
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине МДК.03.01"Реализация технологических процессов изготовления деталей машин" Лекция 47 "Наладка и настройка сверлильного станка на обработку различных поверхностей (продолжение)на "
Категория:
Технология
03.11.2021 10:10

Просмотр содержимого документа
«Курс лекций по дисциплине МДК.03.01"Реализация технологических процессов изготовления деталей машин" Лекция 47 "Наладка и настройка сверлильного станка на обработку различных поверхностей (продолжение)на "»
Научиться наладке и настройке вертикально-сверлильного станка; приемам сверления отверстий на станках и ручными сверлильными машинами; производить заточку сверл и выполнять различные виды сверлений.
2 Объекты работСтанины станков; крупные части металлорежущих станков; губки слесарных тисков; рамки для ручных ножовочных станков; плитки с глухими отверстиями; слесарные молотки; плашкодержатели с резьбовыми отверстиями; плитки, требующие сверления под резьбу или развертывание.
З Оборудование и приспособленияВертикально-сверлильный станок; заточной станок; ручные сверлильные дрели; ручные электрические дрели; тумбочка для инструмента; машинные тиски; ручные тиски; переходные втулки; сверлильные патроны; клинья; прижимные планки.
4 Инструменты и материалыСверла различных размеров; слесарные молотки; кернеры; штангенциркули; чертилки; крейцмейсели.
5 Упражнение 1. Наладка вертикально-сверлильного станка и крепление заготовок5.1 Подготовка станка к работе
5.1.1 Проверить: надежность соединения заземляющего провода с корпусом станка; наличие и прочность закрепления защитных ограждений; плавность хода пиноли и перемещения стола (рисунок 1).
5.1.2 Проверить наличие смазки согласно карте смазки.![]()
5.1.3 Проверить подачу охлаждающей жидкости через сливную трубку при включенном насосе и открытом кранике.
5.1.4 Проверить исправность местного освещения.
5.1.5 Организовать рабочее место в соответствии с требованиями НОТ.
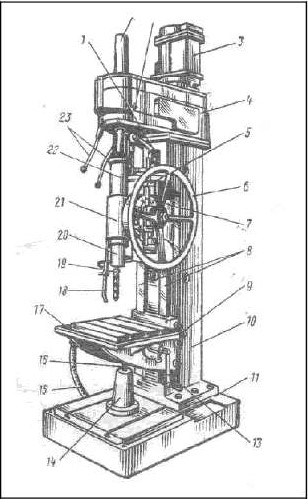
1 — цепь противовеса; 2 —шпиндель; З — электродвигатель; 4 — коробка скоростей; 5,7 — хомутик и стержень механизма автоматического включения подачи; 6 — штурвал; 8 — направляющие; 9 — рукоятка зажима стола; 10 ![]() колонна; 11 — основание станка; 12 — болты для закрепления шпиндельной бабки; 13 — рукоятка для вертикального перемещения стола; 14 — гайка; 15
колонна; 11 — основание станка; 12 — болты для закрепления шпиндельной бабки; 13 — рукоятка для вертикального перемещения стола; 14 — гайка; 15 ![]() шланг; 16 — винт; 17 — стол; 18 — трубка для подачи смазочно-охлаждающей жидкости; 19 — режущий инструмент; 20 — переходная втулка; 21 — корпус шпиндельной бабки; 22 — гильза шпинделя; 23 — рычаги для управления коробкой скоростей
