
Россия, Республика Башкортостан, Мелеуз


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 01.10.2024 20:34

Прокудин Виктор Владимирович
преподаватель
54 года
Местоположение
Специализация
Комплект контрольно-оценочных средств по профессиональному модулю пм.01 «выполнение подготовительных, сборочных операций перед сваркой и контроль сварных соединений»
Категория:
Технология
16.09.2024 19:59

Просмотр содержимого документа
«Комплект контрольно-оценочных средств по профессиональному модулю пм.01 «выполнение подготовительных, сборочных операций перед сваркой и контроль сварных соединений»»
Приложение 5.1
к ППРКС по профессии
15.01.05 «Сварщик (ручной и частично
механизированной сварки (наплавки)»
КОМПЛЕКТ КОНТРОЛЬНО-ОЦЕНОЧНЫХ СРЕДСТВ
ПО ПРОФЕССИОНАЛЬНОМУ МОДУЛЮ
ПМ.01
«ВЫПОЛНЕНИЕ ПОДГОТОВИТЕЛЬНЫХ, СБОРОЧНЫХ ОПЕРАЦИЙ ПЕРЕД СВАРКОЙ И КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ»
Комплект контрольно-оценочных средств по ПМ.01 «Выполнение подготовительных, сборочных операций перед сваркой и контроль сварных соединений» (далее – КОС) разработан на основе Федерального государственного образовательного стандарта (ФГОС СПО) по профессии: 15.01.05 «Сварщик (ручной и частично механизированной сварки (наплавки)», утвержденного приказом Министерства просвещения Российской Федерации от 15.11.2023 № 863.
КОС является частью учебно-методического обеспечения программы подготовки квалифицированных рабочих, служащих в соответствии с требованиями Федерального государственного образовательного стандарта по специальности среднего профессионального образования 15.01.05 «Сварщик (ручной и частично механизированной сварки (наплавки)»
Организация - разработчик:
федеральное казенное профессиональное образовательное учреждение № 142
Федеральной службы исполнения наказаний
Разработчики:
преподаватель филиала № 2 ФКП образовательного учреждения № 142 Прокудин В.В.
Содержание
| Наименование
| Стр. |
| 1. Общая характеристика комплекта оценочных средств | 4 |
| 2. Система оценивания при текущем контроле знаний в процессе освоения профессиональных модулей |
4 |
| 3. Результаты освоения программы профессионального модуля, подлежащие проверке |
8 |
| 4. Оценка освоения междисциплинарного курса | 10 |
| 5. Оценка учебной и производственной практик | 28 |
| 6. Контрольно-оценочные средства для экзамена (квалификационного) | 32 |
| 7. Перечень источников | 40 |
1. ОБЩАЯ ХАРАКТЕРИСТИКА КОМПЛЕКТА ОЦЕНОЧНЫХ СРЕДСТВ
1.1. Область применения комплектов оценивающих средств.
Комплекты оценивающих средств (далее – КОС) предназначены для промежуточного и итогового контроля освоения обучающимися профессиональных модулей программы подготовки квалифицированных рабочих, служащих по профессии среднего профессионального образования 15.01.05 «Сварщик (ручной и частично механизированной сварки (наплавки)», утвержденного приказом Минпросвещения России от 15.11.2023 № 863.
КОС являются неотъемлемой составной частью учебно-методического обеспечения программы подготовки квалифицированных рабочих, служащих по профессии среднего профессионального образования 15.01.05 «Сварщик (ручной и частично механизированной сварки (наплавки)».
2. СИСТЕМА ОЦЕНИВАНИЯ ПРИ ТЕКУЩЕМ КОНТРОЛЕ ЗНАНИЙ В ПРОЦЕССЕ ОСВОЕНИЯ ПРОФЕССИОНАЛЬНЫХ МОДУЛЕЙ.
2.1. Критерии и нормы оценочной деятельности
В основу критериев оценки учебной деятельности обучающихся положены объективность и единый подход. При 5-бальной оценке для всех установлены общие дидактические критерии:
- уровень освоения обучающимися материала, предусмотренного учебной программой по дисциплине;
- умения обучающегося использовать теоретические знания;
- обоснованность, четкость, краткость изложения ответа. Устный ответ.
Оценка индивидуальных образовательных достижений по результатам контроля производится в соответствии с универсальной шкалой (таблица).
| Процент результативности | Качественная оценка индивидуальных образовательных достижений | ||
| Балл (отметка) | Вербальный аналог | Зачет | |
| 90 - 100 | 5 | отлично | зачет |
| 80 - 89 | 4 | хорошо | |
| 30 - 79 | 3 | удовлетворительно | |
| Менее 30 | 2 | неудовлетворительно | незачет |
В случае существенного (2 балла и более) расхождения оценок экзамена (квалификационного), выставленных по результатам выполнения проверочной квалификационной работы и результатов выполнения теоретической части (теоретические вопросы), решающую роль играет оценка по результатам выполнения проверочной квалификационной работы.
При отрицательном заключении хотя бы по одной из профессиональных компетенций принимается решение «Вид профессиональной деятельности не освоен».
При отрицательном значении хотя бы по одному из пунктов: МДК 01.01, МДК 01.02, УП.01, ПП.01 принимается решение «Вид профессиональной деятельности не освоен».
Оценка «5» ставится, если обучающийся:
1. Показывает глубокое и полное знание и понимание всего объѐма программного материала; полное понимание сущности рассматриваемых понятий, явлений и закономерностей, теорий, взаимосвязей;
2. Умеет составить полный и правильный ответ на основе изученного материала; выделять главные положения, самостоятельно подтверждать ответ конкретными примерами, фактами; самостоятельно и аргументировано делать анализ, обобщения, выводы. Устанавливать меж предметные (на основе ранее приобретенных знаний) и внутри предметные связи, творчески применять полученные знания в незнакомой ситуации. Последовательно, четко, связно, обоснованно и безошибочно излагать учебный материал; давать ответ в логической последовательности с использованием принятой терминологии; делать собственные выводы; формулировать точное определение истолкование основных понятий, законов, теорий; при ответе не повторять дословно текст учебника; излагать материал литературным языком; правильно и обстоятельно отвечать на дополнительные вопросы педагога. Самостоятельно и рационально использовать наглядные пособия, справочные материалы, учебник, дополнительную литературу, первоисточники; применять систему условных обозначений при ведении записей, сопровождающих ответ; использование для доказательства выводов из наблюдений и опытов;
3. Самостоятельно, уверенно и безошибочно применяет полученные знания в решении проблем на творческом уровне; допускает не более одного недочета, который легко исправляет по требованию педагога; имеет необходимые навыки работы с приборами, чертежами, схемами и графиками, сопутствующими ответу; записи, сопровождающие ответ, соответствуют требованиям.
Оценка «4» ставится, если обучающийся:
1. Показывает знания всего изученного программного материала, дает полный и правильный ответ на основе изученных теорий; незначительные ошибки и недочеты при воспроизведении изученного материала, определения понятий дал неполные, небольшие неточности при использовании научных терминов или в выводах и обобщениях из наблюдений и опытов; материал излагает в логической последовательности, при этом допускает одну негрубую ошибку или не более двух недочетов и может их исправить самостоятельно при требовании или при небольшой помощи преподавателя; в основном усвоил учебный материал: подтверждает ответ конкретными примерами, правильно отвечает на дополнительные вопросы педагога;
2. Умеет самостоятельно выделять главные положения в изученном материале; на основании фактов и примеров обобщать, делать выводы, устанавливать меж предметные связи. Применять полученные знания на практике в видоизмененной ситуации, соблюдать основные правила культуры устной речи и сопровождающей письменной, использовать научные термины;
3. Не обладает достаточным навыком работы со справочной литературой, учебником, первоисточниками (правильно ориентируется, но работает медленно), допускает негрубые нарушения правил оформления письменных работ.
Оценка «3» ставится, если обучающийся:
1. Усвоил основное содержание учебного материала, имеет пробелы в усвоении материала, не препятствующие дальнейшему усвоению программного материала;
2. Материал излагает не систематизировано, фрагментарно, не всегда последовательно;
3. Показывает недостаточную сформированность отдельных знаний и умений, выводы и обобщения аргументирует слабо, допускает в них ошибки;
4. Допустил ошибки и неточности в использовании научной терминологии, определения понятий дал недостаточно точно;
5. Не использовал в качестве доказательства выводы и обобщения из наблюдений, фактов, опытов или допустил ошибки при их изложении;
6. Испытывает затруднения в применении знаний, необходимых для решения задач различных типов, при объяснении конкретных явлений на основе теорий и законов, или в подтверждении конкретных примеров практического применения теорий;
7. Отвечает неполно на вопросы педагогов (упуская основное), или воспроизводит содержание текста учебника, но недостаточно понимает отдельные положения, имеющие важное значение, в этом тексте; обнаруживает недостаточное понимание отдельных положений при воспроизведении текста учебника (записей, первоисточников) или отвечает неполно на вопросы педагога, допуская одну-две грубые ошибки.
Оценка «2» ставится, если обучающийся:
1. Не усвоил и не раскрыл основное содержание материала;
2. Не делает выводов и обобщений;
3. Не знает и не понимает значительную или основную часть программного мате- риала в пределах поставленных вопросов;
4. Или имеет слабо сформированные и неполные знания и не умеет применять их к решению конкретных вопросов и задач по образцу;
5. Или при ответе (на один вопрос) допускает более двух грубых ошибок, которые не может исправить самостоятельно даже при помощи педагога, либо не может ответить ни на один из поставленных вопросов.
6. Полностью не усвоил материал.
По окончании устного ответа обучающегося педагогом дается краткий анализ ответа, объявляется мотивированная оценка.
2.2. Оценка письменных тестовых и(или) контрольных работ.
Оценка «5» ставится, если обучающийся:
1. выполнил работу без ошибок и недочетов;
2. допустил не более одного недочета.
Оценка «4» ставится, если обучающийся допустил:
1. не более одной негрубой ошибки и одного недочета;
2. или не более двух недочетов.
Оценка «3» ставится, если обучающийся допустил:
1. не более двух грубых ошибок;
2 .или не более одной грубой ошибки и одного недочета;
3. или не более двух-трех негрубых ошибок;
4. или одной негрубой ошибки и трех недочетов;
5. или при отсутствии ошибок, но при наличии четырех-пяти недочетов.
Оценка «2» ставится, если обучающийся:
1. допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена «3»;
2. или правильно выполнил менее половины работы;
3. или не приступил к выполнению работы;
4. или правильно выполнил не более 10% всех заданий.
2.3. Общая классификация ошибок
При оценке знаний, умений и навыков обучающихся следует учитывать все ошибки (грубые, негрубые) и недочеты.
Грубыми считаются следующие ошибки:
1. незнание определения основных понятий, законов, правил, основных положений теории, незнание формул, общепринятых символов обозначений величин, единиц их измерения;
2. незнание наименований единиц измерения;
3. неумение выделить в ответе главное;
4. неумение применять знания для решения задач и объяснения явлений;
5. неумение делать выводы и обобщения;
6. неумение читать и строить графики и принципиальные схемы;
7. неумение подготовить установку или лабораторное оборудование, провести опыт, наблюдения, необходимые расчеты или использовать полученные данные для выводов;
8. неумение пользоваться первоисточниками, учебником и справочниками;
9. нарушение техники безопасности;
10. небрежное отношение к оборудованию, приборам, материалам.
