Россия, г. Ковров Владимирской области


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 12.05.2025 06:06

Зайцев Михаил Юрьевич
мастер производственного обучения
54 года
Местоположение
Специализация
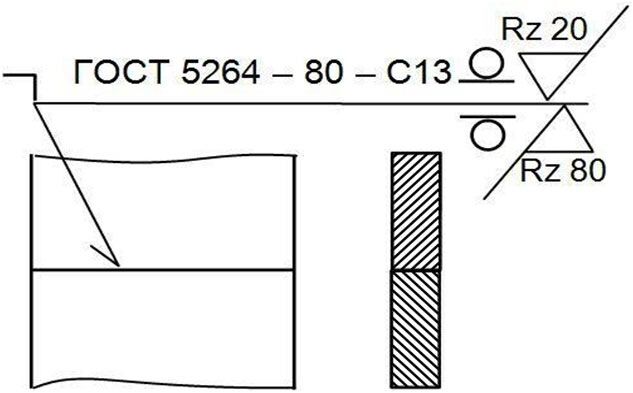
План открытого урока (вводного инструктажа) по теме: «Упражнения по сварке пластин встык без скоса кромок в нижнем положении сварного шва».
Категория:
Технология
12.01.2025 08:34

Просмотр содержимого документа
«План открытого урока (вводного инструктажа) по теме: «Упражнения по сварке пластин встык без скоса кромок в нижнем положении сварного шва».»
ФЕДЕРАЛЬНАЯ СЛУЖБА ИСПОЛНЕНИЯ НАКАЗАНИЙ
ФЕДЕРАЛЬНОЕ КАЗЕННОЕ
ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ № 46
ФЕДЕРАЛЬНОЙ СЛУЖБЫ ИСПОЛНЕНИЯ НАКАЗАНИЙ
(ФКП ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ № 46)
ПЛАН ОТКРЫТОГО УРОКА
(ВВОДНОГО ИНСТРУКТАЖА)
по УП.01 профессионального модуля ПМ.01 Выполнение сварочных работ ручной дуговой сваркой (наплавка, резка) плавящимся покрытым электродом простых деталей неответственных конструкций по профессии 19906 «Сварщик ручной дуговой сварки плавящимся покрытым электродом»
в группе № 6. СРДС.П5.25
Тема: «Упражнения по сварке пластин встык без скоса кромок в нижнем положении сварного шва».
| | Составитель: Зайцев Михаил Юрьевич, |
2024г.
| РАССМОТРЕНО на методической комиссии филиала №6 ФКП образовательного учреждения № 46 Протокол от « » 2024 г. № 6/ | УТВЕРЖДАЮ Заведующий филиалом №6ФКП образовательного учреждения № 46 _______________В.Ю. Львов «___» __________ 2024г. |
ПЛАН УРОКА УЧЕБНОЙ ПРАКТИКИ
Дата проведения:
Место проведения: мастерская сварочная для сварки металлов
Время проведения вводного инструктажа: 45 минут
Мастер производственного обучения: Зайцев Михаил Юрьевич
Тема программы: Раздел 2. Выполнение ручной дуговой сварки (наплавка, резка) плавящимся покрытым электродом конструкций простых деталей неответственных конструкций -168 часов Тема №2.5 Технология электродуговой сварки -114 часов Тема урока: «Упражнения по сварке пластин встык без скоса кромок в нижнем положении сварного шва»
Тип урока: комбинированный урок
Вид урока: изучение и отработка трудовых приемов и операций.
Дидактическая цель урока: Формирование и усвоение приемов сборки и сварки пластин встык без скоса кромок в нижнем положении сварного шва, обеспечивая провар основного металла. Усвоение технологии выполнения дуговой сварки; подбор режима сварки и сварочных материалов. Формирование у обучающихся профессиональных навыков при выполнении сварки.
Задачи урока:
Учебная– научить обучающихся порядку выполнения сборки, постановки прихваток и сварки стыковых швов.
Развивающая– научить обучающихся анализировать технологический процесс порядка выполнения сборки, постановки прихваток и сварки стыковых швов.
Воспитательная – воспитывать у обучающихся аккуратность, трудолюбие, бережное отношение к сварочному оборудованию и инструментам, формировать у обучающихся профессиональные навыки при сборке и сварке.
