
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине ОП.09 «Технологическая оснастка».ЛЕКЦИЯ 34. «Многошпиндельные сверлильные головки».
Категория:
Технология
18.05.2020 18:12

Просмотр содержимого документа
«Курс лекций по дисциплине ОП.09 «Технологическая оснастка».ЛЕКЦИЯ 34. «Многошпиндельные сверлильные головки».»
| Курс лекций по дисциплине |
| ОП.09 «Технологическая оснастка » |
| Лекция 34. «Многошпиндельные сверлильные головки». |
Многошпиндельные сверлильные головки применяют при одновременной обработке (сверлении, зенкеровании, развертывании, нарезании резьбы) нескольких отверстий в одной заготовке или при последовательной позиционной обработке отверстий в нескольких заготовках.
Многошпиндельные сверлильные головки применяют на специальные и универсальные.
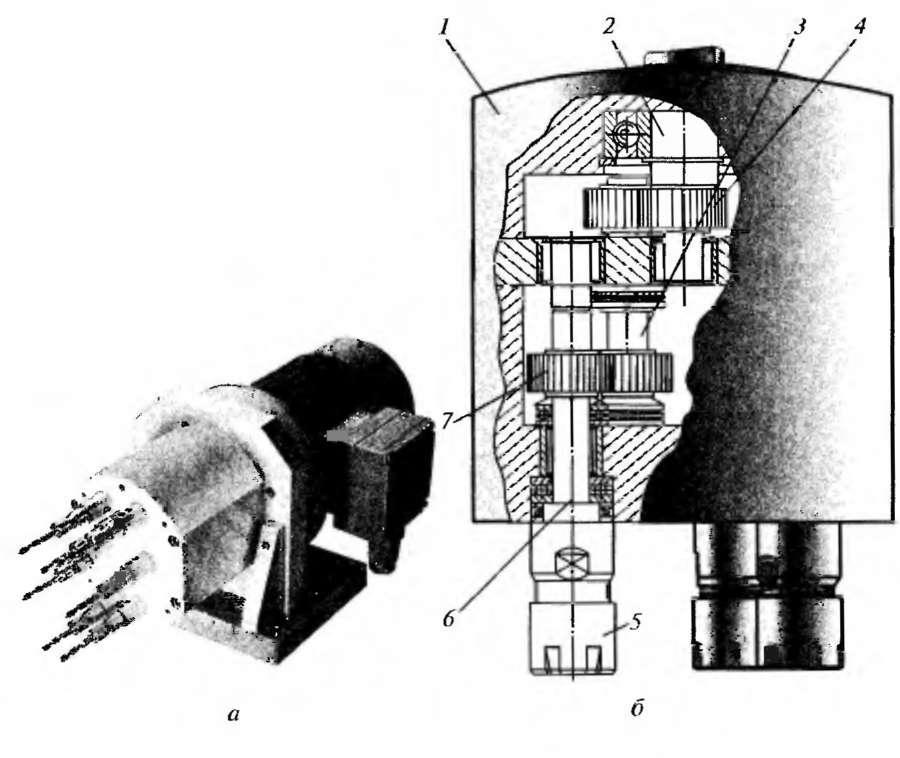
Специальные головки применяют при обработке отверстий в заготовках одного типоразмера; расстояние между осями шпинделей в головках постоянно (рис. 3.49, а). При этом многошпиндельные головки могут иметь индивидуальный электропривод.
Универсальные головки применяют для обработки отверстий в заготовках, различных по форме и размерам; расстояние между осями шпинделей в этих головках можно изменять в соответствии с расположением обрабатываемых отверстий.
Специальные многошпиндельные головки применяют в крупносерийном и массовом производствах, а универсальные – в серийном.
Многошпиндельные сверлильные головки могут иметь шестеренчатый или кривошипно-шатунный привод.
Головки с шестеренчатым приводом состоят из следующих элементов (рис. 3.49, б): корпуса 1; центрального вала 2 с ведущей шестерней 4; промежуточных валиков 3 с паразитными шестернями; рабочих шпинделей 6 с ведомыми шестернями 7 и державками 5 для закрепления режущих инструментов. Многошпиндельную сверлильную головку центрируют по буртику фланца гильзы шпинделя вертикально-сверлильного станка и закрепляют на фланце шпильками и гайками.
Ведущий валик многошпиндельной головки получает вращение от шпинделя станка. В зависимости от расстояний между осями обрабатываемых отверстий в заготовке головки изготовляются с одно- или двухъярусным расположением паразитных зубчатых колес, которые передают вращение с ведущего на ведомые зубчатые колеса, установленные на рабочих шпинделях, и обеспечивают их вращение по часовой стрелке.