К негрубым ошибка следует отнести:
1. не точность формулировок, определений, понятий, законов, теорий, вызванная неполнотой охвата основных признаков определяемого понятия или заменой одного- двух из этих признаков второстепенными;
2. ошибки при снятии показаний с измерительных приборов, не связанные с определением цены деления шкалы (например, зависящие от расположения измерительных приборов, оптические и др.);
3. ошибки, вызванные несоблюдением условий проведения опыта, наблюдения, условий работы прибора, оборудования;
4. ошибки в условных обозначениях на принципиальных схемах, неточность графика (например, изменения угла наклона) и др.;
5. нерациональный метод решения задачи или недостаточно продуманный план устного ответа (нарушение логики, подмена отдельных основных вопросов второстепенными);
6. нерациональные методы работы со справочной и другой литературой;
7. неумение решать задачи, выполнять задания в общем объеме.
Недочетами являются:
1. нерациональные приемы вычислений и преобразований, выполнения опытов, наблюдений, заданий
2. ошибки в вычислениях;
3. небрежное выполнение записей, чертежей, схем, графиков;
4. орфографические и пунктуационные ошибки.
Итоговый контроль освоения вида профессиональной деятельности осуществляется на экзамене (квалификационном). Экзамен (квалификационный) проводится в виде устного теоретического опроса и выполнения практического задания. К выполнению практического задания обучающийся допускается только после успешного ответа на устные вопросы. Устные вопросы и выполнение практического задания оцениваются по соответствующим критериям, определенным соответствующими КИМ и(или) КОС. Условием положительной аттестации (вид профессиональной деятельности освоен) на экзамене квалификационном является положительная оценка освоения всех профессиональных компетенций по всем контролируемым показателям.
Условием допуска к экзамену (квалификационному) по каждому профессиональному модулю является положительная аттестация по общепрофессиональным дисциплинам, МДК, учебной практике и производственной практике.
Промежуточный контроль освоения профессионального модуля осуществляется при проведении дифференцированного зачета по каждому МДК профессионального модуля. Дифференцированный зачет проводиться в виде тестов.
3. РЕЗУЛЬТАТЫ ОСВОЕНИЯ ПРОГРАММЫ ПРОФЕССИОНАЛЬНОГО МОДУЛЯ, ПОДЛЕЖАЩИЕ ПРОВЕРКЕ
3.1. Вид профессиональной деятельности
Результатом освоения профессионального модуля является готовность обучающегося к выполнению вида профессиональной деятельности: выполнение подготовительных, сборочных операций перед сваркой и контроль сварных соединений и соответствующие ему общие компетенции, и профессиональные компетенции:
3.2. Профессиональные и общие компетенции
При освоении программы профессионального модуля у обучающихся проверяются следующие компетенции.
Показатели оценки сформированности профессиональных компетенций (ПК):
| Профессиональные компетенции (должны быть сформированы в полном объеме) | Показатели оценки результата | Формы и методы контроля и оценки |
| ВД 1. Выполнение подготовительных, сборочных операций перед сваркой и контроль сварных соединений | ||
| ПК.1.1. Проводить сборочные операции перед сваркой с использованием конструкторской, производственно-технологической и нормативной документации | Пользуется конструкторской, производственно-технологической и нормативной документацией для выполнения профессиональной деятельности | Наблюдение выполнения практических работ, оценка результатов практического обучения |
| ПК.1.2. Выбирать пространственное положение сварного шва для сварки элементов конструкции (изделий, узлов, деталей) | Выбирает пространственное положение сварного шва для сварки элементов конструкции (изделий, узлов, деталей) | |
| ПК.1.3. Применять сборочные приспособления для сборки элементов конструкции (изделий, узлов, деталей) под сварку | Применяет сборочные приспособления для сборки элементов конструкции (изделий, узлов, деталей) под сварку. | |
| ПК.1.4. Проводить подготовку элементов конструкции (изделий, узлов, деталей) под сварку, зачистку сварных швов и удаление поверхностных дефектов после сварки с использованием ручного и механизированного инструмента | Использует ручной и механизированный инструмент для подготовки элементов конструкции (изделий, узлов, деталей) под сварку, зачистки сварных швов и удаления поверхностных дефектов после сварки | |
| ПК.1.5. Проводить контроль собранных элементов конструкции (изделий, узлов, деталей) на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке | Осуществляет контроль с применением измерительного инструмента подготовленных и собранных с применением сборочных приспособлений элементов конструкции (изделия, узлы, детали) на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке. | |
Показатели оценки сформированности общих компетенций (ОК), (в т.ч. частичной):
| Общие компетенции (возможна частичная сформированность) | Показатели оценки результата | Формы и методы контроля и оценки |
| ОК 01. Выбирать способы решения задач профессиональной деятельности применительно к различным контекстам | Выбирать способы решения задач профессиональной деятельности применительно к различным контекстам | Наблюдение; Оценка деятельности обучающегося; Практические работы на моделирование и действия в нестандартных ситуациях; Наблюдение за ролью обучающихся в группе. |
| ОК 02. Использовать современные средства поиска, анализа и интерпретации информации и информационные технологии для выполнения задач профессиональной деятельности | Использовать современные средства поиска, анализа и интерпретации информации и информационные технологии для выполнения задач профессиональной деятельности | |
| ОК 03. Планировать и реализовывать собственное профессиональное и личностное развитие, предпринимательскую деятельность в профессиональной сфере, использовать знания по правовой и финансовой грамотности в различных жизненных ситуациях. | Планировать и реализовывать собственное профессиональное и личностное развитие, предпринимательскую деятельность в профессиональной сфере, использовать знания по правовой и финансовой грамотности в различных жизненных ситуациях. | |
| ОК 04. Эффективно взаимодействовать и работать в коллективе и команде | Эффективно взаимодействовать и работать в коллективе и команде; | |
| ОК 05. Осуществлять устную и письменную коммуникацию на государственном языке Российской Федерации с учетом особенностей социального и культурного контекста | Осуществлять устную и письменную коммуникацию на государственном языке Российской Федерации с учетом особенностей социального и культурного контекста | |
| ОК 06. Проявлять гражданско-патриотическую позицию, демонстрировать осознанное поведение на основе традиционных российских духовно-нравственных ценностей, в том числе с учетом гармонизации межнациональных и межрелигиозных отношений, применять стандарты антикоррупционного поведения | Проявлять гражданско-патриотическую позицию, демонстрировать осознанное поведение на основе традиционных российских духовно-нравственных ценностей, в том числе с учетом гармонизации межнациональных и межрелигиозных отношений, применять стандарты антикоррупционного поведения | |
| ОК 07. Содействовать сохранению окружающей среды, ресурсосбережению, применять знания об изменении климата, принципы бережливого производства, эффективно действовать в чрезвычайных ситуациях | Содействовать сохранению окружающей среды, ресурсосбережению, применять знания об изменении климата, принципы бережливого производства, эффективно действовать в чрезвычайных ситуациях | |
| ОК 08. Использовать средства физической культуры для сохранения и укрепления здоровья в процессе профессиональной деятельности и поддержания необходимого уровня физической подготовленности | Использовать средства физической культуры для сохранения и укрепления здоровья в процессе профессиональной деятельности и поддержания необходимого уровня физической подготовленности | |
| ОК 09. Пользоваться профессиональной документацией на государственном и иностранном языках | Пользоваться профессиональной документацией на государственном и иностранном языках |
4. ОЦЕНКА ОСВОЕНИЯ МЕЖДИСЦИПЛИНАРНОГО КУРСА
4.1. Формы и методы оценивания
Предметом оценки освоения МДК являются общие и профессиональные компетенции.
Контроль и оценка осуществляются с использованием следующих форм и методов контроля: в форме текущей и промежуточной аттестации Текущая аттестация обучающихся - оценка знаний и умений проводится постоянно с помощь тестовых заданий, на лабораторных, практических занятиях, по результатам самостоятельной работы обучающихся. Промежуточная аттестация обучающихся по междисциплинарному курсу проводится в форме теста, решения производственной задачи.
Оценка освоения МДК предусматривает использование сочетания накопительной системы оценивания и проведения дифференцированного зачета.
4.2. Контрольные измерительные материалы
по междисциплинарным курсам (МДК)
ПМ.01 «Выполнение подготовительных, сборочных операций перед сваркой и контроль сварных соединений»
Количество вариантов (пакетов) заданий для обучающихся: 4
Время выполнения варианта и максимальное время на дифференцированный зачет на каждый МДК: согласно рабочей программе профессионального модуля.
4.2.1. Комплект материалов для оценки сформированности умений и знаний
Пакет для обучающегося.
Условия для выполнения заданий.
Оборудование: индивидуальные бланки с вариантами заданий, ручка, карандаш, ластик, оборудованное учебное место (парта, стул).
Инструкция по выполнению варианта дифференцированного зачета:
на выполнение заданий отводится время, регламентированное рабочей программой профессионального модуля;
каждый обучаемый получает индивидуальный лист с напечатанными вопросами зачета и ответами к ним, из которых необходимо выбрать правильный (ые) и обвести номер правильного (ых) ответа (ов);
все тестовые вопросы всех вариантов заданий равнозначны;
правильный ответ на каждый вопрос варианта заданий дает 1 балл. Баллы, полученные за выполнение работы, суммируются. Максимальная сумма баллов при правильных ответах на все вопросы – 20 баллов. Необходимо выполнить как можно больше заданий и набрать наибольшее количество баллов;
для экономии времени лучше пропустить задание, которое не удается выполнить сразу, и переходить к следующему. Если после выполнения всей работы останется время, возможно вернуться к пропущенным заданиям.
Пакет для преподавателя.
Условия для выполнения заданий.
Оборудование: ключи ответов, ручка, карандаш, ластик, оборудованное рабочее место (парта, стул).
Инструкция для преподавателя
Количество вариантов заданий для экзаменующихся: 4 варианта задания по 20 вопросов.
На выполнение заданий варианта отводится время, регламентированное учебным планом.
Ознакомьтесь с заданиями для обучающихся, выполняющих работу, оцениваемыми знаниями и умениями, показателями оценки.
Создайте благоприятную обстановку, но не вмешивайтесь в ход выполнения задания.
Остановите выполнение и соберите выполненные задания через определенное время после начала выполнения.
Проверьте правильность выполнения задания.
Ответы на вопросы проверяются сопоставлением с ключом: каждый верный ответ оценивается в 1 балл, если указан неверный ответ – 0 баллов.
Суммируйте баллы, полученные обучающимся за верно выполненные задания.
Определите оценку, руководствуясь универсальной шкалой.
Внесите оценку в Оценочную ведомость по профессиональному модулю.
4.2.2. Задания дифференцированного зачета по МДК
МДК 01.01. Технология производства сварных конструкций
Вариант 1
1. Аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги называется.
1. Сварочным выпрямителем
2. Сварочным трансформатором
3. Сварочным генератором
4. Сварочный преобразователь
2. Укажите марку сварочного выпрямителя.
1.ТД-401У2 2. ВД-306
3. ГСО-500 4. ГД-312
3. Для зажигания электрода и подвода к нему сварочного тока служит
1. Сварочный провод 2. Зажимы
3. Держатель 4. Кабель
4. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее
1. 30-45 В 2. 45-50 В 3. 50-65 В 4. 65-70 В
5. Сварка покрытыми электродами при токе 100А выполняется со светофильтром
1 - С5 2 - С6 3 - С7 4 - С8
6. В зависимости от каких характеристик соединения устанавливают шаг и размер прихваток?
1. В зависимости от длины соединения
2. В зависимости от типа соединения
3. В зависимости от вида шва
4. В зависимости от толщины соединения
7. Сборку на сварочных прихватках применяют для конструкций из листов толщиной до...
1. 5-6 мм 2. 6-8 мм
3. 8-10 мм 4. 10-12 мм
8. От чего зависит длина дуги при сварке пластин встык?
