
Россия, Калуга


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 13.09.2025 08:02

Коваленко Сергей Николаевич
Мастер производственного обучения
55 лет
Местоположение
Специализация
Методическая разработка урока производственного обучения по теме "Овладение приёмами работы на строгальных станках".
Категория:
Прочее
09.02.2020 11:06

Просмотр содержимого документа
«Методическая разработка урока производственного обучения по теме "Овладение приёмами работы на строгальных станках".»
ФЕДЕРАЛЬНОЕ КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ№57
План-конспект урока производственного обучения.
Профессия: станочник деревообрабатывающих станков.
Тема №5. Овладение приемами работы на строгальных станках.
Тема занятия №3: строгание заготовок на рейсмусовом и 4-х стороннем продольно-фрезерном станках.
Цели занятия: 1) Обучающая. Формирование приемов столярной операции для точного строгания заготовок на рейсмусовом станке с последующем совершенствованием полученных навыков.
2) Развивающая. Развитие умения спланировать работу и контроль своего труда на всех его этапах.
3) Воспитательная. Воспитание ответственности, рационального использования своего рабочего времени, аккуратности, точности, осторожности, добросовестности и терпения.
Тип урока: изучение новых рабочих приемов и операций.
Методы обучения: -словесные: беседа, объяснение, инструктаж.
-наглядные: показ рабочих приемов строгания на рейсмусовом станке; видеоролики.
-практические: самостоятельная работа обучающихся.
Виды контроля: -устный опрос;
-практические упражнения (повторный показ выполняемых приемов).
Учебно-методическое оснащение занятия:
-верстак;
-Рейсмусовый станок;
-измерительный инструмент;
-разметочный инструмент;
-заготовки досок;
-плакаты, инструкционные карты, видеоматериалы.
Прогнозируемый результат: формирование первоначальных умений и навыков обучающихся для обработки деталей в один размер по толщине.
Ход урока.
Вводный инструктаж. (30мин.).
-Проверка посещаемости.
-Сообщение темы и цели урока. (на доске).
На этом занятии мы научимся изготавливать детали с заданной толщиной. Потому что именно детали (доски, бруски) одинаковой толщины имеют широкое применение в обиходе. А на рейсмусовом станке(приспособлении) можно легко и быстро изготовить детали одного размера и с параллельными сторонами.
-Актуализация знаний и опыта обучающихся (устный опрос).
1) Какие виды рейсмусовых станков вы знаете?
(Различают односторонние и двусторонние рейсмусовые станки; с механической и ручной подачей заготовки). У нас, например, односторонний станок с верхним(подчеркиваю) расположением ножевого вала и ручной подачей заготовки.
2) Чем отличается работа одностороннего рейсмусового станка от двухстороннего?
(На одностороннем станке заготовки обрабатывают с одной стороны, анна двухстороннем с двух.).
3) Как надо нажимать на доску при фуговании, чтобы получить ровную пласть в случае изогнутой доски?
(Доску надо ориентировать выпуклой стороной вверх (большая устойчивость), а волокна обращены назад. При проходах основное усилие надо сосредоточить на подаче вперед, а не на прижим к столу. Направленное вниз усилие прижима должно обеспечивать только контакт доски с передним столом, но не более. Чрезмерное усилие может распрямить продольную покоробленность, и после ослабления прижима доска примет прежнюю форму).
4) Каким способом убедиться, что доска правильно соорентированна на обработку относительно волокон?
5) Как убедиться что доска имеет плоскую пласть?
(Мелом провести линии вдоль и поперек и обрабатывать доску до исчезновения мела.) (По рисунку (текстуре древесины) –острием рисунка – на нож.). Это актуально при обработке хвойных пород.
6) Что делают, чтобы не забыть какая пласть и смежная с нею грань была обработана?
(Карандашом делают метку в виде волнистой линии на пласти и метку в виде угла, острием на обработанную грань.).
7) Для чего применяют предварительное фугование?
(Чтобы получить смежную к пласти кромку перпендикулярной.).
8) В чем преимущества и недостатки фуговального станка и рейсмусового станка?
( На фуговальном станке нельзя сделать точный размер, а рейсмусовым- исправить перекос (неточности по форме). Они дополняют друг друга. Говоря простыми словами, фуганок делает ровную базовую плоскость, а рейсмус делает вторую сторону заготовки параллельной первой стороне. Рейсмус не может сделать из кривой заготовки прямую, а фуганок не может откалибровать заготовку по толщине.).
9) Как предусматривается защита от выброса заготовки?
(С помощью специальных приспособлений – гребенок или когтей).
10) Каким способом можно обработать заготовку на рейсмусовом станке тоньше 10мм?
(С помощью подкладной рейки).
11) Каким способом можно обработать короткие брусочки?
(Приклеив по бокам длинные рейки.)
12) Как обработать тонкие грани у широких брусочков (досок). (Брусочки собрать в пакет по несколько штук до необходимой толщины и так подавать в станок).
