фреза 3-х сторонняя 200 х 40 со вставными ножами Р6М5 ГОСТ 1669-78.
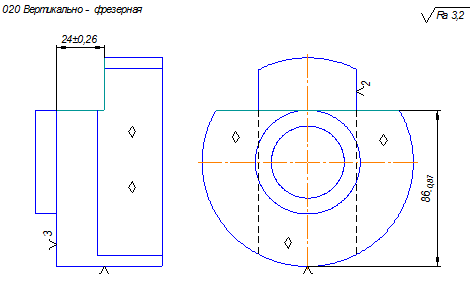
020 Вертикально-фрезерная
Вертикально - фрезерный станок модели 6Р13Мощность электродвигателя, кВт ………………..………..11
На данной операции заготовка устанавливается в специальном приспособлении, базируется по плоскости, отфрезерованному торцу и по наружнему диаметру Æ116.
Фреза концевая 1-32 Æ32 Р6М5 по ГОСТ50572-93.
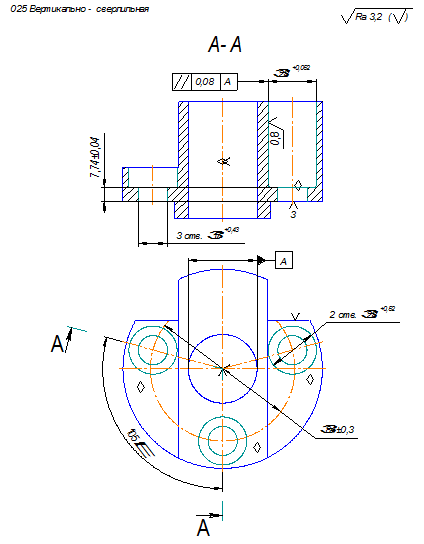
025 Вертикально-сверлильная
Вертикально-сверлильный станок модели 2Н135
Мощность электродвигателя, кВт ……………………..4,0
На данной операции заготовка устанавливается на специальное приспособление, сверление осуществляется по кондуктору, базируется на отверстии Æ40H7, и по боковому торцу.
Сверло спиральное 2301-1706 Æ17 мм Р6М5 по ГОСТ22736-77.
Зенкер 2323-0542 Æ28 мм Р6М5 по ГОСТ12489-71.
Развёртка 2363-3481 Æ28 мм Р6М5 по ГОСТ1672-80.
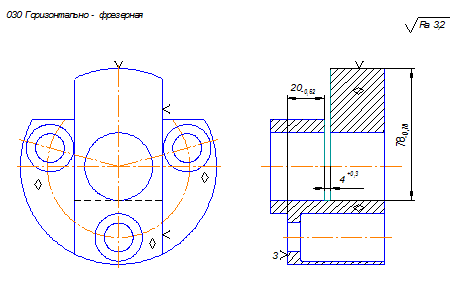
030 Горизонтально-фрезерная
Горизонтально - фрезерный станок модели 6Р83Мощность электродвигателя, кВт ………………..………..11
На данной операции заготовка устанавливается на специальное приспособление, базируется по плоскости, фрезерованному торцу и по верхнему торцу Æ116.
Фреза прорезная 2254-1072 Р6М5 по ГОСТ2679-93.
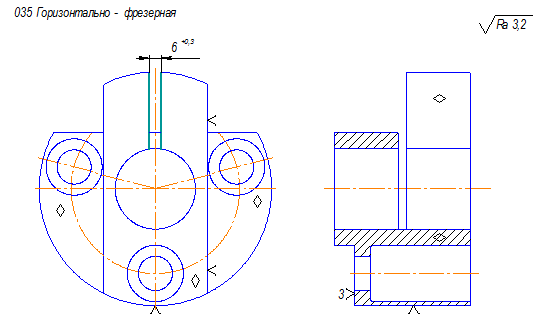
035 Горизонтально-фрезерная
Горизонтально - фрезерный станок модели 6Р83Мощность электродвигателя, кВт …………………..………..11
На данной операции заготовка устанавливается на специальное приспособление, базируется по плоскости, фрезерованному торцу и по нижнему торцу Æ116.
Фреза прорезная 2254-0986 ГОСТ2679-93.