г д
Рис. 3.49. Специальные сверлильные головки с постоянным расстоянием между осями шпинделей и индивидуальным электроприводом (а), с шестеренчатым приводом (б), четырехшпиндельная (в), с подвесной кондукторной плитой (г), с подачей СОЖ на инструмент (д):
1 – корпус; 2 – центральный вал; 3 – промежуточный валик; 4 – ведущая шестерня; 5 – державка; 6, 10 – рабочие шпиндели; 7 – ведомая шестерня; 8 – центральный ведущий вал; 9 – ведущее колесо; 11 – зубчатое колесо;
12 – паразитное зубчатое колесо; 13 – полукольцо
При обработке отверстий с близко расположенными осями применяют головки с двухъярусным расположением паразитных зубчатых колес. В одноярусных головках паразитные зубчатые колеса, установленные на промежуточные валики, находятся в одной плоскости с ведомыми зубчатыми колесами рабочих шпинделей головки. Зубчатые колеса обычно располагают между опорами шпинделей.
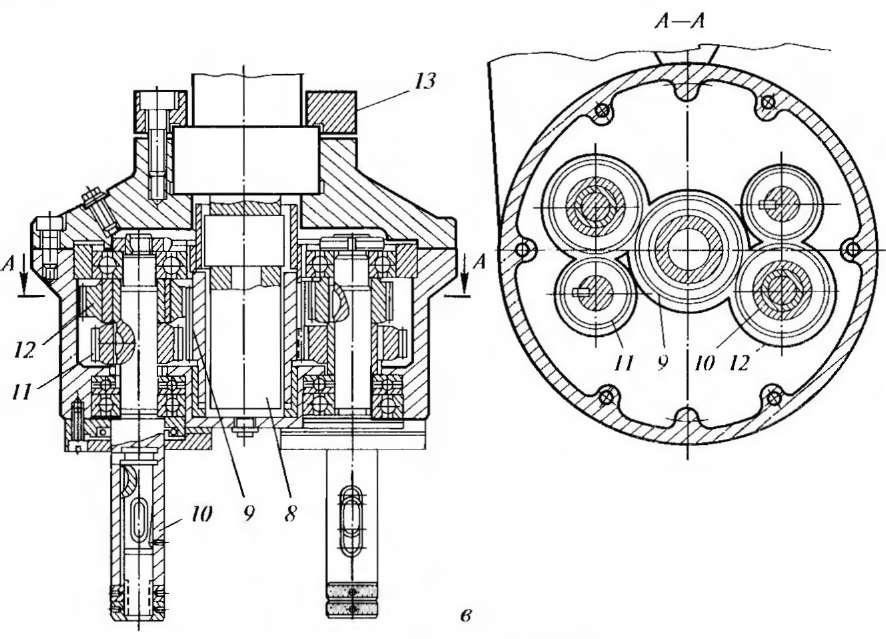
На рис. 3.49, в показана специальная сверлильная четырехшпиндельная головка для сверления отверстий, расположенных в заготовке по окружности. В головке с двухъярусным расположением зубчатых колес установлены четыре паразитных зубчатых колеса 12 на четырех рабочих шпинделях 10 в два ряда: два в верхнем и два в нижнем.
Ведущее колесо 9, сидящее на центральном ведущем валу 8, находится в зацеплении с четырьмя паразитными зубчатыми колесами 12 и вращает их через зубчатые колеса 11, передавая вращение рабочим шпинделям 10. В рабочих шпинделях установлены оправки с конусными гнездами для установки режущего инструмента. Сверлильную головку центрируют и крепят на конце гильзы шпинделя станка двумя полукольцами 13.
Многошпиндельная сверлильная головка, несущая режущие инструменты, при опускании должна быть связана с кондукторной плитой и приспособлением для установки заготовок. Эта связь необходима для точного совпадения осей рабочих шпинделей головки с осями кондукторных втулок на плите и отверстий в обработанных деталях. Кондукторную плиту можно изготовлять заодно с корпусом приспособления или отдельно от него, т.е. подвесной (рис. 3.49, г).
Серьезной задачей является подача СОЖ к режущему инструменту в сверлильных головках. На рис. 3.49, д показана многошпиндельная головка с подачей СОЖ на инструмент путем подвода ее к шпиндельной головке.
На рис. 3.50 показана конструкция многошпиндельной сверлильной головки с подвес ной кондукторной плитой (для упрощения чертежа показан вариант обработки только одного отверстия). Многошпиндельная сверлильная головка 7 связана с кондукторной плитой 8 двумя направляющими скалками 5. Нижние концы скалок жестко закреплены в кондукторной плите гайками 2, а верхними концами свободно перемещаются в отверстиях втулок 6, запрессованных в корпусе многошпиндельной головки. Головка 7 и кондукторная плита связаны с корпусом 1 двумя направляющими пальцами 4, нижние концы которых жестко закреплены в корпусе приспособления. Пальцы 4 входят в направляющие втулки 3 кондукторной плиты 8 и обеспечивают связь и правильное направление осей кондукторных втулок подвесной плиты относительно осей отверстий заготовки 9. Пружины на направляющих скалках 5 при соприкосновении кондукторной плиты 8 c заготовкой начинают сжиматься и при дальнейшем опускании головки прижимают плиту к заготовке.
