Россия, г. Ковров Владимирской области


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 12.05.2025 06:06

Зайцев Михаил Юрьевич
мастер производственного обучения
54 года
Местоположение
Специализация
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ САМОСТОЯТЕЛЬНОЙ РАБОТЫ ПО МЕЖДИСЦИПЛИНАРНОМУ КУРСУ МДК.04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе
Категория:
Внеурочка
15.02.2022 10:07

Просмотр содержимого документа
«МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ САМОСТОЯТЕЛЬНОЙ РАБОТЫ ПО МЕЖДИСЦИПЛИНАРНОМУ КУРСУ МДК.04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе»
|
| Приложение № 2 |
ФЕДЕРАЛЬНОЕ КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ № 46
ФЕДЕРАЛЬНОЙ СЛУЖБЫ ИСПОЛНЕНИЯ НАКАЗАНИЙ
МЕТОДИЧЕСКИЕ указания ПО ВЫПОЛНЕНИЮ САМОСТОЯТЕЛЬНОЙ РАБОТЫ
ПО междисциплинарному курсу
МДК.04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе
для профессии СПО 15.01.05 Сварщик (ручной и частично механизированной сварки(наплавки))
г. Владимир, 20___
| РЕКОМЕНДОВАНО Педагогическим советом ФКП образовательного учреждения № 46
Протокол №____ от "___"__________20__ г. Председатель Педагогического совета _____________ /______________/
| Разработаны в соответствии с требованиями Федерального государственного образовательного стандарта по профессии среднего профессионального образования 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)), утверждённого приказом Минобрнауки России от 29.01.2016г. №50 на основании Положения об организации самостоятельной работы в ФКП образовательном учреждении
|
СОГЛАСОВАНО
______________________
"___" ____________20__ г.
ОДОБРЕНО
на заседании методической комиссии
филиала № 6 ФКП образовательного учреждения № 46
Протокол №____ от "___" __________20__ г.
Председатель МК: ____________/Львов В.Ю/
РАССМОТРЕНО
на заседании методической комиссии
филиала № 6 ФКП образовательного учреждения № 46
Протокол №____ от "___" __________20__ г.
Председатель МК: ____________/ Львов В.Ю /
| Автор: мастер производственного обучения первой квалификационной категории филиала № 6 ФКП образовательного учреждения № 46 Зайцев Михаил Юрьевич "___" ____________20__ г.
|
|
СОДЕРЖАНИЕ
| 1. Введение 2. Пояснительная записка 3. Самостоятельная работа № 1 Подготовка к практическому занятию. 4. Самостоятельная работа № 2 Изучение параграфов. 5. Самостоятельная работа № 3. Изучение параграфов. 6. Самостоятельная работа № 4. Подготовка к практическому занятию. 7. Самостоятельная работа № 5. Подготовка к практическому занятию. 8. Самостоятельная работа № 6. Подготовка к практическому занятию. 9. Самостоятельная работа № 7. Подготовка к практическому занятию. 10. Самостоятельная работа № 8. Изучение параграфов. 11. Самостоятельная работа № 9. Подготовка к практическому занятию. 12. Самостоятельная работа № 10. Подготовка к практическому занятию. 13. Самостоятельная работа № 11. Подготовка к практическому занятию. 14. Самостоятельная работа № 12. Подготовка к практическому занятию. 15. Самостоятельная работа № 13. Изучение параграфов. 16. Самостоятельная работа № 14. Изучение параграфов. 17. Самостоятельная работа № 15. Изучение параграфов. 18. Самостоятельная работа № 16. Изучение параграфов. 19. Самостоятельная работа № 17. Изучение параграфов. 20. Самостоятельная работа № 18. Изучение параграфов. 21. Самостоятельная работа № 19. Подготовка к практическому занятию. 22. Самостоятельная работа № 20. Подготовка к практическому занятию. 23. Самостоятельная работа № 21. Подготовка к практическому занятию. 24. Самостоятельная работа № 22. Подготовка к практическому занятию. 25. Самостоятельная работа № 23. Подготовка к практическому занятию. 26. Самостоятельная работа № 24. Подготовка к практическому занятию. 27. Самостоятельная работа № 25. Подготовка к практическому занятию. 28. Самостоятельная работа № 26. Изучение параграфов. 29. Самостоятельная работа № 27. Изучение параграфов. 30. Самостоятельная работа № 28. Изучение параграфов. 31. Самостоятельная работа № 29. Подготовка к практическому занятию. 32. Заключение |
| 3 4 – 12 12 – 13 14 – 15 15 – 17 17 – 18 19 – 21 21 – 23 23 – 25 25 – 27 27 – 33 33 – 35 35 – 38 38 – 41 41 – 43 43 - 45 45 – 46 46 – 48 48 – 50 50 – 51 51 – 56 56 – 60 60 – 63 63 – 67 67 - 70 70 – 73 73 – 76 76 – 77 78 – 79 79 – 81 81 – 83 83
|
1. Введение
В соответствии с требованиями ФГОС среднего профессионального образования профессиональная образовательная организация при формировании программы подготовки квалифицированных рабочих, служащих (ППКРС) обязана обеспечивать эффективную самостоятельную работу обучающихся в сочетании с совершенствованием управления ею со стороны преподавателей и мастеров производственного обучения, сопровождать её методическим обеспечением и обоснованием времени, затрачиваемого на её выполнение (п. 7.1. федерального государственного образовательного стандарта среднего профессионального образования – ФГОС СПО). ФГОС СПО регламентируют максимальный и обязательный объём учебной нагрузки обучающихся как по циклам дисциплин (профессиональных модулей – ПМ), так и в целом по обязательной
и вариативной частям ППКРС.