13) Как проверяется правильная установка направляющей линейки на фуговальном станке?
(Угольником или по шаблону, если нужен какой-то угол.).
-Сообщение новых знаний. Создание ориентировочной основы действий обучающихся.
Еще раз повторяю тему сегодняшнего занятия «строгание заготовок на рейсмусовом станке». Мы научимся настройке станка на заданный размер и отработаем приемы точного строгания заготовок.
*Раздать карточки «принцип работы рейсмусового станка».
Рассмотрите рисунок, где находиться заготовка, где ножи, куда направлена подача.
Рейсмусовый станок предназначен для обработки брусковых и щитовых заготовок на заданную толщину, обычно после создания у них технологической базы на фуговальном станке.
Рейсмусовые станки бывают односторонние, с одним ножевым валом, и двухсторонние – с двумя. С ручной и механической подачами.
Важнейшая характеристика рейсмусового станка – ширина стола, так как, часто на рейсмусовых станках обрабатывают клееные щиты. Их различают: легкие –до 600 мм., средние -до 800 мм., и тяжелые -свыше 800 мм.
Короткие заготовки, длина которых меньше расстояния между передним и задним валиками надо обрабатывать кратными по длине с последующей распиловкой.
Для обработки брусков разной толщины применяют рейсмусовые приспособления с подающими валиками разного диаметра, которые могут подавать заготовки разные по сечению по всей ширине стола.
Толщина снимаемого слоя за один проход должна находиться в пределах 1,5-5 мм. На это также влияет форма ножа (прямая или косая).
-Показ видеоролика 1 по работе рейсмусового станка.
-Показ видеоролика 2 по совместной работе фуговального и рейсмусового станка.
-Ответить на возникшие вопросы.
-Так как у нас нет возможности поработать на 4-х стороннем продольно-фрезерном станке, я предлагаю посмотреть видеоролик 3-4 по работе этого станка.
Переход в мастерскую.
У нас в мастерской имеется односторонний рейсмусовый станок с верхним расположением ножевого вала и ручной подачей.
Он предназначен для обработки заготовок на заданный размер по толщине и получения строго параллельных плоскостей по всей длине заготовки. При этом заготовки, которые мы будем строгать, прошли операцию предварительной обработки на фуговальном станке.
2. Текущий инструктаж. (225мин.).
Перед началом работы надо настроить на наш станок на рейсмусовую обработку.
Устанавливаем рейсмусовую приставку. Надежно закрепляем.
Объяснить, в какую сторону и почему вращается ножевой вал.
Обязательно ставим кожух защиты ремней.
Проверяем все рукоятки и болты на закрепление.
Показать прием регулировки толщины обрабатываемой детали.
Показать работу противовыбрасывающего устройства.
Объяснить, что на рейсмусовом станке рекомендуется работать вдвоем и показать приемы работы с помощником. (Короткий стол, а заготовки длинные).
Рассказать и показать прием настройки первого прохода заготовки. (Замерить заготовку и выставить размер на станке, испытать).
Включить рубильник. Включить станок. Объяснить, что работу надо начинать после того как станок наберет полные обороты.
Показать прием обработки заготовки, отмечая, при этом, положение тела и рук.
Рассказать о важности правильного положения заготовки вначале и в конце подачи. (Строго параллельно.).
Обратить внимание, что от величины подачи зависит качество обработки и усилие на станок, т.е. не надо спешить продвигать заготовку вперед.
-Проведение инструктажа по ТБ. (Раздать инструкцию по ТБ, разобрать, что непонятно, задать контрольные вопросы).
1) Что необходимо сделать перед началом работы?
2) За чем надо следить во время работы?
3) Что надо сделать по окончании работы?
-Еще раз напомнить, что подачу заготовки надо начинать без усилий, иначе может заклинить.
-Предложить обучающимся повторить приемы правильного положения тела, рук и подачи заготовки.
-Ответить на возникшие вопросы.
-Распределение обучающихся по парам, определить порядок очередности роботы на станке и напомнить о необходимости соблюдения чистоты и порядка на рабочем месте.
-Самостоятельная работа обучающихся в освоении и отработке приемов рейсмусовой обработки.
1) Предложить желающим повторить и показать мастеру рабочие приемы на выключенном станке.
2) Упражнение по обработке заготовки на рейсмусовом приспособлении первой пары.
3) 1-й обход. Цель-проверка правильности расположение заготовок на рабочем столе станка, по отношению к ножевому валу. Проверка правильности подачи заготовки относительно направления волокон.
4) 2-й обход. Цель-контроль соблюдения правил безопасности труда при работе на рейсмусовом станке, следить за тем, чтобы обучающиеся всегда находились сбоку от обрабатываемой заготовки и соблюдали правильную рабочую позу.
5) 3-й обход. Цель- проверка правильности соблюдения приемов работы.
6) 4-й обход. Цель-выдача задания. Отстрогать деталь определенной толщины.
7) 5-й обход. Цель-проверка качества выполнения задания.