Станочные приспособления с подвесными плитами удобны в эксплуатации.
Существует два типа переналаживаемых сверлильных головок с приводом через зубчатые колеса. К первому типу относятся головки колокольного типа, в которых держатели шпинделей и шарнирно-телескопические приводные валики могут перемешаться по окруж окружности головки и сдвигаться или раздвигаться по радиусам относительно оси головки в зависимости от расположения обрабатываемых отверстий. Ко второму типу относятся головки с поворотно-передвижными кронштейнами, в которых размещены рабочие шпиндели. Конструкция головок второго типа более совершенна, и поэтому они применяются чаще.
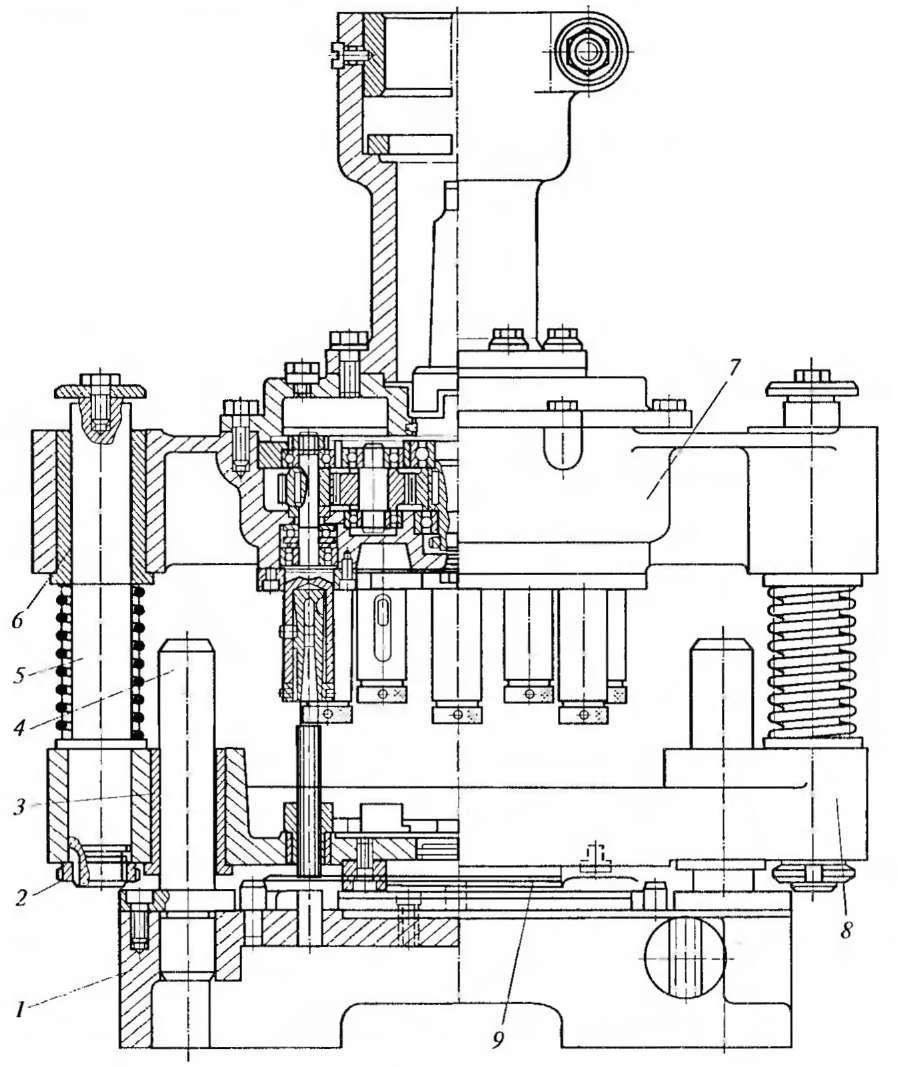
Рис. 3.50. Многошпиндельная сверлильная головка с подвесной кондукторной плитой:
1 – корпус; 2 – гайка; 3 – направляющая втулка; 4 – направлявший палец; 5 – направляющая скалка; 6 – втулка;
7 – сверлильная головка; 8 – кондукторная плита; 9 – заготовка
На рис. 3.51, а показана переналаживаемая четырехшпиндельная сверлильная головка с поворотно-передвижными кронштейнами. Сверлильную головку центральным базовым отверстием в корпусе 12 устанавливают на гильзу шпинделя станка и закрепляют двумя винтами 13. Шпиндель станка вращает зубчатое колесо 11, которое через промежуточные зубчатые колеса 8 и 5 передает вращение четырем зубчатым колесам 15, садящим на рабочих шпинделях 1. В цилиндрическом пазу корпуса 12 установлены четыре сектора 9 с отверстиями, в которых расположены шарикоподшипники, сидящие на верхних концах пустотелых валиков 7.
