Россия, Тверь


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 13.11.2019 23:42

Шаповалова Наталья Петровна
преподаватель, мастер
Местоположение
Методическая разработка занятий учебной практики для профессии 15.01.20 «Слесарь по контрольно-измерительным приборам и автоматике»
Категория:
Технология (мальчики)
12.11.2019 06:42

Просмотр содержимого документа
«Методическая разработка занятий учебной практики для профессии 15.01.20 «Слесарь по контрольно-измерительным приборам и автоматике»»
Государственное бюджетное профессиональное
образовательное учреждение
«Тверской политехнический колледж»
Методическая разработка занятий учебной практики
для профессии 15.01.20 «Слесарь по контрольно-измерительным приборам и автоматике»
ПМ.03. «Сборка, ремонт, регулировка контрольно-измерительных приборов и систем автоматики»
ТЕМА: «РЕМОНТ, СБОРКА И РЕГУЛИРОВАНИЕ ОПТИКО-МЕХАНИЧЕСКИХ ПРИБОРОВ»
Разработал мастер п/о
Шаповалова Н.П.
Тверь 2018
ВВЕДЕНИЕ (Пояснительная записка)
Автоматизация современных отраслей промышленности является генеральным направлением в техническом прогрессе и повышении экономического потенциала нашей Родины.
На данном этапе развития машиностроения, приборостроения и автоматизации производства профессиональное мастерство является важнейшим условием эффективного использования сложнейших средств автоматики. При этом большая роль в обеспечении надежной бесперебойной эксплуатации, ремонта и наладке средств автоматики отводится специалистам по контрольно-измерительным приборам и автоматике — слесарям КИПиА.
Слесарь КИПиА приобретает возможность решать практические задачи, требующие высокого технического мастерства, творческой интеллектуальной деятельности.
При постоянной усложненности систем автоматики, внедрении промышленных роботов слесарь КИПиА должен выполнять большой объем монтажных, эксплуатационных, ремонтных и наладочных работ.
В Основных направлениях реформы общеобразовательной и профессиональной школы определены цели, задачи, показаны пути перестройки и повышения качества подготовки рабочих высокой квалификации и широкого профиля. В связи с этим профессиональная подготовка слесарей КИПиА требует отработанного продуманного подхода к организации и проведению производственного обучения.
Цели подготовки слесарей КИПиА, реализованные в требованиях учебной программы производственного обучения, объективно отражают потребности современного производства и закономерности его развития.
Научные знания по данной профессии, интерпретированные и преобразованные в дидактическом аспекте, служат источником отбора и научного обоснования компонентов содержания и методов обучения.
Поэтому целью производственного обучения слесарей КИПиА является достижение более высокого уровня производственно-технической подготовки учащихся, расширение и совершенствование их знаний, умений и навыков, воспитание у них коммунистического отношения к труду, творческого подхода к учебно-производственной деятельности.
Объем умений и навыков учащихся определяется профессионально-квалификационной характеристикой, являющейся основой для разработки "Методики производственного обучения".
Неразрывная связь теории с практикой - важнейшая задача производственного обучения; в связи с этим успешная реализация задачи производственного обучения зависит от правильного определения его содержания, структуры и методов.
Большое значение в производственном обучении слесарей КИПиА отводится применению политехнического принципа, который открывает широкие возможности для осуществления тесной взаимосвязи теории и практического обучения. Теоретические знания, приведенные в определенную систему, помогают учащимся правильно решать производственные задачи, связанные с ремонтом и наладкой сложной техники; а также способствуют осознанию содержания учебного материала и помогают его усвоению.
Большую роль в процессе производственного обучения играют практические (лабораторные) занятия, являющиеся основной формой связи теории и практики обучения. Такая форма обучения имеет большое значение для профессиональной подготовки слесарей КИПиА: учащиеся применяют на практике полученные теоретические знания: у них развиваются общие эксплуатационные, ремонтные и наладочные умения и навыки по основным группам контрольно-измерительных приборов и автоматике: создаются благоприятные условия для воспитания познавательной и практической активности учащихся.
Деятельность учащихся на лабораторно-практических занятиях приближает их труд к производственному труду и направлена в основном на освоение сенсорных и интеллектуальных функций, т.е. анализ и оценку производственных ситуаций, сопоставление различных факторов и решений, выбор и оценку наиболее рационального решения. Данный период обучения играет важную роль в подготовке учащихся к практическому обучению в цехах базового предприятия.
Производственное обучение учащихся в цехах базового предприятия должно проводиться на основе современной техники и технологии ремонтно-наладочных операций, передовых методов организации труда.
Производственное обучение слесарей КИПиА осуществляется в соответствии с учебной программой в два этапа: обучение учащихся в учебно-производственных мастерских училища и цехах базового предприятия.
В настоящей методике сделана попытка показать общие приемы и способы обучения учащихся на данных этапах производственного обучения.
В общей части методики изложены рекомендации по рациональной педагогической деятельности мастера производственного обучения, приводятся психолого-дидактические требования и рекомендации по составлению и выполнению заданий для развития профессионально важных функций на учебном материале производственного обучения.
В данном пособии даются методические рекомендации по последовательному изучению рабочих приемов при производственном обучении, рассматриваются на конкретных темах и уроках общие способы и приемы формирования компонентов умений и навыков практической деятельности.
В настоящей методике реализованы все компоненты содержания производственного обучения КИПиА: 1) специальные знания и способы их реализации; 2) умения и навыки реализации видов деятельности; 3) опыт творческого осуществления видов производственной деятельности; 4) опыт эмоционально-ценностного отношения к видам деятельности.
В производственном обучении используется вышедший в 1983 г. учебник "Приборы автоматического контроля и регулирования", который является в силу специфики спецдисциплины основным дидактическим средством обучения. Он включает необходимый объем теоретических и практических знаний (имеет раздел теории и ремонта), схемы, чертежи, графики, таблицы, схемы испытания, ремонта и поверки приборов и элементов автоматики.
Это связано с тем, что в настоящее время в связи с постоянным совершенствованием средств КИПиА система профтехобразования еще не имеет необходимых дидактических средств - плакатов по устройству приборов, их электрических и кинематических схем, таблиц и графиков.
Производственное обучение слесарей КИПиА является основной составной частью подготовки квалифицированных рабочих по данной профессии.
В данной методике на основе практики эксплуатации и ремонта современных приборов и регуляторов, а также обобщения передового педагогического опыта раскрыта методика производственного обучения, способствующая повышению продуктивной учебно-воспитательной деятельности учащихся.
Методика разработана с учетом специфики и сложности ремонта контрольно-измерительных приборов и автоматики. В ней рассмотрены наиболее современные методы проведения занятий, способствующих активному усвоению материала учащимися, дан анализ наиболее часто допускаемых ими ошибок при выполнении отдельных рабочих операций.
До настоящего времени практика производственного обучения данной профессии в ПТУ отставала от постоянно возрастающих требований производства и педагогической науки — отсутствовала целостная и стройная система производственного обучения слесаря КИПиА, основанная на достижениях современной психолого-педагогической науки.
В данной методике сделана первая попытка научно разработать комплекс методов и приемов управления учебной деятельностью учащихся в период производственного обучения (по профессии слесарь КИПиА в средних ПТУ).
Автор выражает глубокую признательность за помощь и полезные замечания при подготовке данного пособия д-ру пед. наук А.Е. Шильниковой (ВНИИ профессионально-технического образования, г. Ленинград).
Глава I. ОБЩИЕ ОСНОВЫ ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ (учебной практики)
Тема 1. ОБЩАЯ ХАРАКТЕРИСТИКА ПРОЦЕССА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ СЛЕСАРЕЙ КИПиА
Система производственного обучения основана на единстве и согласованности всех ее частей: содержания, структуры и методов обучения, действующих во взаимной связи и обеспечивающих подготовку квалифицированных рабочих - слесарей КИПиА.
Система производственного обучения опирается на анализ основных сторон деятельности и познания общих закономерностей естественно-научных и научно-технических основ знаний по даннойё дисциплине, на психолого-физиологические и дидактические закономерности формирования необходимых умений и навыков.
Система производственного обучения способствует развитию познавательных способностей учащихся, формированию диалектико-материалистического мировоззрения, коммунистического отношения к труду и всестороннего развития личности. Она отвечает требованиям последовательности нарастания трудностей в производственных заданиях и сложности формируемых умений и навыков.
Дидактическая структура производственного обучения предусматривает:
1) интеллектуальную подготовку учащихся (понимание научно-технических основ специального предмета), которая строится на обобщении, закреплении и развитии основных знаний, а также формировании на этой базе общепроизводственных умений и навыков; 2) комплексную (сенсорно-интеллектуально-моторную) подготовку к освоению необходимых приемов и способов проведения ремонтных и наладочных работ по КИПиА; 3) обучение построению необходимых алгоритмов ремонтно-наладочных операций.
В основной период производственного обучения в цехах базового предприятия учащихся распределяют по участкам с возможностью гибкой перемены рабочих мест — монтажные, ремонтные и наладочные работы по основным типам контрольно-измерительных приборов.
При наличии на базовом предприятии отдела метрологии целесообразно заключительный этап производственного обучения проводить поэтапно в его лабораториях; электроизмерительной, теплотехнической, давления и расхода, газового анализа и ремонтном участке.
Производственное обучение следует строить так, чтобы оно обеспечивало: а) систематическое руководство и текущий контроль за самостоятельной учебно-трудовой деятельностью учащихся, выполнением ими письменных и устных заданий; б) систематическое и последовательное овладение учащимися общепрофессиональными и специальными умениями и навыками; в) подготовку учащихся к непосредственному вовлечению их в производительный труд.
Формирование умений и навыков слесарей. Анализ труда слесаря КИПиА показывает, что подготовка и проведение ремонтно-наладочного процесса предусматривает планирование трудовой деятельности: организации рабочего места, оптимального выбора необходимых схем, таблиц, поверочных приборов и оборудования, способов осуществления трудовой деятельности.
Освоение способов осуществления ремонтно-наладочных работ по КИПиА включает овладение умениями и навыками: эксплуатации средств контроля и автоматики, проведения диагностики неисправности, проведения ремонтных и наладочных операций, проверки и оценки работоспособности прибора, проверки метрологических характеристик отремонтированных приборов и аппаратуры.
В связи с этим содержание трудовых функций требует формирования у учащихся умений и навыков рационального осуществления всех указанных приемов контроля, измерений, диагностирования и ремонта. Умения и навыки, необходимые для освоения каждой из сторон производственной деятельности, составляют основное содержание программы производственного обучения.
Необходимые умения и навыки, соответствующие деятельности квалифицированного слесаря КИПиА, должны носить обобщенный характер, т.е. применяться при выполнении комплексных задач в производственной деятельности. Поэтому их надо формировать так, чтобы они были мобильными, гибкими и легко варьировались, т.е. при производственном обучении особую значимость приобретают приемы большой степени обобщенности, обеспечивающие высокий уровень овладения учащимися операциями логического мышления - анализом, синтезом, сравнением, классификацией и тд. Классифицируя трудовые умения и навыки, необходимо выделить общепроизводственные, инвариантные и специальные умения и навыки.
Общепроизводственные умения и навыки включают в себя: планирование и организацию труда, осуществление единого подхода к ремонтно-наладочным работам в приборах и элементах автоматики.
Инвариантные навыки остаются всегда постоянными при перемене видов труда.
Специальные умения и навыки имеют узкое назначение. К ним относятся операционно-технические и исполнительские.
Общепроизводственные умения и навыки, формируемые непосредственно в процессе овладения учащимися профессиональными формами труда, имеют большое общетрудовое, политехническое и воспитательное значение. Они также способствуют развитию мыслительной деятельности учащихся, творческому и ответственному отношению к труду. Основными компонентами общепроизводственных умений и навыков являются теоретические и практические знания, которые применяются в производственной практической деятельности.
С точки зрения психологической характеристики трудовые навыки по содержанию подразделяются на сенсорные, двигательные (моторные), умственные (интеллектуальные) и их различные сочетания: сенсорно-двигательные, умственно-двигательные, комплексные.
Сенсорные навыки сводятся в основном к контролю за работой технологического оборудования, приборов и автоматики, а также за собственными действиями. Эти навыки для слесарей КИПиА различны по сложности, их порой трудно отличить от двигательных и интеллектуальных компонентов. Интеллектуальные компоненты раскрываются как форма мыслительной деятельности в данной профессии.
Умственные навыки формируются при ведущей роли второй сигнальной системы (см. [6], с.47). Ведущим компонентом навыков является интеллектуальная сторона труда слесаря КИПиА, так как он производит диагностирование и поиск неисправности, ремонт и наладку приборов и элементов автоматики с помощью постоянной умственной переработки и анализа информации и соответственного применения трудовых действий, основанных на комплексе навыков.
По каждому разделу "Программы производственного обучения" составлены учебные темы и его составные части - уроки, разработаны практические рекомендации мастеру для проведения занятий с учетом их особенностей.
К работе слесарей КИПиА предъявляются высокие требования, связанные с оптимальным, рациональным и экономичным путем отыскания неисправности, их диагностировании, а также качественном устранении неисправности и настройки прибора или элемента автоматики.
Добиться успеха в освоении учащимися необходимых способов диагностирования и ремонта можно лишь при использовании наиболее рациональных методов и приемов обучения. Для достижения максимального педагогического эффекта при отобранном содержании материала и выбранному объему умений и навыков необходимо применить адекватные методы, средства и формы производственного обучения.
Анализ содержания трудовой деятельности слесаря КИПиА позволяет выделить основные способы и приемы обучения учащихся: программированные задания, алгоритмы, системы письменных заданий, технологические игры, самостоятельную работу с учебником [2] ; практические системы заданий по устройству, ремонту и наладке средств КИПиА; снятие характеристик с конкретных базовых приборов.
Т е м а 2. ПЛАНИРОВАНИЕ И СОВЕРШЕНСТВОВАНИЕ УЧЕБНОГО ПРОЦЕССА
Повышение качества подготовки учащихся в овладении сложной профессии слесаря КИПиА требует от мастера двух видов деятельности: собственно профессиональной и педагогической.
Признаком педагогического мастерства мастера является умение эффективно провести обучение учащихся в соответствии с программой и отведенным временем на изучение темы.
Мастер должен глубоко и всесторонне знать учебный материал по КИПиА, материальную базу и оборудование, учитывать возрастные и индивидуальные особенности учащихся при овладении ими отдельными умениями и навыками.
Критериями педагогического мастерства [3] мастера являются: качество знаний, умений, навыков, уровень обученности и уровень воспитанности учащихся: способы деятельности мастера, приводящие к положительным результатам обучения и воспитания.
Психологическими критериями педагогического мастерства является высокая степень сформированное у учащихся следующих качеств: устойчивый интерес к профессиональной деятельности, технические способности творческое отношение к труду, прочные и глубокие знания профессии овладение учащимися необходимым комплексом приемов и способов производственной деятельности, умение преодолевать трудности в профессиональной деятельности, интерес к процессу трудовой деятельности.
Функциональными критериями мастерства являются: владение базовой профессией, средствами, формами и методами обучения учащихся основам профессионального мастерства: наличие системы учебно-воспитательной работы с учащимися; высокий уровень сформированное общепедагогических умений; систематический анализ своей деятельности и уроков, состоящих из ошибок и неудач.
Все умения, необходимые мастеру для успешного решения педагогических задач, классифицируются по компонентам деятельности: гностический, проектировочный, конструктивный, организаторский, коммуникативный. Гностические умения мастера производственного обучения проявляются в способах анализа и изучения: содержания, средств, форм и методов обучения учащихся; достоинств и недостатков своей деятельности.
Проектировочные и конструктивные умения взаимосвязаны и включают в себя возможность дать развернутый перспективный план изучения материала, курса в целом; дать психолого-педагогический и методический анализ темы курса до ее изучения учащимися; дать развернутый перспективный план изучения материала каждой темы; выбрать рациональную структуру урока и определить его композиционное построение; четко спланировать материал урока; планировать работу учащихся на уроке и свою работу на занятиях.
Отсюда видно, что решение педагогических задач требует от мастера сложной структуры знаний, умений и навыков в областях гностической, организаторской, конструктивной, проектировочной и коммуникативной деятельности.
Высокий профессионализм в педагогической деятельности мастера достигается повышением научно-технических знаний; изучением объектов познавательной и практической деятельности учащихся, особенностей процесса овладения ими производственными знаниями, умениями и навыками; изучением психолого-педагогической литературы.
Педагогическое мастерство как единство знаний и высокоразвитых умений формируется в процессе творческой педагогической деятельности.
Большое значение для повышения качества обучения учащихся имеют построение каждого урока, анализ содержания учебного материала программы и методов его изучения.
Структура урока должна определяться в соответствии с содержанием изучаемого материала, дидактическими и воспитательными целями урока.
Обучение должно сочетаться с целенаправленным воспитанием - усиливается внимание учащихся к вопросам мировоззренческого характера, практике коммунистического строительства. Учебный материал урока обусловливает дидактические задачи, оказывает влияние на выбор методов обучения, видов самостоятельной работы и критериев оценки учебно-познавательной деятельности. Наиболее важным этапом в педагогической деятельности мастера является подготовка к каждому уроку. Мастер ищет пути активизации учебно-познавательного и трудового процесса, стремится обосновать отдельные его части, определить условия, обеспечивающие успех практического обучения.
Отбор структурных элементов для каждого урока или системы уроков включает в себя: анализ содержания программного .материала и его компоновку, планирование учебного процесса и выбор методов, создание дидактических условий и материально-технической базы для организации самостоятельной познавательной и практической деятельности учащихся.
Анализ учебного материала предполагает выделение основных теоретических знаний, на основе которых формируются навыки и умения, определение дидактических и воспитательных задач и путей их осуществления.
В процессе дидактической обработки учебного материала выделяются образовательные, развивающие и воспитывающие функции производственного обучения, устанавливаются объем новых знаний, умений и навыков и связи их с ранее пройденным материалом, определяются конкретно состав практических знаний, умений и навыков, последовательность, приемы и способы их усвоения, дидактический материал для самостоятельной работы, ее содержание и формы организации.
Мастер предопределяет активное поступательное решение каждой функции производственного обучения:
образовательный - прочное усвоение учащимися системы знаний, умений и навыков; формирования умения применять их при решении познавательных и практических задач;
развивающей — обучение способам и приемам познавательной дея'•
воспитывающей — формирование у учащихся мировоззренческих идей, коммунистического отношения к труду на основе изучаемого
программного материала.
Урок производственного обучения представляет собой совместную активную деятельность мастера и познавательную и практическую деятельность учащихся, которая включает методы познания, методику и технику работы с дидактическим материалом и средствами обучения.