Самостоятельная работа – планируемая учебная, учебно-исследовательская, научно-исследовательская работа обучающихся, выполняемая во внеаудиторное (аудиторное) время по заданию и при методическом руководстве преподавателя, но без его непосредственного участия. Самостоятельная работа обучающихся (СРО) не только способствует эффективному усвоению учебной информации, способов осуществления познавательной или профессиональной деятельности, но и воспитанию у обучающихся таких профессионально значимых личностных качеств, как ответственность, инициативность, креативность, трудолюбие. Личностный смысл самостоятельной работы будущего специалиста заключается не столько в усвоении информации по дисциплинам учебного плана, сколько в формировании через её посредство целостной структуры будущей профессиональной деятельности, в её предметном и социальном аспекте. Знания и умения должны выступать для студента не самоцелью, а одним из важнейших средств его развития, как личности и как профессионала.
Целью СРО является овладение фундаментальными знаниями, профессиональными умениями и навыками деятельности по профилю, опытом творческой, исследовательской деятельности. Самостоятельная работа обучающихся способствует развитию самостоятельности, ответственности и организованности, творческого подхода к решению проблем учебного и профессионального уровня, содействует оптимальному усвоению обучающимися учебного материала, развитию их познавательной активности, готовности и потребности в саморазвитии.
Задачами СРО являются:
- систематизация и закрепление полученных теоретических знаний
и практических умений обучающихся, углубление и расширение теоретических знаний;
- формирование умений использовать нормативную, правовую, справочную документацию и специальную литературу;
- развитие познавательных способностей и активности обучающихся: творческой инициативы, самостоятельности, ответственности и организованности;
- формирование самостоятельности мышления, способностей
к саморазвитию, самосовершенствованию и самореализации;
- развитие исследовательских умений;
- использование материала, собранного и полученного в ходе самостоятельных занятий на семинарах, на практических и лабораторных занятиях, при написании курсовых и выпускной квалификационной работ, для эффективной подготовки к итоговым зачетам и экзаменам.
2. Пояснительная записка.
Методические указания к выполнению внеаудиторной самостоятельной работы обучающихся по дисциплине предназначены для обучающихся по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)). Цель методических указаний: оказание помощи обучающимся в выполнении самостоятельной работы по МДК.04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе.
Настоящие методические указания содержат работы, которые позволят обучающимся самостоятельно овладеть фундаментальными знаниями, профессиональными умениями и навыками деятельности по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)), опытом творческой и исследовательской деятельности и направлены на формирование следующих компетенций:
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес.
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определённых руководителем.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей деятельности.
ОК 4. Осуществлять поиск информации, необходимый для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
ПК 4.1. Выполнять частично механизированную сварку плавлением различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
и сплавов во всех пространственных положениях сварного шва.
ПК 4.2. Выполнять частично механизированную сварку плавлением различных деталей и конструкций из цветных металлов
ПК 4.3. Выполнять частично механизированную наплавку различных деталей.
В результате выполнения самостоятельных работ по МДК.04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе обучающиеся должны:
уметь:
- проверять работоспособность и исправность оборудования для частично механизированной сварки (наплавки) плавлением;
- настраивать сварочное оборудование для частично механизированной сварки (наплавки) плавлением;
- выполнять частично механизированную сварку (наплавку) плавлением простых деталей неответственных конструкций в нижнем, вертикальном и горизонтальном пространственном положении сварного шва;
знать:
- основные группы и марки материалов, свариваемых частично механизированной сваркой (наплавкой) плавлением;
- сварочные (наплавочные) материалы для частично механизированной сварки (наплавки) плавлением;
- устройство сварочного и вспомогательного оборудования для частично механизированной сварки (наплавки) плавлением, назначение и условия работы контрольно-измерительных приборов, правила их эксплуатации и область применения;
-технику и технологию частично механизированной сварки (наплавки) плавлением для сварки различных деталей и конструкций во всех пространственных положениях сварного шва;
- порядок проведения работ по предварительному, сопутствующему (межслойному) подогреву металла;
- причины возникновения и меры предупреждения внутренних напряжений и деформаций в свариваемых (наплавляемых) изделиях;
-причины возникновения дефектов сварных швов, способы их предупреждения и исправления.
Критериями оценки результатов внеаудиторной самостоятельной работы обучающихся являются:
уровень освоения учебного материала;
уровень умения использовать теоретические знания при выполнении практических задач;
уровень умения активно использовать электронные образовательные ресурсы, находить требующуюся информацию, изучать ее и применять на практике;
обоснованность и четкость изложения материала;
оформление материала в соответствии с требованиями стандарта предприятия;
уровень умения ориентироваться в потоке информации, выделять главное;
уровень умения четко сформулировать проблему, предложив ее решение, критически оценить решение и его последствия;
уровень умения определить, проанализировать альтернативные возможности, варианты действий;
уровень умения сформулировать собственную позицию, оценку и аргументировать ее.
Описание каждой самостоятельной работы содержит: тему, цели работы, задания, основной теоретический материал, алгоритм выполнения типовых задач, порядок выполнения работы, формы контроля, требования к выполнению и оформлению заданий. Для получения дополнительной, более подробной информации по изучаемым вопросам, приведено учебно-методическое и информационное обеспечение.
Перечень видов самостоятельной работы представлен в таблице 1.