1. От толщины металла 2.От диаметра электрода
3. От зазора между пластинами 4. От напряжения
9. Что такое сварка?
1. Получение неразъемного сварного шва методом пластической деформации.
2. Получение неразъемного сварного шва методом термического нагрева.
3. Получение неразъемного сварного шва методом воздействия на свариваемые поверхности расплава металла.
4. Получение неразъемного сварного шва методом давления
10. Процессы сварки подразделяются на три класса — термические, термомеханические и механические. Какой вид из нижеперечисленных не относиться к термическому классу?
1. Электрошлаковая
2. Плазменная
3. Контактная
4. Дуговая
11. Имеет ли сварщик право доступа к схеме сварочного выпрямителя?
1. Не имеет
2. Имеет если знаком со схемой выпрямителя
3. Имеет если выпрямитель отключен от сети
4. Имеет полное право
12. Как изменяется скорость плавления электрода в зависимости от полярности?
1. При обратной полярности выше, чем при прямой
2. Полярность не влияет на скорость плавления электрода
3. При прямой полярности скорость плавления выше, чем при обратной
4. Не изменяется
13. Возбудить дугу, не касаясь электродом свариваемого изделия.
1. Нельзя
2. Можно если в сварочную цепь параллельно включить осциллятор
3. Можно если последовательно включить два источника питания дуги
4. Можно если параллельно включить два источника питания дуги
14. Отличие автоматической сварки от полуавтоматической заключается:
1. В способе перемещения электрода вдоль шва
2. В условие подачи проволоки в зону дуги
3. В конструкции механизма подающего проволоку
4. В применяемых для сварки электродах
15. Буквы ВД в обозначении электрода на этикетке электродной тары означают:
Э12Х13 – УОНИ- 13/НЖ – ВД 2
Е43 2 (5) – Б10
1.Электрод для сварки высококачественной стали длинной дугой.
2.Электрод высококачественный с толстым покрытием.
3.Электрод для дуговой сварки нержавеющей стали.
4. Электрод для сварки высоколегированной стали с толстым покрытием
16. Как изменится напряжение на дуге, если увеличить ее длину в два раза?
1. Напряжение на дуге увеличится в два раза
2. Напряжение на дуге возрастет в полтора раза.
3. Напряжение на дуге практически не изменится.
4. Напряжение на дуге уменьшится в два раза.
17. Каким должно быть напряжение холостого хода однопостового сварочного трансформатора?
1. Не более 36В
2. От 40В до 60В
3. От60В до 80В
4. Не менее 100В
18. Какие стали считаются наиболее подходящими для сваривания (содержание C в Fe в %)?
1. - 0,10% 2. - 0,25% 3. - 0,50% 4. - 0,75%
19. Назовите из нижеприведенных достоинства, которые присущи сварке методом покрытых электродов.
1. Отсутствие шлака
2. Высокое качество тонкостенных заготовок
3. Снижение расхода металла на 'огарки'
4. Высокая универсальность
20. Для чего служит инвертор в инверторном источнике питания?
1. Для снижения напряжения во вторичной цепи источника.
2. Для преобразования переменного тока в постоянный.
3. Для формирования падающей внешней характеристики
4. Для регулирования величины сварочного тока во вторичной цепи.
Вариант 2
1. Какие стали считаются наиболее подходящими для сваривания (содержание C в Fe в %)?
1. - 0,10% 2. - 0,25% 3. - 0,50% 4. - 0,75%
2. Назовите из нижеприведенных достоинства, которые присущи сварке методом покрытых электродов.
1. Отсутствие шлака
2. Высокое качество тонкостенных заготовок
3. Снижение расхода металла на 'огарки'
4. Высокая универсальность
3. Для чего служит инвертор в инверторном источнике питания?
1. Для снижения напряжения во вторичной цепи источника.
2. Для преобразования переменного тока в постоянный.
3.Для формирования падающей внешней характеристики
4. Для регулирования величины сварочного тока во вторичной цепи.
4. Каким должно быть напряжение холостого хода однопостового сварочного трансформатора?
1. Не более 36В
2. От 40В до 60В
3. От60В до 80В
4. Не менее 100В
5. Как изменится напряжение на дуге, если увеличить ее длину в два раза?
1. Напряжение на дуге увеличится в два раза
2. Напряжение на дуге возрастет в полтора раза.
3. Напряжение на дуге практически не изменится.
4. Напряжение на дуге уменьшится в два раза.
6. Буквы ВД в обозначении электрода на этикетке электродной тары означают:
Э12Х13 – УОНИ- 13/НЖ – ВД 2
Е43 2 (5) – Б10
1.Электрод для сварки высококачественной стали длинной дугой.
2.Электрод высококачественный с толстым покрытием.
3.Электрод для дуговой сварки нержавеющей стали.
4. Электрод для сварки высоколегированной стали с толстым покрытием
7. Отличие автоматической сварки от полуавтоматической заключается:
1. В способе перемещения электрода вдоль шва
2. В условие подачи проволоки в зону дуги
3. В конструкции механизма подающего проволоку
4. В применяемых для сварки электродах
8. Возбудить дугу, не касаясь электродом свариваемого изделия.
1. Нельзя
2. Можно если в сварочную цепь параллельно включить осциллятор
3. Можно если последовательно включить два источника питания дуги
4. Можно если параллельно включить два источника питания дуги
9. Как изменяется скорость плавления электрода в зависимости от полярности?
1. При обратной полярности выше, чем при прямой
2. Полярность не влияет на скорость плавления электрода
3. При прямой полярности скорость плавления выше, чем при обратной
4. Не изменяется
10. Имеет ли сварщик право доступа к схеме сварочного выпрямителя?
1. Не имеет
2. Имеет если знаком со схемой выпрямителя
3. Имеет если выпрямитель отключен от сети
4. Имеет полное право
11. Процессы сварки подразделяются на три класса — термические, термомеханические и механические. Какой вид из нижеперечисленных не относиться к термическому классу?
1. Электрошлаковая
2. Плазменная
3. Контактная
4. Дуговая
12. Что такое сварка?
1. Получение неразьемного сварного шва методом пластической деформации.
2. Получение неразьемного сварного шва методом термического нагрева.
3. Получение неразъемного сварного шва методом воздействия на свариваемые поверхности расплава металла.
4. Получение неразъемного сварного шва методом давления
13. От чего зависит длина дуги при сварке пластин встык?
1. От толщины металла 2.От диаметра электрода
3. От зазора между пластинами 4. От напряжения
14. Сборку на сварочных прихватках применяют для конструкций из листов толщиной до...
1. 5-6 мм 2. 6-8 мм 3. 8-10 мм 4. 10-12 мм
15. В зависимости от каких характеристик соединения устанавливают шаг и размер прихваток?
1. В зависимости от длины соединения
2. В зависимости от типа соединения
3. В зависимости от вида шва
4. В зависимости от толщины соединения
16. Сварка покрытыми электродами при токе 100А выполняется со светофильтром
1 - С5 2 - С6 3 - С7 4 - С8
17. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее
1. 30-45 В 2. 45-50 В 3. 50-65 В 4. 65-70 В
18. Для зажигания электрода и подвода к нему сварочного тока служит
1. Сварочный провод 2. Зажимы
3. Держатель 4. Кабель
19. Укажите марку сварочного выпрямителя.
1.ТД-401У2 2. ВД-306
3. ГСО-500 4. ГД-312
20. Аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги называется.
1. Сварочным выпрямителем
2. Сварочным трансформатором
3. Сварочным генератором
4. Сварочный преобразователь
Вариант № 3
1. Конструкции и конструктивные элементы, работающие в основном на поперечный изгиб:
1. Балки 2. Фермы 3. Резервуары 4. Решетки
2. Жестко соединенные между собой балки образуют конструкции:
1. Рамы 2. Решетки 3. Колонны 4. Фермы
3. Конструкции и конструктивные элементы, работающие преимущественно на сжатие или на сжатие с продольным изгибом:
1. Рамы 2. Решетки 3. Колонны 4. Фермы
4. Оболочковыми сварными конструкциями являются:
1. Рамы 2. Фермы 3. Резервуары 4. Решетки
5. Описание технологического процесса оформляют на специальных бланках, которые называют:
Технологическая карта
Технологическая сводка
Технологическая ведомость
Технологическая запись
6.Часть конструкции, представляющая собой соединение двух или нескольких деталей при помощи сварки:
1. Инжектор 3. Манипулятор
2.Осциллятор 4. Сварной узел
7. Метод сборки, предусматривающий сборку и сварку от дельных узлов, из которых состоит конструкция, а затем сборку и сварку всей конструкции:
1. Метод узловой сборки
2. Метод общей сборки
3. Метод рациональной сборки
4. Метод сборки под заказ
8. Метод сборки, при котором вначале собирают всю конструкцию, а затем ее сваривают:
1. Метод узловой сборки
2. Метод общей сборки
3. Метод рациональной сборки
4. Метод сборки под заказ
9. Прихватки следует устанавливать от края детали или от отверстия на расстоянии не менее:
1. 5 мм 3. 15 мм
2. 10 мм 4. 50 мм
10. Корневой шов трубопроводов выполняют электродом диаметром:
1 - 2 мм 2 - 3 мм 3 - 4 мм 4 - 5мм
11. Оболочковыми сварными конструкциями являются:
1. Рамы 3. Резервуары
2. Ферм 4. Решетки.
12. Жестко соединенные между собой балки образуют конструкции:
1. Рамы 3. Колонны
2. Решетки 4. Фермы
13. Конструкции и конструктивные элементы, работающие преимущественно на сжатие или на сжатие с продольным изгибом:
1. Рамы 3. Колонны
2. Решетки 4. Фермы
14. Описание технологического процесса оформляют на специальных бланках, которые называют:
1. Технологическая карта
2. Технологическая сводка
3. Технологическая ведомость
4. Технологическая запись
15. Метод сборки, при котором вначале собирают всю конструкцию, а затем ее сваривают:
1. Метод узловой сборки
2. Метод общей сборки
3. Метод рациональной сборки
4. Метод сборки под заказ
16. Корневой шов трубопроводов выполняют электродом диаметром:
1 - 2 мм 2 - 3 мм 3 - 4 мм 4 - 5мм
17.Часть конструкции, представляющая собой соединение двух или нескольких деталей при помощи сварки:
1. Инжектор 3. Манипулятор
2. Осциллятор 4. Сварной узел
18.Прихватки следует устанавливать от края детали или от отверстия на расстоянии не менее:
1 - 5 мм 2 - 10 мм 3 - 15 мм 4 - 50 мм
19. Оболочковыми сварными конструкциями являются:
1. Рамы 3. Резервуары
2. Фермы 4. Решетки
20. Часть конструкции, представляющая собой соединение двух или нескольких деталей при помощи сварки:
1. Инжектор 3. Манипулятор
2. Осциллятор 4. Сварной узел
Вариант 4
1. Оболочковыми сварными конструкциями являются:
1. Рамы 3. Резервуары
2. Ферм 4. Решетки.