Производственно-техническая – научить обучающихся правильно пользоваться режимами сварочного оборудования, приспособлениями и технологической картой при сборке конструкций.
Методы обучения:
наглядные (показ трудовых приемов, демонстрация образцов, инструментов, материалов);
словесные (беседа, устное объяснение);
практические (самостоятельная работа по выполнению трудовых операций).
Межпредметные связи:
МДК.01.01. Подготовительные работы и сборочные операции при производстве сварочных работ. Тема 1.1. Технология выполнения слесарных операций при подготовке металла к сварке. Урок №3-4 Основные виды слесарных операций при подготовке металла к сварке. Урок №5-6 Требования к поверхностям свариваемых элементов
МДК. 01.02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом. Тема 2.9.Технология ручной дуговой сварки покрытыми электродами. Урок №139-140 Способы выполнения сварных швов в различных пространственных положениях.
МДК.01.03 Контроль качества сварочных работ. Тема 10. Контроль качества сварных соединений. Урок №160 Визуальный и измерительный контроль сварных соединений.
Формы организации познавательной деятельности:
фронтальная;
индивидуальная.
Материально-техническое и методическое обеспечение урока:
1. Инструкция по охране труда.
2. Сварочный пост дуговой сварки.
3. Сварочный трансформатор ТДМ 305, кабели, электрододержатель.
4. Электроды марки МР-3 диаметром 3 мм.
5. Щитки, маски, защитные очки, спецодежда.
6. Сварочный молоток.
7. Рулетки.
8. Чертилки.
9. Угольники.
10. Металлическая линейка 1000 мм.
11.Струбцины.
12. Щетка по металлу, слесарный молоток, зубило.
13. УШМ, отрезной круг, шлифовальный круг.
14. Металлические пластины толщиной 5 мм 150 х 50 мм - 2 шт.
(10 комплектов).
15. Дидактический материал:
-алгоритм выполнения сборки деталей в приспособлениях и наложения прихваток (Приложение 2);
-карта дефектов выполнения сборки и сварки деталей (Приложение 3)
-инструкционно - технологическая карта (Приложение 4);
-бланк карты контроля (Приложение 5)
- индивидуальное задание (Прил. №6)
-графическое изображение на доске стыковых соединений;
-контрольные образцы стыковых соединений;
Ход урока
| Элемент структуры урока | Деятельность мастера | Деятельность обучающихся | Примечание по методике |
| 1.Организационная часть (3 - 5мин.) | Приветствую обучающихся, проверяю готовность к уроку: - посещаемость; - наличие рабочей формы и инструментов. | Приветствуют мастера, настраиваются на урок. | |
| 2.Вводный инструктаж (40 мин) 2.1.Мотивация учебно-производственной деятельности обучающихся. (5 мин) 2.2. Актуализация опорных знаний, умений и навыков (10 мин) 2.3.Объяснение нового материала. Инструктирование обучающихся по ключевым вопросам темы. (25 мин.) 2.4 Выдача задания для выполнения практической работы | 2.1.Сообщаю: - тему, цели занятия; - значимость данной работы в изготовлении сварных конструкций Знакомлю: - с планом проведения урока; - инструментами и приспособлениями 2.2. Организую работу по повторению и закреплению ранее изученного материала- предлагаю ответить на следующие вопросы (Приложение№1): 1. Дать определение, что такое режим сварки? Какие показатели режима сварки относятся к основным, какие к вспомогательным? 2. Как правильно выбрать режим сварки? 3. Дать краткую характеристику основным режимам сварки: выбор силы сварочного тока, выбор диаметра электродов. 4. Что подразумевают под геометрическими размерами шва? 5. Какие требования предъявляют к геометрическим размерам шва? 6. Что называется корнем шва? 7. От чего зависит глубина проплавления металла? 2.3. Выдаю обучающимся раздаточный материал: - эталоны стыкового соединения; -алгоритм выполнения стыкового соединения пластин (Прил. №2) - карты дефектов выполнения сборки и сварки деталей (Прил.№3); - карты технологической последовательности (Прил. №4); -бланк карты контроля (Прил. №5) Объясняю и выполняю последовательность сборки и сварки деталей Выдаю каждому обучающемуся индивидуальное задание (Прил. №6) Сообщаю время на выполнение практического задания. Напоминаю о соблюдении безопасных условий труда и организации рабочих мест. (Прил. № 7) Сообщаю о критериях оценок за выполнение задания (Прил. №7). | Слушают, запоминают. Выполняют задание, отвечают. Слушают, воспринимают, запоминают последовательность выполнения операций сварки стыковых швов. | Словесный (беседа) Словесный (беседа, опрос) Словесный Наглядно-демонстрационный. |
Мастер производственного обучения: ________________ М.Ю. Зайцев
Приложение № 1
Эталоны ответов
Дать определение, что такое режим сварки? Какие показатели режима сварки относятся к основным, какие к вспомогательным?
