
Россия, Волгоград


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 08.09.2025 15:54

Галанина Людмила Викторовна
преподаватель дисциплин сварочного производства
61 год
Местоположение
Специализация
Лекция "Режимы полуавтоматической сварки"
Категория:
Прочее
04.11.2024 19:29

Просмотр содержимого документа
«Лекция "Режимы полуавтоматической сварки"»
ЛЕКЦИЯ
Параметры режима сварки в углекислом газе
Режим сварки – это совокупность характеристик сварочного процесса, обеспечивающих получение сварных швов заданных размеров, форм и качества.
Основные параметры РДС - диаметр электрода, сила сварочного тока, его род и полярность, напряжение дуги, скорость сварки.
К основным параметрам режимов сварки в защитных газах относится:
род тока и полярность.
диаметр электродной проволоки; марка проволоки;
сила сварочного тока; напряжение дуги; длина дуги;
скорость подачи электродной проволоки;
скорость сварки;
вылет электрода;
расход защитного газа.
Рассмотрим влияние отдельных параметров режима на форму и размеры шва, а также его качество.
1. Род тока и полярность. Сварку в защитном газе выполняют постоянным током обратной полярности. Постоянный ток прямой полярности и переменный ток почти не применяют из-за низкой устойчивости процесса сварки, неудовлетворительной формирования и плохого качества сварного шва. Переменный ток применяют только при сварки алюминия и его сплавов.
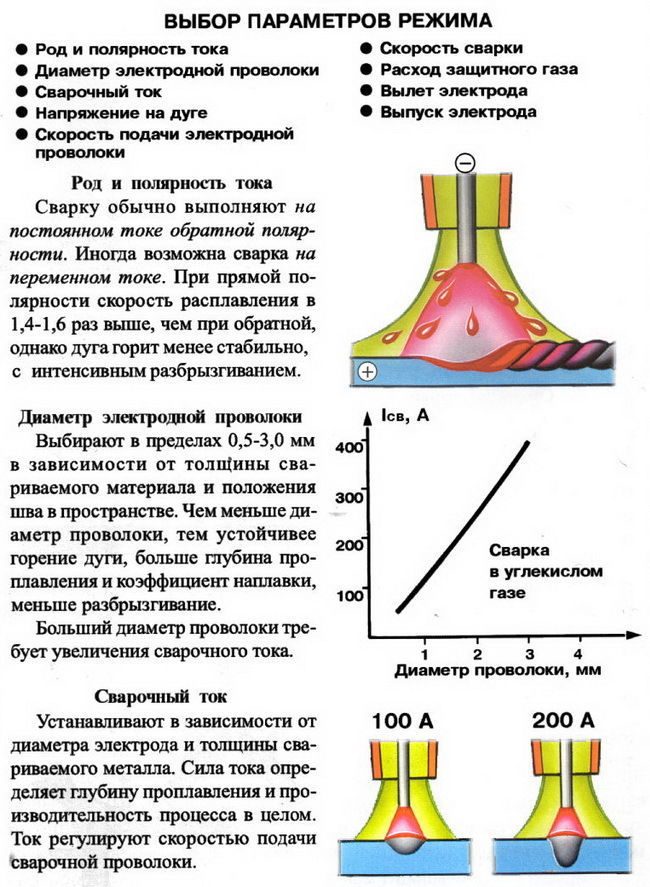
2. Диаметр электродной проволоки выбирают в пределах в зависимости от толщины свариваемого металла и положения шва в пространстве.
Например, для толщин 1 - 2 мм диаметр проволоки 0,8 мм
3 - 5 мм диаметр проволоки 1,0 мм
свыше 5 мм диаметр проволоки 1,2 мм, 1,4 мм, 1,6 мм
Больший диаметр проволоки лучше для сварки тем, что больше масса наплавленного металла за 1 проход, следовательно металл перегревается меньше и меньше деформации.
Марка электродной проволоки. Углекислый газ является активным газом (окислителем). При сварке в его среде происходит окисление железа и примесей, находящихся в стали. Для восстановления их в металле шва сварка должна производиться специальными электродными проволоками, в состав которых входят раскислители (марганец, кремний, алюминий). Для сварки низкоуглеродистых и низколегированных сталей такими проволоками являются Св08ГС, Св08Г2С, Св12ГС и другие (ГОСТ 2246 – 70) с повышенным содержанием марганца и кремния.
При неправильном выборе марки электродной проволоки возможно образование пор в шве и ухудшение механических характеристик металла шва.
3. Сила сварочного тока. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электродной проволоки, толщины металла и положения сварки. С увеличением силы сварочного тока при сварке электродной проволокой одного диаметра увеличивается производительность сварки и глубина проплавления. Рост производительности объясняется увеличением скорости плавления электродной проволоки и уменьшением разбрызгивания.