шланг; 16 — винт; 17 — стол; 18 — трубка для подачи смазочно-охлаждающей жидкости; 19 — режущий инструмент; 20 — переходная втулка; 21 — корпус шпиндельной бабки; 22 — гильза шпинделя; 23 — рычаги для управления коробкой скоростей
Рисунок 1 — Вертикально-сверлильный станок
5.2 Настройка станка
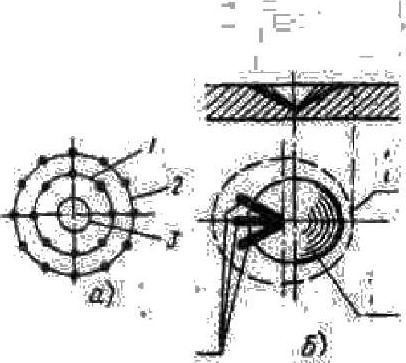
5.2.1 Определить режимы резания при сверлении (рисунок 2 а, б):
а) выбрать материал сверла, учитывая твердость обрабатываемого металла;
б) выбрать диаметр сверла с учетом того, что в результате биения ![]() отверстие получается несколько большего размера, чем сверло:
отверстие получается несколько большего размера, чем сверло:
| Диаметр сверла, мм | 5 | 10 | 25 | 50 |
| Диаметр полученного отверстия, мм | 5,03 | 10,12 | 25,2 | 50,28 |
в) определить подачу сверла S, мм/об, с учетом диаметра сверла и ![]() материала инструмента и заготовки (таблица Т);
материала инструмента и заготовки (таблица Т);
г) выбрать скорость резания с учетом твердости обрабатываемого материала, материала сверла, условий обработки (с охлаждением или без него) и подачи (таблица 1);
д) определить частоту вращения шпинделя, об/мин, по формуле
1 ooov
где V — скорость резания, м/мин; D — наибольший диаметр сверла, мм,
е) скорректировать полученную расчетом частоту вращения шпинделя в соответствии с паспортными данными станка, выбрать частоту, ближайшую к расчетнои, но меньшую по величине.
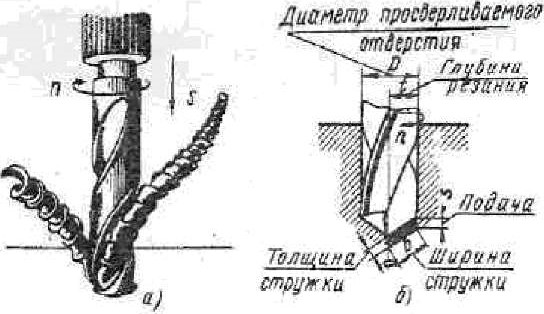
а — движение инструмента, б — элементы сверления
Рисунок 2 — Процесс сверления
Таблица 1 Рекомендуемые значения подач и скоростей резания при сверлении (работа с охлаждением)
| Све ло | Подача мм / об | Скорость резания, м/мин, при об аботке | |||
| материал | диаметр, мм | ||||
| стали | а | ла ни | |||
| Углеродистая сталь | От5 до 10 Свыше 10 до 20 Свыше 20 | 0,15 - 0,20 0,15 - 0,25 0,05 0 15 | 8- 12 10- 13 10 13 | 8- 10 10 - 13 10 13 | 10 - 13 В- 15 13 16 |
| Быстрорежущая сталь | От5 до 10 Свыше 10 до 20 Свыше 20 | 0,15 - 0,20 0,15 0,25 0,05 0,15 | 20 - зо 25 - 35 зо 35 | 20 - 25 25 - 35 зо 35 | 25 -30 30 — 40 35 40 |
Примечание — В таблице приведены скорости резания для обработки материалов средней твердости. Для твердых сталей необходимо табличные ![]() данные уменьшить на 15—20 0/0, для мягких — увеличить на 15 20 0/0. для твердосплавных инструментов можно скорость резания брать в раза большую, чем для инструментов из быстрорежущей стали.
данные уменьшить на 15—20 0/0, для мягких — увеличить на 15 20 0/0. для твердосплавных инструментов можно скорость резания брать в раза большую, чем для инструментов из быстрорежущей стали.
5.2.2 Руководствуясь табличными данными настройки станка, ![]() рычагами 23 (рисунок 1) настроить станок на полученную частоту вращения
рычагами 23 (рисунок 1) настроить станок на полученную частоту вращения ![]() шпинделя.