2. Жестко соединенные между собой балки образуют конструкции:
1. Рамы 3. Колонны
2. Решетки 4. Фермы
3. Конструкции и конструктивные элементы, работающие преимущественно на сжатие или на сжатие с продольным изгибом:
1. Рамы 3. Колонны
2. Решетки 4. Фермы
4. Описание технологического процесса оформляют на специальных бланках, которые называют:
1. Технологическая карта
2. Технологическая сводка
3. Технологическая ведомость
4. Технологическая запись
5. Метод сборки, при котором вначале собирают всю конструкцию, а затем ее сваривают:
1. Метод узловой сборки
2. Метод общей сборки
3. Метод рациональной сборки
4. Метод сборки под заказ
6. Корневой шов трубопроводов выполняют электродом диаметром:
1 - 2 мм 2 - 3 мм 3 - 4 мм 4 - 5мм
7. Часть конструкции, представляющая собой соединение двух или нескольких деталей при помощи сварки:
1. Инжектор 3. Манипулятор
2. Осциллятор 4. Сварной узел
8. Прихватки следует устанавливать от края детали или от отверстия на расстоянии не менее:
1 - 5 мм 2 - 10 мм 3 - 15 мм 4 - 50 мм
9. Оболочковыми сварными конструкциями являются:
1. Рамы 3. Резервуары
2. Фермы 4. Решетки
10. Часть конструкции, представляющая собой соединение двух или нескольких деталей при помощи сварки:
1. Инжектор 3. Манипулятор
2. Осциллятор 4. Сварной узел
11. Корневой шов трубопроводов выполняют электродом диаметром:
1 - 2 мм 2 - 3 мм 3 - 4 мм 4 - 5мм
12. Прихватки следует устанавливать от края детали или от отверстия на расстоянии не менее:
1. 5 мм 3. 15 мм
2. 10 мм 4. 50 мм
13. Метод сборки, при котором вначале собирают всю конструкцию, а затем ее сваривают:
1. Метод узловой сборки
2. Метод общей сборки
3. Метод рациональной сборки
4. Метод сборки под заказ
14. Метод сборки, предусматривающий сборку и сварку от дельных узлов, из которых состоит конструкция, а затем сборку и сварку всей конструкции:
1. Метод узловой сборки
2. Метод общей сборки
3. Метод рациональной сборки
4. Метод сборки под заказ
15.Часть конструкции, представляющая собой соединение двух или нескольких деталей при помощи сварки:
1. Инжектор 3. Манипулятор
2.Осциллятор 4. Сварной узел
16. Описание технологического процесса оформляют на специальных бланках, которые называют:
Технологическая карта
Технологическая сводка
Технологическая ведомость
Технологическая запись
17. Оболочковыми сварными конструкциями являются:
1. Рамы 3. Резервуары
2. Фермы 4. Решетки
18. Конструкции и конструктивные элементы, работающие преимущественно на сжатие или на сжатие с продольным изгибом:
1. Рамы 3. Колонны
2. Решетки 4. Фермы
19. Жестко соединенные между собой балки образуют конструкции:
1. Рамы 3. Колонны
2. Решетки 4. Фермы
20. Конструкции и конструктивные элементы, работающие в основном на поперечный изгиб:
1. Балки 3. Резервуары
2. Фермы 4. Решетки
Ключи к заданиям по МДК 01.01.
| № вопроса варианта 1 | Правильный ответ | № вопроса варианта 2 | Правильный ответ |
| 1 | 2 | 1 | 2 |
| 2 | 2 | 2 | 4 |
| 3 | 3 | 3 | 3 |
| 4 | 3 | 4 | 3 |
| 5 | 1 | 5 | 1 |
| 6 | 2 | 6 | 4 |
| 7 | 1 | 7 | 1 |
| 8 | 2 | 8 | 2 |
| 9 | 3 | 9 | 4 |
| 10 | 4 | 10 | 1 |
| 11 | 1 | 11 | 4 |
| 12 | 4 | 12 | 3 |
| 13 | 2 | 13 | 2 |
| 14 | 1 | 14 | 1 |
| 15 | 4 | 15 | 2 |
| 16 | 1 | 16 | 1 |
| 17 | 3 | 17 | 3 |
| 18 | 2 | 18 | 3 |
| 19 | 4 | 19 | 2 |
| 20 | 3 | 20 | 2 |
| № вопроса варианта 3 | Правильный ответ | № вопроса варианта 4 | Правильный ответ |
| 1 | 1 | 1 | 3 |
| 2 | 1 | 2 | 4 |
| 3 | 3 | 3 | 2 |
| 4 | 3 | 4 | 4 |
| 5 | 1 | 5 | 2 |
| 6 | 4 | 6 | 2 |
| 7 | 1 | 7 | 1 |
| 8 | 2 | 8 | 3 |
| 9 | 2 | 9 | 1 |
| 10 | 2 | 10 | 3 |
| 11 | 3 | 11 | 2 |
| 12 | 1 | 12 | 2 |
| 13 | 3 | 13 | 2 |
| 14 | 1 | 14 | 1 |
| 15 | 2 | 15 | 4 |
| 16 | 2 | 16 | 1 |
| 17 | 4 | 17 | 3 |
| 18 | 2 | 18 | 3 |
| 19 | 3 | 19 | 1 |
| 20 | 4 | 20 | 1 |
МДК 01.02. Подготовительные и сборочные операции перед сваркой и контроль
качества сварных соединений
Вариант 1
1. Выбрать инструменты, применяемые при разметке.
1. Керн 2. Циркуль 3. Чертилка 4. Все перечисленное.
2. Выбрать инструменты, не применяемые при опиливании.
1. Тиски 2. Напильник 3. Ножовка 4. Молоток
3. Выбрать инструменты, применяемые при правке.
1. Зубило 2. Кувалда 3. Линейка металлическая 4. Правильная плита
4. Обосновать выбранное правило техники безопасности при опиливании.
1.Удалять стружку с верстаков металлической щеткой
2. Сдувать стружку
3. Пользоваться напильниками без деревянных рукояток
4. Удалять стружку с верстака веником
5. Какие правила техники безопасности необходимо соблюдать при гибке металла?
1. Не требуется работать в рукавицах
2. Надежно закреплять заготовку в слесарных тисках
3. Работать на исправном оборудовании
4. Работать в каске
6. Какие требования предъявляются к разделке кромок?
1. Точность выполнения (по чертежу)
2. Обеспечение глубины проплавления
3. Минимальный расход сварочных материалов
4. Кромки должны быть заостренными
7. Как проверяют результаты правки (прямолинейность заготовки) полосы?
1. На глаз
2. Наложением линейки на полосу
3. На разметочной плите по просвету
4. Рулеткой
8. Перед разметкой заготовки необходимо выполнить:
1. Нанести разметочные риски
2. Очистить заготовку от грязи, масла, ржавчины
3. Надежно закреплять заготовку в слесарных тисках
4. Помыть в бензине.
9. Для контроля опиленных поверхностей пользуются:
1. Поверочными линейками
2. Транспортиром
3. Микрометром
4. Рулеткой
10. Длина напильника должна быть:
1. На 150мм меньше размера обрабатываемой поверхности
2. На 150мм больше размера обрабатываемой поверхности
3. Равна размеру обрабатываемой поверхности
4. На 500 мм больше размера обрабатываемой поверхности
11. Правка считается законченной, когда:
1. Исчезнут все неровности и деталь станет прямой
2. Время выполнения истекло
3. Края детали стали прямыми
4. Середина детали стала прямой
12. Размер разметочной плиты выбирают так, чтобы:
1. Ширина и длина плиты были на 500мм больше размечаемой заготовки
2. Ширина и длина плиты были на 100мм больше размечаемой заготовки
3. Ширина и длина плиты были на 250 мм больше размечаемой заготовки
4. Ширина и длина плиты были на 350 мм больше размечаемой заготовки
13. Какие виды разделки кромок чаще всего применяются при подготовке металла под сварку?
1. Х - образная 2. U - образная 3. V - образная 4. Т – образная
14. От чего зависит длина прихваток?
1. От длины сварного соединения
2. От положения в пространстве
3. От толщины металла
4. От конфигурации детали
15. С какой толщины применяют разделку кромок?
1 - 3мм 2 - 5 мм 3 - 6мм 4 - 8мм.
16. Как подразделяют сварные швы по протяженности?
1. Прерывестые
2. Длинные
3. Нормальные
4. Короткие
17. Прихватка – это:
1. Монтажный шов
2. Короткий шов
3. Выпуклый шов
4. Длинный шов
18. Сварное соединение 2-х элементов, расположенных в одной плоскости или на одной поверхности:
1. Тавровое 2. Стыковое 3. Нахлесточное 4. Угловое
19. Форма разделки кромок определяется:
1. Толщиной металла
2. Способом сварки
3. Маркой металла
4. Маркой сварочных электродов
20. Какое назначение угла раскрытия разделки кромок?
1. Уменьшить трудоемкость
2. Обеспечить необходимую глубину провара
3. Получается красивый шов
4. Уменьшить расход электродов
Вариант 2
1. Правка считается законченной, когда:
1. Исчезнут все неровности и деталь станет прямой
2. Время выполнения истекло
3. Края детали стали прямыми
4. Середина детали стала прямой
2. Размер разметочной плиты выбирают так, чтобы:
1. Ширина и длина плиты были на 500мм больше размечаемой заготовки
2. Ширина и длина плиты были на 100мм больше размечаемой заготовки
3. Ширина и длина плиты были на 250 мм больше размечаемой заготовки
4. Ширина и длина плиты были на 350 мм больше размечаемой заготовки
3. Какие виды разделки кромок чаще всего применяются при подготовке металла под сварку?
1. Х - образная 2. U - образная 3. V - образная 4. Т – образная
4. От чего зависит длина прихваток?
1. От длины сварного соединения
2. От положения в пространстве
3. От толщины металла
4. От конфигурации детали
5. С какой толщины применяют разделку кромок?
1 - 3мм 2 - 5 мм 3 - 6мм 4 - 8мм.
6. Как подразделяют сварные швы по протяженности?
1. Прерывестые
2. Длинные
3. Нормальные
4. Короткие
7. Прихватка – это:
1. Монтажный шов
2. Короткий шов
3. Выпуклый шов
4. Длинный шов
8. Сварное соединение 2-х элементов, расположенных в одной плоскости или на одной поверхности:
1. Тавровое 2. Стыковое 3. Нахлесточное 4. Угловое
9. Форма разделки кромок определяется:
1. Толщиной металла
2. Способом сварки
3. Маркой металла
4. Маркой сварочных электродов
10. Какое назначение угла раскрытия разделки кромок?
1. Уменьшить трудоемкость
2. Обеспечить необходимую глубину провара
3. Получается красивый шов
4. Уменьшить расход электродов
11. Длина напильника должна быть:
1. На 150мм меньше размера обрабатываемой поверхности
2. На 150мм больше размера обрабатываемой поверхности
3. Равна размеру обрабатываемой поверхности
4. На 500 мм больше размера обрабатываемой поверхности
12. Для контроля опиленных поверхностей пользуются:
1. Поверочными линейками
2. Транспортиром
3. Микрометром
4. Рулеткой
13. Перед разметкой заготовки необходимо выполнить:
1. Нанести разметочные риски
2. Очистить заготовку от грязи, масла, ржавчины
3. Надежно закреплять заготовку в слесарных тисках
4. Помыть в бензине.
14. Как проверяют результаты правки (прямолинейность заготовки) полосы?
1. На глаз
2. Наложением линейки на полосу
3. На разметочной плите по просвету
4. Рулеткой
15. Какие требования предъявляются к разделке кромок?
1. Точность выполнения (по чертежу)
2. Обеспечение глубины проплавления
3. Минимальный расход сварочных материалов
4. Кромки должны быть заостренными
16. Какие правила техники безопасности необходимо соблюдать при гибке металла?
1. Не требуется работать в рукавицах
2. Надежно закреплять заготовку в слесарных тисках
3. Работать на исправном оборудовании
4. Работать в каске
17. Обосновать выбранное правило техники безопасности при опиливании.