Творческий подход мастера к построению каждого урока должен основываться на результатах дидактического анализа проведенных им уроков, совершенствования методов и приемов обучения способам производственной деятельности, выбора видов самостоятельной работы учащихся и оптимального соотношения между всеми компонентами урока.
Мастер (на каждом уроке) должен предусматривать самостоятельную познавательную и практическую деятельность учащихся, направленную на развитие творческих способностей.
При быстром росте и совершенствовании современных средств КИПиА для повышения качества усвоения знаний, умений и навыков, создания их опорной базы большое значение имеет структура современного урока с элементами программированного и проблемного обучения, которые повышают самостоятельность и активизацию учебно-познавательной деятельности учащихся.
Структура урока, включающего элементы проблемного обучения бует решения трех дидактических задач [4]
1. Актуализации прежних знаний учащихся, т.е. воспроизведение ранее усвоенных знаний и применение их в новой ситуации, стимулирование познавательной активности учащихся.
2. Усвоения новых знаний и способов деятельности
3. Формирования умений и навыков (включающее специальное повторение и закрепление).
Разрабатывая структуру современного урока, мастер! отражает и вопросы управления учебно-производственной деятельностью учащихся. Технические средства обучения (ТСО) имеют большое значение для организации управления познавательной деятельностью учащихся на уроке, с их помощью мастер может ставить перед учащимися проблемные вопросы, на которые они могут получить ответ при демонстрации средств наглядности. ТСО помогают превратить абстрактный и плохо воспринимаемый урок в урок яркий, демонстрационный, обеспечивающий полную информацию и понимание. При такой организационной форме учащиеся получают возможность самостоятельно сформулировать проблему и, используя свой запас знаний, познавательный и аналитический опыт, успешно решить данную проблему.
Однако чрезмерная нагрузка на ТСО не способствует конкретному и четкому закреплению изучаемого материала, кроме того, не все ТСО содержат учебную информацию, а лишь те, которые отражают тот или иной технический учебный материал: диа- и кинофильмы, магнитофонные записи, различные таблицы, графики и схемы приборов и элементов автоматики.
Выбор ТСО должен быть органически связан с объектом обучения и целесообразен с точки зрения дидактических целей в конкретном виде практической деятельности.
Главным условием продуктивного усвоения знаний, умений и навыков является активность самостоятельной познавательной деятельности учащихся. Она повышается, когда способы и средства деятельности мастера и учащихся тесно связаны между собой.
Познавательную и практическую деятельность учащихся необходимо развивать поэтапно.
Первый этап - усвоение программного материала на уровне познавательной репродуктивной деятельности учащихся, т.е. воспроизведение умений и навыков в том виде, как они были показаны мастером.
Второй этап - продуктивная деятельность, т.е. обучение учащихся приемам умственной деятельности по использованию усвоенных знаний, умений и навыков в процессе формирования производственной деятельности слесаря КИША.
Третий этап - развитие познавательной продуктивной деятельности учащихся. Он предусматривает самостоятельное выполнение учебно-производственных заданий творческого характера с широким применением усвоенных знаний и умений.
В содержание таких заданий входят поиск и диагностирование неисправностей средств КИПиА, оптимальные и экономичные пути ремонтно-наладочных работ, достижения требуемых паспортных характеристик приборов и элементов автоматики после проведения ремонтных работ.
Дня успешного усвоения элементов творческого подхода к производственным задачам следует включать в учебный процесс необходимые технические средства, которые позволят учащимся работать самостоятельно и будут требовать от них поисковой деятельности. Поэтому в настоящей методике на каждом уроке (теме) вводятся в учебный процесс конкретные типы действующих приборов. Главная задача мастера на данном этапе — управление познавательной и практической самостоятельной деятельностью учащихся. Учащиеся в соответствии с заданием подключают приборы, определяют взаимосвязь основных элементов, снимают необходимые характеристики с приборов, имитируют их неисправности, проводят ремонтные операции.
Большое значение имеют средства самоконтроля, основой которых являются различные виды обратных связей, позволяющие оценивать и регулировать действия учащихся с тем, чтобы они уже в ходе работы смогли устранить погрешности и ошибки.
Значительную помощь при самоконтроле у учащихся оказывает заданный мастером или учащимися алгоритм ремонтных и наладочных операций, который приводится в темах настоящей методики.
На третьем этапе обучения необходимо будущего слесаря КИПиА научить поиску логических доказательств при решении ремонтно-наладочных работ, строгому построению и политехнического подхода к решению своих производственных задач. В связи с этим мастер на учебном материале должен постепенно прививать учащимся следующие умения: учитывать и соотносить все данные условия производственной задачи между собой, выяснять их согласованность и противоречивость; выявлять недостающие данные; соотносить действия, намеченные для решения задачи, между собой и с главным вопросом задания; давать возможные доказательства своих выводов и определять их достаточность; находить пути проверки решения и его соответствия требованию задачи.
Все рассмотренные этапы обучения показывают, что во всех случаях учебно-производственная деятельность учащихся осуществляется на основе усвоенной ими учебной информации. Применительно к производственному обучению результат учебно-производственной деятельности учащихся оценивается по уровням эффективности (см. [1], с.59).
Первый урок характеризуется умением воспроизвести учебную информацию, проанализировать ее сущность и свойства, классифицировать типы приборов и элементы автоматики, их назначение и принцип действия. С этой целью в настоящем пособии разработаны учебные задания, контрольные вопросы и общие критерии усвоения знаний, умений и навыков, соответствующих данному уровню.
Второй уровень характеризует репродуктивную деятельность учащихся, умение применять усвоенные знания, умения и навыки благодаря овладению общими приемами умственной деятельности. На данном уровне учащиеся обслуживают и контролируют работоспособность средств КИПиА. Умственная и практическая деятельность учащихся осуществляется по образцу, но включает и некоторые элементы творчества, т.е. представляет собой сочетание репродуктивного (воспроизведение) и продуктивного мышления.
Примером производственной задачи на данном (втором) уровне является подключение электрической схемы прибора различного типа (температуры, давления, уровня, расхода, газового анализа и т.п.). В этом случае учащийся должен проанализировать свои действия, знать устройство прибора и датчика, построить план логических действий при подключении датчика и вторичного прибора.
Формированию второго уровня усвоения служат задания, требующие от учащегося применения общих приемов умственной деятельности к анализу учебного материала, но по ранее известным им аналогичным ситуациям.
Третий уровень характеризует продуктивную деятельность в применении знаний и умений и перенос их с помощью усвоенных приемов умственной деятельности в условия учебно-производственных ситуаций, которые учащимся встречаются впервые. Этот уровень деятельности развивается методом проблемного обучения с применением соответствующего комплекса технических средств и характеризует способность учащихся осваивать элементы творчества.
Четвертый уровень предполагает свободный перенос знаний и навыков на решение новых производственных задач, умение четко анализировать ту или иную ситуацию, диагностировать неисправности средств КИПиА и находить оптимальные пути качественного проведения ремонтно-наладочных работ.
Примером решения производственных задач на четвертом уровне является выявление причин неисправности приборов различных видов измерений (температуры, давления, уровня, расхода, газового анализа, автоматических регуляторов), определение путей и способов отыскания и устранения этих неисправностей. В этих условиях учащийся должен знать принцип действия приборов, построить план логических рассуждений, проанализировать их и сделать окончательный вывод по результатам контрольных измерений и проверок.
Мастер должен использовать данные уровни эффективности деятельности учащихся в своей практической деятельности. Они позволяют осуществлять дифференцированный подход к каждому учащемуся при контроле и оценке результатов обучения и служат основой для совершенствования организации процесса практического обучения и управления учебно-производственной деятельности учащихся.
Тема 3. МЕТОДИЧЕСКАЯ СИСТЕМА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ ПО КИПиА
Основным структурным компонентом методической системы производственного обучения являются учебные задания, в ходе которых учащиеся обращаются к учебнику [2] .
Учебные задания в соответствии с принятой классификацией [5] делятся на три группы: закрепление знаний и умений учащимися, овладение методами логического и творческого мышления, применение знаний (овладение умениями, отработка навыков).
Первая группа заданий направлена на первичное усвоение, т.е. осознанное восприятие и запоминание знаний. Репродуктивные задания включают повторяемые и вариативные упражнения, отдаленные от показанного, но сохраняющие явную для учащихся связь с ним.
Вторая группа предполагает творческие задания или проблемно-творческие задачи. Творческие задачи при самостоятельно-познавательной деятельности содержат определенную производственную ситуацию, при анализе которой мастер сам ставит проблему или ее выдвигают, учащиеся.
Примером таких заданий к теме "Приборы автоматического контроля температуры" могут являться следующие проблемные вопросы, побуждающие учащихся к самостоятельной мыслительной и творческой деятельности:
1. Проверить и убедиться в исправностях кинематических узлов автоматического электронного моста, его усилителя и электродвигателей, целостности предохранителя. Почему прибор не работает? Укажите возможные неисправности, в каких узлах они возникают.
2. Проверить и убедиться в исправностях всех параметров усилителя, электродвигателей, реохорда. Почему при подаче входного сигнала измерительная стрелка прибора не перемещается относительно шкалы? Попробуйте определить данную неисправность и составьте алгоритм ее устранения.
При решении подобных заданий учащийся выполняет отдельные познавательные действия по схеме системного анализа: выделение объекта анализа и целостных свойств объекта, рассечение объекта на уровни анализа (теоретического представления объекта, проектирование способов деятельности, предметные действия). Выполнение заданий требует от учащихся знания теоретических основ, что отражает собой системный анализ выделенного объекта (прибора, регулятора) и способы его практического использования в качестве ориентировочной основы профессиональной деятельности слесаря КИПиА.
Таким образом, группы заданий подразделяются на две подгруппы: стереотипные задания, предполагающие воспроизведение знаний, образцов деятельности; творческие задания, предназначенные для творческого приобретения и применения знаний, способов деятельности как практического, так и мыслительного характера.
Использование научных методов познания в учебном процессе приводит к выработке познавательных процедур описания, объяснения и преобразования, основанных соответственно на репродуктивной, репродуктивно-творческой и творческой деятельности учащихся.
Мастер должен учитывать, что педагогическое руководство развитием познавательной деятельности учащихся (ПДУ) должно строиться с учетом преемственности и усложнения видов занятий, т.е. перехода от репродуктивного к репродуктивно-творческому, а затем к творческому уровню.
В связи с этим в настоящей методике широко используются различные методы и организационные формы обучения: программированное и проблемное обучение, организация познания на основе межпредметных знаний, индивидуально-дифференцированное и коллективно-групповое обучение. В данной системе выдержаны линии усложнения: по содержанию, способам деятельности и степени самостоятельности.
Разработанный комплекс познавательно-воспитательных задач позволяет достигнуть нового уровня в обучении "мастер — учебник — учащийся" (развить у учащегося активность и заинтересованность).
Для проверки мастером эффективности сочетаний видов самостоятельных работ и привития умений и навыков у учащихся определены три уровня качества знаний и умений: высокий, средний и низкий.
Высокий уровень характеризуется способностью учащихся к многостороннему анализу заданий и умение выполнять их на продуктивно-творческом уровне; умением выделить существенные признаки теории предмета КИПиА; умением находить закономерные связи при диагностировании неисправностей и ремонте приборов; свободно использовать свои знания при решении учебно-познавательных задач по специальному предмету; повышенным интересом к самостоятельной работе.
Признаки среднего уровня - способность к анализу предметных знаний и умение выполнять их на репродуктивном уровне, способность к свертыванию информации по КИПиА; умение выделить существенные признаки теории предмета КИПиА и необходимые связи при диагностировании неисправностей и ремонте приборов; проявление интереса к самостоятельной работе.
Для низкого уровня качества знаний и умений характерно отсутствие четкого разграничения существенных и второстепенных признаков теории и ремонта приборов КИПиА, неумение четко сформулировать определенные понятия; слабо выраженное умение оперировать предметными и межпредметными знаниями при решении учебно-познавательных задач и диагностировании работоспособности приборов; неразвитая способность к мыслительным операциям; пассивное отношение к самостоятельной работе.
Мастер должен учитывать, что профессиональные знания по КИПиА являются сложными, опирающимися на физические явления, механику, электротехнику, электронику, автоматику и межпредметные связи. Поэтому важно на уроках производственного обучения создать творческую обстановку, поощрять ответы и правильные действия слабых учеников, специально создавать ситуации успеха при их опросе, привлекать таких учащихся в качестве помощников к показу приемов работы с приборами, к беседе в ходе обсуждения проблемных задач.
Такая обстановка на уроках исключает, "запугивание" слабых учащихся сложностью специальной дисциплины по КИПиА и его производственного обучения; у учащихся появляется интерес к специальному предмету и урокам производственного обучения, повышается успеваемость учебной группы за счет дифференцированного подхода к каждому учащемуся, возрастает познавательная активность учащихся.
Глава II. МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО ИЗУЧЕНИЮ ТЕМ ПРОГРАММЫ ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
ТЕМА 2.1 РЕМОНТ, СБОРКА И РЕГУЛИРОВАНИЕ ОПТИКО-МЕХАНИЧЕСКИХ ПРИБОРОВ
На данную тему программой отводится 138 часов.
Основная дидактическая задача при изучении темы - обучение учащихся способам сборки и центрирования оптических элементов, формирование умений и навыков при выполнении этих работ.
Основные учебные задачи, решаемые при изучении темы:
освоить подготовительные операции для промывки оптических и механических частей оптико-механических приборов;
- освоить методы промывки оптических деталей;
- получить практические навыки по сборке оптических деталей и узлов;
- получить практические навыки завальцовки линз в оправах;
- освоить центрирование линз "по блику".
Данная тема рассматривается как вспомогательная, используемая для ремонта и регулировки оптико-механических элементов отдельных типов газоанализаторов, флуориметров и других приборов.
Тему и ее занятия нельзя использовать однозначно для слесарей-механиков, юстировщиков и оптиков широкого профиля, имеющих свою программу спецтехнологии и производственного обучения.
Планирование изучения темы 2 по перспективно-тематическому плану
Подтема 1. Промывка оптических и механических частей приборов
Урок 1. Способы промывки деталей и элементов.
Урок 2. Практическая промывка деталей.
Подтема 2. Сборка оптических деталей и узлов.
Урок 3. Способы крепления оптических деталей.
Урок 4. Вальцовка оптических деталей в оправы.
Урок 5. Крепление оптических деталей резьбовым кольцом.
Подтема 3. Центрирование оптических блоков и линз.
Урок 6. Центрирование линз "по блику".
Урок 7. Центрирование по автоколлиматору.
Подтема 4. Проверочная работа.
Распределение времени уроков:
на инструктажи;
на тренировочные упражнения по подтемам;
на проверочные работы;
на производственную деятельность .
Учебно-технические пособия для мастеров и учащихся
1. Жарковский Б.И. Приборы автоматического контроля и регулирования. М., 1983 (см. гл. II; § 3 гл. XI).
2. Ефремов А.А. идр. Сборка оптических приборов. М., 1983 (см. гл. ХШ, XV, XVI).
3. Рисунки и таблицы данного пособия.
Подтема 1. Промывка оптических и механических частей приборов
Цель занятия — обучение учащихся методам промывки частей оптико-механических приборов, приобретение умений и навыков по механической или ультразвуковой промывке деталей приборов.
Наглядные пособия, инструмент, оборудование:
Вытяжной химический шкаф типа ШНЖ — 3-5 шт.; звуковой генератор (частота 10—40 кГц) — 1—2 шт; электропривод с малым захватывающим патроном — 1—2 шт.; рабочие ванны — 3—5 шт.; в соответствии с нормами, утвержденными пожарной инспекцией, бензин "Галоша" и Б-70, ацетон, бензол, трех- и четыреххлористый углерод, этиловый спирт, петролейный эфир; в зависимости от объема выполняемых работ: замша, ватные тампоны, ершики, различные пинцеты.
Методика проведения занятия
Занятие проводится в ремонтной или оптической лаборатории училища (мастерской) или базового предприятия. На вводном инструктаже мастер методом контрольных вопросов выясняет уровень подготовки учащихся
к уроку.
1. Какова цель промывки оптических и механических частей оптических приборов?
2. Перечислите основные способы промывки оптических деталей.
3. Какова последовательность промывки деталей?
4. После каких рабочих стадий производится обезжиривание оптических деталей?
5. Какие требования предъявляются к качеству обезжиривания деталей?
6. Какие требования предъявляются к рабочей поверхности инструмента?
7. Какие существуют способы обработки оптических деталей? Продолжая вводный инструктаж, мастер инструктирует учащихся
по правилам безопасности труда при работе с легковоспламеняющимися жидкостями, используемыми при операциях промывки.
Затем учащиеся знакомятся с конструкцией вытяжных шкафов типа ШНЖ, осваивают операции по их эксплуатации.
Мастер поясняет учебной группе, что весь процесс обезжиривания и промывки проводится по технологической карте, которая предписывает по стадиям время процесса, тип растворителя и необходимые операции обработки. В зависимости от типа операций и их назначения время промывки составляет от (Нескольких минут до одного часа.)
На текущем инструктаже (в ходе проведения технологических операций обезжиривания и промывки) мастер обращает внимание учащихся на протирку оптических деталей после промывки. Протирка производится специальной чистой салфеткой. Наличие следов жировых загрязнений и пыли на салфетке ухудшает качество оптических деталей — на них появляются жировые налеты и царапины. Операцию протирки оптических деталей необходимо производить после их промывки во влажном состоянии.
Непосредственный цикл обезжиривания проводят в зависимости от оснащения участка механическим или ультразвуковым методом промывки. При ультразвуковом методе все операции включения и отключения установки производит только мастер.
На заключительном инструктаже мастер анализирует допущенные учащимися ошибки и оценивает качество оптических деталей (у каждого учащегося) после выполнения данной операции.
В ходе заключительного инструктажа мастеру целесообразно поставить перед учебной группой ряд проблемно-поисковых задач, активизирующих учебно-познавательную деятельность учащихся.
1. Как изменяется качество растворителей в процессе обезжиривания оптических деталей?
2. Почему необходимо использовать несколько этапов обезжиривания?
3. Можно ли осуществить количественное определение жировых загрязнений расворителя на последнем этапе промывки?
После проведения практической части занятия учащиеся составляют письменный отсчет по выполненному заданию с описанием полного техно- . логического процесса, его этапов и затраченного времени. Работы учащихся проверяет мастер, а некоторые вопросы обсуждаются всей группой для обобщения материала.
Занятие соответствует третьему уровню обученности.
Подтема 2. Сборка оптических деталей и узлов.
Цель занятия — практическое обучение учащихся способам сборки оптических элементов.
Наглядные пособия, инструмент, оборудование: центрировочный патрон — 2—4 шт.; латунные и алюминиевые вальцовки — 4—6 шт.; роликовая головка- 1-2 шт.; один токарный станок.
Методика проведения занятия
Занятие проводится в специализированной оптической мастерской (или ремонтном участке), имеющей необходимые оборудование, инструмент и поверочные средства.
Мастер на вводном инструктаже должен остановиться на значении сборки и юстировки оптических узлов оптико-механических приборов в повышении качества этих приборов.
Основными способами крепления оптических деталей являются завальцовка, крепление резьбовыми соединениями (кольцами), а также приклеивание.
На первом этапе занятия, исходя из материальной базы участка, мастер должен показать учащимся один из способов вальцовки. При малых объемах вальцовочных операций вальцовка осуществляется специальной оправкой, выполненной из латуни или меди.
Мастер должен четко (по стадиям) показать учащимся последовательность рабочих операций завальцовки (рис. 1).