шпинделя.
5.3 Установка сверла в шпиндель станка
5.3.1 Установка сверла с коническим хвостовиком или непосредственно в шпиндель станка, или с помощью переходных втулок:
а) установить сверло непосредственно в шпиндель станка (рисунок З а) или, если конический хвостовик сверла меньше конического отверстия в шпинделе станка, по коническому отверстию подобрать необходимые ![]() переходные втулки — конические (рисунок З б) или пружинные (рисунок З в);
переходные втулки — конические (рисунок З б) или пружинные (рисунок З в);
б) перед установкой конические поверхности сверла и отверстия шпинделя тщательно протереть ветошью;
в) насадить на хвостовик сверла переходные втулки так, чтобы их лапки вошли в специальные отверстия (рисунок З г);
г) сверло вместе с переходной втулкой осторожно ввести в отверстие шпинделя;
д) правой рукой сильным толчком вверх направить сверло с втулкой в отверстие шпинделя до плотной посадки сверла в отверстие;
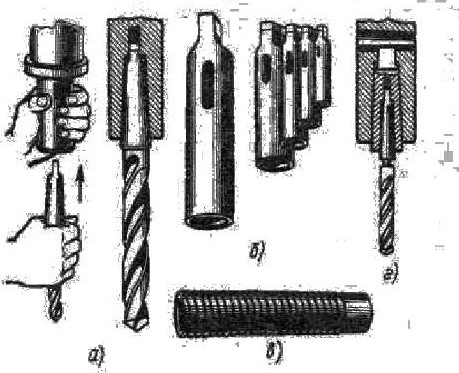
ц — крепление без переходных ВТУЛОК; б, в — коническая и пружинная переходные втулки; г — крепление с помощью переходных втулок
Рисунок З — Установка сверла с коническим хвостовиком в шпиндель станка
5.3.2 Установка сверла с цилиндрическим хвостовиком с помощью двухкулачкового патрона:
а) проверить соответствие диаметра сверла размеру патрона;
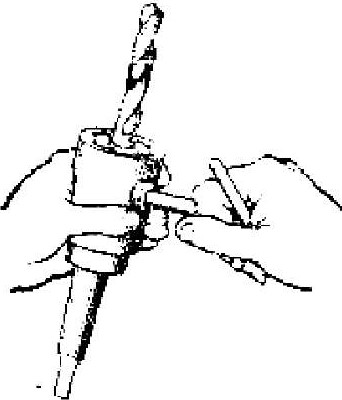
Рисунок 4 — Установка сверла с цилиндрическим хвостовиком в двухкулачковом патроне
б) протереть хвостовик сверла; взять правой рукой торцовый ключ ![]() (рисунок 4); развести кулачки патрона так, чтобы хвостовик сверла свободно входил в патрон;
(рисунок 4); развести кулачки патрона так, чтобы хвостовик сверла свободно входил в патрон;
в) левой рукой вставить сверло в патрон так, чтобы оно упиралось хвостовиком в его дно, и ключом прочно закрепить сверло;
г) установить патрон в коническое отверстие шпинделя станка;![]()
д) включить станок и проверить, нет ли биения сверла; при неправильной установке сверло, вращаясь, будет создавать видимость образования различных фигур (конуса, цилиндра большого диаметра и т. д.). Для выверки сверла (устранение биения) необходимо переставить сверло или патрон с переходной втулкой в другое положение.