1.Удалять стружку с верстаков металлической щеткой
2. Сдувать стружку
3. Пользоваться напильниками без деревянных рукояток
4. Удалять стружку с верстака веником
18. Выбрать инструменты, применяемые при правке.
1. Зубило 2. Кувалда 3. Линейка металлическая 4. Правильная плита
19. Выбрать инструменты, не применяемые при опиливании.
1. Тиски 2. Напильник 3. Ножовка 4. Молоток
20. Выбрать инструменты, применяемые при разметке.
1. Керн 2. Циркуль 3. Чертилка 4. Все перечисленное.
Вариант 3
1. Назовите причину появления шлаковых включений при многопроходной сварке.
1. Неправильный подбор электрода.
2. Плохой провар шва.
3. Неудаленный шлак от предыдущего прохода.
4. Резкий обрыв сварочной дуги.
2. Установить порядок контроля качества сварки:
1. Контроль качества сборки свариваемых деталей
2. Контроль за скоростью сварки
3. Контроль качества основного металла
4. Контроль сварочных материалов
5. Внешний осмотр и обмер сварного соединения
1– 3, 4, 1, 2, 5 2 - 1, 2, 3, 5, 4 3 - 2, 4, 5, 3, 1 4 - 5, 3, 4, 1, 2
3. В каком случае при сварке стыковых соединений, при прочих равных условиях, будет меньшая деформация изделия?
1. При одностороннем скосе кромок
2. При двустороннем скосе кромок
3. Без скоса кромок
4. При U образном скосе кромок
4. Для получения сварочного катета хорошей формы необходимо:
1. Перемещать электрод с правильной скоростью
2. Держать электрод вертикально
3. Больше наклонять электрод в направлении сварки
4. Скорость перемещения электрода увеличить
5. Что считают дефектом сварного соединения?
1. Каждую трещину
2. Некоторые поры
3. Посторонние включения
4. Все перечисленное
6. Какой из видов дефекта имеет продольное углубление вдоль линии сплавления сварного шва с основным металлом?
1. Утяжка
2. Трещина
3. Подрез
4. Усадочная раковина
7. Как можно устранить подрез?
1. Зачисткой
2. Подваркой
3. Зачисткой и подваркой
4. Наплавкой
8. Могут ли свищи быть обнаружены при гидравлических испытаниях?
1. Да
2. Нет
3. Да, если они сквозные
4. При давлении 1Мпа
9. Могут ли трещины образовываться в незаплавленном кратере?
1. Да
2. Нет
3. В зависимости от места расположения
4. Зависит от марки сварочного электрода
10. В чем опасность чрезмерной ширины шва?
1. Делает хрупким металл
2. Создает опасность возникновения надрывов
3. Создает большие поперечные напряжения
4. Большой расход электродов
11. К какому дефекту сварного шва может привести большое притупление кромок?
1. Прожог
2. Превышение проплава
3. Непровар корня шва
4. Шов получится некрасивым
12. Что способствует прожогу?
1. Большой сварочный ток
2. Большая скорость сварки
3. Большой угол скоса кромок
4. Сильный наклон электрода
13. Может ли быть оставлен прожог в сварном шве?
1. Да
2. Нет
3. Не имеет значения
4. Если он небольшой
14. Что способствует возникновению непровара корня шва?
1. Малый сварочный ток
2. Большая скорость сварки
3. Размер сварочной дуги
4. Все перечисленное
15. Как влияют внутренние поры на надежность конструкции?
1. Вызывают хрупкость
2. Ослабляют
3. Не влияют
4. Придают жесткость
16. Какой метод контроля выявляет внутренние дефекты?
1. Люминесцентный
2. Радиационный
3. Механические испытания
4. Гидравлический
17. В чем причины появления неметаллических включений в наплавленном металле при сварке?
1. Малая мощность пламени
2. Грязь на проволоке и кромках
3. Большая скорость сварки
4. Небольшая скорость сварки
18. Какие методы контроля предназначены для определения прочности?
1. Проникающими жидкостями
2. Гидравлический
3. То и другое
4. Дефектоскопия
19. Может ли сварщик подварить трещину, которую он обнаружил при осмотре?
1. Да
2. Нет
3. В зависимости от условий
4. Если трещина небольшая
20. Можно ли не устранять кратер?
1. Да 2. Нет 3. Не имеет значения 4. Если кратер не сквозной
Вариант 4
1. К какому дефекту сварного шва может привести большое притупление кромок?
1. Прожог
2. Превышение проплава
3. Непровар корня шва
4. Шов получится некрасивым
2. Что способствует прожогу?
1. Большой сварочный ток
2. Большая скорость сварки
3. Большой угол скоса кромок
4. Сильный наклон электрода
3. Может ли быть оставлен прожог в сварном шве?
1. Да 2. Нет 3. Не имеет значения 4. Если он небольшой
4. Что способствует возникновению непровара корня шва?
1. Малый сварочный ток
2. Большая скорость сварки
3. Размер сварочной дуги
4. Все перечисленное
5. Как влияют внутренние поры на надежность конструкции?
1. Вызывают хрупкость
2. Ослабляют
3. Не влияют
4. Придают жесткость
6. Какой метод контроля выявляет внутренние дефекты?
1. Люминесцентный
2. Радиационный
3. Механические испытания
4. Гидравлический
7. В чем причины появления неметаллических включений в наплавленном металле
при сварке?
1. Малая мощность пламени
2. Грязь на проволоке и кромках
3. Большая скорость сварки
4. Небольшая скорость сварки
8. Какие методы контроля предназначены для определения прочности?
1. Проникающими жидкостями
2. Гидравлический
3. То и другое
4. Дефектоскопия
9. Может ли сварщик подварить трещину, которую он обнаружил при осмотре?
1. Да
2. Нет
3. В зависимости от условий
4. Если трещина небольшая
10. Можно ли не устранять кратер?
1. Да
2. Нет
3. Не имеет значения
4. Если кратер не сквозной
11. В чем опасность чрезмерной ширины шва?
1. Делает хрупким металл
2. Создает опасность возникновения надрывов
3. Создает большие поперечные напряжения
4. Большой расход электродов
12. Могут ли трещины образовываться в незаплавленном кратере?
1. Да
2. Нет
3. В зависимости от места расположения
4. Зависит от марки сварочного электрода
13. Могут ли свищи быть обнаружены при гидравлических испытаниях?
1. Да
2. Нет
3. Да, если они сквозные
4. При давлении 1Мпа
14. Как можно устранить подрез?
1. Зачисткой 2. Подваркой 3. Зачисткой и подваркой 4. Наплавкой
15. Какой из видов дефекта имеет продольное углубление вдоль линии сплавления сварного шва с основным металлом?
1. Утяжка 2. Трещина 3. Подрез 4. Усадочная раковина
16. Что считают дефектом сварного соединения?
1. Каждую трещину
2. Некоторые поры
3. Посторонние включения
4. Все перечисленное
17. Для получения сварочного катета хорошей формы необходимо:
1. Перемещать электрод с правильной скоростью
2. Держать электрод вертикально
3. Больше наклонять электрод в направлении сварки
4. Скорость перемещения электрода увеличить
18. В каком случае при сварке стыковых соединений, при прочих равных условиях, будет меньшая деформация изделия?
1. При одностороннем скосе кромок
2. При двустороннем скосе кромок
3. Без скоса кромок
4. При U образном скосе кромок
19. Установить порядок контроля качества сварки:
1. Контроль качества сборки свариваемых деталей
2. Контроль за скоростью сварки
3. Контроль качества основного металла
4. Контроль сварочных материалов
5. Внешний осмотр и обмер сварного соединения
1– 3, 4, 1, 2, 5 2 - 1, 2, 3, 5, 4 3 - 2, 4, 5, 3, 1 4 - 5, 3, 4, 1, 2
20. Назовите причину появления шлаковых включений при многопроходной сварке.
1. Неправильный подбор электрода.
2. Плохой провар шва.
3. Неудаленный шлак от предыдущего прохода.
4. Резкий обрыв сварочной дуги.
Ключи к заданиям
| № вопроса варианта 1 | Правильный ответ | № вопроса варианта 2 | Правильный ответ |
| 1 | 4 | 1 | 1 |
| 2 | 3, 4 | 2 | 1 |
| 3 | 2, 4 | 3 | 3 |
| 4 | 1 | 4 | 1 |
| 5 | 3 | 5 | 2 |
| 6 | 1 | 6 | 1 |
| 7 | 3 | 7 | 2 |
| 8 | 2 | 8 | 2 |
| 9 | 1 | 9 | 1 |
| 10 | 2 | 10 | 2 |
| 11 | 2 | 11 | 2 |
| 12 | 1 | 12 | 1 |
| 13 | 2 | 13 | 2 |
| 14 | 2 | 14 | 3 |
| 15 | 1 | 15 | 1 |
| 16 | 2 | 16 | 3 |
| 17 | 1 | 17 | 1 |
| 18 | 3 | 18 | 2, 4 |
| 19 | 1 | 19 | 4 |
| 20 | 1 | 20 | 3, 4 |
| № вопроса варианта 3 | Правильный ответ | № вопроса варианта 4 | Правильный ответ |
| 1 | 3 | 1 | 3 |
| 2 | 1 | 2 | 2 |
| 3 | 2 | 3 | 2 |
| 4 | 1 | 4 | 2 |
| 5 | 4 | 5 | 2 |
| 6 | 3 | 6 | 2 |
| 7 | 3 | 7 | 4 |
| 8 | 3 | 8 | 2 |
| 9 | 1 | 9 | 1 |
| 10 | 3 | 10 | 3 |
| 11 | 3 | 11 | 3 |
| 12 | 1 | 12 | 1 |
| 13 | 2 | 13 | 3 |
| 14 | 4 | 14 | 3 |
| 15 | 2 | 15 | 3 |
| 16 | 2 | 16 | 4 |
| 17 | 2 | 17 | 1 |
| 18 | 2 | 18 | 2 |
| 19 | 3 | 19 | 3 |
| 20 | 2 | 20 | 1 |
5. ОЦЕНКА УЧЕБНОЙ И ПРОИЗВОДСТВЕННОЙ ПРАКТИК
5.1. Формы и методы оценивания
Контроль и оценка осуществляются с использованием следующих форм и методов: текущий контроль, дифференцированные зачеты по учебной и производственной практикам, с учетом производственной характеристики и аттестационного листа по практике.
Пакет проверяющего для заданий по учебной практике
Показатели оценки результатов освоения программы учебной практики профессионального модуля ПМ. 01 «Выполнение подготовительных, сборочных операций перед сваркой и контроль сварных соединений».
Условия выполнения заданий
Требования охраны труда: Провести инструктаж по технике безопасности, электробезопасности, проверить состояние спецодежды, проверить наличие заданий, инструкций.
Оборудование и материалы: Верстак, тиски, ножовка по металлу, УШМ, напильники, щетка металлическая, заготовки пластин Ст 3.
Литература для обучающихся (справочная, методическая и др.) Задание, ГОСТ 16037-80.