1. Оправа 2 продувается сжатым воздухом.
2. Оправа закрепляется в цанговый патрон 1.
3. При вращении оправы в станке индикатором 4 выверяется отсутствие ее биения.
4. В соответствии с чертежом устанавливаются требуемые линзы.
5. Во избежании выпадания линз при закатке на внутреннюю поверхность оправы у торца наносится тонкий слой воска.
6. Оправка 6 подводится к буртику оптической оправы с требуемым усилием и при вращении цангового патрона производится обкатывание наружной поверхности оправы.
Мастер должен объяснить учащимся, что все операции выполняются в строгом соответствии с заданными чертежами.
При серийном производстве завальцовка оптических деталей выполняется механизированно на специальных станках, снабженных роликовыми сменными головками.
Усилие, необходимое при обкатывании, определяется установкой пружины, имеющей определенную жесткость.
Мастер должен обратить внимание учащихся на то, что при необходимости герметизации оправы под ее буртик наносится уплотняющая замазка типа "Герметик УТ-34".
Более совершенным является ультразвуковой способ, позволяющий значительно увеличить производительность и качество завальцовки.
Для учащихся необходимо отметить ряд недостатков ручной завальцовки: образование неразъемного (жесткого) соединения, невозможность повторного центрирования оптических деталей в оправе, образование неравномерных напряжений в оптических деталях, влияющих на качество изображения.
После вводного инструктажа учащиеся группами (из двух-трех человек) выполняют репродуктивное упражнение по завальцовке оптических деталей.
В ходе текущего инструктажа мастер (при обходе рабочих мест) обнаруживает и устраняет допущенные ошибки учащихся. При неудовлетворительном выполнении отдельных операций учащиеся производят их под непосредственным контролем мастера.
После выполнения завальцовки на наружной поверхности буртика остается (в результате контакта с роликами или вальцовкой) блестящая поверхность, которую требуется зачернить фасочной матовой эмалью.
Типичные ошибки учащихся при выполнении завальцовки оптических деталей в оправу приведены в табл. 4.
Говоря о креплении оптических деталей в оправе с помощью резьбовых колец, мастер отмечает и демонстрирует преимущества данного способа крепления: разборность соединения, возможность более качественного центрирования и фокусировки систем линз и объективов. Данный способ имеет три варианта крепления оптических элементов в оправах: резьбовое кольцо со стопорным винтом, резьбовое кольцо с пружинящим кольцом, пружинящее проволочное разрезное кольцо.
Для установки резьбовых колец в оправы или объективы учащимся необходимо выполнить ряд последовательных действий.

1. Произвести чистку внутренней поверхности оправы.
2. Протереть поверхности линз и резьбового кольца.
3. Установить лянзы в требуемые посадочные отверстия.
4. Выполнить требуемые условия герметизации.
5. Установить и закрепить специальным ключом резьбовые или разрезные кольца.
Перед выполнением учащимися данного способа крепления оптических элементов мастер должен дополнительно проинструктировать их о значении правильного выполнения всех операций для получения высокого качества изделия. Значительные физические усилия при заворачивании резьбовых колец могут вызвать сколы и трещины линз. Использование нештатного инструмента приводит к нарушению шлицев резьбовых колец и царапинам линз.
Мастер (в процессе показа рабочих приемов) должен обратить внимание на то, что шлицевые соединения имеют очень мелкую резьбу, которая при неправильной установке кольца может быть нарушена (сорвана).
На заключительном инструктаже мастер подводит итог выполнения двух этапов занятия: всей учебной группой обсуждаются и анализируются основные ошибки при выполнении работы, оценивается практическое выполнение работ.
Целесообразно перед учебной группой поставить ряд проверочных вопросов.
1. Какие преимущества имеет завальцовка роликовой головкой?
2. Какие недостатки имеет ручная завальцовка?
3. Когда применяется крепление оптических элементов пружинящим проволочным кольцом?
4. В каких оптических системах применяется крепление резьбовым кольцом?
5. Перечислите основные недостатки ручной и механизированной завальцовки оптических систем.
Подводя итог занятия, мастер выставляет оценки учащимся в дневники. Занятие соответствует третьему-четвертому уровням обученности.
"Задание для самостоятельной работы к подтеме 3
1. Изучить ремонт оптико-механических приборов (см. [ 2], § 3 гл. XI, с. 221-222).
2. Какое значение имеет центрирование оптических систем приборов?
3. Какие существуют способы центрирования?
4. В чем заключается юстировка оптических приборов?
Подтема 3. Центрирование оптических блоков и линз
Цель занятия — практическое обучение учащихся способам центрирования оптических систем.
Инструмент и оборудование: малый токарный станок -- 2-3 шт.; проверяемая оптическая система - 8-10 комплектов; микроскоп -2—3 шт.; источник света — 2—3 шт.
Методика проведения занятия
На вводном инструктаже мастер должен объяснить значение центрирования оптических систем для повышения качества оптических приборов.
Асимметрия оптических компонентов в оправе приводит к нарушению основных технических параметров приборов: оптической оси, качества изображения (допустимые аберрации) и тд.
Центрированием оптических элементов в оправе называется совмещение оптической оси линзовых блоков с геометрической осью вращения оправы.
Основными способами центрирования оптических деталей и блоков в оправах является центрирование по "блику" и автоколлиматору.
Центрирование по "блику" заключается в том, что при вращении оправы с линзами в станке рассматривается "биение" изображения источника освещения (нити лампочки), направленного к внешней поверхности линзы. При этом производят такую настройку положения линз, когда "биение" изображения лампы отсутствует. Затем осуществляют завальцовку линз.
Мастер переходит непосредственно к показу способа центрирования по "блику" (рис. 2).
Н а каждом рабочем сборочном месте мастер устанавливает и закрепляет оправу 1 в патрон 4 малого токарного станка и с помощью тонкого воскового покрытия вставляет в оправу линзу 2. Затем включает лампочку 3, установленную на штативе для подсветки линзы, и р зависимости от наличия проецирующей техники либо показывает всей группе "биение" изображения нити лампочки на специальном экране, либо группа учащихся (из пяти — семи человек) рассматривает эти "биения" на своем рабочем месте через микроскоп или невооруженным глазом.
а каждом рабочем сборочном месте мастер устанавливает и закрепляет оправу 1 в патрон 4 малого токарного станка и с помощью тонкого воскового покрытия вставляет в оправу линзу 2. Затем включает лампочку 3, установленную на штативе для подсветки линзы, и р зависимости от наличия проецирующей техники либо показывает всей группе "биение" изображения нити лампочки на специальном экране, либо группа учащихся (из пяти — семи человек) рассматривает эти "биения" на своем рабочем месте через микроскоп или невооруженным глазом.
После того как учащиеся обнаружили заметное "биение", мастер начинает их плавно устранять смещением линзы в направлении, перпендикулярном оси вращения оправы, до полной неподвижности источника света. В таком правильном положении линзы производится ее завальцовка в буртик оправы (см. подтему 2).
Вследствие нежесткой фиксации при центрировании линза (при завальцовке) может смещаться в пределе 0,01 мм. Такой недостаток присущ данному методу центрирования.
После показа мастером рабочих приемов учащиеся выполняют репродуктивное задание самостоятельно.
В ходе текущего инструктажа мастер должен обратить внимание учащихся на предельную аккуратность выполнения центрирования, так как большие перемещения линз в направлении, перпендикулярном оси вращения оправы, приводят к большим "биениям" источника света. При выполнении центрирования нельзя загрязнять поверхность линзы, прикасаться к ней руками и оставлять масляные пятна.
На заключительном инструктаже мастер должен останавливаться на допущенных учащимися ошибках, произвести групповой разбор выполненных работ и оценить работу каждого учащегося.
В качестве дополнительной информации мастер должен пояснить учащимся метод центрирования оптических деталей по автоколлиматору. Этот метод позволяет достичь высокой точности центрирования (погрешность 3—5 мкм), однако он имеет высокую трудоемкость и требует' сложной остнастки. Его применяют в основном при серийном производстве. Вначале линзу завальцовывают любым способом. Затем известные "биения" источника света устраняются смещением оправы с линзой относительно вращения шпинделя станка. После этого протачивают цилиндрическую поверхность оправы и ее торцовые поверхности: устанавливается центрирование поверхности оправы относительно оптической оси линзы.
Линзу в оправе устанавливают в специальный патрон, позволяющий смещать ее и разворачивать в различных направлениях. На задней бабке станка закрепляют автоколлимационную трубку.
При перемещении задней бабки станка с автоколлиматором настраивают совмещение центров кривизны линз в оправе и автоколлиматоре. При этом в окуляре автоколлиматора просматривается резкое изображение. Затем регулируют положение подвижного патрона до тех пор, пока в поле зрения автоколлиматора не исчезнет "биение" изображения, т.е. центр кривизны-линзы совпадает с осью шпинделя.
Подтема 4. Проверочная работа
Цель проверочных работ - контроль качества приобретенных знаний, умений и навыков по подтемам 1—3.
В ходе данных работ учащиеся должны уметь Определять качество оптических узлов, деталей и оптических элементов. 'Показать навыки в сборке оптических элементов, их центрировании и завальцовке.
Проверочные работы мастер подготавливает из учета специфики предприятия, использующего или выпускающего оптико-механические приборы.
В ходе данных работ учащиеся должны ответить на ряд контрольных вопросов по всей пройденной теме.
1. Назовите основные растворители, используемые для промывки оптических деталей.
2. Какие существуют способы промывки оптических деталей?
3. Назовите операции, применяемые при сборке оптических узлов и деталей.
4. Какие существуют способы завальцовки линз в оправы?
5. Какой способ завальцовки имеет максимальную точность?
6. В чем заключается центрирование линз по "блику"?
Государственное бюджетное профессиональное
образовательное учреждение
«Тверской политехнический колледж»
Методическая разработка занятий учебной практики
Для профессии 15.01.20 «Слесарь по контрольно-измерительным приборам и автоматике»
ПМ.03. «Сборка, ремонт, регулировка контрольно-измерительных приборов и систем автоматики»
ТЕМА3.1 «Ремонт средств автоматики»
Разработал мастер п/о
Шаповалова Н.П.
Тверь 2018
ТЕМА 3. РЕМОНТ И НАЛАДКА СРЕДСТВ АВТОМАТИКИ
На данную тему программой отводится 42 часов.
Основная дидактическая задача при изучении темы - формирование производственных умений и навыков по ремонту различных элементов автоматического контроля и регулирования, освоение навыков по анализу своих действий, умение использовать технические характеристики и табличные данные учебника [ 2], заводских инструкций и т.п.
Данная тема является наиболее сложной, требующей от учащихся хорошего уровня теоретических знаний по спецтехнологии КИПиА и прочных умений и навыков, полученных на производственном обучении по предыдущим темам.
Основные учебные задачи, решаемые при изучении темы:
- разборка и чистка контактных групп электромеханических реле;
- настройка срабатывания реле и его контактных групп;
- ремонт датчиков давления, напора и температуры типов ТР-200, ТРДЭ, ДН, ДД, ДТ;
- проверка работоспособности и настройка электронного блока регулятора РПИБ;
- проверка и настройка измерительного блока регулятора РПИБ;
- определение основных неисправностей электронного регулятора РПИБ;
- проверка чувствительности пневматических регуляторов;
- устранение основных неисправностей и наладка пневматических регуляторов;
- ремонт пневматических клапанов;
- ремонт и наладка электрических исполнительных механизмов.
Планирование изучения темы 9 по перспективно-тематическому плану
Подтема 1. Ремонт электромеханических реле и логических схем.
Урок 1. Ремонт и настройка реле.
Урок 2. Ремонт логических схем.
Подтема 2. Ремонт и наладка элементов автоматики.
Урок 3. Ремонт и наладка температурных датчиков.
Урок 4. Ремонт и наладка датчиков давления, напора и уровня.
Подтема 3. Ремонт и наладка электронных регуляторов.
Урок 5. Проверка и настройка работоспособности электронного блока регулятора.
Урок 6. Проверка измерительного блока.
Урок 7. Полная сборка электрической схемы и наладка регулятора.
Подтема 4. Ремонт и наладка пневматических регуляторов.
Урок 8. Проверка чувствительности и работоспособности пневматического регулятора.
Урок 9. Настройка пропорциональности и выбор времени изодрома регулятора.
Урок 10. Ремонт элементов регулятора.
П о д т е м а 5. Ремонт и наладка исполнительных механизмов автоматических систем.
Урок 11. Ремонт и наладка пневматических клапанов.
Урок 12. Ремонт и наладка электрических исполнительных механизмов.
Подтема 6. "Техническая игра" и проверочные работы
Распределение времени уроков:
на инструктаж (каждый по 1 часу) ;
на тренировочные упражнения для уроков
на проверочные работы;
на производственную деятельность по под темам.
Учебно-технические пособия для мастеров и учащихся
1. Жарковский Б.И. Приборы автоматического контроля и регулирования. М„ 1983 (см. гл. 1Х-Х1).
2. Клюев А.С. и др. Наладка приборов и устройств технологического
контроля. М., 1976 (см. разд. 5).
3. Таблицы данного пособия.
4. Диафильмы "Датчики в системах автоматики", ч. 1; "Реле", ч. 1,2; "Устройство и ремонт приборов КИПиА", ч. 1, 2.
5. Изучаемые и ремонтируемые элементы автоматического контроля
и регулирования.
Подтема 1. Ремонт электромеханических реле и логических схем Цель занятия - практическое изучение конструкций и устройств реле и логических схем, формирование производственных умений и навыков по ремонту реле и логических схем.
Основная дидактическая задача - научить учащихся определять неисправности реле и логических схем, производить их ремонт рациональными методами, правильно пользоваться контрольными приборами.
Наглядные пособия, приборы, инструмент: реле электрические промежуточные и реле времени различных типов (ПЭ-6, РПУ, РВ-133, ЭВ) — 15-20 шт.; логические элементы типов ЭЛМ-50, ЭЛМ400, ЭТ-Л01, Т-102, Т-106 - 15-20 шт.; электрические схемы логических элементов; диафильм "Реле", с. 2; комбинированный электроизмерительный прибор типов Ц435, Ц-412, Ц-56 - 5 шт.; мост сопротивления типов МО, МВУ49 -5 шт.; испытатель транзисторов любого типа - 1-2 шт.; электрический . секундомер - 1-2 шт.; резисторы различных типов и номиналов в соответствии с типами ремонтируемых логических схем - 5-10 комплектов каждого; конденсаторы, транзисторы; электрический паяльник напряжением 36 В, мощностью 10-15 Вт - 5 шт.; пассатижи-утконосы длиной 150 мм - 10-12 шт.; пинцет - 5-10 шт.; канифоль - 50 г; олово - 50 г.
Методика проведения занятия
На вводном инструктаже мастер выясняет уровень знаний у учащихся
по заданной теме с помощью контрольных вопросов.
1. Какое назначение имеют реле и логические схемы?
2. Какое устройство имеет промежуточное реле типа ПЭ-6?
3. На какие типы по принципу действия подразделяются реле?
4. Назовите основные характеристики электромагнитных реле.
5. Какую конструктивную особенность имеют реле переменного тока
и поляризованные реле?
6. Как реализуется на реле и диодах логические схемы "И", "НЕ",
"ИЛИ"?
Далее мастер должен объяснить цель занятия и порядок его выполнения.
Для выполнения задания необходимо:
1) изучить конструкцию представленных электромагнитных реле различных типов;
2) определить число контактных групп реле; .
3) указать тип реле и его основные паспортные данные: разрывную мощность контактов, сечение обмотки, количество витков и напряжение;
4) освоить навыки по ремонту и регулированию реле;
5) освоить методы проверки и ремонта логических схем.
Учащиеся самостоятельно выполняют п. 1-3 задания, знакомятся с устройством и принципом Действия реле.
Затем мастер предлагает учащимся (для выполнения второй части задания) использовать материал учебника [2], § 10 гл. XI и самостоятельно составить алгоритм ремонтных операций по замене и ремонту контактных групп. После обсуждения и уточнения разработанных алгоритмов всей учебной группой формируется требуемый алгоритм (табл. 39).