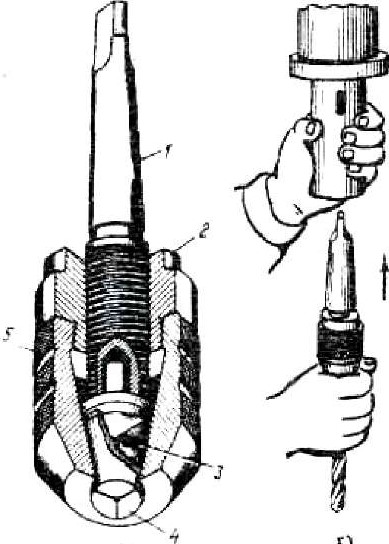
5.3.3 Установка сверла с цилиндрическим хвостовиком с помощью трехкулачкового самоцентрирующего патрона:
а) вращением наружной втулки 2 развести кулачки 4 в патроне (рисунок 5
а);
б) установить сверло в патрон так, чтобы его ось совпадала с осью патрона;
в) зажать сверло кулачками 4 патрона;
г) установить кулачковый патрон в коническое отверстие шпинделя станка (рисунок 5 б);
д) включить станок и проверить сверло на биение.
з) 5)
а — устройство; б — установка в шпиндель станка; ] — хвостовик;![]()
2 — втулка; З — пружина; 4 — кулачки; 5 — корпус
![]()
Рисунок 5 — Трехкулачковый самоцентрирующий патрон
5.4 Удаление сверла (или патрона со сверлом) из шпинделя станка
5.4.1 Вставить клин ] узким концом в выбивное отверстие шпинделя (рисунок 6 а).
5.4.2 Левой рукой поддерживать сверло (или патрон), чтобы оно не ![]() упало на стол, или положить на стол деревянную подкладку.
упало на стол, или положить на стол деревянную подкладку.
5.4.3 Наносрггь молотком 2 легкие, короткие удары по широкому концу клина до тех пор, пока сверло (патрон) не выпадет из шпинделя.
5.4.4 При снятии сверла, установленного в переходную втулку, сначала выбить сверло вместе с втулкой, а затем, взяв его в левую руку, вставить клин в выбивное отверстие втулки и, ударяя по нему молотком, выбить сверло.
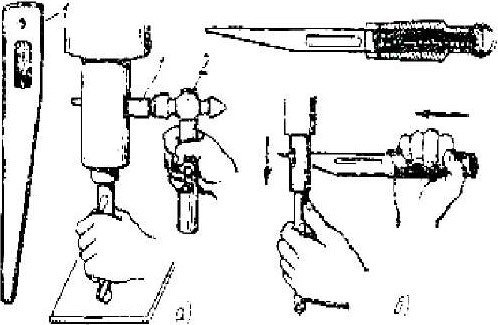
а — обычным клином; б — безопасным клином с пружиной;
1 — клин; 2 — молоток
Рисунок 6 — Удаление сверла (или патрона со сверлом) из шпинделя станка
5.4.5 При использовании безопасного клина с пружиной (рисунок 6 б) вставить клин в паз шпинделя, а рукоятку резко переместить (при ![]() этом пружина сжимается и донышко рукоятки ударяет по бойку клина; усилие для сжатия пружины незначительно, так как оно предназначено только для перемещения рукоятки в исходное положение ).
этом пружина сжимается и донышко рукоятки ударяет по бойку клина; усилие для сжатия пружины незначительно, так как оно предназначено только для перемещения рукоятки в исходное положение ).
Примечание Запрещается вместо клина пользоваться хвостовиком напильника; ударять молотком по сверлу; ударять сверло без поддержки его рукой; ударять по переходной втулке для снятия ее со сверла.
5.5 Установка и крепление крупных и тяжелых заготовок на столе станка
5.5.1 Перед установкой предварительно разметить заготовку; стол станка (рисунок 7 а) тщательно протереть.
5.5.2 Ослабить прижимные клинья стола; вращая рукоятку, поднять или опустить стол (в зависимости от глубины сверления); отрегулировать положение заготовки относительно сверла так, чтобы сверло находилось точно против оси отверстия.
Примечание — Если станок имеет нерегулируемый стол, то установить заготовку так, чтобы центр просверливаемого отверстия находился точно против оси сверла. В случае эксцентрического расположения отверстия заготовки по отношению к размеченному его необходимо выправить; заготовку закрепить на столе прижимной планкой.