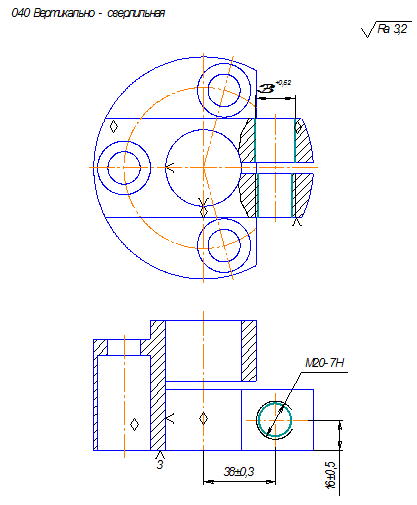
040 Вертикально - сверлильная
Вертикально-сверлильный станок модели 2Н135
Мощность электродвигателя, кВт ……………………..4,0
На данной операции заготовка устанавливается на специальное приспособление, сверление осуществляется по кондуктору, базирование осуществляется по плоскости, отверстии Æ40H7, и по торцу.
Сверло спиральное 2301-3257 Æ17,5 мм Р6М5 по ГОСТ12121-77.
Метчик М20 2621- 1719 Р6М5 по ГОСТ3266-81.
Сверло спиральное 2301-3275 Æ21 мм Р6М5 по ГОСТ12121-77.
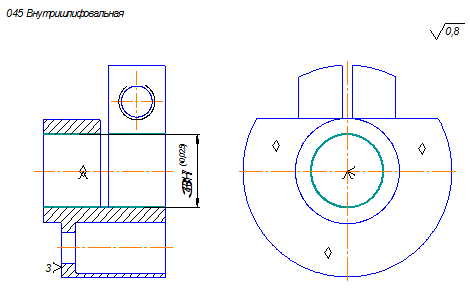
045 Внутришлифовальная
Внутришлифовальный станок 3К227В
Мощность электродвигателя, кВт ……………………..4,0
На данной операции заготовка устанавливается в трёхкулачковый самоцентрирующийся патрон и базируется по плоской поверхности.
Шлифовальный круг 25А16С27К, D=32мм, H=40мм.
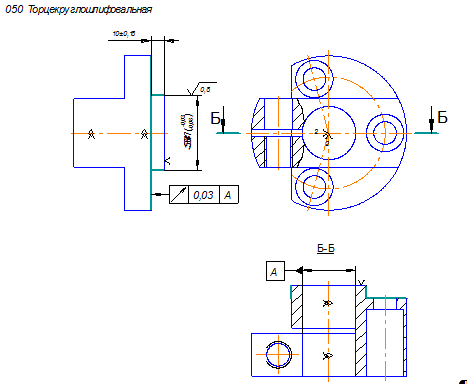
050 Торцекруглошлифовальная
Круглошлифовальный станок 3У131М
Мощность электродвигателя, кВт …………………………..5,5
На данной операции заготовка устанавливается на две гидропластовые оправки и базируется в торец.
Шлифовальный круг 25А40С15К, D=350мм, H=40мм.
2.3 Расчет и назначение операционных припусков на механическую обработку
Исходная заготовка – штамповка на ГКМ. Масса исходной заготовки 3,4кг.
Расчёт припусков на механическую обработку будем вести для отверстия Ø40 . Технологический маршрут обработки поверхности Ø40 . состоит из следующих переходов:
. Технологический маршрут обработки поверхности Ø40 . состоит из следующих переходов:
Зенкерование (IT12, Rz40)
Развёртывание (IT9, Rz20)
Термообработка - закалка ТВЧ
Шлифование (IT7, Rz5)
Таблица 4
| Технологический переход | Элементы припуска, мкм | 2Zmin мкм | Расчётн. миним. размер dmax, мм | Допуск на изгот. Тd, мкм | Предельные размеры на переход, мм | Предельный припуски с учётом округл., мм | |||||||||
| | Rz | h | ΔΣ | e | dmax | dmin | 2Zmаx | 2Zmin | |||||||
| Исходная заготовка | 150 | 250 | 1560 | - | - | 35,355 | 2200 | 35,35 | 33,15 | - | - | ||||
| Зенкерова-ние | 50 | 50 | 93,6 | 120 | 2·1965 | 39,285 | 250 | 39,28 | 39,03 | 5,88 | 3,93 | ||||
| Развертыва-ние | 10 | 25 | 62,4 | 6 | 2·194 | 39,673 | 62 | 39,67 | 39,61 | 0,58 | 0,39 | ||||
| Термообра-ботка | - | - | 75,1 | - | - | - | - | - | - | - | - | ||||
| Шлифова-ние | - | - | - | 120 | 2·176 | 40,025 | 25 | 40,025 | 40,00 | 0,39 | 0,35 | ||||
| | ИТОГО | 6,85 | 4,67 | ||||||||||||
Для поковки имеем пространственные отклонения, возникающие при штамповке, будут равны:
ΔΣиз=
где  - величина смещения штампов пресса
- величина смещения штампов пресса
 - величина эксцентриситета прошиваемого отверстия по отношению к наружному диаметру.