На одном или нескольких типах реле мастер показывает все указанные ремонтные операции, затем учащиеся самостоятельно выполняют работу на различных реле, расположенных на монтажных столах.
В ходе текущего инструктажа мастер должен обратить внимание учащихся на две особенности ремонтных операций, где учащиеся часто допускают ошибки:
1) чистку контактных групп производят только щеточкой или замшей, смоченной в спирте или бензине. Применять для этой цели надфили или другой инструмент запрещается во избежание порчи контактов;
2) регулирование положения контактных групп выполняют пинцетом или "утконосами" только за счет настройки упорных держателей (сами контактные группы подгибать нельзя).
Для проверки и ремонта логической схемы мастер должен объяснить учащимся ее назначение и работу электронной схемы. Учащимся предлагается по учебнику [ 2], § 5 гл. X, разобрать требуемые логические операции "НЕ", "И", "ИЛИ" и составить алгоритмы проверки электрической схемы.
После проверки, обсуждения и уточнения алгоритма всей группой
учащиеся (под контролем мастера) проверяют элементы схемы с помощью приборов, рекомендуемых в пособии для данной темы.
Учащиеся уже должны иметь хороший навык работы с данными приборами, так как они использовали их в работах по темам 4—8. Элементы, вышедшие из строя, подлежат замене, а логическая схема затем опробуется под наблюдением мастера при включенном блоке питания: прибором с большим входным сопротивлением проверяются напряжения входных и выходных сигналов в соответствии с паспортными данными логической схемы.
На заключительном инструктаже мастер с группой проводит разбор выполненного задания, оценивает работу каждого учащегося, отмечает отдельные недостатки, дает необходимые советы и указания.
Занятие соответствует третьему - четвертому уровням обученности. 'Учащиеся практически осваивают ремонтные операции, приобретают необходимые умения и навыки при ремонте реле и логических схем, решают задачи производственного характера, составляют необходимые алгоритмы ремонтных операций.
Задание для самостоятельной работы к подтеме 2
1. Изучить технологические сигнализаторы температуры, сигнализаторы давления, сигнализаторы потока и протока, ремонт элементов автоматики (см. [ 2], § 8 гл. IV; § 7 гл. V; § 9 гл. VI; § 10 гл. XI).
2. На каком принципе работают дилатометрические сигнализаторы
температуры?
3. Перечислите основные неисправности манометрических реле-датчиков.
4. Перечислите основные неисправности поплавковых реле уровня.
Подтема 2. Ремонт и наладка элементов автоматики
Цель занятия - практическое изучение конструкций и устройств элементов автоматики (дилатометрических, манометрических и поплавковых реле-датчиков) ; формирование умений и навыков по их ремонту.
Основная дидактическая задача - научить учащихся определять неисправности реле-датчиков и выполнять необходимый ремонт.
Наглядные пособия, приборы, инструмент: дилатометрические реле типа ТР-200 — 5 шт.; манометрические реле-датчики типов ДН, ДТ, ДД — 5 шт.; поплавковые реле уровня типа СУ-1, РП-40, РУС-1 — 5 шт.; диафильмы "Датчики в системах автоматики", ч. 1; комбинированный прибор типов Ц435, Ц-56 - 3-5 шт.; омметр типа МВУ49 - 2-3 шт.; электрический паяльник напряжением 36 В, мощностью 10—15 Вт - 5 шт.; пассатижи-утконосы длиной 150 мм - 5 шт.; пинцет - 5 шт.
Методика проведения занятия
Различные типы элементов автоматики - температурного режима, давления, уровня, расхода, перепада давления - были уже рассмотрены учащимися в соответствующих темах. Задача данного занятия — раскрыть перед учащимися особенности конструкции, ремонта и наладки дилатометрических, манометрических и поплавковых реле-датчиков.
На вводном инструктаже мастер разбирает с учащимися содержание письменного задания и объясняет порядок его выполнения.
1. Описать конструкцию и принцип действия дилатометрического температурного реле типов ТР-200, ТРДЭ.
2. Составить кинематическую схему реле уровня типа РП-40.
3. Пояснить принцип действия датчика давления или напора типа ДД или ДН.
Учащиеся для письменных ответов используют материал, заданный на предыдущем занятий для самостоятельной домашней подготовки, а также наглядные пособия — датчики типов ТР-200, ДД, ДН, СУ-1, РП40, расположенные на слесарно-монтажных столах.
Затем мастер должен выяснить подготовленность учащихся к данному занятию. Учащиеся должны знать, что температурный датчик дилатометрического типа используют в диапазоне температуры до 200° С и работает он на принципе изменения линейных размеров датчика от температуры его нагрева, т.е. lt=l0(1+at), где l0 — линейные размеры датчика при температуре t = 20°С; а - коэффициент, а = 1/273; t- разность температур.
Эта формула уже знакома учащимся из курса физики и спецтехнологии КИПиА. Коэффициент линейного расширения, а является постоянной величиной, а изменение длины дилатометрического датчика является функцией изменения температуры его нагрева.
Сильфонные и мембранные датчики давления и напора типов ДД, ДН, ДТ в качестве чувствительных элементов давления имеют сильфон или соответственно эластичную мембрану, выполненную из прорезиненной ткани. Противодействующим элементом в конструкциях этих датчиков используется пружина - задатчик. При повышении давления контролируемой среды (жидкости, газа и т.п.) сильфон или мембрана деформируется, преодолевает усилие пружины - задатчика и толкателем переключает микровыключатель, используемый для автоматической сигнализации заданного значения давления.
Поплавковые и буйковые реле уровня работают на принципе использования выталкивающей силы, действующей на погруженное в жидкость тело (закон Архимеда). Сигнализаторы данной группы являются наиболее простыми датчиками.
Для выполнения второй части занятия – ремонта реле – датчиков данной группы – мастер предлагает учащимся самостоятельно разобраться по материалу учебника [2], п. 10 гл. 9, с последовательностью ремонтных операций и составить соответствующие алгоритмы.
После разбора, обсуждения алгоритмов всей учебной группой, соответствующих добавлений и корректировок мастера окончательно принимается требуемый алгоритм.
Затем мастер на каждом слесарно-монтажном столе (на трех – четырех учащихся) демонстрирует особенности ремонта датчиков и отдельные сложные операции (табл. 40).


На заключительном инструктаже мастер ставит перед учащимися проблемные вопросы на развитие творческой учебно-познавательной деятельности учащихся, применение их теоретических и практических знаний в нестандартной ситуации.
1. Вы проверили и убедились в исправности контактной группы дилатометрического сигнализатора температуры типа ТРДЭ, однако при его нагреве до заданной температуры прибор не срабатывает. Укажите возможные варианты неисправности реле.
Ответ. При заданной характеристике реле типа ТРДЭ в нем могут быть следующие неисправности: деформация трубки датчика; деформация рычага датчика; обрыв пружинки датчика.
Все указанные неисправности не позволяют зафиксировать изменение линейных размеров чувствительного элемента.
2. Вы устранили разгерметизацию манометрического датчика типов ДН, ДД, ДТ. Микропереключатель сигнала исправен, но при подаче необходимого давления (или разрежения) прибор не выдает сигнала. Укажите возможные варианты неисправностей.
Ответ. При заданной характеристике датчиков типов ДН, ДД или ДТ возможны следующие неисправности: "затирание" штока переключателя о корпус датчика; утечка воздуха через штуцер датчика или импульсную трубку.
Если некоторые учащиеся испытывают затруднения в ответах на данные вопросы, им необходимо вернуться к повторению материала учебника [ 2], с. 76, 102, 132.
Необходимым условием успешной работы учащихся на заключительном инструктаже является вовлечение всей группы в обсуждение вариантов ответов.
Занятие соответствует третьему - четвертому уровням обученности.
Задание для самостоятельной работы к подтеме 3
1. Повторить устройство электронного регулятора типа РПИБ (см. [2],§ 5 гл. IX).
2. На каком принципе работает измерительный блок регулятора (см.[2], рис. 169)?
3. Как подключаются датчики к измерительному блоку?
4. На какие зажимы измерительного блока подключается задатчик?
Подтема 3. Ремонт и наладка электронных регуляторов
Цель занятия - практическое изучение устройства и регулирования электронного бесконтактного регулятора типа РПИБ, формирование производственных умений и навыков по ремонту регулятора.
Наглядные пособия, приборы, инструмент: электронный регулятор типа РПИБ - 5-6 шт.; цифровой или ламповый вольтметр - 2 шт.; тестер типов Ц-54, Ц-413 - 2-3 шт.; диафильм "Устройство и ремонт приборов КИПиА", ч. 2; в соответствии с электрической схемой электронных регуляторов типа РПИБ или Р-25 резисторы, конденсаторы, транзисторы; электрический паяльник напряжением 36 В, мощностью 10-15 Вт - 4—5 шт.; пассатижи-утконосы длиной 150 мм — 10—12 шт.; пинцет длиной 250 мм — 6—8 шт.; канифоль — 50 г, олово — 50 г.
Методика проведения занятия
Мастер объясняет учащимся цель занятия и порядок выполнения задания.
1. Собрать электрическую схему для проверки работоспособности
электронного блока регулятора типа РПИБ.
2. Проверить балансировку схемы с помощью "Корректора" Кб.
3. Собрать электрическую схему для проверки измерительного блока
регулятора.
4. Определить коэффициент усиления измерительного блока.
В начале занятия мастер проверяет уровень теоретической подготовки учащихся по данной сложной теме (в соответствии с объемом заданной самостоятельной домашней подготовки).
Для более эффективного усвоения учащимися назначения и устройства электронных регуляторов мастер должен представить его блок-схему (табл. 41) и пояснить назначение каждого элемента. Затем мастер предлагает учащимся ряд вопросов: 1. Поясните, где устанавливается и на какие зажимы регулятора подключается датчик температуры (для ответа использовать учебник [2], рис. 169).

2. Какова роль задатчика температуры и на какие зажимы измерительного блока он подключается? (использовать учебник [ 2], рис. 170.)
3. Каково назначение электронного блока и его основные элементы?
4. Чем осуществляется реверсивное управление исполнительным механизмом (ИМ) для его открытия и закрытия?
Все вопросы направлены на развитие творческого подхода учащихся к данной теме, стимулирования активно-познавательного уровня их знаний.
При обсуждении этих вопросов мастер должен добиться высокой активности работы всех учащихся — вопросы должны найти правильно аргументированные ответы непосредственно силами всей группы.
В ходе вводного инструктажа (после успешных ответов учащихся на заданные вопросы) мастер показывает фрагменты диафильма "Устройство и ремонт приборов КИПиА", ч. 2, останавливаясь на устройстве и ремонте электронных регуляторов.
Затем мастер предлагает каждой группе учащихся (три - пять человек) занять место за своим слесарно-монтажным столом, где установлен комплект электронного регулятора РПИБ (Р-25) и, пользуясь учебником [2], с, 191-194 и рис. 169-171, составить алгоритм операций проверки и выполнить самостоятельное задание (табл. 42).
Учащиеся, разобравшись в электрической схеме (см. [2], рис. 169) и составив алгоритм, приступают к сборке электрической схемы. Мастер (после произведенных учащимися подключений и установки необходимых перемычек) проверяет схемы и разрешает старшему в группе подать напряжение на регулятор - включить автомат питания.
Под наблюдением мастера после прогрева схемы (3—4 мин) учащиеся согласно разработанному ими алгоритму плавным вращением потенциометра "Корректор" Кб добиваются балансировки электронного блока - лампы "Больше" (ЛБ) и "Меньше" (ЛМ). При этом "Нечувствительность корректора" должна быть не более 0,8 большего деления его шкалы.
Если блок не балансируется, надо снять соответствующие перемычки 3—4 или 5—6; невыполнение балансировки после этих мероприятий указывает на характерную неисправность электронного блока - требуется сменить двойной триод 777 и повторить балансировку.
Готовясь к выполнению второй части задания (п. 3, 4), учащиеся собирают требуемую схему регулятора (см. [2], рис. 170) и действуют по разработанному ими алгоритму.
1. Подключают на зажимы 21-22 напряжение 220 В.
2. Подключают задатчик на зажимы 28-29-30.
3. Все ручки потенциометров устанавливают на "нуль".
4. Потенциометр "Чувствительность задатчика" К85 устанавливают в положение.
5. Задатчик устанавливают в среднее положение.
Мастер (после произведенных учащимися подключений) разрешает старшему в группе подать напряжение на схему.
Под наблюдением мастера учащиеся проводят измерение требуемого напряжения (6 ± 0,5) В на зажимах 31-32, 32-33, 33-35, 37-38, 38-39, 39-36; определяют коэффициент усиления измерительного блока (см'. [2], с. 267). Для этого на "Вход усилителя" (зажимы Д-Е) подключают милливольтметр переменного тока, а на "Выход усилителя" - ламповый или цифровой вольтметр постоянного тока. Земляные выводы вольтметров заземляют.
Ручкой "Корректора" R80 учащиеся подают на вход сигнал Uвх = 50 мВ и на выходе усилителя измеряют усиленное напряжение Uвых.
Соотношение напряжений должно отвечать условию: где Uвых=к Uвх , где к- коэффициент усиления, к = 45/ 60.
В ходе текущего инструктажа мастер должен разобрать с учащимися основные неисправности электронных регуляторов и способы их устранения (табл. 43).