Таблица 1
Перечень видов самостоятельной работы
| Номер и наименование занятия | Наименование (содержание) самостоятельной работы | Кол-во час | Коды формируемых компетенций | Форма контроля | Сроки (№ недели) |
| Тема 1.1. Оборудование сварочного поста для частично механизированной сварки (наплавки) плавлением в защитном газе | |||||
| Занятие № 3-6 Практическое занятие №1. Изучение схем сварки в защитных газах. | 1. Решение тестовых вопросов. | 2 | ОК 1 –ОК 6 ПК 4.1-ПК 4.3 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 7-8 Классификация сварочных полуавтоматов, применяемых для частично механизированной сварки (наплавки) плавлением в защитном газе | 2. Изучение параграфов. | 1 | ОК 1 –ОК 6 ПК 4.1-ПК 4.3 | Предоставление опорного конспекта на контроль преподавателю |
|
| Занятие № 9-10 Устройство и основные узлы сварочных полуавтоматов, применяемых для частично механизированной сварки (наплавки) плавлением в защитном газе | 3. Изучение параграфов. | 1 | ОК 1 –ОК 6 ПК 4.1-ПК 4.3 | Предоставление опорного конспекта на контроль преподавателю
|
|
| Занятие № 11-14 Практическое занятие №2. Изучение устройства сварочного поста. | 4. Решение тестовых вопросов. | 2 | ОК 1 –ОК 6 ПК 4.1-ПК 4.3 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 15-18 Практическое занятие №3. Изучение устройства источников питания | 5. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 19-22 Практическое занятие №4. Изучение устройства сварочного полуавтомата.
| 6. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 23-26 Практическое занятие №5. Изучение устройства подающего механизма. | 7. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 27-28 Вспомогательное оборудование и аппаратура применяемых для частично механизированной сварки (наплавки) плавлением в защитном газе | 8. Изучение параграфов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление опорного конспекта на контроль преподавателю |
|
| Занятие № 29-32 Практическое занятие №6. Изучение устройства газовых баллонов. | 9. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 33-36 Практическое занятие №7. Изучение устройства редуктора. | 10. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 37-40 Практическое занятие №8. Измерение и настройка давления газа.
| 11. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 41-44 Практическое занятие № 9. Настройка сварочного полуавтомата. | 12. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Тема 1.2. Технология частично механизированной сварки плавлением в защитном газе углеродистых и легированных сталей, цветных металлов и их сплавов | |||||
| Занятие № 45 Сварочные материалы для частично механизированной сварки (наплавки) плавлением в защитном газе | 13. Изучение параграфов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление кроссворда на контроль преподавателю |
|
| Занятие № 46-47 Параметры режима частично механизированной сварки (наплавки) плавлением в защитном газе | 14. Изучение параграфов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление опорного конспекта на контроль преподавателю |
|
| Занятие № 48-49 Особенности техники и технологии частично механизированной сварки (наплавки) плавлением в защитном газе различных конструкций из углеродистой, конструкционной и легированной стали во всех пространственных положениях сварного шва. | 15. Изучение параграфов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление опорного конспекта на контроль преподавателю |
|
| Занятие № 50-51 Особенности техники и технологии частично механизированной сварки (наплавки) плавлением в защитном газе различных конструкций из цветных металлов и их сплавов во всех пространственных положениях сварного шва. | 16. Изучение параграфов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление опорного конспекта на контроль преподавателю |
|
| Занятие № 52 Дефекты сварных швов конструкций из углеродистой, конструкционной и легированной стали, цветных металлов и их сплавов, выполненных частично механизированной сваркой (наплавкой) плавлением в защитном газе, способы их предупреждения и устранения | 17. Изучение параграфов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление кроссворда на контроль преподавателю |
|
| Занятие № 53-54 Меры безопасности при проведении частично механизированной сварки (наплавки) плавлением в защитном газе. | 18. Изучение параграфов. | 2 | ОК 1 – ОК 6 ПК 4.1-ПК 4.3 | Предоставление опорного конспекта на контроль преподавателю |
|
| Занятие №55-58 Практическое занятие № 10 Отработка навыков техники частично механизированной сварки в защитном газе в нижнем положении стыковых швов | 19. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1 - 4.2 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 59-64 Практическое занятие № 11 Отработка навыков техники частично механизированной сварки в защитном газе в нижнем положении угловых швов | 20. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1 - 4.2 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 65-70 Практическое занятие № 12 Отработка навыков техники частично механизированной сварки в защитном газе в вертикальном положении стыковых швов | 21. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1 - 4.2 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 71-76 Практическое занятие № 13 Отработка навыков техники частично механизированной сварки в защитном газе в вертикальном положении угловых швов | 22. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1 - 4.2 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 77-82 Практическое занятие № 14 Отработка навыков техники частично механизированной сварки в защитном газе в горизонтальном положении стыковых швов | 23. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1 - 4.2 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 83-88 Практическое занятие № 15 Отработка навыков техники частично механизированной сварки в защитном газе в горизонтальном положении угловых швов | 24. Решение тестовых вопросов. | 2 | ОК 1 – ОК 6 ПК 4.1 - 4.2 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Занятие № 89-94 Практическое занятие № 16 Отработка навыков техники частично механизированной в защитном газе трубных стыков (кольцевых швов) | 25. Решение тестовых вопросов. | 1 | ОК 1 – ОК 6 ПК 4.1 - 4.2 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
| Тема 1.3. Технология частично механизированной наплавки в защитном газе углеродистых и легированных сталей, цветных металлов и их сплавов | |||||
| Занятие № 95 Общие сведения о наплавке: назначение; сущность наплавки; способы | 26. Изучение параграфов. | 1 | ОК 1 – ОК 6 ПК 4.3 | Предоставление опорного конспекта на контроль преподавателю |
|
| Занятие № 96 Материалы для наплавки: низкоуглеродистые и легированные проволоки и ленты; порошковые проволоки и ленты; флюсы; твёрдые сплавы. | 27. Изучение параграфов. | 1 | ОК 1 – ОК 6 ПК 4.3 | Предоставление опорного конспекта на контроль преподавателю |
|
| Занятие № 97 Техника наплавки различных поверхностей: тел вращения и плоских | 28. Изучение параграфов. | 1 | ОК 1 – ОК 6 ПК 4.3 | Предоставление опорного конспекта на контроль преподавателю |
|
| Занятие № 98-101 Практическое занятие № 17 Изучение особенностей дуговой наплавки частично механизированным способом в защитном газе | 29. Решение тестовых вопросов. | 1 | ОК 1 – ОК 6 ПК 4.3 | Предоставление ответов на тестовые вопросы преподавателю для контроля.
|
|
Самостоятельная работа № 1
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.3
Тема: Практическое занятие №1: Изучение схем сварки в защитных газах.