- величина эксцентриситета прошиваемого отверстия по отношению к наружному диаметру.
Определение промежуточных значений припусков на механическую обработку:
ΔSзенкер. = ΔΣиз · ky = 1560 · 0,06 = 93,6 мкм
Kу = 0,06 - коэффициент уточнения формы
ΔSразвёрт. = Δиз · ky = 1560 · 0,04 = 62,4 мкм
Kу = 0,04 - коэффициент уточнения формы
ΔSТО=  мкм
мкм
Погрешность установки, возникающая при выполнении операций принимаем равной:  .
.
На основании записанных в таблице данных проводим расчёт минимальных значений межоперационных припусков, по формуле:

Минимальный припуск :
под зенкерование

под развёртывание 
под шлифование 
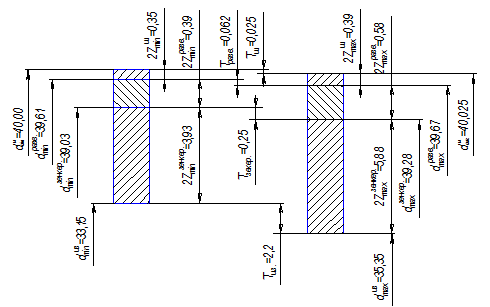
Схема графического расположения припусков и допусков на обработку поверхности Ø40 Н7.
Расчет припусков на механическую обработку будем вести для линейного размера 68 . Данный размер получается вследствие последовательной подрезки двух торцов на первой и второй токарно-револьверной операции.
. Данный размер получается вследствие последовательной подрезки двух торцов на первой и второй токарно-револьверной операции.
Таблица 5
| Технологический переход | Элементы припуска, мкм | Zmin мкм | Расчётн. миним. размер lmin, мм | Допуск на изгот. Тl, мкм | Предельные размеры на переход, мм | Предельный припуски с учётом округл., мм | |||||||||||
| | Rz | h | ΔΣ | e | lmax | lmin | Zmаx | Zmin |
| ||||||||
| Исходная заготовка | 150 | 250 | 840 | - | - | 70,863 | 2200 | 75,28 | 73,08 | - | - | ||||||
| Точение черновое торца 1 | 50 | 50 | 50,4 | 120 | 1248 | 69,615 | 740 | 71,83 | 71,09 | 4,19 | 1,25 | ||||||
| Точение чистовое торца 1 | 30 | 30 | 33,6 | 6 | 151 | 69,464 | 740 | 70,94 | 70,20 | 1,63 | 0,15 | ||||||
Таблица 6
| Технологический переход | Элементы припуска, мкм | Zmin мкм | Расчётн. миним. размер lmin, мм | Допуск на изгот. Тl, мкм | Предельные размеры на переход, мм | Предельный припуски с учётом округл., мм |
| |||||||||||||||||||
| | Rz | h | ΔΣ | e | lmax | lmin | Zmаx | Zmin |
| |||||||||||||||||
| Исходная заготовка | 150 | 250 | 1800 | - | - | 69,464 | 740 | 70,94 | 70,20 | - | - | |||||||||||||||
| Точение черновое торца 2 | 50 | 50 | 108 | 120 | 2204 | 67,26 | 740 | 68,00 | 67,26 | 3,68 | 2,20 | |||||||||||||||
| | ИТОГО | 9,5 | 3,60 | |||||||||||||||||||||||
для первого торца:
 , где:
, где: 
 ;
;
ΔΣ черн. = kу × Dи.з = 0,06 ×840 = 50,4 мкм ;
ΔΣ чист. = kу × Dи.з = 0,04 ×840 = 33,6 мкм.
для второго торца:
, где:
 ;
;
ΔΣ черн. = kу × Dи.з = 0,06 ×1800 = 108 мкм.
Обработка первого торца ведется в самоцентрирующем патроне с упором в торец:
Обработка второго торца ведется в самоцентрирующем патроне с упором в торец:
для первого торца:


для второго торца:

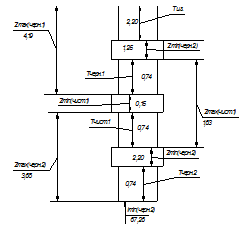
Схема графического расположения припусков и допусков на обработку торца 68.