Режим сварки – это совокупность показателей, определяющих протекание процесса сварки. К основным показателям относятся сила сварочного тока (Jсв), диаметр электрода, напряжение на дуге (U), скорость сварки(е). К вспомогательным показателям относятся род и полярность тока, тип и марка покрытия электрода, угол наклона электрода, температура предварительного нагрева металла.
Как правильно выбрать режим сварки?
Выбор режима сварки сводится к определению диаметра электрода, в зависимости от толщины металла, и выбору силы сварочного тока.
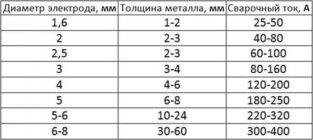
Дать краткую характеристику основным режимам сварки: выбор силы сварочного тока, выбор диаметра электродов. Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают: положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла, температуру окружающей среды. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, типа сварного соединения, положения шва в пространстве, размеров детали, состава свариваемого металла.
Что подразумевают под геометрическими размерами шва? Ширину и высоту шва.
Какие требования предъявляют к геометрическим размерам шва? Шов должен быть ровным по ширине и высоте. Усиление шва не должно превышать 3 мм.
Что называется корнем шва? Часть сварного шва, наиболее удаленная от его лицевой поверхности
От чего зависит глубина проплавления металла? От силы сварочного тока, угла наклона электрода, длины дуги, скорости сварки.
Приложение №2
Алгоритм выполнения стыкового соединения пластин толщиной 5 мм.
| Выбор заготовок, очистка от ржавчины, краски, масла |

| Сборка пластин |

| Выполнить прихватки |

| Произвести очистку сварного шва от шлака |

| Перевернуть заготовки |
| Выполнить сварку стыкового соединения |
| Произвести очистку сварного шва от шлака |
| Проверить качество сварки |
Приложение №3
Карта дефектов наложения прихваток и сварки стыковых соединений в нижнем положении
| Дефект | Причины возникновения дефекта | Способ устранения дефекта |
| Продольные и поперечные трещины | Несоблюдение режимов сварки | Место образования трещины удалить УШМ, образовавшуюся полость заварить. |
| Поверхностная пора | Грязь на электроде, плохая зачистка места соединения | Удалить поверхностный слой абразивным инструментом, не нарушая требуемых размеров шва. |
| Кратер | Внезапное прекращение процесса сварки без заварки кратера | Повторно заварить кратер. |
| Непровар | Плохая зачистка свариваемых кромок, недостаточная сила тока, завышенная скорость сварки | Корень шва в месте дефекта вычищают и заваривают повторно. |
| Подрезы | Плохая зачистка свариваемых кромок, завышенная сила тока. | Место подреза зачищают и подваривают шов |
| Превышение выпуклости шва | Неправильный выбор параметров режима сварки, некачественная подготовка и сборка деталей под сварку. | Чрезмерную выпуклость удалить шлифовальным инструментом. |
| Наплыв | Большой сварочный ток, излишняя длина дуги. | Удалить излишек металла шлифовальным инструментом, сделав плавный переход от металла шва к основному металлу. |
| Прожог | Завышенная сила тока при недостаточной скорости сварки | Место прожога очистить от окалины и натеков, подготовить с помощью шлифовального инструмента и подварить повторно. |
Приложение №4
| Инструкционная карта по теме «Сварка стыковых соединений в нижнем положении пластин» | |||
| | Упражнения: 1.Подготовка пластин к сварке 2.Выбор режима сварки. 3. Сборка пластин встык прихватками. 4. Сварка стыковых соединений в НП односторонними ниточными и уширенными швами. 5. Зачистка и контроль швов внешним осмотром. | ||