В четырех поворотных кронштейнах 4 находятся шарикоподшипники, на которые опираются нижние концы пустотелых валиков 7, промежуточная втулка 6 и рабочий шпиндель 1. Ослабив гайку 2 на болте 3, можно повернуть кронштейн 4 с рабочим шпинделем 1 во круг оси болта на 360º. В требуемом положении каждый рабочий шпиндель крепится болтом 3 при завинчивании гайки 2 и винта 10. Болт 3 с гайкой 2 прижимает кронштейн 4 и сектор 9 с отверстиями к горизонтальной плоскости корпуса 12, а винт 10 и сектор 9 – к цилиндрической поверхности корпуса. При ослаблении винта 10 можно повернуть сектор 9 с кронштейном 4 и рабочим шпинделем 1 на определенный угол относительно оси головки. При повороте сектора 9 винт 10 перемешается в пазах 14 корпуса головки.
На рис. 3.51, а приведена также схема для проверки расположения шпинделей по заданным координатам, состоящая из четырех участков (на рисунке они заштрихованы). Каждый рабочий шпиндель 1 может занимать любое положение в пределах своего участка.
На рис. 3.51, 6 показана переналаживаемая восьмишпиндельная сверлильная головка колокольного типа, закрепляемая на фланце 20 хомутом 18, который фиксируют на гильзе шпинделя станка. На нижнем торце колокола 17 головки имеется два кольцевых паза 23, в которых установлены болты 24 для крепления кронштейнов 25, несущих рабочие шпиндели 26. Шпиндель станка вращает центральный валик 19 с ведущим зубчатым колесом 21, которое через зубчатые колеса 22 и шарнирно-телескопические валики 16 передаст вращение держателям шпинделей 26. Рабочие шпиндели устанавливают в требуемое положение для обработки отверстий путем перемещения кронштейнов с их держателями как в радиальном направлении, так