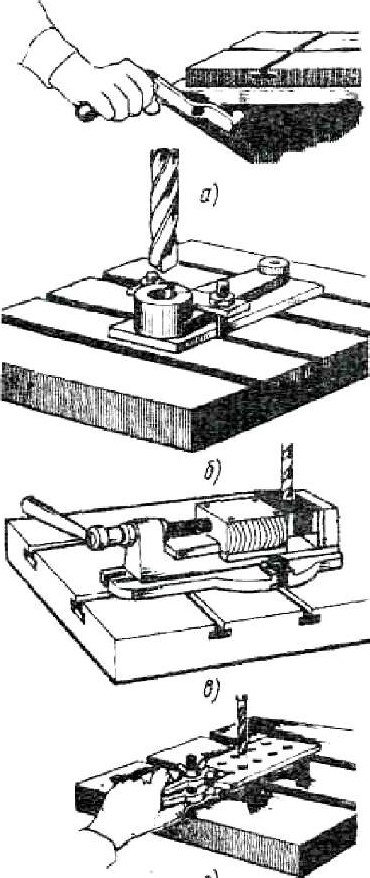
2)
а, б — на столе станка; в — в машинных тисках; г— в ручных тисочках Рисунок 7 — Установка и крепление заготовок
5.5.3 Включить станок и проверить на биение.
5.5.4 Подвести к месту обработки смажично-охлаждающую жидкость,
5.5.5 Окончательно сверлить после правильного установления отверстий (рисунок 7 б).
5.6 Установка и крепление заготовок средних размеров в машинных тисках
5.6.1 Тщательно протереть стол станка и основание тисков; слегка смазать машинным маслом поверхности основания тисков.
5.6.2 Установить тиски на середине стола станка; плоскость, на которой сверлится отверстие, должна быть перпендикулярна сверлу.![]()
5.6.3 Развести губки тисков на ширину зажимаемой заготовки
5.6.4 Заложить на дно тисков деревянную подкладку и надежно закрепить ее в тисках; заготовка должна плотно опираться на нее и на 10 — 15 мм выступать над губками тисков (рисунок 7 в); при установке заготовки в тисках удары наносить деревянным или медным молотком.
5.6.5 При сверлении отверстий диаметром до 15 мм машинные тиски достаточно укрепить одним крепежным болтом, вставленным в паз стола станка.
5.7 Установка и закрепление заготовок в ручных тисочках
5.7.1 Тщательно протереть стол станка.
5.7.2 Подобрать металлические подкладки, одинаковые по высоте и имеющие ровные и параллельные стороны.
5.7.3 Основания подкладок тщательно протереть.
5.7.4 Заготовку зажать губками тисочков и завернуть барашек рукой без применения плоскокубцев и других инструментов и приспособлений.
5.7.5 Размеченную и зажатую в тисочки заготовку положить на ![]() подкладки, плотно прижав к ним (рисунок 7 г).
подкладки, плотно прижав к ним (рисунок 7 г).
5.8 Крепление заготовок прижимами и в призмах
5.8.1 Заготовку, не помещающуюся между губками тисков, закрепить непосредственно на столе станка с помощью планок-прихватов и болтов, находящихся в пазах стола (рисунок 8 а).
5.8.2 Закрепить заготовку прихватами (рисунок 8 б), или регулируемыми угольниками (рисунок 8 в), если ее нельзя установить непосредственно на столе или просверленные отверстия должны быть перпендикулярны опорной плоскости заготовок (эти же прихваты и угольники применяют и при сверлении заготовок с малой опорной поверхностью).
5.8.3 Цилиндрические заготовки З устанавливают на призмах 4 (рисунок 8 г) и прижимают планкой 2 к ступенчатой опоре 1.
Примечание Без крепления можно сверлить отверстия диаметром до 10 мм в заготовках массой более 10 кг.