Текст задания:
1.Что такое полуавтоматическая сварка?
2. Чем отличается оборудование для сварки в углекислом газе от оборудования для сварки в аргоне?
3. В чем сущность сварки вольфрамовым электродом в защитных газах?
4.Что вы знаете о сварке в защитных газах плавящимся электродом и в чем ее преимущества?
Эталоны ответов:
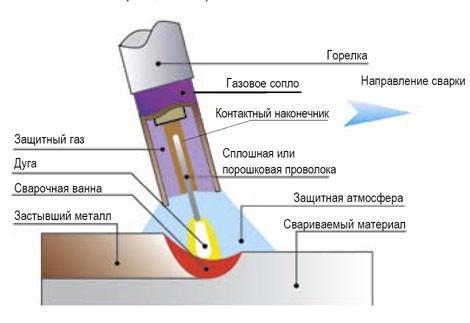
Механизированная сварка — процесс сварки, при котором электродная проволока подается с постоянной или переменной скоростью в зону сварки и одновременно в эту же зону поступает активный (к примеру: углекислый газ) или инертный газ (к примеру: аргон) или газовые смеси, который обеспечивает защиту расплавленного или нагретого электродного и основного металлов от вредного воздействия окружающего воздуха. Защитный газ при этом подается из баллона через газовый редуктор.
Источники питания. Сварка плавящимся электродом в среде углекислого газа производится в основном на постоянном токе обратной полярности. Для сварки в углекислом газе нужны осушитель и подогреватель газа.
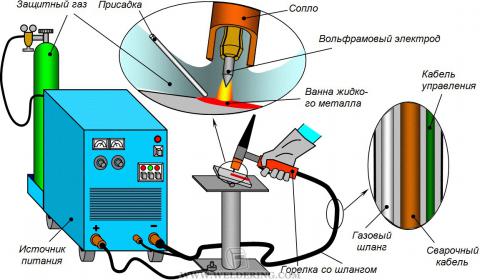
Сущность способа сварки в защитных газах плавящимся электродом заключается в том, что дуга горит в струе защитного газа, оттесняющего воздух из зоны сварки и защищающего расплавленный металл от вредного воздействия газов, содержащихся в атмосфере.
Основными преимуществами сварки в среде защитного газа перед другими способами являются: надежная защита расплавленного металла от окисления кислородом окружающего воздуха; отсутствие обмазок и флюсов при сварке, усложняющих и удорожающих этот процесс; высокая производительность; простота процесса и возможность его механизации при сварке в различных пространственных положениях с помощью простых приспособлений; возможность сварки цветных металлов, сплавов и разнородных металлов; хороший внешний вид сварного шва и высокие механические свойства соединения; возможность качественной сварки труб без внутренних подкладных колец или ручной подварки.
К недостаткам сварки в защитных газах следует отнести осложнения при проведении сварки на открытом воздухе, особенно в ветреную погоду из-за возможности отдува защитного газа струей воздуха, а также большие выделения вредного газа на рабочем месте сварщика.
Алгоритм выполнения.
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 20141 – 400с.
Самостоятельная работа № 2
Наименование: Изучение параграфов.
Цель: расширение научного кругозора, овладение методами теоретического исследования, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 – ОК 6.
ПК 4.1 – ПК 4.3
Тема: Классификация сварочных полуавтоматов, применяемых для частично механизированной сварки (наплавки) плавлением в защитном газе.
Алгоритм выполнения задания:
Прочитай весь параграф, составь целостное представление об описанных в нем событиях, явлениях. Внимательно рассмотри карты, другие иллюстрации.
Обрати особое внимание на выделенные в учебнике факты, выводы, идеи.
Составь развернутый план – он облегчит подготовку домашнего задания.
Постарайся связать материал параграфа с тем, что увидел и услышал на уроке, что записал в тетради.
Вспомни, что ты читал по изученной теме, что видел в музеях, кинофильмах.
Иногда необходимо просмотреть параграфы, изученные ранее.
Если что-то непонятно, обратись к словарю.
Проверь, знаешь ли ты материал тем – перескажи его, сначала пользуясь планом, потом без него.
Подготовь ответы на вопросы и задания, которые помещены в конце параграфа.
Выполни конспектирование материала параграфа.
Требования к выполнению и оформлению задания:
Требования по конспектированию:
1. Заглавия писать ярким, выделяющимся цветом.
2. Подзаголовки подчеркивать ярким цветом.
3. На каждой странице слева оставлять свободные поля (ширина полей до 1/3 ширины страницы) для записи даты конспектирования, заметок преподавателя и последующей проработки конспекта.
4. Весь текст разделять на абзацы. В каждом абзаце должна заключаться отдельная мысль. Абзац должен начинаться с «красной строки». Между абзацами оставлять чистую строку.
5. Главное, ключевое слово каждой отдельной мысли выделять подчеркиванием или иным способом.