На заключительном инструктаже мастер проверяет качество выполненных работ, правильность и логичность выбранных учащимися алгоритмов по проверке работоспособности основных блоков электронного бесконтактного регулятора типа РПИБ, правильность пользования измерительными приборами и произведенных измерений и выставляет оценки в дневники.
Занятие соответствует третьему-четвертому уровням обученности.
Задание для самостоятельной работы к подтеме 4
1. Изучить пневматические регуляторы и ремонт автоматических регуляторов (см. [2], § 4 гл. 1Х;§11 гл. XI).
2. Какие основные элементы содержит пневматический регулятор типа МТ-711 р?
3. Как на регуляторе выставляется "задание".
4. Какой предел имеет шкала предела пропорциональности регулирования?
5. Как выставляется на регуляторе время изодрома?
Подтема 4. Ремонт и наладка пневматических регуляторов Цель занятия - практическое изучение устройства и ремонта настройки пневматических регуляторов типов МТС-711 р,ПРЗ-21, формирование производственных умений и навыков по ремонту пневморегуляторов. Наглядные пособия, приборы: пневматический регулятор типа МТС-711 р или ПРЗ-21 -- 5-шт.; источник регулируемого давления 0-0,14 МПа (0-1,4 кгс/см2) - 5-6 комплектов.
Методика проведения занятия
Методика проведения занятия подобна методике, приведенной в подтеме 3.
Ниже рассмотрим только основные особенности проведения занятия.
Определение чувствительности и работоспособности регулятора учащиеся производят После работы над материалом учебника [2] (по заданию мастера).
Для выполнения этого задания учащиеся:
подключают пневматический регулятор, установленный на стенде, к источнику питания воздуха и измеряют давление;
перемещая задатчик относительно измерительной стрелки регулятора в сторону "Больше" и "Меньше", следят за соответствующим пропорциональным изменением давления на выходе регулятора (при установке на регуляторе пропорциональности, равной 20—30%);
отсутствие изменения давления на выходе регулятора свидетельствует о неисправности пневмореле или "сопла-заслонки";
устранение данных неисправностей выполняется согласно рис. 83, 86, с. 267-268 учебника [ 2].
Мастер (в ходе текущего инструктажа) должен показать учащимся рабочие приемы по устранению данных неисправностей: чистку дросселя пневмореле; проверку клапанов пневмореле; разборку пневмореле; настройку положения "сопло — заслонка", а затем предварительную настройку регулятора; выбор предела пропорциональности и времени изодрома; установку положения датчика; настройку давления питания.
После этого учащиеся самостоятельно отрабатывают данные рабочие приемы.
При проведении ремонтных работ на пневматическом регуляторе типа РПЗ-21 и элементах УСЭППА учащиеся должны самостоятельно на уроке проработать материал учебника [2], с. 269-271, и составить алгоритмы ремонтных операций.
Затем мастер показывает рабочие приемы при ремонте данных регуляторов, а учащиеся воспроизводят его действия.
Мастер (в ходе текущего инструктажа) должен сказать учащимся, что все операции, связанные с ремонтом данных типов регуляторов, должны производиться аккуратно, без значительных физических усилий, которые могут вызвать деформацию или полную поломку деталей регуляторов.
На заключительном инструктаже мастер проверяет выполненное задание, качество выполнения отдельных операций и ремонта прибора в целом;
разбирает характерные ошибки, допущенные учащимися в ходе работы Занятие соответствует четвертому уровню обученное.
Подтема 5. Ремонт и наладка исполнительных механизмов автоматических систем
Цель занятия - практическое изучение устройства, ремонта и настройки пневматических и электрических механизмов; формирование производственных умений и навыков при ремонте механизмов.
Наглядные пособия, инструмент: пневмоклапан типа МИМ - 4-5 шт.; электрический исполнительный механизм типов ДР, ПР, КДУ - 4-5 шт.; комбинированный электроизмерительный прибор Ц-56, Ц412, Ц-435 -1-2 шт.; гаечные ключи 8x10, 12x14, 17x19 мм - 2-3 комплекта; тиски (средние) - 3-4 шт.; пассатижи с диэлектрическим покрытием длиной 150 мм - 2-3 шт.; отвертки длиной 250, 150 мм - 3 комплекта. Методика проведения занятия
Занятие проводится на слесарно-монтажных столах, на которых установлены соответствующие типы исполнительных механизмов.
Мастер (в целях увязки теории и практики) вводный инструктаж .начинает беседой с учащимися по материалу, изученному на уроках спецтехнологии по данной теме. При этом вопросы к учащимся могут быть следующие.
1. Поясните назначение исполнительных механизмов.
2. Какие типы исполнительных механизмов вы знаете?
3. Назовите основные узлы пневмоклапана.
4. Какую конструктивную особенность имеет двухседельчатый пневмоклапан?
5. Какие основные элементы имеют исполнительные механизмы типов ПР.ДР.КДУ?
Путем такой беседы мастер убеждается в наличии знаний у учащихся, при необходимости уточнений и добавлений мастер прибегает к помощи всей группы.
Подводя итог беседы, мастер должен сделать следующее заключение:
1) пневмоклапаны, как правило, работают совместно с пневматическим регулятором, их выходное пневматическое давление изменяет степень открытия (или закрытия) клапана;
2) электрические исполнительные механизмы работают совместно с электрическими регуляторами, выходной сигнал которых осуществляет изменение степени открытия привода;
3) для управления пневмоклапана требуется давление воздуха (команды) в пределах 0,02-0,1 МПа (0,2-1 кгс/см2), поступающего от пневматического регулятора.
На первом этапе занятия учащиеся совместно с мастером на своих стендах подключают пневмоклапан к источнику регулируемого давления (один стенд на три-четыре человека).
При регулировании давления воздуха, поступающего на вход клапана (мембрану) в пределах от 0,02 до 0,1 МПа, учащиеся определяют ход его штока (степень открытия клапана). Они убеждаются в том, что степень открытия клапана зависит от величины давления воздуха, поступающего на его мембрану.
В ходе текущего инструктажа мастер информирует учащихся об основных неисправностях пневмоклапанов: затирании плунжера, увеличении нерегулируемой протечки газа (жидкости) , неисправности хода штока, плохой работе клапана.
Мастер дает учебной группе самостоятельную классную работу по разборке учебного материала, ремонту пневмоклапанов с составлением алгоритма его разборки. Только после обсуждения и корректировки данного алгоритма силами учащихся они (под контролем мастера) приступают к самостоятельной разборке пневмоклапана.
Изучая подтему 5 с учащимися, мастер показывает рабочие приемы ремонта и устранения неисправностей пневмоклапанов (табл. 45). Рабочие приемы по притирке клапана для учащихся являются новыми, поэтому надо показать учащимся последовательность притирки. Сначала корпус клапана закрепляют в тисках. Затем на поверхности "седло — затвор" наносят шлифовальную массу (смесь тонкого помола кварцевого песка с глицерином). Шток удерживается в вертикальном положении с нажатием' вниз и одновременно вращением с помощью воротка на угол 60-90°. После шести - восьми вращений шток разворачивают на 180° и повторно выполняют притирку. Притирку производят до полного устранения задиров и царапин.

После показа мастером рабочих приемов учащиеся самостоятельно воспроизводят их. Мастер (при целевых обходах рабочих мест) контролирует их действия, указывает недостатки и дает соответствующие установки.
На втором этапе занятия учащиеся осваивают устройство и ремонт электрических исполнительных механизмов (типов ПР, ДР, КДУ). Мастер (на вводном инструктаже) после ответов учащихся на вопросы должен обратить внимание учащихся на то, что любой электрический исполнительный механизм имеет три основных узла: электрический двигатель; силовой редуктор; конечные выключатели, разрывающие цепь управления двигателем при полном открытии и закрытии привода (с целью предотвращения поломки узлов редуктора и перегорания обмотки электрического двигателя).
Затем мастер должен ознакомить учащихся с основными неисправностями электрических исполнительных механизмов типов КДУ, МЭО, ПР и ДР (табл. 46).