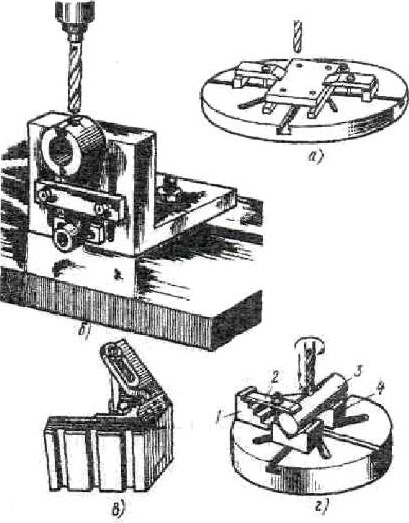
] — ступенчатая опора; 2 — планка; З — заготовка; 4 — призмы
Рисунок 8 — Крепление заготовок прижимами (а, б), регулируемыми угольниками (в) и на призмах (г)
6 Упражнение 2. Управление станком и работа на немПроверить правильность вращения шпинделя (он не должен иметь осевой и радиальной качки — люфта, обеспечивая вращение инструмента без биения).
Проверить натяжение ремня (слабо натянутый ремень надо подтянуть или во избежание соскакивания или проскальзывания).
З Проверить механизм перемещения стола (рабочий стол станка должен легко перемещаться при подъеме или опускании).
Проверить рукоятки управления: они должны легко включать и выключать механизмы станка; в станках с коробкой скоростей частота вращения шпинделя устанавливаются переводом рукоятки в положение, соответствующее выбранной частоте (установку автоматической подачи производят таким же путем); сила давления на сверло при ручной подаче регулируется вручную.
Проверить инструмент (он должен быть острым, правильно заточенным и соответствовать по размеру обрабатываемому отверстию; на заточенной части инструмента, а также на лапке не должно быть грязи, зазубрин и заусенцев).
Тщательно очистить станок от стружки и грязи.
Смазать все трущиеся (движущиеся) части станка.
Включить станок нажатием кнопки «Пуск» и дать ему проработать на холостом ходу 5 — 10 мин.
Во время работы на станке соблюдать следующие правилах
а) не допускать врезания сверла в стол станка;
б) не нажимать сильно на сверло, так как его легко сломать; необходимо ослаблять нажим на рычаг, когда сверление отверстия подходит к- концу;
в) выводить сверло из отверстия следует, плотно прижав заготовку к столу (если она не установлена в тисках), иначе возможны ее перекос и поломка сверла;
г) производить сверление, применяя металлические подкладки с отверстиями для выхода сверла (деревянные подкладки не годятся, так как пользование ими влечет за собой перекос отверстия; кроме того, к- деревянным подкладкам прилипает стружка и подкладка лежит на столе неровно);
д) не выполнять работы по сверлению в рукавицах или перчатках;
е) сверлить с применением смажично-охлаждающей жидкости (для стали ![]() эмульсия, керосин с касторовым маслом, скипидар; для чугуна — керосин); чугун, резину, фибру и эбонит можно сверлить без применения СОЖ.
эмульсия, керосин с касторовым маслом, скипидар; для чугуна — керосин); чугун, резину, фибру и эбонит можно сверлить без применения СОЖ.
7.1 Сверление по разметке
![]() 7.1.1 Нанести осевые риски: круговую 1, определяющую контур будущего отверстия, и диаметром, несколько большим диаметра будущего отверстия, контрольную риску 2; накернить окружности и центровые отверстия (рисунок 9 а).
7.1.1 Нанести осевые риски: круговую 1, определяющую контур будущего отверстия, и диаметром, несколько большим диаметра будущего отверстия, контрольную риску 2; накернить окружности и центровые отверстия (рисунок 9 а).