| Оснащение: источники питания сварочной дуги; электрододержатель со сварочным кабелем; сварочные маски; перчатки брезентовые; костюм сварочный брезентовый; щетка металлическая; молоток-шлакоотбиватель; пластины из углеродистой стали 150*50*5 мм; электроды марки МР -3 диаметром 3мм. | |||
| Порядок выполнения | Инструкционные указания и пояснения | Эталон выполнения работы | |
| Подготовка рабочего места сварщика. | Подготовить рабочее место сварщика, отрегулировать сварочное оборудование и подобрать сварочный ток. | | |
| 1. Подготовить пластины к сварке | Взять в руки пластину, внимательно осмотреть ее. Произвести правку пластин молотком (рис.3) Взять металлическую щетку и произвести зачистку поверхности кромок на расстояние не менее 20мм до металлического блеска с двух сторон пластин. Уложить пластины на ровную поверхность зачищенными кромками, чтобы не было разностенок и оставить между свариваемыми кромками зазор 1-2мм. | | |
| 2. Выбрать режим сварки | Выбрать диаметр электрода и силу сварочного тока, в зависимости от толщины металла: | | |
| 3. Выполнить сборку пластин прихватками. | Оставить между кромками пластин зазор 1-2мм Выполнить прихватки пластин, отступив от кромки пластины 15-20мм (расстояние между прихватками 100-110 мм) Прихватки выполнять узким швом небольшой длины Выполнять прихватку тем же диаметром электрода, что и сварку. Во время сварки места прихваток должны быть расплавлены до основного металла, так как в противном случае, возможно образование непроваров, пористости и шлаковых включений в шве. | | |
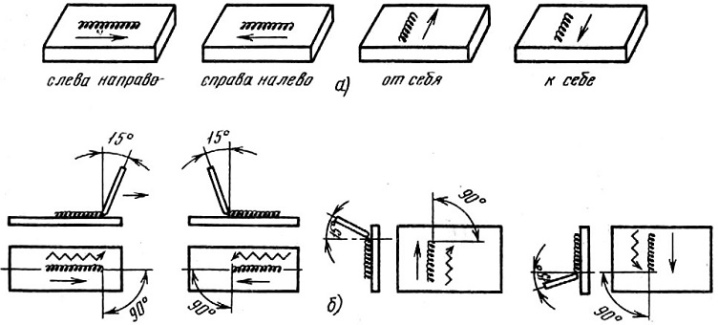
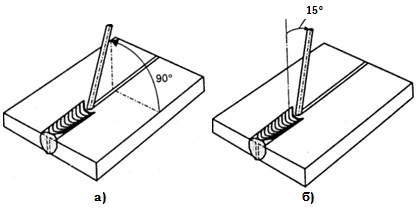
| 4. Сварка стыковых соединений в НП односторонними ниточными швами. | Выполнить сварку пластин стыковым соединением в нижнем положении односторонним швом: а) углом назад («на себя») (рис. б) б) углом вперед («от себя») (рис. а) в) «слева направо» г) «справа налево» Сварку выполнять короткой дугой, равномерно перемещая электрод вдоль стыка. При этом внимательно наблюдать, чтобы жидкий металл оплавлял обе кромки, соединяя их электродным металлом. Угол наклона электрода выдерживать постоянным на всем протяжении шва. | | |
| 6. Зачистка и контроль швов внешним осмотром. | Выполнить зачистку сварных швов и осуществить контроль путем внешнего осмотра. Сравнить с эталоном: 1. Ширина валика должна быть ( 2-4 )* dэ. 2. Высота валика должна быть ( 2-3 )мм. Сдать работу мастеру производственного обучения. | | |
Приложение №5
Бланк
Ф.И.О.______________________________________
Карта контроля
| Дефект | Причина возникновения дефекта |
| | |
| | |
| | |
| | |
| | |
Приложение №6
Задание для выполнения
Выполнить сборку и сварку конструкции стыкового соединения из металлических пластин толщиной S=3мм 150х50 в нижнем положении
Критерии для оценивания практического задания
| Оценка | Критерии оценки |
| 2 | - Не смог самостоятельно произвести настройки режимов сварки. - Режим сварки выбран неверно. - Пластины не зачищены. - Не правильно использовал приспособления. - Допускает ошибки при сборке конструкции. - Конструкция не собрана. - Незначительные нарушения правил ТБ |
| 3 | - Не смог самостоятельно произвести настройки режимов сварки. - Пластины плохо зачищены. - Не точно использовал приспособления. - Конструкция собрана с нарушением технологии. - Незначительные нарушения правил ТБ |
| 4 | - Самостоятельно применяет навыки работы. - Стабильный подбор приспособлений и оборудования. - Уверенность в приемах работы. - Незначительные ошибки. - Незначительные нарушения правил ТБ. |
| 5 | - Самостоятельно применяет навыки работы. - Стабильный подбор приспособлений и оборудования. - Уверенность в приемах работы. - Качество работы. |
Приложение №7
Правила безопасности при ведении сварочных работ. Требования безопасности перед началом работы.