6. Конспект должен быть выполнен в тетради.
7. Несколько листов в конце тетради следует отвести для справочного материала.
8. В тетради для конспектов недопустимы посторонние записи, рисунки, чертежи и наклейки, не относящиеся к изучаемому предмету.
9. Следует помнить: конспект в значительной степени отражает возможности, способности и даже характер обучающегося, его отношение к предмету обучения; он является не только отчетным учебным документом, но и источником знаний, индивидуальным учебником.
Форма контроля: предоставить конспект на контроль преподавателю
Критерии оценки:
оценку «отлично» получают работы, в которых делаются самостоятельные выводы, дается аргументированная критика и самостоятельный анализ фактического материала по данной теме;
оценка «хорошо» ставится тогда, когда в работе, выполненной на достаточном теоретическом уровне, полно и всесторонне освещаются вопросы темы, но нет должной степени самостоятельности;
оценку «удовлетворительно» имеют работы, в которых правильно освещены основные вопросы темы, но не проявилось умение логически стройного их изложения, содержатся отдельные ошибочные положения;
оценку «неудовлетворительно» обучающихся получает в случае, когда не владеет материалом работы, не в состоянии дать объяснения выводам и теоретическим положениям данной проблемы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 3
Наименование: Изучение параграфов.
Цель: расширение научного кругозора, овладение методами теоретического исследования, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 – ОК 6.
ПК 4.1 – ПК 4.3
Тема: Устройство и основные узлы сварочных полуавтоматов, применяемых для частично механизированной сварки (наплавки) плавлением в защитном газе.
Алгоритм выполнения задания:
Прочитай весь параграф, составь целостное представление об описанных в нем событиях, явлениях. Внимательно рассмотри карты, другие иллюстрации.
Обрати особое внимание на выделенные в учебнике факты, выводы, идеи.
Составь развернутый план – он облегчит подготовку домашнего задания.
Постарайся связать материал параграфа с тем, что увидел и услышал на уроке, что записал в тетради.
Вспомни, что ты читал по изученной теме, что видел в музеях, кинофильмах.
Иногда необходимо просмотреть параграфы, изученные ранее.
Если что-то непонятно, обратись к словарю.
Проверь, знаешь ли ты материал тем – перескажи его, сначала пользуясь планом, потом без него.
Подготовь ответы на вопросы и задания, которые помещены в конце параграфа.
Выполни конспектирование материала параграфа.
Требования к выполнению и оформлению задания:
Требования по конспектированию:
1. Заглавия писать ярким, выделяющимся цветом.
2. Подзаголовки подчеркивать ярким цветом.
3. На каждой странице слева оставлять свободные поля (ширина полей до 1/3 ширины страницы) для записи даты конспектирования, заметок преподавателя и последующей проработки конспекта.
4. Весь текст разделять на абзацы. В каждом абзаце должна заключаться отдельная мысль. Абзац должен начинаться с «красной строки». Между абзацами оставлять чистую строку.
5. Главное, ключевое слово каждой отдельной мысли выделять подчеркиванием или иным способом.
6. Конспект должен быть выполнен в тетради.
7. Несколько листов в конце тетради следует отвести для справочного материала.
8. В тетради для конспектов недопустимы посторонние записи, рисунки, чертежи и наклейки, не относящиеся к изучаемому предмету.
9. Следует помнить: конспект в значительной степени отражает возможности, способности и даже характер обучающегося, его отношение к предмету обучения; он является не только отчетным учебным документом, но и источником знаний, индивидуальным учебником.
Форма контроля: предоставить конспект на контроль преподавателю
Критерии оценки:
оценку «отлично» получают работы, в которых делаются самостоятельные выводы, дается аргументированная критика и самостоятельный анализ фактического материала по данной теме;
оценка «хорошо» ставится тогда, когда в работе, выполненной на достаточном теоретическом уровне, полно и всесторонне освещаются вопросы темы, но нет должной степени самостоятельности;
оценку «удовлетворительно» имеют работы, в которых правильно освещены основные вопросы темы, но не проявилось умение логически стройного их изложения, содержатся отдельные ошибочные положения;
оценку «неудовлетворительно» обучающихся получает в случае, когда не владеет материалом работы, не в состоянии дать объяснения выводам и теоретическим положениям данной проблемы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014 – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 4
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.3
Тема: Практическое занятие №2: Изучение устройства сварочного поста.
Текст задания:
1. Оборудование поста для сварки в среде углекислого газа 2. Чем отличается аппарат для механизированной сварки от аппарата для автоматической сварки?
3.Расскажите о системе обозначения аппаратов для дуговой сварки
Эталоны ответов:
Оборудование поста для сварки в среде углекислого газа.
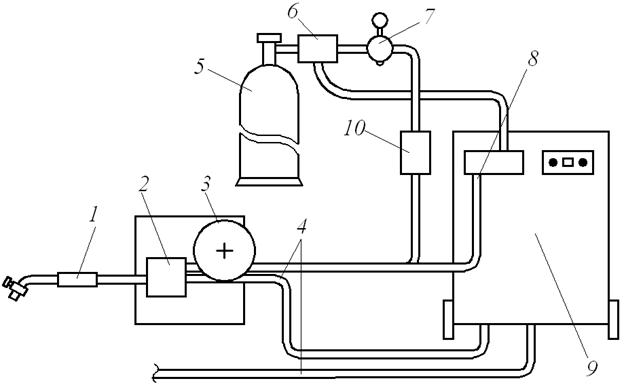
Блок-схема полуавтомата для сварки в среде СО2:
1 – сварочная горелка; 2 – механизм подачи электродной проволоки;
3 – кассета с электродной проволокой; 4 – сварочные кабели; 5 – баллон
с углекислотой; 6 – подогреватель газа; 7 – редуктор-расходомер; 8 – кабель
управления; 9 – сварочный выпрямитель; 10 – осушитель газа
2.Сварочные автоматы и полуавтоматы во многом схожи. Единственное отличие заключается в полной автоматизации сварочного процесса. В полуавтоматической сварке мастер должен сам поджигать дугу и формировать шов. Без его участия подается лишь проволока в зону сварки. А при использовании автомата сварка выполняется в автоматическом режиме, сварщику необходимо лишь задать нужные параметры. С остальными процессами аппарат справится самостоятельно.