5.2. Перечень видов работ для проверки результатов освоения программы профессионального модуля на практике
5.2.1. Учебная практика
Перечень видов работ учебной практики
| Виды работ | ПК | ОК | Формы и методы контроля и оценки |
| Выполнить подготовительные и сборочные операции перед сваркой. | ПК 1.1 | ОК 01 – ОК 09
| Наблюдение выполнения практических работ, оценка результатов практического обучения. Опрос, лист наблюдений. |
| Выбирать пространственное положение сварного шва для сварки. | ПК 1.2 | ||
| Использовать сборочные приспособления для сборки элементов конструкции под сварку. | ПК 1.3 | ||
| Выполнить подготовку элементов конструкции под сварку, зачистку сварных швов и удаление поверхностных дефектов после сварки. | ПК 1.4 | ||
| Выполнить контроль собранных элементов конструкции (изделий, узлов, деталей) на соответствие геометрических размеров. | ПК 1.5 | ||
| Обслуживание источников питания дуги; | ПК 1.1 | ||
| Подготовительно – сварочные операции: разметка, правка, гибка, рубка, резка, опиливание, зачистка, сверление, рассверливание, нарезание резьбы. | ПК 1.1 | ||
| Определение дефектов, причин их появления. | ПК 1.4 | ||
| Контроль качества сварных соединений по внешнему виду и излому. | ПК 1.5 |
Оцениваемые компетенции: ПК 1.1 – 1.5, ОК01 – ОК09
Задания для выполнения дифференцированного зачета:
Выполнение подготовительно-сборных операций перед сваркой и контроль качества сварных соединений в нижнем положении.
Инструкция:
Внимательно прочитайте задание и ознакомьтесь со схемой работы изделия.
Правильно подберите оборудование инструменты, материал
Соблюдайте необходимые меры безопасности и охраны труда.
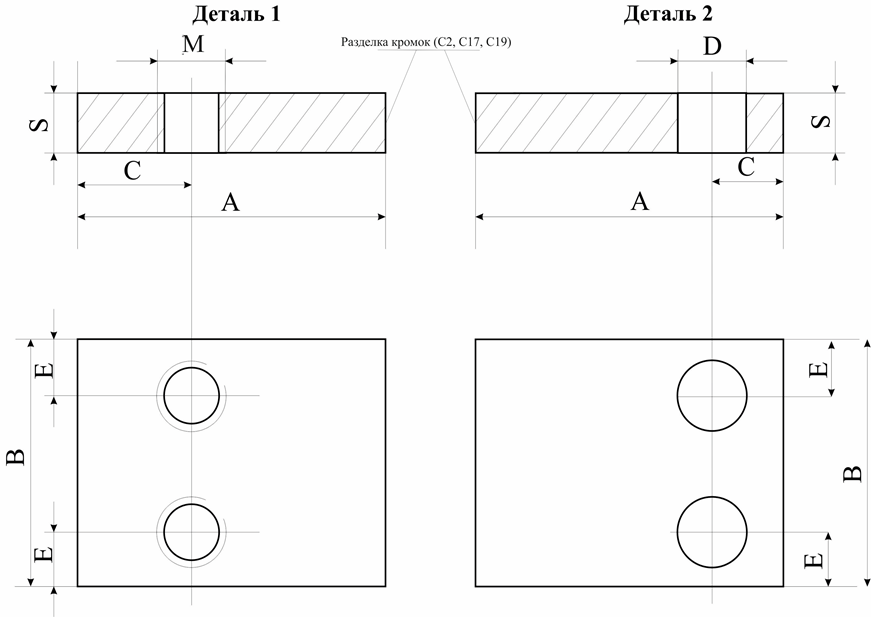
Технический рисунок:
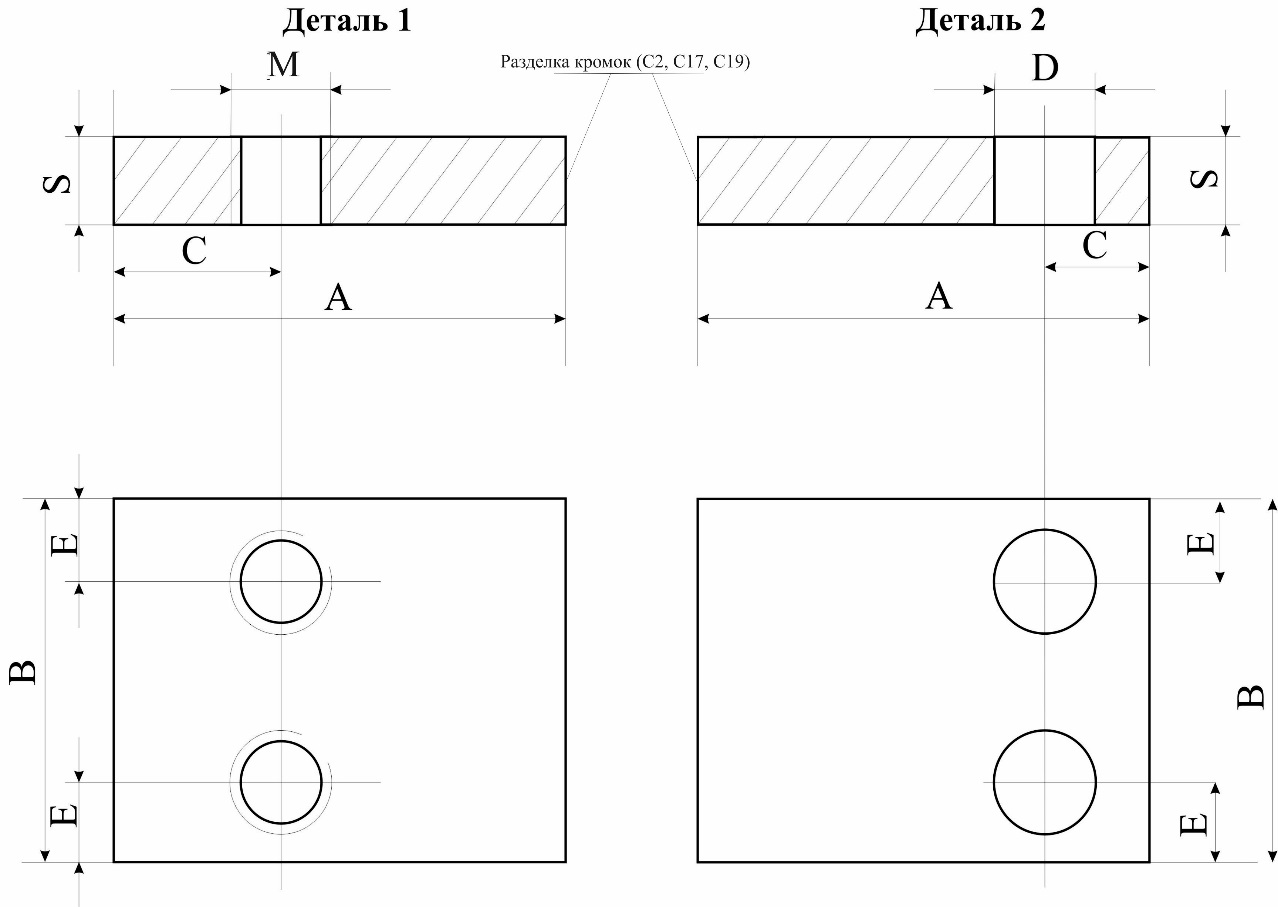
| Задания (тип соединения) | Размеры на задания | ||||||
| A, мм | B, мм | C,мм | D (Ø), мм | E,мм | М | S,мм | |
| Задание 1 (C2, С17, С19) | 100 | 70 | 40 | 10 | 25 | 12 | 4 |
Тип соединения – стыковое (C2, С17, С19) ГОСТ 16037-80.
Положение шва при сварке – нижнее, вертикальное.
Основной материал (марка) – Ст3.
Последовательность и условия выполнения частей задания:
Подготовить детали, выполнив подготовительно-сборочные операции
Выполнить разделку кромок по заданию с противоположной стороны деталей от предварительно выполненных отверстий.
Обеспечить контроль сварочного соединения по представленным образцам (фотографиям). Выявить дефекты и пояснить причины их образования.

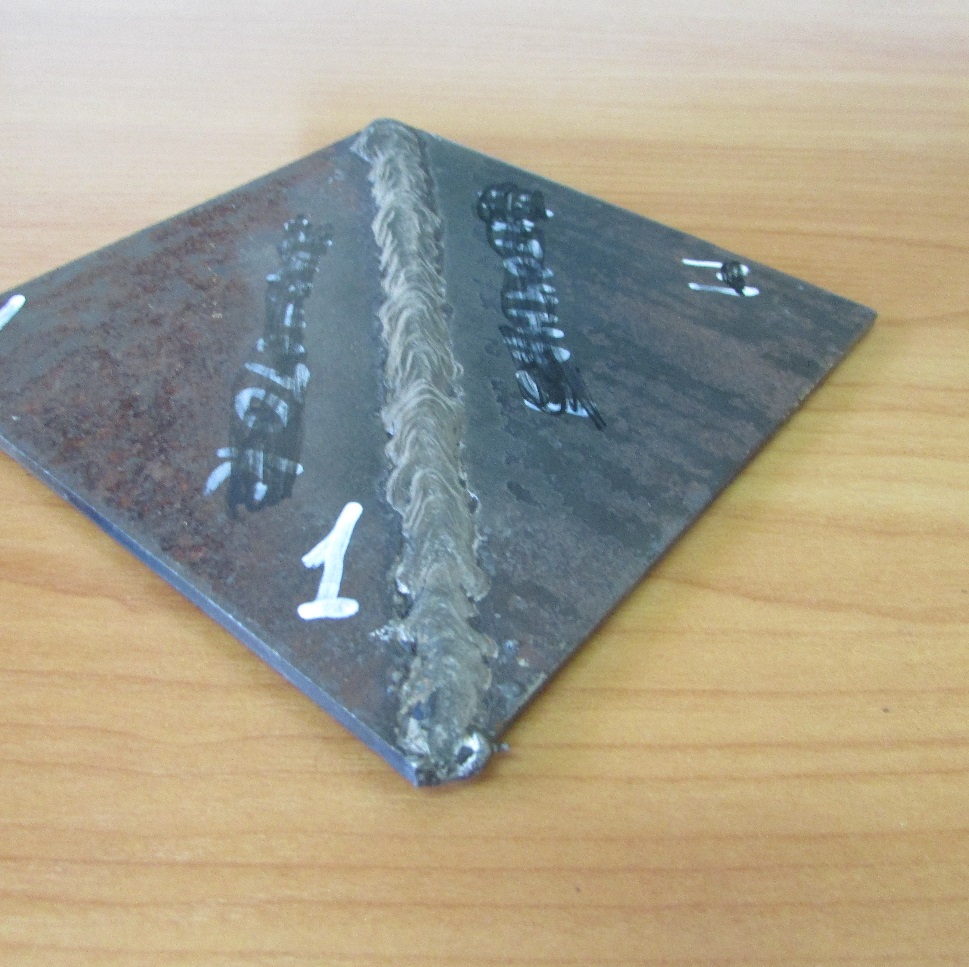




6
7
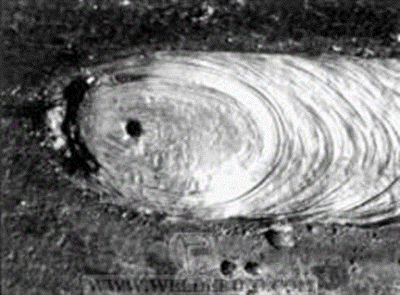
Ключи ответов по представленным образцам (фотографиям).
1. Нарушение формы шва.
2. Не правильная геометрия сборки соединения.
3. Не провар
4. Повышенная выпуклость шва.
5. Напряжение и деформация металла.
6. Свищ,
7. Кратер (усадочная раковина).