Надеть рабочую одежду, застегнуть куртку, штанины брюк напустить на обувь. Рукавицы должны плотно прикрывать рукава куртки.
Убрать волосы под головной убор.
Убрать все лишние предметы со стола сварщика.
Проверить исправность инструмента, приспособлений.
Проверить целостность кабелей, надежность крепления кабелей к источнику питания. Проверить защитное заземление.
Проверить надежность всех контактов в местах соединения проводов в сварочной цепи.
Установить силу сварочного тока.
Осмотреть электрододержатель и убедиться в надежности изоляции рукоятки от токоведущего кабеля, включить пусковой выключатель.
Требования безопасности во время работы.
1. Не кладите электрододержатель на поверхность стола.
2. Предохраняйте себя и работающих рядом лиц от воздействия излучения сварочной дуги: подавайте сигнал - предупреждение о зажигании дуги.
3. Сначала нужно закрыть лицо щитком или маской, только после того сварщик замыкает сварочную цепь, коснувшись концом электрода поверхности изделия. 4. Складывайте сваренные детали в определенное место.
Требования безопасности по окончании работы:
Произвести уборку рабочего места от производственного мусора. Прибрать вспомогательный инструмент.
Убедиться в отсутствии очагов возгорания.
Обо всех замеченных неисправностях сообщить мастеру производственного обучения.
УЧЕБНО-МЕТОДИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
Перечень учебной и методической литературы
1. Чернышов Г. Г. Справочник электрогазосварщика и газорезчика :Учебное пособие для нач. проф. образования – М. : Издательский центр «Академия», 2004. - 400 с. ISBN 5-7695-1245-8
2. Казаков Ю.В. Сварка и резка металлов : Учебное пособие для нач. проф. образования- 5-е изд., стер. - М. :Издательский центр «Академия», 2006. - 400 с. ISBN 5-7695-3180-0.
3. Маслов В.И. Сварочные работы:Учеб. для нач. проф. образования: Учеб. пособие для сред. проф. образования– 2-е изд., стер. - М. :Издательский центр «Академия», 2002. - 240 с.: ил. ISBN 5-7695-1202-4.
4. Овчинников В.В. Выполнение сварочных работ ручной электродуговой сваркой: учебник для студ. учреждений сред. проф. образования – 2-е изд., испр., - М. :Издательский центр «Академия», 2018. - 304 с. ISBN 978-5-4468-5981-8
5. Овчинников В.В. Основы технологии сварки и сварочное оборудование: учебник для студ. учреждений сред. проф. образования – 3-е изд., стер., - М. : Издательский центр «Академия», 2018. - 256 с. ISBN 978-5-4468-7291-6
Интернет-ресурсы:
1. Информационные материалы Сварка и резка металлов. Форма доступа http://osvarke.info
2. Информационные материалы Сварка и резка металлов. Форма доступа: http://electrosvarka.su/index.php?mod=text&uitxt=488&print
3. Электронный справочник для сварщика. Форма доступа: http://arsil.ru/weldinfo/welding-metals.html
4. Сварочный портал. Форма доступа: www.svarka.com
5. Информационно-поисковая система Форма доступа: OBO.RUдование www.obo.ru





Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