и по окружности пазов 23 колокола 17 до момента ввода режущих инструментов, расположенных в шпинделях 26, в кондукторные втулки, находящиеся на приспособлении. В требуемом положении рабочие шпиндели с кронштейнами закрепляются в пазах 23 болтами 24 с гайками.
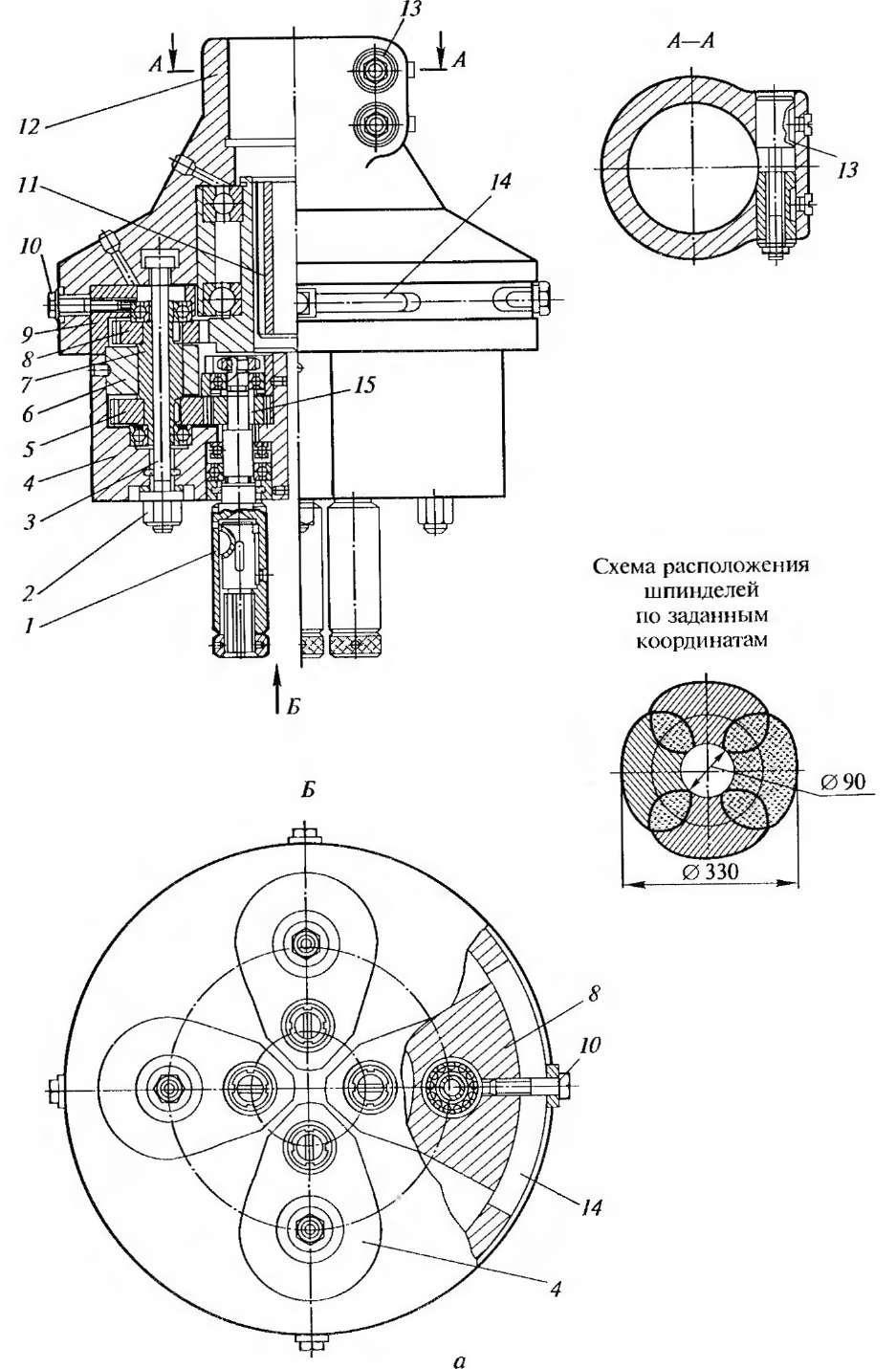
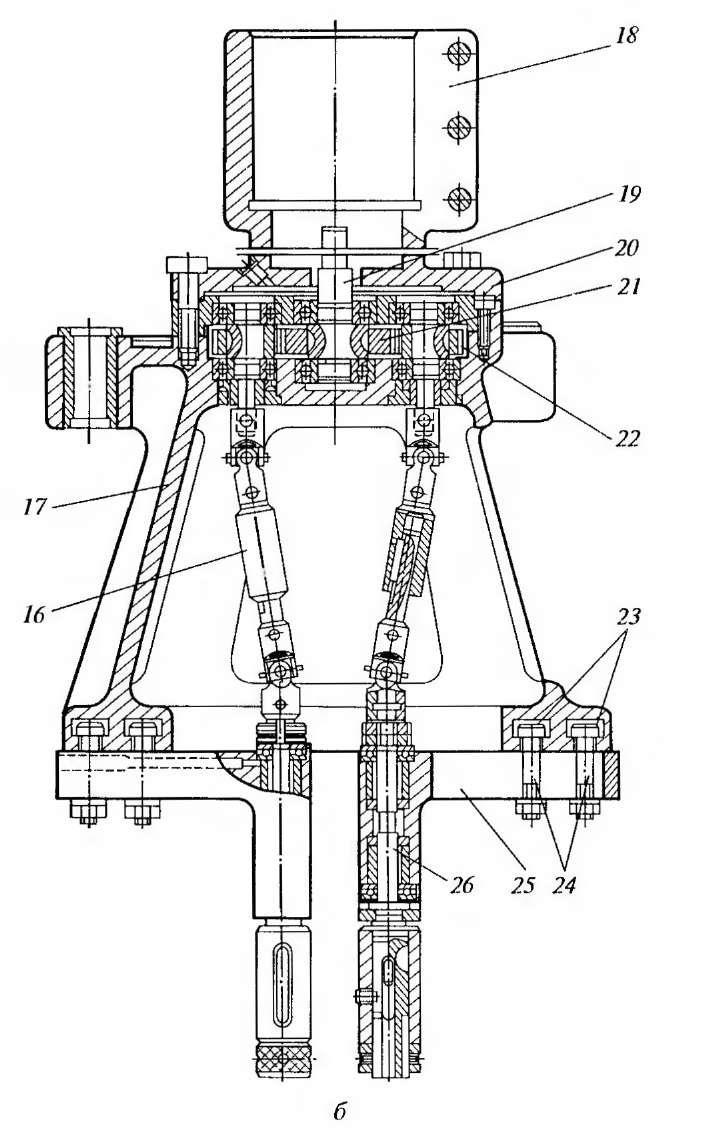
Рис. 3.51. Переналаживаемые сверлильные головки с приводом через зубчатые колеса:
а – четырехшпиндельная с поворотно-передвижными кронштейнами; б – восьмишпиндельная колокольного типа; 1 – рабочий шпиндель; 2 – гайка; 3 – болт; 4 – кронштейн; 5, 8 – промежуточные зубчатые колеса;
6 – промежуточная втулка; 7 – пустотелый валик; 9 – сектор с отверстиями; 10 – винт; 11, 15, 22 – зубчатые колеса;
12 – корпус; 13 – винты; 14 – пазы корпуса головки; 16 – шарнирно-телескопический валик; 17 – колокол головки; 18 – хомут; 19 – центральный валик; 20 – фланец хомута; 21 – ведущее зубчатое колесо; 23 – паз;
24 – болт с гайкой; 25 – кронштейн; 26 – шпиндель
Многошпиндельные головки обеспечивают одновременную работу несколькими одноименными или разноименными инструментами (сверлами, зенкерами, развертками, метчиками) и могут быть специальными и универсальными. Специальные головки служат для обработки деталей с определенным расположением отверстий, поэтому их шпиндели не могут изменять своего положения. Такие головки используют в крупносерийном и массовом производстве. Универсальные головки имеют возможность изменять положение шпинделей. Одной головкой можно обрабатывать различные детали. Их применяют в серийном производстве. Шпиндели головок приводятся во вращение от шпинделя станка с помощью зубчатых передач.