3. В обозначении полуавтомата сначала проставляются буквы. Первая буква обозначает изделие, например: П – полуавтомат, У – установка.
Вторая буква говорит о способе сварки: Ш – шланговый, Д – для дуговой сварки.
Третья буква дает информацию о способе сварки в определенной среде, например: Ф – флюсовый, ФГ – флюсо-газовый. Наличие третьей буквы вовсе необязательно, и она может вообще отсутствовать. Обычно все полуавтоматы ведут сварку в газозащитной среде, и поэтому повторять это в обозначении не имеет смысла.
После буквенных индексов следуют цифры. Первая показывает значение силы тока в сотнях ампер. Вторая и третья цифры обозначают модификацию полуавтомата.
После третьей цифры опять следует буква, обозначающая климатические условия, например: У – район с умеренным климатом; ХЛ – район с холодным климатом; Т – тропики.
Последняя цифра указывает категорию помещения: 1 – на открытом воздухе; 2 – неотапливаемое помещение; 3 – помещение с естественной вентиляцией; 4 – помещение с принудительной вентиляцией и отоплением; 5 – помещение с повышенной влажностью.
Алгоритм выполнения.
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 5
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.3
Тема: Практическое занятие №3: Изучение устройства источников питания.
Текст задания:
Конструкции и марки источников питания для сварки в защитных газах.
Чем отличается оборудование для сварки в углекислом газе от оборудования для сварки в аргоне?
Чем отличается аппарат для механизированной сварки от аппарата для автоматической сварки?
Какие операции обеспечивает блок управления БУСП-2?
Эталоны ответов
1.Источниками питания для сварки плавящимся электродом в среде защитных газов, в частности в аргоне и гелии, являются сварочные преобразователи (электрические машины постоянного тока). Они отличаются от применяемых машин для сварки под флюсом и сварки электродами с покрытием. Это отличие заключается в жесткой или возрастающей вольт-амперной характеристике вместо «падающей», как у машин ПСО-500, ПС-500, ПС-300, ПСМ-100 и др.
Жесткая и даже возрастающая вольт-амперная характеристика необходима для получения стабильного процесса сварки, особенно при использовании сварочной проволоки диаметром 2 мм и менее. Нестабильность процесса сварки происходит при малейшей задержке подачи проволоки в дугу, что затрудняет ведение процесса и ухудшает качество сварки. При больших диаметрах сварочной проволоки характеристика преобразователей сказывается меньше на работе. Поэтому и необходимо производить сварку с проволокой диаметром до 4 мм на машинах с жесткой или возрастающей вольт-амперной характеристикой (ПСГ-500), а с проволокой диаметром 4 мм и более — на обычных стандартных генераторах с круто падающей характеристикой.
Сварочные преобразователи типа ПСГ-300 и ПГС-500 с жесткой характеристикой, предназначенные для сварки плавящимся электродом в среде защитных газов, выпускаются заводом «Электрик» и др.
На рис. 1 показаны внешние характеристики преобразователя ПСГ-500-1, снятые при различных токах возбуждения.
Преобразователь ПСГ-500 состоит из сварочного генератора постоянного тока и приводного асинхронного трехфазного двигателя с короткозамкнутым ротором, выполненных в одном корпусе. Сварочный генератор является четырехполюсным генератором постоянного тока с независимым возбуждением и последовательной подмагничивающей обмоткой. Генератор позволяет плавно регулировать сварочный ток от 60 до 500 а, а напряжение — в пределах 16—40 в. Мощность генератора 20 кет.
При отсутствии специализированного генератора ПСГ-500 жесткая внешняя характеристика может
быть получена незначительной переделкой преобразователя ПС-500. Для этого в цепь обмотки возбуждения преобразователя необходимо включить дополнительный реостат с сопротивлением 4—5 ом, что снижает напряжение холостого хода с 60—80 до 15—25 в. Затем необходимо зашунтировать последовательную обмотку возбуждения сварочным кабелем сечением 95—100 мм2. Желательно в цепь шунтирующего кабеля включить рубильник.
Для ручной, полуавтоматической и автоматической сварки неплавящимся электродом в среде инертных газов применяется источник питания конструкции НИАТ марки ИПК-350. Зажигание дуги здесь облегчается за счет осциллятора, а горение — за счет электронного стабилизатора. Сварочный ток удобно и плавно регулируется в пределах 80—350 а. Напряжение холостого хода составляет 60 в.
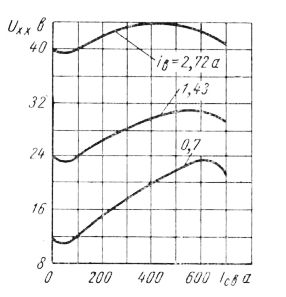
Рис. 1. Внешние (вольт-амперные) характеристики преобразователя ПГС-500-1 (при различных токах возбуждения)
Источниками питания для сварки неплавящимся электродом в среде защитных газов служат селеновые выпрямители ВСС-300-3 и ВСС-120-4 завода «Электрик». Эти выпрямители просты в эксплуатации и достаточно надежны; они обеспечивают падающую внешнюю характеристику, регулируемую путем изменения расстояния между первичной и вторичной обмотками. Выпрямители обеспечивают номинальный сварочный ток при ПВ = 65% 120 а (ВСС-120-4) и 300 а (ВСС-300-3). Напряжение холостого хода составляет 58—65 в.