а — разметка заготовки; б — корректировка смещенного углубления;
1, 2 — круговая контрольная риски; З — углубление (лунка)
Рисунок 9 — Сверление сквозных отверстий по разметке
7.1.2 Выполнить пробное сверление при ручной подаче: получить углубление (лунку) З размером 3/4 режущей части сверла.
7.1. З Удалить стружку; проверить концентричность лунки и риски 1; если контуры лунки смещены относительно риски 1 будущего отверстия, то в ту сторону, куда нужно сместить центр отверстия, крейцмейселем прорубить 2 — З канавки (рисунок 9 б).
7.1 А Сверлуггь отверстие вновь (правильно).
7.1.5 Окончательно просверлить отверстие.
7.2 Сверление сквозных отверстий
7.2.1 Установить размеченную заготовку и сверло; настроить станок на соответствующую для данных условий работы частоту вращения шпинделя.
72.2 Подвести сверло к заготовке.![]()
7.2.3 Переместить машинные тиски с заготовкой так, чтобы вершина сверла точно совпала с керновым углублением.
7.2.4 Поднять шпиндель и включить станок.
7.2.5 Высверлить пробное отверстие на глубину 1/4 режущей части сверла.
7.2.6 Проверить совпадение отверстия с контрольными рисками.
7.2.7 Плавно нажимая на рукоятку подачи, просверлить отверстие насквозь; при выводе сверла из заготовки силу давления на него уменьшить.
7.2.8 Вывести сверло из отверстия, не останавливая станок.
7.3 Сверление глухих отверстий
7.3.4 Существует два способа сверления глухих отверстий: ![]() — способ:
— способ:
а) подвести сверло до соприкосновения с поверхностью заготовки;
б) просверлить отверстие на глубину режущей части сверла;
в) установить и закрепить на заданную глубину втулочный упор 2 (рисунок
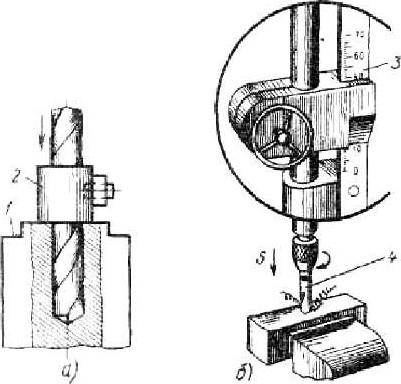
1![]() заготовка; 2 — втулочный упор; З — измерительная линейка; 4 — сверло Рисунок 10 — Сверление глухих отверстий по втулочному упору (а) и измерительной линейке (б)
заготовка; 2 — втулочный упор; З — измерительная линейка; 4 — сверло Рисунок 10 — Сверление глухих отверстий по втулочному упору (а) и измерительной линейке (б)
г) когда втулочный упор 2 дойдет до поверхности заготовки 1, отверстие в нем будет просверлено на заданную глубину. 2 — способ:
а) установить и закрепить заготовку на столе станка;
б)подвести к ее поверхности сверло 4 (рисунок 10 б) до соприкосновения его поперечной режущей кромки с поверхностью заготовки;
в) установить на нуль имеющийся на станке линейку З;
г) просверлить отверстие на глубину режущей части сверла и отметить по стрелке (указателю) начальное положение на линейке; затем к этому показателю добавить размер заданной глубины сверления и получить цифру, до которой следует производить сверление;
д) следить в процессе сверления по линейке, насколько углубилось сверло в заготовку.
Примечание
Многие станки кроме линейки имеют механизм автоматической подачи с лимбами, которые определяют ход сверла на требуемую глубину сверления.
Использован материал
file:///C:/Users/%D1%81%D1%82%D1%83%D0%B4%D0%B5%D0%BD%D1%82.korpusRT-lab02/Documents/2021-2022/%D1%81%D0%B2%D0%B5%D1%80%D0%BB%D0%B5%D0%BD%D0%B8%D0%B5/15-%D0%BB%D0%B0%D0%B1%D1%8B/1497_20110815.pdf








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