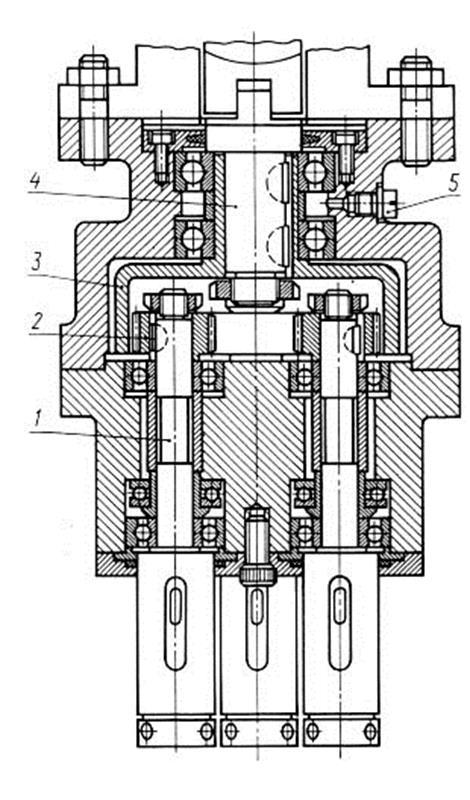
Рис. 116. Многошпиндельная головка с консольным расположением зубчатых колес:1 - шпиндель; 2, 3 - зубчатые колеса; 4 - валик; 5 - пробка
Предназначена для одновременной обработки четырех отверстий. Ведущий валик 4 связан сегментными шпонками с ведущим зубчатым колесом 3, находящимся в зацеплении одновременно со всеми зубчатыми колесами 2 рабочих шпинделей 1.
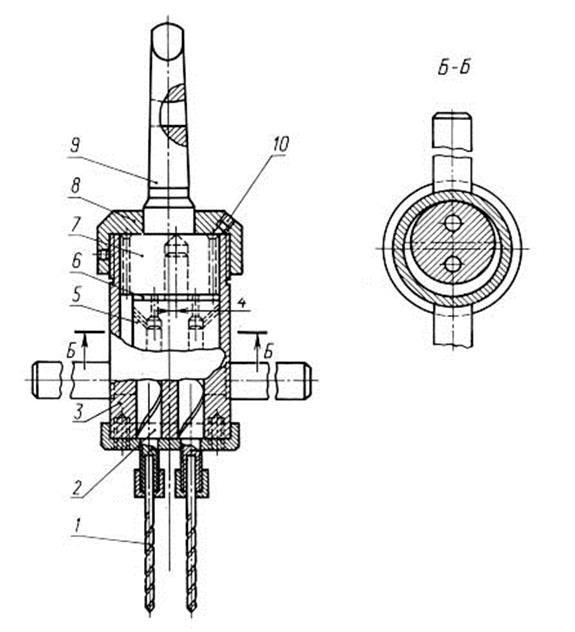
Рис. 117. Многошпиндельная головка без зубчатых колес:1 - сверло; 2 - шпиндель; 3 - корпус; 4 - стержень; 5 - деталь; 6 - шайба бронзовая; 7 - фланец; 8 - крышка; 9 - хвостовик; 10 - пробка.