8) Пригласить вторую пару и провести аналогичную работу.
9) Работу провести со всеми обучающимися.
-Дополнительный инструктаж для неуспевающих. Помощь обучающимся по выявлению ошибок и недочетов.
-Выдача дополнительных заданий наиболее успевающим.
-Уборка рабочих мест и наведение порядка.
3. Заключительный инструктаж. (15мин.).
- Подведение итогов занятия.
-Обобщение и систематизация изученного.
1) Сообщить о выполнении учебных задач.
На сегодняшнем занятии мы научились изготавливать детали заданного размера по толщине. Разобрались, в чем отличие фуговального станка от рейсмусового, в чем их преимущества и недостатки.
2) Разобрать характерные недочеты в работе.
Неточное прижатие заготовки в начале и в конце подачи. Не выдерживается равномерная подача заготовки. Не совсем точно соблюдается правильная рабочая поза.
-Контроль и оценка знаний, умений и навыков обучающихся.
1) Сообщить итоги обучения и оценку качества работ.
2) Отметить обучающихся, выполнивших работу на отлично.
3) Проанализировать выполнение обучающимися правил безопасности, организации труда, использование рабочего времени.
-Выдача домашнего задания:
1) сообщить, что на следующем занятии будем изучать приемы строгания на 4-х сторонних станках и методы определения дефектов продольного строгания;
2) Повторить приемы работы на рейсмусовых станках.
Инструктаж по технике безопасности при работе на рейсмусовом станке.
Перед началом работы необходимо:
а) проверить правильность заточки и установки ножей, обратив внимание на то. чтобы они были остро отточены, лезвия были прямолинейны, без выщербленных мест, заусенцев и засинений, установлены параллельно друг другу и кромкам стола: чтобы задний стол по высоте был установлен по горизонтальной касательной к окружности, описываемой лезвиями ножей, стружколоматели не имели выработок, при которых стружки и отщепины могли бы застрять между ножом и стружколомателем.
б) проверить настройку станка, обратив внимание на то, чтобы нижние подающие валики выступали над поверхностью стола на одинаковую величину по всей длине (0,2 мм для твердых пород и 0,4 мм для мягких).
в) проверить, чтобы передний и задний прижимы, а также верхние подающие валики были установлены по высоте так, чтобы заготовка надежно прижималась к станку и в то же время не останавливать из-за упирания ее переднего торца в прижимы или верхние подающие валики.
Во время работы необходимо:
следить за тем, чтобы подающие валики легко захватывали заготовки и пропускали через станок без дополнительного усилия со стороны рабочих.Если валики плохо захватывают заготовку, то это указывает на то, что рифленый валик неправильно отрегулирован по высоте или забит стружками, или имеет большой износ.
Воспрещается:
1. При рейсмусовании запускать в станок заготовки, длина которых меньше 300мм.
2. Одновременное рейсмусование нескольких заготовок различных по толщине.
Чистить, налаживать и ремонтировать станок следует после его полной остановки.
Принцип действия
Основной метод обработки заготовок на станке — плоское строгание, также свойственное электрорубанку. Доски подают на рабочий стол вручную либо при помощи вальцов (валиков), прижимающих их к опорной поверхности. В первом случае оператору необходимо самому контролировать скорость подачи, во втором заготовка движется со скоростью, которая автоматически задана программой.
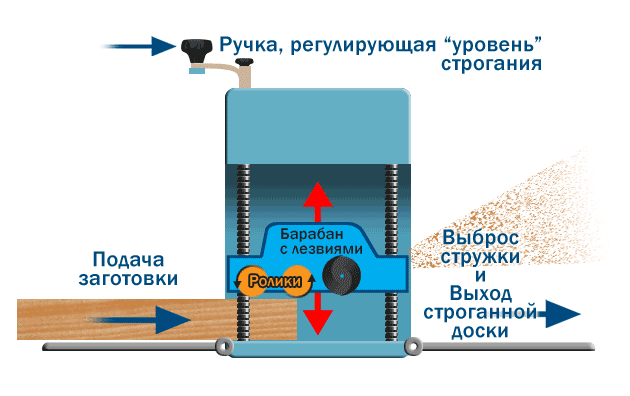
Одна из сторон обрабатывается ножами, в результате чего становится ровной и гладкой. Важное требование — перед обработкой на рейсмусовом станке заготовка строгается в фуговальном станке. Еще она может быть получена посредством распила циркулярной пилой.
Принцип действия
Основной метод обработки заготовок на станке — плоское строгание, также свойственное электрорубанку. Доски подают на рабочий стол вручную либо при помощи вальцов (валиков), прижимающих их к опорной поверхности. В первом случае оператору необходимо самому контролировать скорость подачи, во втором заготовка движется со скоростью, которая автоматически задана программой.
Одна из сторон обрабатывается ножами, в результате чего становится ровной и гладкой. Важное требование — перед обработкой на рейсмусовом станке заготовка строгается в фуговальном станке. Еще она может быть получена посредством распила циркулярной пилой.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