5.2.2. Производственная практика
Перечень видов работ производственной практики
| Виды работ | ПК | ОК | Формы и методы контроля и оценки |
| Выполнить подготовительные и сборочные операции перед сваркой. | ПК 1.1 | ОК 01 – ОК 09 | Наблюдение выполнения практических работ, оценка результатов практического обучения. Опрос, лист наблюдений. |
| Выбирать пространственное положение сварного шва для сварки. | ПК 1.2 | ||
| Использовать сборочные приспособления для сборки элементов конструкции под сварку. | ПК 1.3 | ||
| Выполнить подготовку элементов конструкции под сварку, зачистку сварных швов и удаление поверхностных дефектов после сварки. | ПК 1.4 | ||
| Выполнить контроль собранных элементов конструкции (изделий, узлов, деталей) на соответствие геометрических размеров. | ПК 1.5 | ||
| Обслуживание источников питания дуги. | ПК 1.1 | ||
| Подготовительно – сварочные операции: разметка, правка, гибка, рубка, резка, опиливание, зачистка, сверление, рассверливание, нарезание резьбы. | ПК 1.1 | ||
| Определение дефектов, причин их появления. | ПК 1.4 | ||
| Контроль качества сварных соединений по внешнему виду и излому. | ПК 1.5 |
Оцениваемые компетенции: ПК 1.1 – 1.5, ОК01 – ОК09
Задания для выполнения дифференцированного зачета:
Выполнение подготовительно-сборных операций перед сваркой и контроль качества сварных соединений в нижнем положении.
Максимальное время выполнения задания: регламентировано рабочей программой профессионального модуля.
Инструкция:
1. Внимательно прочитайте задание и ознакомьтесь со схемой работы изделия.
2. Правильно подберите оборудование инструменты, материал
3. Соблюдайте необходимые меры безопасности и охраны труда.
Технический рисунок:
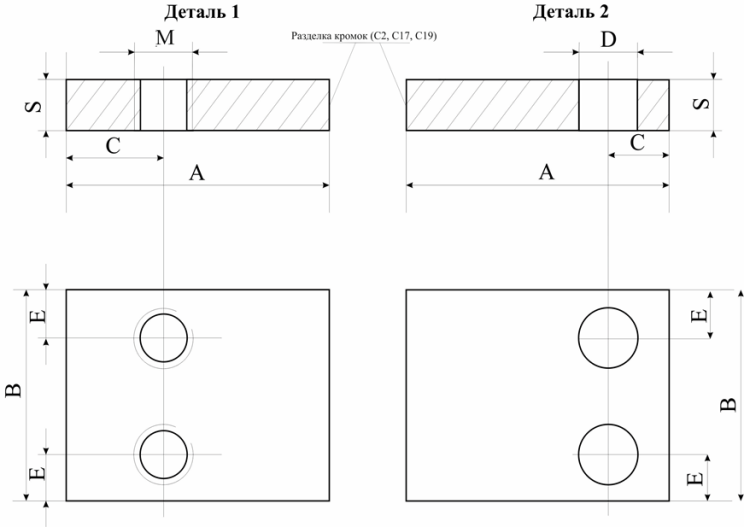
| Задания (тип соединения) | Размеры на задания | ||||||
| A, мм | B, мм | C,мм | D (Ø), мм | E, мм | М | S, мм | |
| Задание 1 C2, С17, С19) | 100 | 70 | 40 | 10 | 25 | 12 | 4 |
Тип соединения – стыковое (C2, С17, С19) ГОСТ 16037-80.
Положение шва при сварке – нижнее, вертикальное.
Основной материал (марка) – Ст3.
Последовательность и условия выполнения частей задания:
Подготовить детали, выполнив подготовительно-сборочные операции
Разделка кромок по заданию с противоположной стороны деталей от предварительно выполненных отверстий.
Обеспечить контроль сварочного соединения по представленным образцам (фотографиям). Выявить дефекты и пояснить причины их образования.
6
7
Ключи ответов по представленным образцам (фотографиям).
1. Нарушение формы шва.
2. Не правильная геометрия сборки соединения.
3. Не провар
4. Повышенная выпуклость шва.
5. Напряжение и деформация металла.
6. Свищ,
7. Кратер (усадочная раковина).
6. КОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА ДЛЯ ЭКЗАМЕНА (КВАЛИФИКАЦИОННОГО)
6.1. Формы проведения экзамена (квалификационного)
Экзамен (квалификационный) представляет собой проверочную квалификационную работу с теоретическими вопросами по ПМ.01 «Выполнение подготовительных, сборочных операций перед сваркой и контроль сварных соединений».
Итогом экзамена является однозначное решение: «Вид профессиональной деятельности освоен на ______(оценка)/Вид профессиональной деятельности не освоен». При выставлении оценки учитывается роль оцениваемых показателей, освоение которых проверяется. При отрицательном заключении хотя бы по одному показателю оценки результата освоения профессиональных компетенций принимается решение: «Вид профессиональной деятельности не освоен». При наличии противоречивых оценок по одному и тому же показателю при выполнении разных видов работ решение принимается в пользу обучающегося. Экзамен проводится одновременно для учебной подгруппы, путем выполнения задания в учебных мастерских и(или) в кабинетах теоретического обучения. Задания предусматривают освоение группы компетенций соответствующих определенному разделу модуля. Время выполнения задания – согласно рабочей программе модуля.
6.2. Форма оценочной ведомости (заполняется на каждого обучающегося)
Все части ведомости до пункта «Результаты выполнения проверочной квалификационной работы»» должны быть заполнены до начала очной части экзамена (квалификационного).
оценочная ведомость
по профессиональному модулю ПМ.01 «Выполнение подготовительных, сборочных операций перед сваркой и контроль сварных соединений»
_____________________________________________________________________________,
ФИО
обучающийся по профессии СПО 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки) освоил программу профессионального модуля в объеме _____ часов с «01» сентября 202 г. по «___» __________ 202__ г.
Результаты промежуточной аттестации по элементам профессионального модуля.
| Элементы модуля (код и наименование МДК, код практики) | Формы промежуточной аттестации | Оценка | ||||
| МДК 01.01 Технология производства сварных конструкций МДК 01.02 Подготовительные и сборочные операции перед сваркой и контроль качества сварных соединений УП 01 Учебная практика ПП 01 Производственная практика | ДЗ
ДЗ ДЗ ДЗ |
| ||||
| Результаты выполнения проверочной квалификационной работы |
| |||||
| Результаты выполнения теоретической части (теоретические вопросы) |
| |||||
| Итоги экзамена (квалификационного): Вид профессиональной деятельности освоен на_______ (оценка)/Вид профессиональной деятельности не освоен | ||||||
| Коды компетенций | Оценка | Коды компетенций | | |||
| ПК. 1.1 ПК. 1.2 ПК. 1.3 ПК. 1.4 ПК. 1.5. | Да/Нет Да/Нет Да/Нет Да/Нет Да/Нет | ОК 01 ОК 02 ОК 03 ОК 04 ОК 05 ОК 06 ОК 07 ОК 08 ОК 09 | Да/Нет Да/Нет Да/Нет Да/Нет Да/Нет Да/Нет Да/Нет Да/Нет Да/Нет | |||
| Дата « ____ » _____________ 202___ г. Подписи членов экзаменационной комиссии ___________________/ Заведующий филиалом № 2 ___________________/ Мастер ПО ___________________/ Преподаватели
| ||||||
В состав комплекта входит задание для экзаменующегося и пакет экзаменатора.
Пакет экзаменатора.
Оборудование: оборудованное рабочее место (парта, стул).
На выполнение заданий отводится время, регламентированное рабочей программой профессионального модуля.
Инструкция для экзаменатора: инструкция по выполнению, включая требования по охране труда и времени на выполнение заданий, технологической картой и иными регламентирующими документами;
Ознакомьтесь с заданиями для обучающихся, выполняющих работу, оцениваемыми знаниями и умениями, показателями оценки.
Создайте благоприятную обстановку, но не вмешивайтесь в ход выполнения задания.
Остановите выполнение задания по окончанию времени, регламентированного рабочей программой профессионального модуля после начала выполнения.
Проверьте правильность выполнения задания.
Поставьте оценку, руководствуясь универсальной шкалой.
Внесите оценку в Оценочную ведомость по профессиональному модулю.
Количество вариантов (пакетов) заданий для экзаменующихся: 5
Время выполнения каждого варианта и максимальное время на экзамен (квалификационный): регламентировано рабочей программой профессионального модуля.
Условия выполнения заданий
Требования охраны труда: Провести инструктаж по технике безопасности, электробезопасности, проверить состояние спецодежды, проверить наличие заданий, инструкций.
Оборудование: Верстак, тиски, ножовка по металлу, УШМ, напильники, щетка металлическая
Материалы: заготовки пластин Ст 3
Литература для экзаменующихся (справочная, методическая и др.): Задание (технический рисунок), ГОСТ 16037-80
Пакет для экзаменующегося.
Условия для выполнения заданий (каждому экзаменующемуся).
Оборудование: оборудованное рабочее место с необходимыми расходными материалами.
Инструкция по выполнению, включая требования по охране труда и времени на выполнение заданий, регламентированное учебным планом, технологической картой и иными регламентирующими документами.
6.3.1. Комплект проверочных квалификационных работ в форме проверочной квалификационной работы
Оцениваемые компетенции: ПК 1.1–ПК 1.5, ОК 01–ОК 09
Оцениваемый вид деятельности: Выполнение подготовительных сборочных операций перед сваркой и контроль сварных соединений
Задание для выполнения практической квалификационной работы:
Выполнение подготовительно-сборочных операций перед сваркой и контроль качества сварных соединений.
Задания для выполнения дифференцированного зачета:
Выполнение подготовительно-сборных операций перед сваркой и контроль качества сварных соединений в нижнем положении.
Инструкция:
1. Внимательно прочитайте задание и ознакомьтесь со схемой работы изделия.
2. Правильно подберите оборудование инструменты, материал
3. Соблюдайте необходимые меры безопасности и охраны труда.
Технический рисунок:
| Задания (тип соединения) | Размеры на задания | ||||||
| A, мм | B, мм | C,мм | D (Ø), мм | E,мм | М | S,мм | |
| Задание 1 (C2) | 100 | 70 | 40 | 10 | 25 | 6 | 4 |
| Задание 2 (C2) | 110 | 80 | 45 | 12 | 30 | 10 | 6 |
| Задание 3 (C17) | 120 | 90 | 50 | 14 | 35 | 12 | 8 |
| Задание 4 (C17) | 110 | 80 | 60 | 12 | 30 | 10 | 10 |
| Задание 5 (C17) | 100 | 70 | 65 | 10 | 25 | 8 | 12 |
Тип соединения – стыковое (C2, С17, С19) ГОСТ 16037-80.
Положение шва при сварке – нижнее, вертикальное.
Основной материал (марка) – Ст3.
Последовательность и условия выполнения частей задания:
1. Подготовить детали, выполнив подготовительно-сборочные операции
2. Разделка кромок по заданию с противоположной стороны деталей от предварительно выполненных отверстий.
3. Обеспечить контроль сварочного соединения по представленным образцам (фотографиям). Выявить дефекты и пояснить причины их образования.
6
7
Ключи ответов по представленным образцам (фотографиям).
1. Нарушение формы шва.
2. Не правильная геометрия сборки соединения.
3. Не провар
4. Повышенная выпуклость шва.
5. Напряжение и деформация металла.
6. Свищ.
7. Кратер (усадочная раковина).
В состав комплекта входит задание для экзаменующегося и пакет экзаменатора.
Пакет для экзаменатора.
Условия для выполнения заданий.
Оборудование: ручка, карандаш, ластик, оборудованное рабочее место (парта, стул).
Инструкция для преподавателя
Количество вариантов заданий для экзаменующихся: 25 вариантов по 5 вопросов.
На выполнение заданий варианта отводится не более 90 мин.
Ознакомьтесь с заданиями для экзаменующихся, выполняющих работу, оцениваемыми знаниями и умениями, показателями оценки.