2. Сварка плавящимся электродом в среде углекислого газа производится в настоящее время в основном на постоянном токе обратной полярности. Для сварки в углекислом газе нужны осушитель и подогреватель газа.3. Сварочные автоматы и полуавтоматы во многом схожи. Единственное отличие заключается в полной автоматизации сварочного процесса. В полуавтоматической сварке мастер должен сам поджигать дугу и формировать шов. Без его участия подается лишь проволока в зону сварки. А при использовании автомата сварка выполняется в автоматическом режиме, сварщику необходимо лишь задать нужные параметры. С остальными процессами аппарат справится самостоятельно.
4. В режиме наладки блок обеспечивает выполнение следующих операций:
установку необходимой скорости подачи электродной проволоки;
выбор рабочего цикла;
выбор способа сварки: длинными, короткими швами или сварки «точками»
Алгоритм выполнения.
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 6
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.3
Тема: Практическое занятие №4: Изучение устройства сварочного полуавтомата.
Текст задания:
Каковы достоинства полуавтоматов?.
Что входит в состав полуавтомата для сварки в СО2
По каким признакам классифицируются полуавтоматы?
Расскажите о системе обозначения аппаратов для дуговой сварки.
Почему применяют унифицированные узлы на полуавтоматах и автоматах?
Эталоны ответов
Достоинства сварочных полуавтоматов:
низкая себестоимость;
качественность шва;
высокая скорость работы;
большой диапазон толщины обрабатываемых деталей и их материалов;
возможность контролировать образование шва;
автоматизация работ;
отсутствие влияния пространственного положения на качество шва;
Блок-схема полуавтомата для сварки в среде СО2:
1 – сварочная горелка; 2 – механизм подачи электродной проволоки;
3 – кассета с электродной проволокой; 4 – сварочные кабели; 5 – баллон
с углекислотой; 6 – подогреватель газа; 7 – редуктор-расходомер; 8 – кабель
управления; 9 – сварочный выпрямитель; 10 – осушитель газа
На рынке сварочного оборудования большое разнообразие полуавтоматов. Они классифицируются по различным признакам.
По виду: профессиональные; полупрофессиональные; бытовые.
По способу перемещения: стационарные; переносные; передвижные.
По характеру защиты: в защитных газах (активных, инертных, активных и инертных);
с порошковой проволокой; под слоем флюса.
По типу электродного провода сварка осуществляется: алюминиевой проволокой; стальной проволокой; универсальной проволокой.
По способу питания: однофазные; трёхфазные.
По типу подачи проволоки: тянущий вид; толкающий вид; толкающе-тянущего вида.
По категории исполнения: однокорпусные; из нескольких частей.
В обозначении полуавтомата сначала проставляются буквы. Первая буква обозначает изделие, например: П – полуавтомат, У – установка.
Вторая буква говорит о способе сварки: Ш – шланговый, Д – для дуговой сварки.
Третья буква дает информацию о способе сварки в определенной среде, например: Ф – флюсовый, ФГ – флюсо-газовый. Наличие третьей буквы вовсе необязательно, и она может вообще отсутствовать. Обычно все полуавтоматы ведут сварку в газозащитной среде и поэтому повторять это в обозначении не имеет смысла.
После буквенных индексов следуют цифры. Первая показывает значение силы тока в сотнях ампер. Вторая и третья цифры обозначают модификацию полуавтомата.
После третьей цифры опять следует буква, обозначающая климатические условия, например: У – район с умеренным климатом; ХЛ – район с холодным климатом; Т – тропики. Последняя цифра указывает категорию помещения: 1 – на открытом воздухе; 2 – неотапливаемое помещение; 3 – помещение с естественной вентиляцией; 4 – помещение с принудительной вентиляцией и отоплением; 5 – помещение с повышенной влажностью.
Современные сварочные полуавтоматы и автоматы разрабатывают из унифицированных узлов, отличающихся основными параметрами стандартного ряда. Это позволяет с наименьшими затратами настроить аппарат на заданную функцию при выполнении требований сварочной технологии. Унифицированными узлами аппаратов являются подающие механизмы, прижимные и направляющие устройства, механизмы подъема и перемещения тележек аппаратов, сварочные горелки и механизмы их перемещения (суппорты), приводы механизмов подачи электродной проволоки и перемещения самоходных тележек, аппаратура управления, контроля и сигнализации (средства автоматизации). Дальнейшее развитие сварочных полуавтоматов и автоматов будет направлено на совершенствование унификации их узлов, снижение массы и расширение технологических возможностей с целью обеспечения высокого качества сварных изделий.
Алгоритм выполнения.
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 7
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.3
Тема: Практическое занятие №5: Изучение устройства подающего механизма.
Текст задания:
Какие типы подающих механизмов вы знаете?
Назовите узлы и детали подающих механизмов полуавтоматов.
Расскажите о достоинствах подающего механизма «Изаплан».
Каковы основные элементы конструкции шланговых полуавтоматов?
Каковы основные типы полуавтоматов по расположению подающего механизма?
Эталоны ответов
Виды механизмов подачи проволоки
Толкающие - привод размещен непосредственно в блоке. Он толкает проволоку в сварочную горелку
Тянущие - привод размещен непосредственно в рукоятке сварочной горелки – он тянет проволоку через подающий рукав
Комбинированные – применяются на аппаратах с длинными подающими рукавами.