Предназначена для обработки отверстий диаметром 5,5 мм, оси которых находятся на расстоянии l = 15 мм. Конический хвостовик 9 для крепления головки в шпинделе станка выполнен как одно целое с цилиндрическим фланцем 7, имеющим отверстие со смещением оси на 4 мм от оси хвостовика. Во фланце размещена деталь 5, в отверстия которой входят расположенные с эксцентриситетом 4 мм хвостовики рабочих шпинделей 2. При вращении шпинделя станка деталь 5 совершает возвратно-поступательное движение, при котором ее ось и оси хвостовиков шпинделей 2 имеют ту же частоту вращения, что и шпиндель станка. Для предотвращения вращения корпуса 3 головки стержни 4 должны перед началом работы соприкасаться с неподвижной частью станка.
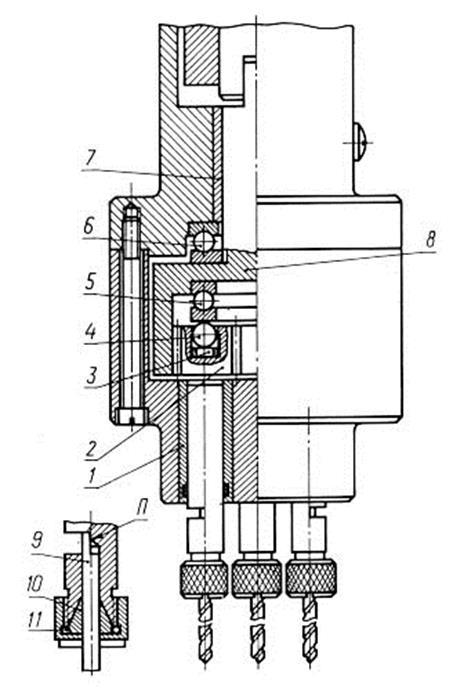
Рис. 118. Многошпиндельная головка с зубчатыми колесами внутреннего зацепления:1 - втулка; 2 - зубчатое колесо; 3 - опора; 4 - шарики; 5, 6 - упорные подшипники; 7 – подшипник скольжения; 8 - валик; 9 - сверло; 10 - цанга; 11 - гайка.
Предназначена для сверления отверстий малого диаметра. Ведущий валик 8 выполнен как одно целое с ведущим зубчатым колесом и опирается на подшипник скольжения 7 и упорный подшипник 6. Для всех шпинделей использован общий упорный подшипник 5. Для уменьшения трения между кольцом этого подшипника и шпинделями, в выточках зубчатых колес 2 помещены, на закаленных опорах 3, шарики 4. Сверла 9 крепятся при помощи цанг 10 гайками 11. Боковая площадка П на хвостовике сверла предохраняет сверло от проворачивания.
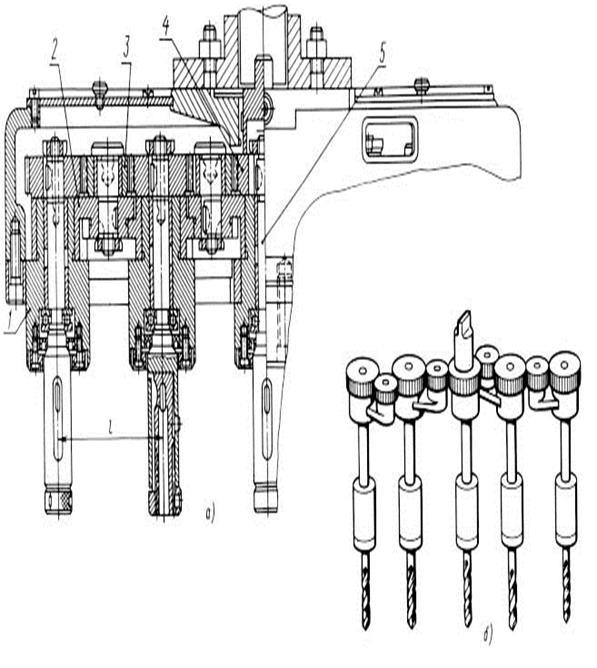
Рис. 119. Многошпиндельная головка для обработки отверстий, расположенных по прямой линии:а - чертеж головки в сборе (1 - корпус; 2 - кронштейн; 3 - промежуточное зубчатое колесо; 4 - зубчатое колесо; 5 - шпиндель); б - блок шпинделей.
Головка позволяет изменять расстояние l между двумя соседними шпинделями в пределах 62...100 мм. Центральный шпиндель 5 не меняет своего положения и приводится во вращение зубчатым колесом 4. Остальные шпиндели вращаются посредством промежуточных зубчатых колес 3 и могут изменять свое положение относительно центрального шпинделя 5. С этой целью оси колес 3 помещены в кронштейны 2, которые можно повернуть относительно корпусов 1 шпинделей, что позволяет сблизить шпиндели или удалить их друг от друга.