Создайте благоприятную обстановку, но не вмешивайтесь в ход выполнения задания.
Остановите выполнение и соберите выполненные задания через определенное время после начала выполнения (не более регламентированного учебным планом).
Проверьте правильность выполнения задания (устный или письменный ответ экзаменующегося), в случае необходимости задайте дополнительные вопросы в рамках оцениваемых компетенций по освоенному профессиональному модулю.
Определите оценку, руководствуясь универсальной шкалой.
Внесите оценку в Оценочную ведомость по профессиональному модулю.
Пакет для экзаменующегося.
Условия для выполнения заданий.
Оборудование: индивидуальные бланки с вариантами заданий, ручка, карандаш, ластик, оборудованное учебное место (парта, стул).
Инструкция по выполнению билета теоретической части:
на выполнение заданий отводится не более 90 мин.;
каждый обучаемый получает индивидуальный лист с напечатанными вопросами;
все вопросы всех вариантов теоретической части равнозначны;
для экономии времени лучше пропустить задание, которое не удается выполнить сразу, и переходить к следующему. Если после выполнения всей работы останется время, возможно вернуться к пропущенным заданиям.
Экзаменационные материалы для проведения теоретической части
Экзаменационный билет № 1
1. Перечислите виды подготовительно - слесарных операций.
2. Как выбрать силу сварочного тока.
3. Расскажите про технику выполнения сварных швов.
4. Расскажите об устройстве и принципе работы сварочного трансформатора.
5. Расскажите о правилах безопасности при выполнении слесарных работ.
Экзаменационный билет № 2
1. Сварочный пост. Инструменты и принадлежности сварщика.
2. Перечислите виды дефектов сварного шва.
3. Классификация сварных швов.
4. Перечислите компоненты обмазки электрода.
5. Расскажите о правилах безопасности при выполнении сварочных работ.
Экзаменационный билет № 3
1.Расскажите о режиме сварки.
2. Перечислите виды дефектов сварного шва.
3.Перечислите компоненты обмазки электрода.
4.Расскажите об устройстве и принципе работы сварочного трансформатора.
5. Расскажите о правилах безопасности при выполнении слесарных работ.
Экзаменационный билет № 4
1. Расскажите о технике выполнении сварки в нижнем положении.
2. Расскажите о способах контроля качества сварных соединений.
3.Перечислите виды подготовительно - слесарных операций.
4.Расскажите об устройстве и принципе работы сварочного выпрямителя.
5.Расскажите о правилах безопасности при выполнении сварочных работ.
Экзаменационный билет № 5
1.Перечислите виды подготовительно - слесарных операций.
2.Расскажите об устройстве и принципе работы сварочного трансформатора.
3. Классификация сварных швов.
4.Расскажите о технике выполнении сварки в нижнем положении.
5.Расскажите о правилах безопасности при работе с углошлифовальной машиной.
Экзаменационный билет № 6
1.Расскажите о технике выполнении сварки в вертикальном положении. 2.Перечислите виды дефектов сварного шва.
3.Дайте определение подготовительных операций: рубка, гибка, правка.
4.Перечислите компоненты обмазки электрода.
5.Расскажите о правилах безопасности при выполнении сварочных работ.
Экзаменационный билет № 7
1.Расскажите о технике выполнении сварки в вертикальном положении.
2.Расскажите об устройстве и принципе работы сварочного выпрямителя.
3.Перечислите виды дефектов сварного шва.
4.Перечислите виды подготовительно - слесарных операций.
5.Расскажите о правилах безопасности при работе с углошлифовальной машиной.
Экзаменационный билет № 8
1. Сварочный пост. Инструменты и принадлежности сварщика.
2.Расскажите об устройстве и принципе работы сварочного трансформатора.
3.Перечислите виды подготовительно - слесарных операций.
4.Перечислите компоненты обмазки электрода.
5.Расскажите о правилах безопасности при выполнении сварочных работ.
Экзаменационный билет № 9
1. Дайте определение подготовительных операций: рубка, гибка, правка.
2.Расскажите об устройстве и принципе работы сварочного выпрямителя.
3.Расскажите о технике выполнении сварки в вертикальном положении.
4.Перечислите виды дефектов сварного шва.
5.Расскажите о правилах безопасности при работе с углошлифовальной машиной.
Экзаменационный билет № 10
1. Сварочный пост. Инструменты и принадлежности сварщика.
2.Расскажите об устройстве и принципе работы сварочного трансформатора.
3.Перечислите виды подготовительно - слесарных операций.
4.Перечислите компоненты обмазки электрода.
5.Расскажите о правилах безопасности при выполнении сварочных работ.
Экзаменационный билет № 11
1.Расскажите о технике выполнении сварки в вертикальном положении.
2. Как выбрать силу сварочного тока.
3.Перечислите виды дефектов сварного шва.
4.Расскажите об устройстве и принципе работы сварочного трансформатора.
5.Расскажите о правилах безопасности при выполнении слесарных работ.
Экзаменационный билет № 12
1.Как выбрать силу сварочного тока.
2.Перечислите виды дефектов сварного шва.
3.Расскажите о технике выполнении сварки в нижнем положении.
4.Перечислите компоненты обмазки электрода.
5.Расскажите о правилах безопасности при работе с углошлифовальной машиной.
Экзаменационный билет № 13
1.Расскажите об устройстве и принципе работы сварочного трансформатора.
2. Классификация сварных швов.
3.Как выбрать силу сварочного тока.
4.Перечислите виды дефектов сварного шва.
5.Расскажите о правилах безопасности при выполнении сварочных работ.
Экзаменационный билет № 14
1.Перечислите виды подготовительно - слесарных операций.
2.Расскажите о технике выполнении сварки в вертикальном положении.
3. Расскажите про технику выполнения сварных швов.
4.Перечислите компоненты обмазки электрода.
5.Расскажите о правилах безопасности при работе с углошлифовальной машиной.
Экзаменационный билет № 15
1.Расскажите о технике выполнении сварки в вертикальном положении.
2.Расскажите об устройстве и принципе работы сварочного выпрямителя.
3.Дайте определение подготовительных операций: рубка, гибка, правка.
4.Перечислите виды дефектов сварного шва.
5.Расскажите о правилах безопасности при выполнении сварочных работ.
Экзаменационный билет № 16
1.Расскажите об устройстве и принципе работы сварочного трансформатора.
2.Перечислите виды подготовительно - слесарных операций.
3. Расскажите о режиме сварки.
4. Расскажите о способах контроля качества сварных соединений.
5.Расскажите о правилах безопасности при выполнении слесарных работ.
Экзаменационный билет № 17
1. Расскажите о технике выполнении сварки в нижнем положении.
2. Расскажите о способах контроля качества сварных соединений.
3.Перечислите виды подготовительно - слесарных операций.
4.Расскажите об устройстве и принципе работы сварочного выпрямителя.
5.Расскажите о правилах безопасности при выполнении сварочных работ.
Экзаменационный билет № 18
1.Расскажите о технике выполнении сварки в вертикальном положении.
2.Расскажите об устройстве и принципе работы сварочного выпрямителя.
3.Перечислите виды дефектов сварного шва.
4.Перечислите виды подготовительно - слесарных операций.
5.Расскажите о правилах безопасности при работе с углошлифовальной
машиной.
Экзаменационный билет № 19
1. Сварочный пост. Инструменты и принадлежности сварщика.
2.Расскажите об устройстве и принципе работы сварочного трансформатора.
3.Перечислите виды подготовительно - слесарных операций.
4.Перечислите компоненты обмазки электрода.
5.Расскажите о правилах безопасности при выполнении сварочных работ.
Экзаменационный билет № 20
1.Расскажите о режиме сварки.
2. Расскажите о способах контроля качества сварных соединений.
3.Перечислите компоненты обмазки электрода.
4.Расскажите об устройстве и принципе работы сварочного трансформатора.
5. Расскажите о правилах безопасности при выполнении слесарных работ.
Экзаменационный билет № 21
1. Перечислите виды подготовительно - слесарных операций.
2. Как выбрать силу сварочного тока.
3. Расскажите про технику выполнения сварных швов.
4. Расскажите об устройстве и принципе работы сварочного
трансформатора.
5. Расскажите о правилах безопасности при выполнении слесарных работ.
Экзаменационный билет № 22
1.Перечислите виды подготовительно - слесарных операций.
2.Расскажите об устройстве и принципе работы сварочного трансформатора.
3. Классификация сварных швов.
4.Расскажите о технике выполнении сварки в нижнем положении.
5.Расскажите о правилах безопасности при работе с углошлифовальной машиной.
Экзаменационный билет № 23
1. Сварочный пост. Инструменты и принадлежности сварщика.
2.Расскажите об устройстве и принципе работы сварочного трансформатора.
3.Перечислите виды подготовительно - слесарных операций.
4.Перечислите компоненты обмазки электрода.
5.Расскажите о правилах безопасности при выполнении сварочных работ.
Экзаменационный билет № 24
1.Расскажите о технике выполнении сварки в вертикальном положении.
2. Как выбрать силу сварочного тока.
3.Перечислите виды дефектов сварного шва.
4.Расскажите об устройстве и принципе работы сварочного трансформатора.
5.Расскажите о правилах безопасности при выполнении слесарных работ.
Экзаменационный билет № 25
1.Расскажите об устройстве и принципе работы сварочного трансформатора.
2.Перечислите виды подготовительно - слесарных операций.
3. Расскажите о режиме сварки.
4. Расскажите о способах контроля качества сварных соединений.
5.Расскажите о правилах безопасности при выполнении слесарных работ.
7. СПИСОК ИСТОЧНИКОВ.
Основная литература для обучающихся:
1. Овчинников В.В. Дефектация сварных швов и контроль качества сварных соединений: учебник для студ. сред. проф. образования - 5-езд., стер. - М.: Издательский центр «Академия», 2020.-224 с.
2. Овчинников В.В. Технология ручной дуговой, аргоно – дуговой, полуавтоматической дуговой сварки: учебник для студ. сред. проф. образования - М.: Издательский центр «Академия», 2019.-288 с.
3. Овчинников В.В. Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом: учебник для студ. сред. проф. Образования -4-е изд., стер. - М.: Издательский центр «Академия», 2019.- 208 с.
4. Овчинников В.В. Подготовительные и сборочные операции перед сваркой: учебник для студ. сред. проф. образования - М.: Издательский центр «Академия», 2019.- 192 с.
Дополнительные источники:
1.Маслов В.И. Сварочные работы: учеб. для студ. Учреждений сред. Проф. Образования. М.: Издательский центр «Академия», 2018. – 288с.
2.Овчинников В.В. Технология производства сварных конструкций:: учебное пособие для студ. сред. проф. образования - М.: Издательский центр «Академия», 2018.- 272 с.
3. Чебан В.А. Сварочные работы: начальное профессиональное образование – Ростов на Дону: Издание 8-е – Феникс, 2011.- 412с.
4. Маслов В.И. Сварочные работы: учеб. для нач. проф. образования: учеб. пособие для сред. проф. образования. – М.: ПрофОбрИздат, 2002. – 240 с.: ил.
5. М.Д. Банов, Ю.В. Казаков, М.Г. Козулин и др.; Сварка и резка материалов: Учеб. Пособие / Под ред. Ю.В. Казакова. – М.: Издательский центр «Академия», 2001. – 400с.
Интернет – ресурсы:
1. http://masterweld.ru/literatura_po_svarke
2. http://weldcomp.ru/biblioteka/books/
3. http://osvarke.info/136-modul-4.html
Информационные ресурсы:
Электронный ресурс «Сварка». Форма доступа:
www.svarka-reska.ru www.svarka.net








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