После этого учащиеся (совместно с мастером) при отключенном напряжении проверяют на стенде (по заводской электрической схеме) правильность подключения привода типов МЭО, МЭОК, КДУ. Убедившись в правильности схемы, мастер подает на привод напряжение и проверяет его работу включением кнопок "Открыть" и "Закрыть".
Все дальнейшие операции по наладке и ремонту механизмов в соответствии с табл. 46 проводятся учащимися только под руководством мастера (при наличии электрической цепи напряжением 220-380 В).
Мастер с учащимися имитирует все неисправности, перечисленные в табл. 46:
1) нарушает положение любого конечного выключателя (КВМ или КВБ) и учащиеся, нажимая соответственную пусковую кнопку "Открыть" или "Закрыть", убеждаются, что цепь управления нарушена, и электрический двигатель, поэтому не включается. После отключения напряжения и проверки его отсутствия в схеме мастер дает учащимся самостоятельно настроить положение конечных выключателей КВМ, КВБ. Учащиеся ручным маховиком перемещают привод до полного закрытия (до упора) и производят настройку его концевого выключателя (до его замыкания); вращая маховик в противоположное направление до упора, настраивают на замыкание противоположный концевой выключатель. При этом за счет подстроечных винтов конечных выключателей необходимо между контактами КВБ и КВМ установить зазор, равный 0,2-0,3 мм (при 0 и 100% шкалы ДУПа);
2) показывает учащимся рабочие приемы, связанные с устранением "срывов" показаний ДУПа:
а) щеточкой, смоченной в бензине или спирте, очищают загрязненный реохорд. При выполнении данной операции необходимо предостеречь учащихся от типичной ошибки - чистки реохорда зернистой шкуркой или надфилем, вследствие чего реохорд становится непригоден к дальнейшей эксплуатации;
б) если подвижный контакт реохорда ДУПа заходит за ограничение реохорда (или сваливается с него), то необходимо настроить положение кулачка тяги указателя привода. Для настройки его положения привод маховика переводится в положение полного открытия (закрытия), "отдаются" стопорные винты кулачка и сам кулачок разворачивается до такого положения, пока движок реохорда не установится в крайнее положение на реохорде. После этого производится фиксация кулачка стопорными винтами;
3) если стрелка ДУПа при полном открытии привода не дошла до 100% шкалы прибора (или зашла за 100%), то необходимо ручкой резистора К1 произвести подстройку - установить стрелку указателя точно на 100% (см. [2], рис. 179). Подстройку нулевого значения показаний ДУПа при полном закрытии привода необходимо произвести резистором К2.
Если стрелка ДУПа идет в обратную сторону, необходимо поменять местами провода на зажимах 5—6 и одновременно переставить перемычку на клеммах Л, Б, В (см. [ 2], рис. 179).
Учащиеся под наблюдением мастера (мастер повторно разлаживает привод) выполняют перечисленные ремонтные и наладочные операции. 152
После тщательного осмотра электрической схемы мастер подает на исполнительный механизм напряжение и учащиеся, оперируя ключом управления, дают команду на привод "Открыть", "Закрыть" и убеждаются в полной работоспособности привода, правильной работе концевых выключателей, точных показаниях ДУПа.
В ходе текущего инструктажа мастер должен информировать учащихся, что некачественное проведение перечисленных выше ремонтных и наладочных работ приводит к поломке привода, неудовлетворительной работе автоматической системы регулирования и браку выпускаемой продукции.
Заключительный инструктаж мастер проводит у стендов пневматических и электрических приводов, проверяя знания учащихся по основным, узловым вопросам темы.
1. Как убедиться и как устранить "затирание" плунжера пневмоклапана?
2. Как проводится операция притирки клапана?
3. В чем причина неисправности и как ее устранить, если ДУП уже имеет показания 100% открытия, а электропривод продолжает работать?
4. В чем заключается подстройка показаний ДУПа?
Мастеру для решения этих проблемных ситуаций (задач) надо активизировать всю учебную группу, создать атмосферу особой доброжелательности и успеха при ответах слабоуспевающих учащихся.
По данному занятию мастер подводит итоги и выставляет оценки.
Занятие соответствует третьему-четвертому уровням обученности: учащиеся освоили производственные умения и навыки при ремонте основных видов приводов для систем автоматического регулирования.
Подтема 6. "Техническая игра" и проверочные работы
С целью более детальной проверки знаний учащихся по основной, наиболее сложной теме 9, мастеру целесообразно провести "техническую игру".
Производственное обучение слесарей КИПиА имеет свои особенности: сложность и малую демонстрационность рабочих приемов (ремонт мелких деталей, электронных схем и т.д.), наличие напряжения 220 В переменного тока на зажимах приборов, невозможность проведения и настройки процесса регулирования учащимися на объектах с повышенной опасностью. В связи с этим с целью активизации методов производственного обучения необходимо провести с учебной группой "техническую игру". Для этого учебная группа слесарей КИПиА разделяется на две подгруппы. Перед началом игры учащимся разъясняется ее задача. Мастер знакомит участников игры с теми требованиями, которые предъявляются при проведении игры: правильность и четкость ответов, хорошая ориентация при чтении электронных схем, знание основных элементов электронных схем и отыскание их, составление более рациональных ремонтных алгоритмов. Он также информирует о методе выведения среднего балла подгруппы (частное отделения суммы полученных подгруппой оценок на число выступлений). Победителем является подгруппа, набравшая большее число
очков, а, следовательно, получившая более высокий балл.
Трудность проведения игры заключается в правильном отборе логических вопросов, их постановке и эффективности проверки знаний. Действенность каждого проверочного вопроса определяется его содержанием, характером умственных операций, выполнение которых требует постановка вопроса (простое воспроизведение выученного, сравнение, обоснования, обобщения и т.п.), а также умение учащихся излагать свои мысли.
Для проведения игры мастер подготавливает вопросы-задачи в письменном виде по следующим подтемам:
1) устройство и ремонт электромеханических реле и логических элементов;
2) устройство и ремонт элементов автоматики;
3) устройство и ремонт электронных регуляторов;
4) устройство и ремонт пневматических регуляторов;
5) устройство и ремонт исполнительных механизмов автоматических систем.
Учащимся рекомендуется задать следующие вопросы:
1. Опишите назначение и устройство датчика и задатчика температуры в электронном регуляторе типа РПИБ или Р-25.
2. Поясните по рис. 169 учебника [ 2], на какие зажимы измерительного блока подключаются датчик и задатчик температуры?
3. По рис. 171 учебника [ 2] определите и запишите выходные зажимы каскада усилителя мощности "Больше", "Меньше".
4. По рис. 169, 171 учебника [ 2) составьте алгоритм операций по проверке работоспособности электронного блока.
5. По рис. 169 учебника [ 2) запишите порядковые номера резисторов, образующих измерительный мост измерительного блока регулятора.
Вопросы должны быть подобраны по материалу темы на четвертом уровне.
Важно проверить знания учащихся по наиболее главному и существенному в учебном материале данной темы.
Вопросы должны быть технически правильными, четко сформулированными, рассчитанными на доказательные и научно обоснованные ответы. Увлечение проверкой мелких подробностей переключает внимание учащихся на факты, не имеющие большого познавательного значения.
Проверочные работы по теме подбираются мастером исходя из оснащения учебного класса элементами автоматики, регуляторами и исполнительными механизмами.
Примерный перечень работ может быть сформирован подобно работам в подтемах 1-5. Уровень умений и навыков, учащихся при выполнении данных работ определяется в соответствии с разработанными критериями.
Критерии знаний, умений и навыков учащихся (по теме 3)
Высокий уровень знаний, умений и навыков учащихся характеризуется следующими показателями качества: сформированы навыки ориентации в тексте, схемах и таблицах учебника; хорошо развито произвольное и непроизвольное запоминание материала, блок-схем
и электрических схем регуляторов; знание межпредметных связей со спецтехнологией КИПиА, электротехникой, физикой. Активный интерес к данной теме, наличие отработанных элементов самоконтроля и самоанализа.
Высокий уровень сформированности умений и навыков по ремонту электромеханических реле, элементов автоматики определяется по: подключению датчика и задатчика к электронному регулятору; проверке работоспособности, ремонту и настройке пневматических и электронных регуляторов (в объеме 3-4-го разрядов слесаря КИПиА по ЕТКС); ремонту и настройке исполнительных механизмов автоматики (в объеме 3—4-го разрядов).
Средний уровень знаний, умений и навыков учащихся характеризуется следующими показателями качества: средним уровнем чтения текста и схем; замедленной ориентацией в тексте, схемах и таблицах учебника; преобладанием частично поисковых действий; определенным интересом к данной теме; средними возможностями по самоконтролю и самоанализу при выполнении ремонтных операций.
Средний уровень сформированности умений и навыков учащихся определяется следующими критериями: освоен ремонт реле и элементов автоматики; учащийся нечетко представляет функции датчика и задатчика в электронном регуляторе, однако по схеме может указать их адрес для подключения; учащийся неясно представляет физический смысл проверки блоков регулятора, но правильно выполняет операции их проверки; освоен ремонт исполнительных механизмов автоматики.
Низкий уровень знаний, умений и навыков учащихся характеризуется следующими показателями качества: низким уровнем владения текстом, схемами и таблицами учебника; ориентацией в электрических схемах с помощью мастера; слабой памятью на технические термины и символику КИПиА; отсутствием межпредметного переноса; преобладанием репродуктивных действий на занятиях; отсутствием интереса к теме и процессу познания.
Низкий уровень сформированности умений и навыков учащихся определяется следующими критериями: посредственным овладением операциями по ремонту реле; воспроизведением операций по ремонту регуляторов (пневматических и электронных) только с помощью мастера или сильного учащегося; низким овладением операциями по ремонту исполнительных механизмов.
Все вопросы мастера вызывают большие затруднения; нет различия между основным и второстепенным в теме.
Рекомендованные критерии знаний, умений и навыков учащихся по данной теме занятий методом переноса могут быть сформулированы самим мастером для всех тем программы производственного обучения по данной профессии.
Эти критерии в ходе выполнения учебно-производственных задач позволяют корректировать связь субъекта с объектом обучения: "преподаватель - учащийся - мастер".
Например, мастер производственного обучения по результатам ответов группы учащихся по определенным подтемам программы производственного обучения может судить о степени понимания учащимися аналогичной темы программы спецдисциплины КИПиА, о степени доходчивости и доступности излагаемого преподавателем учебного теоретического материала.
Поэтому мастер, чувствуя ритм учебной группы, может вносить определенные коррективы в деятельность преподавателя спецтехнологии КИПиА, обогащая и развивая творческую связь "мастер - преподаватель" для повышения качества подготовки молодых рабочих.
Успешное введение в практику учебно-производственного обучения критериев знаний, умений и навыков требует от мастера определенной самостоятельности, гибкости, позволяющих учитывать постоянно меняющиеся конкретные учебно-производственные ситуации, реальный ход производственного обучения. Данный подход предотвращает чисто механическое применение предложенной автором "Методики производственного обучения".
Успех в деле совершенствования производственных умений и навыков учащихся зависит от понимания мастером задач обучения — сути внедряемых разработок, характера тех изменений, которые необходимо внести в имеющийся опыт, в стиль своего руководства учебно-производственным процессом для достижения целей, намеченных в реформе общеобразовательной и профессиональной школы.
Государственное бюджетное профессиональное
образовательное учреждение
«Тверской политехнический колледж»
Методическая разработка занятий учебной практики
Для профессии 15.01.20 «Слесарь по контрольно-измерительным приборам и автоматике»
ПМ.02. «Выполнение электромонтажных работ с контрольно-измерительными приборами и средствами автоматики»
ТЕМА 2: «Электромонтажные работы»
Разработал мастер п/о
Шаповалова Н.П.
Тверь 2018
Т Е М А 2. ЭЛЕКТРОМОНТАЖНЫЕ РАБОТЫ
На данную тему программой отводится 222 часа.
Основная дидактическая задача при изучении темы — обучение учащихся монтажным и электромонтажным работам; формирование умений и навыков при выполнении этих работ.
Основные учебные задачи, решаемые при изучении темы:
освоить чтение схем внешних электрических и трубных проводок;
освоить разделку контрольных кабелей;
освоить операции пайки и лужения проводов;
получить производственные навыки по маркировке и отрезке проводов, кабелей;
освоить основные способы разводки проводов в щитах и пультах согласно монтажно-коммутационным схемам;
освоить способы резки, пайки, сварки и вальцовки медных и стальных импульсных труб.
Планирование изучения темы 3 по перспективно-тематическому плану
Подтема 1. Чтение схем внешних электрических и трубных проводок.
Урок 1. Значение схем для выполнения электромонтажных работ. Урок 2. Порядок чтения схем и выбор требуемых данных для электромонтажных работ.
Подтема 2. Разделка контрольных кабелей, пайка, лужение и резка медных проводов.
Урок 3. Порядок разделки контрольных кабелей.
Урок 4. Способы пайки, лужения и отрезки проводов.
Подтема 3. Монтаж импульсных линий.
Урок 5. Методы монтажа стальных и медных труб.
Урок 6. Вальцовка и пайка медных труб.
Урок 7. Монтаж полиэтиленовых импульсных труб.
Подтема 4. Монтаж контрольно-измерительных приборов в щитах и пультах.
Урок 8. Крепление и установка приборов и коммутационной аппаратуры в щитах и пультах.
Урок 9. Монтаж электрических и трубных разводок к приборам.
Подтема 5.Проверочные работы
Распределение времени уроков:
на инструктаж (каждый урок по 1 часу);
на тренировочные упражнения по подтемам
на производственную деятельность.
Подтема 1. Чтение схем внешних электрических и трубных проводок
Цепь занятия — научить учащихся правильно использовать схемы для выполнения электромонтажных работ в цепях КИПиА.
Методика проведения занятия
Занятие проводят в учебном классе или мастерской. Задача состоит в том, чтобы раскрыть перед учащимися порядок чтения схем внешних электрических и трубных проводок, так как все монтажные работы, маркировка труб, кабелей и проводов производятся однозначно в соответствии с данными схемами. Кроме того, на основании таких схем определяются типы кабелей, проводов, труб и их монтажные длины. В качестве примера рассмотрим фрагмент схемы, показанной на рис. 3.
Мастер ведет данное занятие в виде эвристической беседы. Учащиеся из курса спецтехнологии КИПиА уже знают, что позиции схемы 1" - 1К являются электрическими термометрами сопротивления. Из рис. 3 видно, что эти датчики кабельными линиями соединяются с соединительной коробкой типа СК-16, а затем контрольным кабелем № 11 типа КВВГ, имеющим 27 жил сечением 1,5 мм2, соединяются с контрольно-измерительным щитом.
Для выполнения электромонтажных работ важно из данной схемы выявить порядковые номера контрольных кабелей, труб, их длины. Например, для датчика 1й соответствует кабель 1 типа КВВГ, проложенный в стальной защитной трубе Ду-20 мм (диаметр 20 мм). Монтаж датчиков 1" - 1К выполнен по трехпроводной схеме (рис. 3). Маркировка электрической цепи датчиков соответствует: для 1й- 294-295 -/, для 1б'-296-297-/ и т.д.
Для выполнения монтажных работ и быстрого отыскания необходимого номера кабеля или провода при эксплуатации средств автоматики на контрольные кабели в начале и конце его длины устанавливаются бирки, в которых указываются номер кабеля в соответствии со схемой и его характеристика.
КВВГ
10 4X1,5
лицевая сторона бирки оборотная сторона
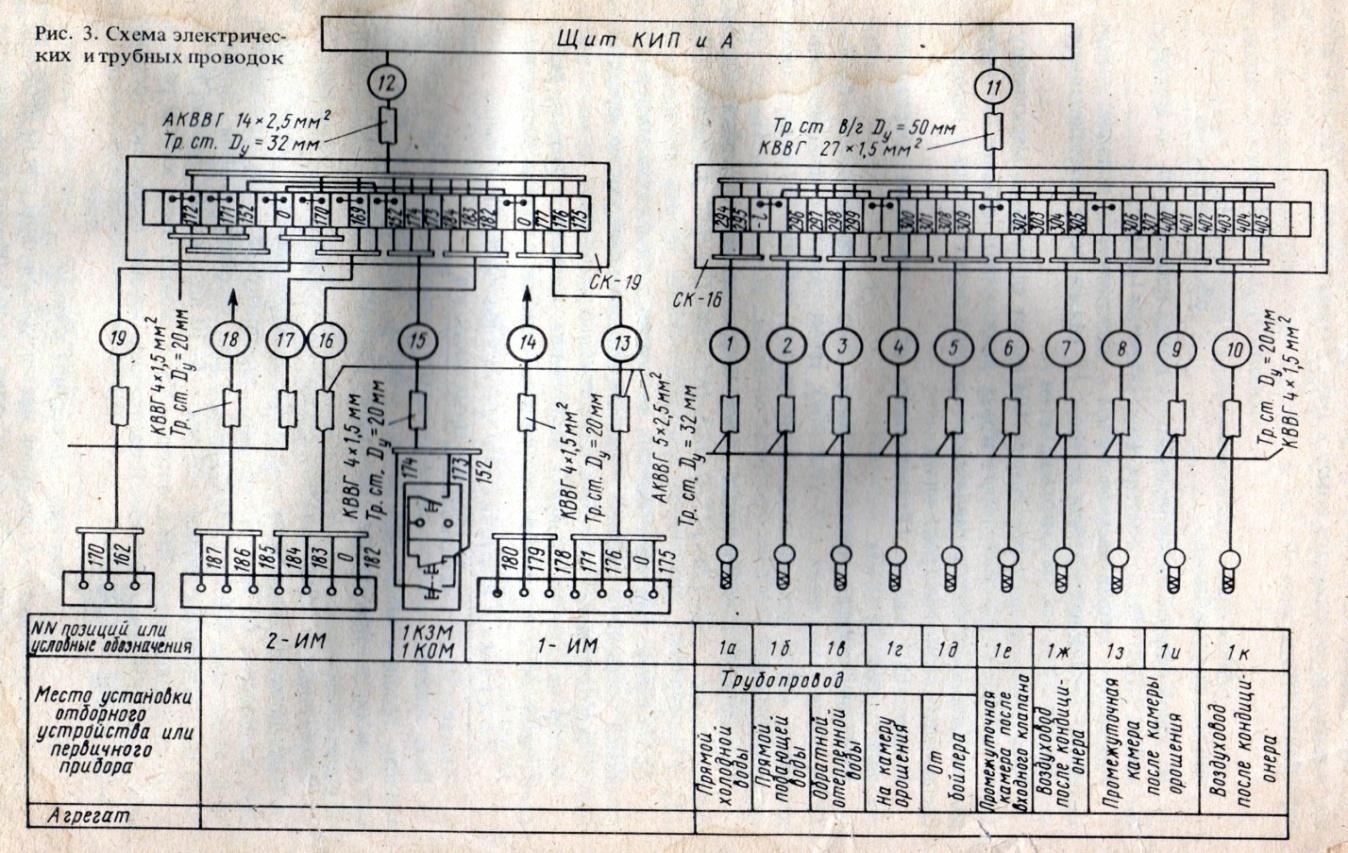
На одной стороне бирки указывается номер кабеля - 10; на другой — тип кабеля (КВВГ 4x1,5) и четыре жилы сечением 1,5 мм2.
Рассмотрим второй элемент схемы - электрический исполнительный механизм 1ИМ контрольным кабелем 13 связан через соединительную коробку СК-19 со щитом КИША кабелем 12.
Электрические цепи механизма 1ИМ имеют следующую маркировку: -.175-0-176-171-178-179-180, которая должна быть обязательно однозначно выполнена ,на хлорвиниловых оконцевателях кабеля с помощью специальных несмывающихся чернил.
Контрольный кабель 13 защищается от механических повреждений стальной трубой Ду-32 мм.
Кнопочная станция управления "Пуск - стоп", имеющая индекс 1КОМ -1КЗМ (цепи управления 152-173-174), также связана с соединительной коробкой СК-19 посредством контрольного кабеля 15, защищенного стальной трубой. ;
Маркировка электрических цепей соединительной коробки СК-19 соответствует: 175-176-177-0-182-183-184-173-174-152-169-170-152-171-172.
После проведения эвристической беседы по данной схеме мастер даёт учащимся письменное задание — описать определенный участок представленной схемы внешних электрических и трубных проводок.
Мастер производит проверку выполнения письменной работы, разбирает совместно с учащимися допущенные ошибки и выставляет оценки.
Подтема 2. Разделка контрольных кабелей, пайка, лужение
и отрезка медных проводов
Цель занятия - ознакомление учащихся с приспособлениями и инструментом, используемыми при данных работах; формирование практических приемов и навыков при выполнении разделки кабелей, пайки и лужения проводов.
Инструмент и оборудование: секторные ножницы типа НУСК-90 -2-3 шт.; ножовка по металлу - 2-3 шт.; электропаяльник - напряжением 36В, мощностью 60 Вт -- 15-20 шт.; электрический тигель напряжением 36 В, мощностью 500 Вт (300 Вт) - 2-3 шт.; пассатижи длиной 150 мм -5-10 шт.; утконосы длиной 150 мм - 5-10 шт.; клещи типа КСИ-1 -5-10 шт.; канифоль - 300 г, олово - 500 г; контрольные кабели различных типов (образцы) - 15-20 заготовок; медная проволока (сечение 1,5-2,5 мм2) - 100-150 м.
Методика проведения занятия
Занятие проводится в слесарной мастерской училища или на производственном участке КИПиА из расчета один верстак на двух-трех учащихся. На вводном инструктаже мастер объясняет цель занятия и порядок его
выполнения. Сначала мастер знакомит учащихся с основными типами контрольных кабелей (табл. 5). Контрольные кабели имеют стандартное число жил (4-36) сечением 0,75; 1,0; 1,5; 2,5; 4 мм2. По типу жилы бывают двух видов: одножильные и многожильные.

Кроме того, контрольные кабели по защите оболочки от механических повреждений подразделяются на резиновые, виниловые и бронированные стальной лентой.
Контрольные кабели используются для соединения удаленных элементов автоматических схем, аппаратов, приводов, щитов и пультов автоматики, в цепях переменного (напряжением до 600 В) и постоянного (напряжением до 1000 В) тока. Далее мастер (в качестве примера) записывает на доске ряд характеристик кабелей: КВРГ 14x1,5; КНРГ 27x2,5 и объясняет, что буквенные символы обозначают тип кабеля (в соответствии с табл. 5). Первые две цифры указывают число жил в кабеле, а две последующие — их сечение.
Далее мастер объясняет и показывает рабочие приемы: резку и разделку кабеля; пайку и лужение медных жил кабеля.
Резку контрольных кабелей проводят секторными ножницами типа НУСК-90 или ручной ножовкой. Длина разделки кабеля определяется от места бандажа или крепления кабеля в щите (пульте) до наиболее удаленного элемента схемы (прибора или аппарата).
Непосредственно разделку бронированного контрольного кабеля выполняют ступенчато в таком порядке (рис. 4):
1) снимают наружную джутовую изоляцию1;
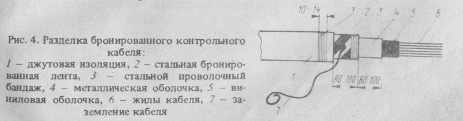
2) накладывают бандаж 3 из стальной проволоки шириной 10-14 мм;
3) накладывают бандаж 3 на стальную броню кабеля;
4) надрезают ножовкой выше бандажа стальную броню (по образующей);
5) вскрывают металлическую оболочку кабеля (свинцовая или алюминиевая) ;
6) надрезают виниловую (или резиновую) оболочку;
7) распускают жилы кабеля в соответствии с требуемой монтажной длиной жил;
8) стальную бронированную ленту 2 зачищают, обслуживают припоем и припаивают заземление 7 кабеля из медной многожильной проволоки сечением 4-6 мм2 длиной 200-300 мм;
9) резиновую или виниловую изоляцию жил кабеля снимают специальными клещами типа КСИ-1, снабженными устройством настройки длины снимаемой изоляции, бокорезами или ножом.
После показа мастером рабочих приемов учащиеся самостоятельно производят резку образцов кабелей и выполняют репродуктивное задание: воспроизводят рабочие приемы, показанные мастером, и ориентируются на рис. 4.
В ходе текущего инструктажа мастер обращает внимание учащихся на аккуратность выполнения операций запилки стальной брони без нарушения изоляции жил кабеля. Рабочие приемы по опиливанию ножовкой учащиеся уже освоили ранее на уроках слесарного дела.
При операциях разделки металлической и виниловой оболочек учащиеся также осуществляют самоконтроль, не допуская нарушения изоляции при разделке.
При проведении второго этапа занятия - пайки и облуживания медных проводов — мастер должен рассказать учащимся основные требования, предъявляемые к подготовке медных жил кабелей и проводов перед их подключением к приборам, элементам автоматики, цепям сигнализации и контроля.
В условиях агрессивной среды на производственных участках (паров щелочей, кислот, а также повышенной влажности при воздействии атмосферных осадков) медь коррозирует, окисляется ее поверхность, вследствие чего в месте соединения незащищенного провода с прибором возрастает переходное электрическое сопротивление, нарушается контакт. В электрических цепях возникают неисправности, сбои и отказы, что влечет за собой нарушение технологических режимов работы оборудования, аварии и брак в производстве. Для защиты от коррозии и повышения надежности схем контроля и автоматики медные жилы кабелей и проводов подвергают облуживанию оловянно-свинцовым припоем типа ПОС-60 с канифольным флюсом.
При малых объемах работ (до нескольких десятков жил проводов) облуживание выполняется электрическим паяльником напряжением 36 В и мощностью 40—90 Вт.
При большом объеме работ (до нескольких десятков кабелей с различным числом жил от 7 до 36) более совершенным и производительным способом является облуживание медных жил в электрическом тигле
(с напряжением 36 В и мощностью 300—800 Вт). При включении тигля в электрическую сеть через некоторое время (в зависимости от объема тигля) припой ПОС-60 расплавляется и зачищенные от изоляции концы медных жил обслуживаются при их погружении в припой.
Непременным условием хорошего качества облуживания (наличия равномерной блестящей поверхности припоя на проводе) является хороший прогрев провода и правильное использование канифоли.
Мастер должен обратить внимание -учащихся на ряд особенностей
облуживания:
1) разделка жил кабелей и проводов производится непосредственно перед операцией облуживания для исключения окисляемости меди, которая не позволяет произвести качественно эту операцию;
2) запрещается использовать при этой операции все кислоты, в том числе соляную и ортофосфорную.
Практика эксплуатации показывает, что использование таких кислот значительно сокращает время облуживания при наличии окисления меди, не требуется дополнительной зачистки жил приспособлениями или ножом, однако под воздействием высокой температуры в тигле кислота при кипении попадает на поверхность изоляции. В дальнейшем при подключении такого кабеля к приборам, зажимам, разъемам оставшаяся кислота под воздействием окружающей среды разлагается, коррозируют и окисляются контакты, на них образуется токопроводящий объемный налет, который в дальнейшем приводит к нарушению изоляции жил, электрическому пробою жил, коммутационной аппаратуры и аварии на технологических объектах.
Технология облуживания медных жил кабелей и проводов приведена в инструкционной карте 1.
В ходе текущего инструктажа мастер корректирует действия учащихся, следит за правильностью выполнения рабочих операций. Мастер должен акцентировать внимание учащихся на необходимость предельной аккуратности при разделке кабелей: небрежность при опиливании стальной брони, надрезка оболочки кабеля приводит к повреждению изоляции или целостности жил.. Возникает необходимость переразделки кабеля, т.е. изменения его длины (в зависимости от типа разделки) на 0,5-2 м, в результате чего разделанный кабель уже непригоден под данный монтаж и требуются дополнительные затраты на прокладку нового контрольного кабеля.