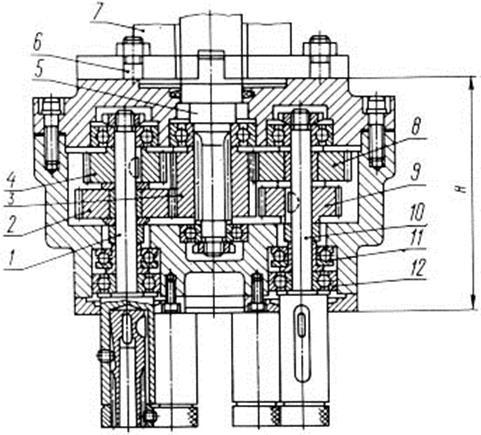
Рис. 120. Многошпиндельная головка с двухъярусным расположением зубчатых колес(1 - шпиндель; 2, 8 - промежуточные зубчатые колеса; 3 - зубчатое колесо; 4, 9 - ведущие зубчатые колеса; 5 - валик ведущий; 6 - шпилька; 7 - гильза шпиндельной бабки станка; 10 - шпиндель; 11 - упорный подшипник; 12 – шариковый подшипник).
Предназначена для обработки шести отверстий, расположенных по окружности. В нижнем ярусе - два промежуточных зубчатых колеса 2, каждое из которых приводит во вращение через ведущие зубчатые колеса 9 два шпинделя 10.
Два шпинделя 1 приводятся во вращение ведущими зубчатыми колесами 4 через промежуточные колеса 8, находящиеся в верхнем ярусе. На двух других шпинделях промежуточных зубчатых колес нет. Зубчатое колесо 3 ведущего валика 5 удвоенной ширины, так как приводит во вращение колеса, размещенные в двух ярусах.
Многошпиндельные головки компании OMG (Италия)
Многошпиндельные сверлильные головки подразделяются на два основных типа:
- многошпиндельные головки с изменяемым межосевым расстоянием.
- Многошпиндельные головки с фиксированным межосевым расстоянием.
Многошпиндельные головки с изменяемым межосевым расстоянием в свою очередь подразделяются на два типа по принципу передачи крутящего момента к инструментальному шпинделю:
Серия VH - передача крутящего момента с помощью шестеренок, максимальное число шпинделей в ряд - 3, максимальное число шпинделей по окружности - 4. Серия VH - это самый компактный тип многошпиндельных головок с изменяемым межосевым расстоянием, который может использоваться на сверлильных, расточных, фрезерных и даже токарных станках.
Серия T - распределение момента между шпинделями осуществляется также с помощью коробки передач на шестернях, далее с помощью карданных валов момент переходит на инструментальные шпинделя. Применение карданных валов позволяет изменять конфигурацию обрабатываемых отверстий практически без ограничений, в пределах рабочей зоны многошпиндельной сверлильной головки.

Многошпиндельные головки с фиксированным межосевым расстоянием - могут изготавливаться как полностью специальные, так и в стандартизованных корпусах серий TC, MT, TC3, TFS.


Отдельной категорией стоят многошпиндельные фрезерные головки серии TSI-TSX, которые используются при обработке зубчатых колес. Могут изготавливаться 2 параллельными или сходящимися шпинделямишпинделями и предназначены для фрезерования или снятия фаски при обработке шестерней
Многошпиндельные сверлильные головки с изменяемым меж осевым расстоянием серии VH.pdf (1191.98 kB)
Многошпиндельные сверлильные головки с изменяемым меж осевым расстоянием серии T.pdf (1735.75 kB)
Многошпиндельные сверлильные головки с фиксированным меж осевым расстоянием серий TC, MT, TC3. TFS.pdf (472.3 kB)
Многошпиндельные фрезерные головки с изменяемым меж осевым расстоянием серий TSI-TSX.pdf (300.52 kB)
Вопросы для самопроверки
| 1 | Многошпиндельные сверлильные головки применяют.. |
| 2 | Специальные многошпиндельные сверлильные головки |
| 3 | Универсальные многошпиндельные сверлильные головки |
| 4 | Многошпиндельная головка для обработки отверстий, устройство и принцип работы |
| 5 | Переналаживаемые сверлильные головки с приводом через зубчатые колеса, устройство и принцип работы |
| 6 | Переналаживаемая восьмишпиндельная сверлильная головка колокольного типа устройство и принцип работы |
Использован материал
1.http://pkf-vdm.ru/katalog/mnogoshpindel-nye-golovki/
2.https://studfile.net/preview/7239863/page:48/
3.https://studopedia.ru/11_10675_mnogoshpindelnie-golovki.html
ДОМАШНЕЕ ЗАДАНИЕ
1.Написать конспект лекции, ответив на вопросы
2. Пройти тестирование по теме лекции






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