Однако, допустимая величина сварочного тока имеет свой предел. При сварке на токе выше указанных значений для проволоки определенного диаметра плавление ее становиться неравномерным. Ухудшается внешний вид сварного соединения - исчезает чешуйчатость шва, в шве образуются вмятины, неровности.
Поэтому при сварке в углекислом газе устанавливаются минимальные и максимальные пределы сварочного тока, при котором обеспечивается устойчивое горение дуги и хорошее формирование шва (см. табл. 1).
При полуавтоматической сварке сила сварочного тока регулируется изменением скорости подачи проволоки - чем больше скорость подачи, тем выше сварочный ток.
Сила сварочного тока определяется по амперметру на пульте управления полуавтомата или комбинацией тумблеров (все зависит от моделей полуавтоматов).
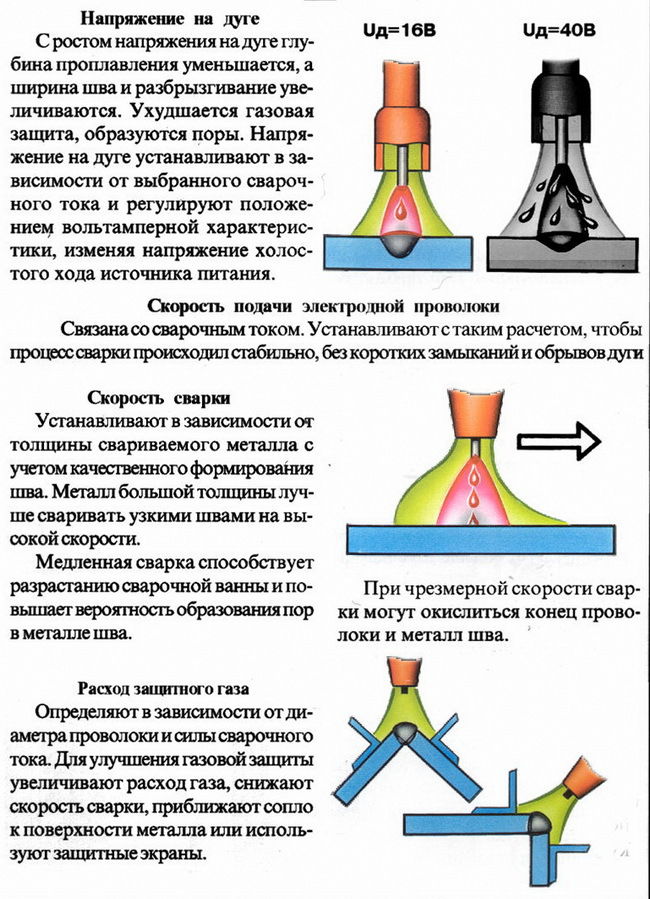
Напряжение дуги. Напряжение дуги зависит от длины дуги. Чем больше длина дуги, тем выше напряжение.
Напряжение, так же как и сила тока, устанавливается в определенных пределах, при которых наблюдается устойчивое горение дуги. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Чрезмерное увеличение напряжение дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле.
Напряжение определяется вольтметром, установленным на пульте управления полуавтоматом или тоже комбинацией тумблеров.
Длина дуги. Длина дуги влияет на глубину проплавления металла. При короткой дуге получается более глубокое проплавление. Укорочение дуги способствует получению плотных швов и уменьшению разбрызгивания. Однако, при очень короткой дуге глубина проплавления снижается, сварной шов получается узким и высоким.
При сварке длинной дугой сильно повышается вероятность образования пор в металле шва, а также содержание азота и кислорода в металле шва. Это объясняется тем, что при длинной дуге увеличивается время переноса капель в сварочную ванну через дуговой промежуток, а следовательно, и увеличивается время, в течение которого происходит процессы окисления, следовательно выгорает кремний и марганец.
Также при длинной дуге происходит повышенное разбрызгивание электродного металла. Это происходит из-за того, что при длинной дуге капля, образующаяся на конце электрода, по размерам больше, чем размер капли при короткой дуге. При длинной дуге большое число крупных капель выбрасывается в сторону, либо при переходе через дуговой промежуток взрывается, тем самым создавая интенсивное разбрызгивание.
При короткой дуге электродный металл переходит в сварочную ванну мелкими каплями. Образующаяся на конце электрода капля, замыкая дуговой промежуток, непосредственно переходит в сварочную ванну.