Типовые ошибки учащихся при выполнении подтемы 2 сведены в табл. 6.
На заключительном инструктаже мастер оценивает самостоятельную работу учащихся, которые сами наглядно могут сравнить качество выполнения своих заданий. Все видимые недостатки в работе учащихся, их характерные ошибки можно проанализировать по табл. 6 и выбрать соответствующий метод их устранения.
При неудовлетворительной качестве выполнения работ учащиеся должны отработать повторно отдельные рабочие приемы,например разделку кабеля, облуживание жил и т.д.
Методом эвристической беседы мастер выясняет знание учащимися порядка выполнения отдельных операций и выставляет им оценки.
Занятие соответствует третьему уровню обученности: учащиеся самостоятельно выполняют необходимый объем электромонтажных работ, связанный с разделкой, облуживанием и отрезкой жил контрольных кабелей.
Подтема 5. Монтаж импульсных линий
Цель занятия - формирование практических навыков и умений при монтаже стальных, медных и полиэтиленовых импульсных линий.
Инструмент и материалы: трубогибы различных типов (ручные и механизированные) - 1—2 шт.; вальцовки для медных труб — 1-2 шт.; в зависимости от вида и объема работ ниппеля, накидные гайки, переходные соединения; трубы (стальные, медные, полиэтиленовые).

Методика проведения занятия
Мастер проводит вводное занятие, затем учащиеся проходят практику на электромонтажном участке КИПиА базового предприятия. Учащихся закрепляют за конкретными монтажными бригадами, и они последовательно осваивают различные виды монтажных работ.
Мастер (в ходе занятия) информирует учащихся, что соединение датчиков и приборов давления, расхода, газового анализа и т.д. осуществляется с помощью импульсных линий. Импульсные линии выполняют трех типов: стальные, медные и полиэтиленовые. Рабочее давление импульсных линий подразделяется на низкое, среднее и высокое.
Стальные импульсные линии для высокого и среднего давления выполняются из бесшовных стальных труб. Отдельные трубы, имеющие стандартную длину 4—6 м, соединяются между собой сваркой в требуемую монтажную длину.
В зависимости от типа соединения приборов и датчиков автоматики и контроля концы импульсных линий должны иметь соответствующие ответные соединения в виде ниппелей и гаек.
У стальных труб, используемых для монтажа импульсных трасс, диаметр 6—20 мм, а толщина стенки 0,5—2 мм.
Для монтажа импульсных трасс, ее разводки по элементам и приборам, установленным на разных высотах в щитах и пультах, используют различные виды трубогибов, с помощью которых можно сделать изгиб трассы на требуемый угол. Механический трубогиб представляет собой рычаг, имеющий опору и непосредственно поворотное устройство.
После производства всего объема монтажных работ импульсные трассы подвергаются испытанию на прочность и плотность гидравлическим или пневматическим способом.
Нормы испытаний в зависимости от класса помещений, категории взрывоопасности и передающей среды - жидкости, инертного газа или токсичного (взрывоопасного) газа - определяются Санитарными нормами и правилами.
Все трубные проводки монтируют в соответствии с рабочими чертежами проекта по схемам внешних кабельных и трубных проводок, в которых определены трассы, длины и сортамент труб. Как одиночные, так и групповые трубные разводки вдоль трассы крепятся на специальных типовых стойках и кронштейнах, выполненных из полосовой или перфорированной стальной полосы.
Монтаж и прокладка трубных проводок является трудоемкой и ответственной операцией. Наличие утечек и неплотностей в импульсных разветвленных трассах ведет к заниженным показаниям приборов, некачественному ведению ряда технологических процессов. Нахождение мест утечек является трудоемкой операцией, особенно при групповых больших трубных разводках и большой протяженности трасс.
Медные импульсные линии выполняются в основном на местных отдельных трассах, преимущественно в щитах и пультах, так как здесь не требуется большой механической прочности, защитные функции выполняет сам металлический каркас щита или пульта.
Медные трубки имеют диаметр 4-20 мм и подразделяются на тонкостенные (до 0,5 мм), средние (до 1мм) и толстостенные (до 2 мм).
Соединение медных трубок в необходимую длину трассы выполняется сварочным газовым постом. Стыковая пайка медных трубок не получила большого применения, так как припой при пайке попадает внутрь труб и забивает проходное сечение.
Поэтому с помощью механического приспособления (вальцовки) концы медных трубок развальцовывают на "конус", а после соединения стандартной трубки с развальцованной производится их пайка (рис. 5).

Медная трубка заводится в захват матрицы 2 вальцовки (рис. 6), матрица затягивается барашками 1, затем вращением маховика 3 производится вдавливание конуса 4 внутрь медной трубки 5, принимающей форму конуса матрицы 2.
Импульсные линии из пластмассовых и полиэтиленовых трубок применяют при давлении газа или жидкости до 0,6 МПа (6 кгс/см2). Монтаж таких линий имеет ряд преимуществ перед монтажом стальных или медных линий: сравнительно низкая стоимость материала, значительное сокращение объема монтажных работ (за счет использования пневматических кабелей).
Полиэтиленовые трубки пневматического кабеля в месте соединения стыков и подсоединения к датчикам и приборам подлежат разогреву с плотной посадкой на требуемый штуцер прибора.
Разогрев трубок при этом не должен превышать 220-260°С при времени подогрева не выше нескольких секунд. Такое горячее соединение должно быть выдержано до остывания места нагрева и полного отвердевания полиэтилена. Пневматические кабели, подобно контрольным электрическим кабелям, имеют определенную маркировку и характеристику (число трубок и их диаметр).
Особенности монтажа кислородных линий. При проведении вводного занятия, предшествующего прохождению монтажной практики на базовом предприятии, мастер должен обратить внимание учащихся на ряд особенностей монтажа кислородных линий:
1. Монтаж выполняется только стальными или медными трубами.
2. Внутренние поверхности свариваемых и соединяемых труб должны быть обязательно обезжирены, так как наличие следов масла при соединении с кислородом ведет к резкому повышению температуры и взрыву.
3. Обезжиривание импульсных линий и самих приборов производится "Хладоном-13" или четыреххлористым углеродом.
4. Резьбовые соединения кислородных труб запрещается уплотнять льном, пенькой с промазкой суриком и другими смазками, содержащими жиры и масла.
После проведения вводного занятия учащихся распределяют на производственные участки КИПиА базового предприятия (в паросиловые, энергетические, монтажные цехи) для прохождения практики по монтажным работам.
Мастер осуществляет контроль посещения, выполнения производственных заданий, оценивает их качество.
Подтема 4. Монтаж контрольно-измерительных приборов в щитах и пультах
На данное занятие программой отводится 18 часов.
Занятие проводится, как правило, в монтажных или эксплуатационных участках (цехах) КИПиА базового предприятия или училища.
Мастер, обеспечивающий проведение данного занятия, совместно с администрацией цеха (участка) обязан:
1) организовать подготовку необходимой документации: функциональной схемы, принципиальных электрических схем шита, монтажно-коммутационной схемы панели или щита, схемы внешних соединений кабельных и трубных проводок;
2) решить организационные вопросы расстановки учащихся при выполнении монтажных работ;
3) провести вводное занятие по данной теме, в которой необходимо отразить следующие вопросы: крепление и установку приборов и коммутационной аппаратуры (ключей, кнопок, сигнальных ламп, реле); способы прокладки основных потоков монтажных проводов; чтение монтажно-коммутационных схем;
4) осуществлять общее руководство производственной практикой, перераспределять учащихся при выполнении работ для овладения профессией.
Распределение времени занятия: на чтение схем (функциональных, электрических, монтажно-коммутационных) — 4 часа; монтаж и установку контрольно-измерительных приборов и элементов автоматики - 8 часов; прокладку и монтаж проводок в щитах и пультах - 6 часов.
Подтема 5. Проверочные работы
Исходя из практического значения электромонтажных работ на базовом предприятии, мастер подготавливает необходимые проверочные работы, которые должны включать в себя: чтение монтажных и коммутационных схем КИПиА; определение типа контрольного кабеля и труб по заданной схеме внешних соединений; пайку, лужение и отрезку проводов; монтаж медных или полиэтиленовых импульсных линий; монтаж приборов и коммутационной арматуры в щитах и пультах КИПиА; чтение монтажно-коммутационных схем КИПиА.
При выполнении проверочных работ учащиеся должны показать необходимые умения и навыки в пользовании инструментом, приспособлениями; быстро ориентироваться в соответствующих выданных мастером схемах (монтажно-коммутационной, внешних соединений, электрической схеме и т.д.).
При оценке выполняемых работ мастер учитывает теоретическую и практическую подготовку учащихся; им могут быть заданы соответствующие практические вопросы по всем предыдущим занятиям.
Государственное бюджетное профессиональное
образовательное учреждение
«Тверской политехнический колледж»
Методическая разработка занятий учебной практики
Для профессии 15.01.20 «Слесарь по контрольно-измерительным приборам и автоматике»
ПМ.03. «Сборка, ремонт, регулировка контрольно-измерительных приборов и систем автоматики»
ТЕМА3.1: «Ремонт контрольно-измерительных приборов»
Разработал мастер п/о
Шаповалова Н.П.
Тверь 2018
ТЕМА 3.1. ремонт контрольно-измерительных приборов
На данную тему программой отводится 18 часов.
Основная дидактическая задача при изучении темы — обучение учащихся способам ремонта приборов данной группы, формирование практических навыков обнаружения основных неисправностей приборов и способов их устранения.
Основные учебные задачи, решаемые при изучении темы:
освоить методику определения основных неисправностей электроизмерительных приборов: амперметров, вольтметров, тестеров, омметров и тд.;
получить производственные навыки по разборке приборов;
освоить ремонт корпусов приборов и их механических элементов;
получить производственные навыки по ремонту рамок и элементов измерительной системы прибора;
выработать навыки по сборке измерительного механизма и полной сборке прибора;
освоить заключительный этап ремонта - - поверку отремонтированного прибора. •
Тема 4 является основным базовым звеном, связывающим все последующие темы производственного обучения.
Производственное обучение учащихся по данной теме должно проходить после изучения теоретического курса спецтехнологии по теме "Электроизмерительные приборы".
Планирование изучения темы 2.1
по перспективно-тематическому плану
Подтема 1. Основные виды механических неисправностей электроизмерительных приборов.
Урок 1. Разборка приборов.
Урок 2. Ремонт корпусов.
Урок 3. Подгонка и замена стекол.
Подтема 2. Ремонт механических элементов электроизмерительных приборов.
Урок 4. Ремонт и полировка кернов и подпятников.
Урок 5. Ремонт специальных пружинок и стрелок измерительных приборов.
Урок 6. Сборка и балансировка подвижной системы.
Подтема 3. Ремонт измерительной части электроизмерительных приборов.
Урок 7. Ремонт каркасных и бескаркасных рамок измерительных приборов: намотка рамок, добавочных сопротивлений и шунтов; операции "старения" рамок, шунтов.
Урок 8. Окончательная сборка измерительного механизма.
Подтема 4. Поверка ремонтируемого электроизмерительного прибора.
Урок 9. Обучение пользованию поверочными таблицами и приемами поверки прибора.
Учебно-технические пособия для мастеров и учащихся
1. Жарковский Б.И. Приборы автоматического контроля и регулирования. М., 1983 (см. гл. II, §4 гл. XI).
2. Расовский В.Э., Котов Г.И. Ремонт измерительных электроприборов. • М., 1980.
Распределение времени уроков:
на инструктажи (каждый урок по 1 часу) — 4 часа;
на тренировочные упражнения для уроков: 1—3 (по 2 часа) — 6 часов; 4—6 (по 3 часа) — 9 часов; 7—9 (по 3 часа) — 9 часов; на производственную деятельность (всего 12 часов) по подтемам: 1—2-я — 4 часа; 3—4-я - 8 часов.
Подтема 1. Основные виды механических неисправностей электроизмерительных приборов
Цель занятия - изучение блок-схемы основных неисправностей электроизмерительных приборов, приобретение практических навыков в разборке приборов, ремонте корпусов и замене стекол.
Наглядные пособия, инструменты, материалы: различные типы электроизмерительных приборов, установленных на столах (амперметры, вольтметры, омметры и т.д); схемы основных типов электроизмерительных приборов; пассатижи с диэлектрическим покрытием длиной 150 мм — 5—8 шт.; отвертка длиной 150-200 мм - 5-8 шт.; часовая отвертка — 4 шт.; часовая лупа 5 ; 10 — 2—3 шт.; алмаз для резки (подгонки) стекол — 1-2 шт.; один термошкаф (термостат) ; шпатели - 4-6 шт.; специальные эпоксидные замазки (компаунды) на базе ЭД-5, ЭД-6; стиропласт типа СБ - смесь порошка эмульсионного полистирола (98%) с перекисью бензола (2%) и метилметакрилат (97%) с диметиланилином (3%); красители для окраски стиропласта: перекись марганца; диоксид титана; красный кадмий; различные замазки для стекол.
Методика проведения занятия
Занятие рекомендуется проводить на рабочих местах - монтажных столах, где установлены различные типы электроизмерительных приборов, наиболее часто применяемых на данном базовом предприятии (заводе). На вводном инструктаже мастер должен объяснить цель занятия и порядок его выполнения. Вводный инструктаж целесообразно начать с рассмотрения неисправностей, возникающих в электроизмерительных приборах: механических и электрических (табл. 7).
Мастеру необходимо подробно остановиться на механических неисправностях и продемонстрировать эти неисправности на соответствующих приборах, установленных на монтажных столах. Дать задания учебной группе: изучить основные неисправности электроизмерительных приборов; указать тип прибора, предел его измерений и класс точности, а также в какой последовательности производится разборка данного прибора (амперметра, вольтметра, омметра и т.д.); изучить методику ремонта корпусов приборов и замену стекол.
На текущем инструктаже мастер обходит монтажные столы (на двух-трех учащихся). Он объясняет задания и показывает рабочие приемы по разборке приборов и подгонке стекол. Целесообразно показать всей группе порядок приготовления стиропласта типа СБ и эпоксидного компаунда для ремонта корпусов приборов, так как эти операции часто применяют и для ремонта приборов теплотехнического контроля и т.п.
Стиропласт типа СБ (составные части см. с. 48) приготовляют в следующем порядке: порошок и жидкость смешивают в равных соотношениях, массу полимеризуют в течение 5 мин. Предварительно стиропласту придается соответствующая окраска по цвету корпуса ремонтируемого прибора: черный — перекисью 2%-ного марганца; белый — 5%-ным диоксидом титана; красный - 2%-ным красным кадмием.
Приготовленная масса используется для заливки сколов и трещин корпусов. Время отвердевания 0,5—1 ч при температуре 20°С.
Для эпоксидной замазки предварительно высушенный в течение 1,5-2 ч в термостате при / =150° С компаунд и маршаллит (после прокаливания в муфельной печи при { — 700 -г 800° С в течение 3 ч) смешивают с добавлением дибутилфталата в соотношении соответственно 4:4-'2 при / = 60°С. При остывании смеси вводится отвердитель - полиэтиленполиамин - до 10% от массы смеси. Готовый эпоксидный компаунд при заливке трещин и сколов на корпусах приборов отвердевает за 0,5-1 ч.
Для операций по приготовлению компаундов необходимо привлекать учащихся, которые проводят все указанные выше операции под руководством мастера.
При выполнении операций по подгонке и замене стекол в приборах мастер должен обратить внимание учащихся на правильность выполнения рабочих приемов в пользовании алмазом и безопасности труда при подгонке стекол.
Характерные ошибки учащихся при выполнении этих операций и способы их устранения приведены в табл. 8.
При обходе рабочих мест мастер должен дополнительно обратить внимание учащихся на особенность рабочих приемов при установке стекол в приборы и их уплотнении замазками и компаундами — недопустимость перекосов стекла и неравномерности швов замазки по периметру стекла.
На заключительном инструктаже мастер предлагает учащимся решить следующие задачи: составить последовательность работ по ремонту корпуса прибора и подгонке и установке стекла прибора.
Отчеты учащихся разбирает вся учебная группа, внося соответствующие дополнения. Мастер оценивает работу каждого учащегося .выставляет оценки в дневники.
Занятия соответствуют третьему уровню обученности. Учащиеся овладевают приемами разборки электроизмерительных приборов, ремонту их корпусов и замене стекол.