Дальше по технологическому процессу рассчитываются режимы резания и производится нормирование операций.
Ниже приведен пример результатов нормирования технологических операций в таблице.
Сводная таблица результата нормирования технологических операций.
| № п/п | Наименование технологической операции | | | | | | | | | |||
| | | | |
| ||||||||
| мин | мин | мин | мин | мин | мин | мин | мин | шт | мин |
| ||
| 005 | Токарно-револьверная | 1,69 | 0,42 | 0,92 | 0,75 | 3,78 | 0,105 | 4,17 | 30 | 4800 | 4,18 | |
| 010 | Токарно-винторезная | 0,36 | 0,42 | 0,28 | 0,36 | 1,42 | 0,085 | 1,54 | 14 | 4800 | 1,55 | |
| 015 | Горизонтально-фрезерная | 4,5 | 0,17 | 1,4 | 0,35 | 6,42 | 0,085 | 6,96 | 27 | 4800 | 6,97 | |
| 020 | Вертикально-фрезерная | 1,16 | 0,19 | 0,90 | 0,25 | 2,50 | 0,08 | 2,70 | 22 | 4800 | 2,71 | |
| 025 | Вертикально-сверлильная | 2,58 | 0,30 | 0,40 | 0,85 | 4,13 | 0,08 | 4,46 | 15 | 4800 | 4,47 | |
| 030 | Горизонтально-фрезерная | 0,43 | 0,30 | 0,90 | 0,13 | 1,76 | 0,085 | 1,91 | 27 | 4800 | 1,92 | |
| 035 | Горизонтально-фрезерная | 0,50 | 0,30 | 0,90 | 0,13 | 1,83 | 0,085 | 1,98 | 27 | 4800 | 1,99 | |
| 040 | Вертикально-сверлильная | 0,48 | 0,15 | 0,21 | 0,30 | 1,14 | 0,08 | 1,23 | 13 | 4800 | 1,24 | |
| 042 | Термическая | | | | | | | | | 4800 | | |
| 045 | Внутришлифовальная | 1,84 | 0,42 | 0,18 | 0,12 | 2,56 | 0,13 | 2,89 | 32 | 4800 | 2,90 | |
| 050 | Торцекруглошлифовальная | 0,35 | 0,42 | 0,18 | 0,12 | 1,07 | 0,13 | 1,21 | 32 | 4800 | 1,22 | |
Вопросы для самопроверки
| 1 | Служебное назначение и конструкция детали |
| 2 | Выбор технологических баз |
| 3 | Вариант маршрутного технологического процесса |
| 4 | Выбор оборудования и технологической оснастки |
| 5 | Пример расчета и назначение операционных припусков на механическую обработку на любую операцию |
Использованный материал
Studbooks.net
Литература
Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: учебное пособие для машиностроит. Спец-тей вузов. –
Приёмышев А.В., Зубарев Ю.М., Александров А.М., Звоновских В.В., Юрьев В.Г. Курсовое проектирование по технологии машиностроения: Учеб. Пособие. – СПб.: Изд-во ПИМаш, 1997. –184 с.
Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного на работы, выполняемые на металлорежущих станках. – М.: НИИ труда, 1984.
Справочник технолога-машиностроителя. В 2-х т. Т. 1/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. И доп. – М.: Машиностроение, 1985.
Справочник технолога-машиностроителя. В 2-х т. Т. 2/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. И доп. – М.: Машиностроение, 1985.
Экономическая эффективность новой техники и технологии в машиностроении/ К.М. Великанов, В.А. Березин, Э.Г. Васильева и др.: Под ред. К.М. Великанова. – Л.: Машиностроение, 1981.
Приспособления для контроля точности деталей/Кафедра технологии. Машиностроения ЛМЗ-ВТУЗ
Расчет точности станочных приспособлений. Учебное пособие. В.Г. Юрьев, Ю.М. Зубарев, А.Г. Схиртладзе, А.В. Приемышев, В.В. Звоновских, Л.А. Куцанов. С-Пб., 2000 г.
Проектирование приспособлений. Кафедра технологии. Машиностроения ЛМЗ-ВТУЗ.1982.
Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. – «Машиностроение» Москва 1974.
Задание на дом
Написать конспект лекции, ответив на вопросы для самопроверки (план)
2.Пройти тест по теме
Размещено







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