4. Скорость подачи электродной проволоки связана с силой сварочного тока. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги, а протекал устойчивости от выбранной силы сварочного тока.
5. Скорость сварки. Она устанавливается в зависимости от толщины свариваемого металла, формы подготовки кромок, силы тока, навыков сварщика. В любом случае сварка должна выполняться со скоростью, соответствующей максимальной производительности. При этом необходимо обеспечить наложение сварного шва требуемого размера с нормальным формированием, без подрезов и непроваров основного металла.
Сварку металла большой толщины лучше выполнять более узкими швами на большей скорости. При слишком большой скорости сварки конец электрода может выйти из зоны защиты и окислиться на воздухе. Медленная скорость сварки вызывает чрезмерное увеличение сварочной ванны и повышает вероятность образования пор в металле шва.
6. Вылет электрода. Вылет электрода - расстояние от конца проволоки до токоподводящего наконечника и должен быть в пределах 10-15 мм (10 диаметров электродной проволоки). От величины вылета зависит расстояние между торцом сопла горелки и изделием. Чем больше вылет, тем больше это расстояние и хуже условия газовой защиты.
С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелка до поверхности металла, так как с увеличением этого расстояния ухудшается газовая защита зону сварки и возможно попадание кислорода и азота воздуха в расплавленный металл, что приводит к образованию газовой пор.
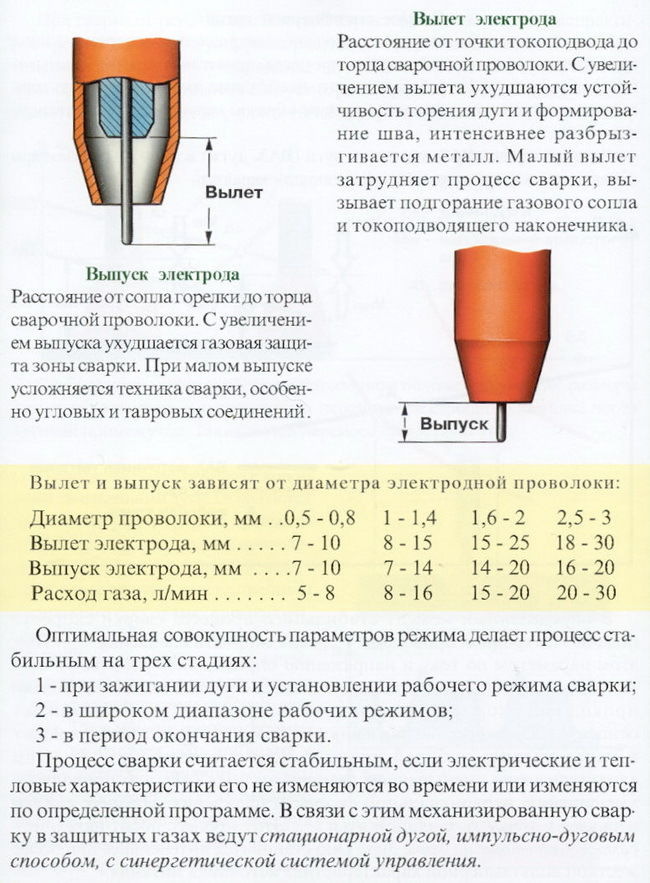
Выпуск электрода. Расстояние от сопла горелки до торца сварочное проволоки. С увеличением выпуска ухудшается газовая защита зоны сварки. При малом выпуске усложняется техника сварки, особенно угловых и тавровых соединений.
7. Расход защитного газа определяют в зависимости от выбранного диаметра электродной проволоки и силы сварочного тока. На него оказывают также влияние скорость сварки, конфигурация изделия и наличие движения воздуха, т.е. сквозняков в цехе, ветра и др. Для улучшения газовой защиты в этих случаях приходится увеличивать расход защитного газа, уменьшать скорость сварки, приближать сопло к поверхности металла или пользоваться защитными щитами. Чрезмерный расход защитного газа может выдувать расплавленный металл из сварочной ванны, тем ухудшая качество шва.
Сварку осуществляют на режимах, ориентируясь на справочную литературу, производственные инструкции, операционные технологические карты и личный производственный опыт.
Таблица 1. Основные режимы сварки полуавтоматом.

С увеличением силы сварочного тока увеличивается глубина провара и повышается производительность процесса сварки.
Литератера: Юхин Н.А. Механизированная дуговая сварка плавящимся электродом в защитных газах (MIG/MAG)
3







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