Задание для самостоятельной работы к подтеме 2
1. Изучить приборы для измерения тока и напряжения (см. [2], § 3 1гл.Ш;§4гл.Х1).
2. Перечислите основные механические элементы электроизмерительных приборов.
3. Какие основные неисправности могут иметь керны и подпятники?
4. Как устранить неисправности спиральных пружинок?
Подтема 2. Ремонт механических элементов электроизмерительных приборов
Цель занятия — освоить приемы ремонта кернов, подпятников, спиральных пружинок, стрелок; сформировать навыки и умение, необходимые

учащимся для выполнения ремонтных операций; научить учащихся вы/ пять основные виды неисправностей механических элементов электроизмерительных приборов, определять их причины и восстанавливать их работоспособность в заданном классе измерения.
Наглядные пособия, инструмент, оборудование: диафильм "Электроизмерительные приборы", ч. 1; таблица основных неисправностей электроизмерительных приборов; стенд или планшет "Неисправность кернов, подпятников, спиральных пружинок, стрелок и противовесов электроизмерительных приборов"; оправки для навивки спиральных пружинок; различные типы ремонтируемых приборов на монтажных столах; шаблон для измерения радиуса закругления керна - один на класс; микроскоп типов МБМ, МИМ и т.п. для определения величины радиуса закругления и класса точности поверхности керна - один на класс; лупа 10х - 5 шт. на всю группу; пинцет — 3—5 шт.; бокорезы — 3—5 шт.; цанга часового станка — 1 шт.; надфили разного профиля — 5—8 шт.; шлифовальные бруски типа "Арканзас" - 1 шт.; полировальник кожаный — 1 шт.; полировочные пасты (типа ГОИ, синтетические алмазы, окись хрома); электропаяльник напряжением 36 В, мощностью 5 Вт — 3 шт.; ножницы (малые) -2шт.
Методика проведения занятия
Вводный инструктаж рекомендуется начать с ознакомления учащихся основным механическим неисправностям приборов данной группы.
Используя стенд или планшет "Неисправность кернов, подпятников, спиральных пружинок, стрелок и противовесов электроизмерительных приборов" и полученные знания учащихся из учебника [ 2], § 4 гл. XI, мастер разбирает с учащимися содержание письменного задания и готовит группу для его выполнения.
Целесообразно перед выполнением задания показать учащимся диафильм "Электроизмерительные приборы", ч. 1.
Учебной группе для выполнения задания следует освоить ремонтные операции; описать основные неисправности механических элементов электроизмерительных приборов; описать и перечислить инструмент и оборудование, применяемое для производства и ремонта кернов и подпятников.
Затем с помощью контрольных вопросов мастер выясняет подготовленность учащихся к данному занятию. Учащиеся должны знать из курса "Спецтехнология КИПиА" значение трения в приборах.
Трение в опорах увеличивает погрешность измерений, так как равновесие между вращающимся моментом подвижной системы и противодействующим моментом пружин (при работе электроизмерительного прибора) наступает несколько раньше и стрелка прибора не фиксирует истинного положения равновесия.
Основные причины возрастания погрешностей измерения от трения в опорах следующие: неудовлетворительное качество полировки камня и керна; уменьшение противодействующего момента пружин; увеличение массы подвижной системы.
Ремонт и заправка кернов. Учитывая специфику работы - малую демонстрационность и наглядность при предельно малых размерах кернов, мастер доказывает рабочие приемы для группы из двух-трех учащихся, затем повторяет приемы для следующих групп.
Вначале мастер заправляет керн в цанге часового станка и обрабатывает его с помощью полировочных брусков. Затем эти операции повторяют учащиеся. Качество заправки керна по заданному радиусу контролируется микроскопом, установленным на корпусе станка.
Окончательное шлифование поверхности кернов производят кругами из яшмы и алмазов, а полирование — наборными кругами из кожи, фетра или прессшпана.
Учащимся необходимо привести данные о составах полировочных паст и сортах паст ГОИ.
Ремонт спиральных пружинок и стрелок. Особое внимание учащихся мастер должен обратить на операции устранения неисправностей спиральных пружинок, так как сами пружинки, выполненные из фосфористой бронзы, имеют незначительные размеры, упругость и приложение к ним значительных усилий может вызвать остаточную деформацию и дальнейшую непригодность в работе.
Рабочим группам (из двух-трех учащихся) требуется освоить операцию правки незначительных изгибов и скручивания пружинок с помощью двух пинцетов.
Мастер должен показать рабочие приемы правки: один пинцет удерживает пружинку в месте начала деформации, другой - осторожным поворотом вокруг своей оси восстанавливает правильную форму витка пружинки. Аналогичным методом производят и правку стрелок приборов.
Балансировка подвижной системы. Завершающей и самой ответственной операцией при ремонте подвижной системы электроизмерительного прибора является ее правильная балансировка (уравновешивание), позволяющая устранить дополнительную погрешность измерений приборов. Подвижную систему уравновешивают установкой и перемещением грузиков-противовесов на держателях.
Мастер должен продемонстрировать учащимся правильную балансировку подвижной системы, при которой стрелка наклоненного прибора не имеет отклонений от нулевой или другой отметки шкалы.
Окончательную фиксацию правильного положения противовесов учащиеся производят в зависимости от типа прибора припоем, оловом или шеллаком.
Учащиеся выполняют задание под контролем мастера, используя наглядный материал: рисунки учебника [ 2] и имеющиеся плакаты. Мастер следит за правильностью выполнения рабочих приемов и при необходимости оказывает учащимся помощь; обращает внимание всей группы на допущенные типовые ошибки и выявляет их. Учащиеся оформляют записи в дневниках. Мастеру важно внести в работу всей группы элементы взаимного доброжелательства, уважения, взаимопомощи и самоконтроля.
Большое значение в процессе занятий приобретает проверка знаний учащихся; образование обратных проверочных связей "мастер — учащийся". Такие обратные связи могут быть не только одноконтурные — проверка усвоения знаний и навыков по ремонту конкретного узла и механизма, но и многоконтурные - проверка знаний по данной теме из курса "Спец. технология КИПиА", проверка знаний по смежным дисциплинам- "Электротехника с основами промышленной электроники" и "Материаловедение". На заключительном инструктаже мастер должен внимательно проверить выполнение задания и выставить оценки. Необходимо проанализировать выполнение задания, вместе с учащимися разобрать их ошибки и провести индивидуальный опрос по занятию.
Выполненное задание соответствует третьему-четвертому уровням обученное™.
Задание для самостоятельной работы к подтеме 3
Изучить электроизмерительные приборы (см. [2], § 2—5 гл. 1Н; § 4 гл. XI).
Подтема 3. Ремонт измерительной части электроизмерительных приборов
Цель занятия - изучение основных неисправностей измерительной части прибора, приобретение практических навыков при ремонте рамок, шунтов и катушек индуктивносгей и окончательной сборке измерительных механизмов.
Дидактическая задача занятия — научить учащихся проводить анализ неисправностей электроизмерительных приборов, сравнивать паспортные данные (номиналы) элементов с действительными и оценивать их дальнейшую пригодность и работоспособность.
Занятие проводится на монтажных столах; учащиеся под руководством мастера выполняют рабочие приемы, составляют алгоритм действий слесаря КИПиА по окончательной сборке измерительных механизмов приборов, ориентируются при работе на табл. 9.
Наглядные пособия, инструмент, материалы: электрические схемы ремонтируемых приборов; паспортные данные сечения намоточного провода и сопротивления рамок, шунтов; электрические схемы ремонтируемых комбинированных электроизмерительных приборов, блок - Схема (алгоритм) последовательности сборки измерительного механизма прибора; таблица типичных ошибок учащихся при ремонте электроизмерительных приборов (табл. 9);
термошкаф - 1—2 шт. на учебную группу; мост сопротивления типов МВУ-49; МО - 1-2 шт.; электропаяльник напряжением 36 В, мощностью 15 Вт 10 шт.; комбинированный электроизмерительный прибор ампервольтомметр типов Ц-56; Ц-412 — Зшт.;
провод (манганин) различного сечения (по паспорту ремонтируемого прибора); провод медный типа ПЭВ различного сечения (по паспорту ремонтируемого прибора); лак типов МЛ, Л; клейБФ-2,БФ-6; резисторы различных номиналов и мощностей; диоды различных типов; комплект тесцовых мелких ключей.




Методика проведения занятия
Данное занятие имеет большое значение для приобретения навыков ремонта всех последующих видов приборов: теплотехнического контроля, газового анализа, автоматических регуляторов и т.п.
На этом занятии учащиеся впервые осваивают приемы в использовании и чтении электрических схем ремонтируемых. электроизмерительных при боров, работают с комбинированными приборами типов Ц-56, Ц-412 Ц-435 для отыскания неисправностей в электрических схемах ремонтируемых приборов, используют мосты сопротивления типов МВУ, МО для точного измерения омического сопротивления рамок, катушек; шунтов и добавочных сопротивлений.
Важно с самого начала научить учащихся правильно пользоваться указанными приборами для измерения основных параметров электрических цепей: тока, напряжения, сопротивления, емкости и индуктивности. Вводный инструктаж мастер должен начать с рассказа о видах неисправностей измерительной части приборов. Далее на неисправных приборах показать приемы обнаружения неисправностей с использованием электрической схемы ремонтируемого прибора и комбинированного прибора типов Ц-56, Ц-435, Ц-412 для измерения параметров схемы.
Рекомендуется для освоения навыков по измерению тока, напряжения, сопротивления и емкости в электрических схемах первоначально использовать специальный тренажер (рис. 7).

Тренажер в качестве источника напряжения имеет батарейки типа «Элемент 373» общим напряжением 4,5 В, поэтому он безопасен для выполнения работ учащимися.
Для измерения тока и напряжения на первой панели собрана электрическая схема, позволяющая плавно менять ток в цепи резистором К2.
На второй панели установлены три резистора К1, К2, КЗ с выводами 1-6. Мастер задает перемычками любой вид соединения резисторов, выводит их на зажимы Кх и предлагает учебным группам (из двух-трех учащихся) измерить результирующее сопротивление Кх с помощью двух приборов: грубое измерение — комбинированным прибором Ц-56, Ц-435; точное измерение — образцовым мостом МО и сравнить результат»! измерений.
На третьей панели установлены три заданных емкости. Задания, аналогичные предыдущему, мастер предлагает учащимся, которые измеряют емкости с помощью фарадметра.
Убедившись в освоении учащимися приемов измерения параметров электрических цепей, мастер начинает второй этап занятия и формулирует письменное задание учащихся:
1. В чем заключается различие . ремонта каркасных и бескаркасных рамок подвижных систем?
2. Описать последовательность намотки, пропитки и сушки каркасной ; рамки?
3. Каким проводом и какого сечения производится намотка добавочных сопротивлений и шунтов?
4. Каким прибором измеряется электрическое сопротивление добавочных сопротивлений и шунтов?
5. Описать, в чем заключается операция "старения" добавочных сопротивлений.
Для выполнения данного задания мастер показывает рабочие приемы намотки каркасных и бескаркасных рамок подвижных систем электроизмерительных приборов. Затем предлагает учащимся алгоритм последовательности операций при изготовлении рамок (табл. 10).
При выполнении операций намоток рамок измерительных приборов учащиеся используют специальный намоточный станок, позволяющий соблюдать необходимое натяжение провода и имеющий счетчик числа витков.
Учащиеся выполняют (под руководством мастера) все последовательные операции, кроме двух операций сушки, продолжительность которых составляет соответственно 6—Я и 7—9 ч.
Мастер должен сказать учащимся, что в заводских ремонтных участках и ремонтных участках отдела метрологии сушка проводится автоматически: в термошкаф или муфельную печь загружают партию намотанных катушек и устанавливают задание на определенную температуру и время сушки. По истечении заданного времени сушки печь автоматически отключается, срабатывает световая и звуковая сигнализация "Окончание сушки" Мастер завершает под тему показом методики подгонки сопротивления рамки (см. [ 2], § 4 гл. XI).
Наиболее трудоемкой операцией для учащихся является окончательная сборка после ремонта измерительного механизма. В соответствии с предложенной методикой показа рабочих приемов (один монтажный стол на Двух-трех учащихся) мастер показывает рабочие, приемы, а учащиеся затем при самостоятельной репродуктивной деятельности контролируют свои действия по предложенному алгоритму (табл. 11).
Важно сказать учащимся, что при намотке добавочных сопротивлений и шунтов при ремонте электроизмерительных приборов используют не медный, а манганиновый провод в эмалевой изоляции. Манганин имеет стабильное сопротивление при изменении температуры, что имеет большое значение для точности измерений приборов.
Технология намотки добавочных сопротивлений и шунтов подобна технологии намотки рамок. Сопротивление измеряют мостом типа МВУ или МО.
Мастер должен остановиться также на значении операций искусственного и естественного "старения" шунтов и сопротивлений, указать температурные и временные режимы.
Заключительный этап занятия мастер отводит показу приемов ремонта комбинированных электроизмерительных приборов и обращает внимание учащихся на то, что порядок проведения рабочих операций по ремонту рамок прибора, намотке шунтов и добавочных сопротивлений полностью соответствует описанным выше приемам.
Неисправности у таких приборов определяют только по заводской электрической схеме ремонтируемого прибора и спецификации элементов схемы.
Основные неисправности комбинированных электроизмерительных приборов и способы их устранения приведены в табл. 12.
Рабочие группы учащихся (под руководством мастера) обнаруживают неисправности в приборах различных типов (на монтажных столах установлены приборы из расчета один ремонтируемый прибор на двух-трех человек) и, руководствуясь табл. 12, производят их ремонт.
В ходе текущего инструктажа учащиеся (под руководством мастера) выполняют весь объем ремонтных работ и отвечают на соответствующие данному занятию письменные вопросы. .
Мастер подводит итоги выполнения письменного задания, обсуждает с группой характерные ошибки и выставляет оценки.
Занятие соответствует третьему уровню обученности. Учащиеся освоили навыки: измерений параметров электрической цепи комбинированными электроизмерительными приборами, образцовыми мостами и фарадметрами; намотки рамок, шунтов и добавочных сопротивлений; ремонта и сборки измерительных механизмов приборов; ремонта комбинированных электроизмерительных приборов.
Подтема 4. Проверка ремонтируемого электроизмерительного прибора
Цель занятия - формирование производственных умений и навыков по поверке прибора.
Наглядные пособия и оборудование: паспорт ремонтируемого прибора; поверочная установка типов У-309, У-313 или отдельные образцовые электроизмерительные приборы.
Методика проведения занятия
Обучение способам поверки электроизмерительных приборов делится на два этапа; обучение пользованию поверочными таблицами и приемам поверки прибора.
При проведении вводного инструктажа мастер разъясняет цель занятия, его содержание и виды самостоятельной работы.
На первом этапе учащиеся (с помощью мастера) осваивают поверочные таблицы для соответствующего класса точности прибора.
Мастер дает для каждой группы учащихся (из двух-трех человек) задания следующего содержания:
1) определить по прилагаемой поверочной таблице по всей шкале приборов допустимую погрешность амперметра с пределом измерения 5 А, имеющего класс точности 1,0;
2) соответствует ли прибор заданному классу, если на одной из поверяемых точек он превышает допустимую погрешность измерения?
Мастер должен напомнить учащимся понятия о погрешностях и классах точности измерительных приборов (см. [2], § 1 гл. III).
Затем необходимо объяснить учащимся понятие "поверка", как сличение показаний ремонтируемого (проверяемого) прибора с образцовым по всем заданным интервалам шкалы и определение класса точности прибора.
После успешного усвоения работы с поверочными таблицами учащиеся (под руководством мастера) приступают ко второму этапу — поверке отремонтированного прибора.
В зависимости от оснащения учебного класса или заводского ремонтного участка поверка производится на специализированных измерительных установках типов У-309, У-313, У-355 или с помощью образцовых приборов: амперметров, вольтметров и др.
Применяемые при поверке измерительные установки обиж^шакгт повышение производительности труда и точности измерений, что создает значительный эффект при большом объеме поверочных работ. 62
Мастер активизирует работу учащихся, задает им ряд контрольных вопросов:
1. Как включаются в электрическую цепь поверяемый и образцовый вольтметры?
2. Как включаются в электрическую цепь поверяемый и образцовый амперметры?
3. Какой класс точности образцового прибора необходимо использовать при поверке прибора класса 0,5? Ответ. Не менее чем на два класса выше, т.е. 0,1 и выше, так как существуют классы точности: 0,01; 0,05; 0,1; 0,2; 0,5; 1,0; 1,5; 2,5; 4,0.
Во время текущего инструктажа необходимо особое внимание уделять отстающим учащимся, привлекать наиболее успевающих учащихся к помощи в овладении отстающими необходимыми умениями и навыками.
Мастер в зависимости от типа образцовых средств (приборов, установок) сам воспроизводит рабочие приемы для учебных групп (из двух-трех учащихся), потом учащиеся повторяют действия под контролем мастера, а затем выполняют работу самостоятельно.
Учащиеся должны знать, что поверяемые приборы, не удовлетворяющие паспортному классу точности, бракуются и возвращаются для повторного ремонта с красной биркой "Брак".
На заключительном инструктаже рекомендуется дать подробный анализ и оценку результатов работы учащихся. Важно также проверить знания учащихся по узловым вопросам темы.
Занятие соответствует третьему уровню обученности.
Задание для самостоятельной работы к теме 5
Изучить приборы для измерения температуры (см. [2], § 1, 2 гл. IV; § 5 гл.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1.Беспалько В.П. Программированное обучение. М., 1970.
2. Жарковский Б.И. Приборы автоматического контроля и регулирования. М., 1983.
3. Кузьмина Н.В. Особенности педагогической деятельности мастера. М., 1978.
4. Махмутов М.И. Организация проблемного обучения. М., 1977.
5. Психолого-педагогические требования к заданиям и упражнениям. - В кн.: Проблемы школьного учебника. М., вып. 3, 1975.
6. Чебышева В.В. Психология трудового обучения. М., 1969.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