Типовая конструкция данного узла включает в себя: Катушку, на которой устанавливается кассета с исходным материалом. Приводной асинхронный трехфазный двигатель переменного тока, который рассчитывается на работу со сравнительно небольшим рабочим напряжением (не выше 36 В). Многоступенчатый червячный редуктор, при помощи которого можно изменять скорость перемещения проволоки. Сменные зубчатые колеса, от которых получают вращение подающие ролики. Комплект подающих роликов, которые имеют возможность своего осевого регулирования под различный диаметр сварочной проволоки. Подающая втулка, которая, в зависимости от размещения узла, обеспечивает перемещение материала вне его корпуса. Опорная рама, на которой размещены все элементы данного узла. Рама может снабжаться транспортирующими колесиками. Блок предварительного натяжения проволоки (устанавливается до роликов).
Кроме основных типов подающих механизмов существует еще система «Изаплан», изобретенная в Болгарии. Конструктивной особенностью этой системы является применение планетарного механизма для подачи проволоки. Планетарное устройство имеет полый вал двигателя, через который пропускается электродная проволока. На выходе из вала проволока зажимается гладкими роликами, расположенными под определенным углом относительно друг друга. При вращении ролики выталкивают проволоку из головки планетарного устройства. Такой способ подачи проволоки в шланг обеспечивает наибольшую равномерность его прохождения.
Основные элементы шланговых полуавтоматов для сварки:
–держатель
-гибкие шланги
- механизм подачи сварочной проволоки
- кассеты со сварочной проволокой
- аппаратный шкаф или шкаф управления
В зависимости от того, где размещен механизм подачи (на корпусе сварочной горелки или вне его), различают полуавтоматы тянущего и толкающего типа.
Алгоритм выполнения.
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 8
Наименование: Изучение параграфов.
Цель: расширение научного кругозора, овладение методами теоретического исследования, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 – ОК 6.
ПК 4.1 – ПК 4.3
Тема: Устройство и основные узлы сварочных полуавтоматов, применяемых для частично механизированной сварки (наплавки) плавлением в защитном газе.
Алгоритм выполнения задания:
Прочитай весь параграф, составь целостное представление об описанных в нем событиях, явлениях. Внимательно рассмотри карты, другие иллюстрации.
Обрати особое внимание на выделенные в учебнике факты, выводы, идеи.
Составь развернутый план – он облегчит подготовку домашнего задания.
Постарайся связать материал параграфа с тем, что увидел и услышал на уроке, что записал в тетради.
Вспомни, что ты читал по изученной теме, что видел в музеях, кинофильмах.
Иногда необходимо просмотреть параграфы, изученные ранее.
Если что-то непонятно, обратись к словарю.
Проверь, знаешь ли ты материал тем – перескажи его, сначала пользуясь планом, потом без него.
Подготовь ответы на вопросы и задания, которые помещены в конце параграфа.
Выполни конспектирование материала параграфа.
Требования к выполнению и оформлению задания:
Требования по конспектированию:
1. Заглавия писать ярким, выделяющимся цветом.
2. Подзаголовки подчеркивать ярким цветом.
3. На каждой странице слева оставлять свободные поля (ширина полей до 1/3 ширины страницы) для записи даты конспектирования, заметок преподавателя и последующей проработки конспекта.
4. Весь текст разделять на абзацы. В каждом абзаце должна заключаться отдельная мысль. Абзац должен начинаться с «красной строки». Между абзацами оставлять чистую строку.
5. Главное, ключевое слово каждой отдельной мысли выделять подчеркиванием или иным способом.
6. Конспект должен быть выполнен в тетради.
7. Несколько листов в конце тетради следует отвести для справочного материала.
8. В тетради для конспектов недопустимы посторонние записи, рисунки, чертежи и наклейки, не относящиеся к изучаемому предмету.
9. Следует помнить: конспект в значительной степени отражает возможности, способности и даже характер обучающегося, его отношение к предмету обучения; он является не только отчетным учебным документом, но и источником знаний, индивидуальным учебником.
Форма контроля: предоставить конспект на контроль преподавателю
Критерии оценки:
оценку «отлично» получают работы, в которых делаются самостоятельные выводы, дается аргументированная критика и самостоятельный анализ фактического материала по данной теме;
оценка «хорошо» ставится тогда, когда в работе, выполненной на достаточном теоретическом уровне, полно и всесторонне освещаются вопросы темы, но нет должной степени самостоятельности;
оценку «удовлетворительно» имеют работы, в которых правильно освещены основные вопросы темы, но не проявилось умение логически стройного их изложения, содержатся отдельные ошибочные положения;
оценку «неудовлетворительно» обучающихся получает в случае, когда не владеет материалом работы, не в состоянии дать объяснения выводам и теоретическим положениям данной проблемы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 9
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.3
Тема: Практическое занятие №6: Изучение устройства газовых баллонов.
Текст задания:
Защитные газы, применяемые в сварочных процессах?
В какой последовательности подаются напряжение, газ и проволока в горелку для сварки в защитных газах?
Как вычисляют расход защитного газа?
Что следует учитывать при выборе газа для сварки плавящимся электродом?
Эталоны ответов
Защитные газы делятся на две категории: инертные и активные. Инертные газы используют для сварки вольфрамовым электродом, а также для сварки цветных металлов в среде защитных газов. Среди благородных газов только два, аргон и гелий достаточно экономичны, чтобы их можно было использовать при сварке. В чистом виде аргон и гелий используются только для некоторых цветных металлов. Аргон (Ar) — бесцветный газ, не имеет запаха, не горючий, тяжелее воздуха в 1,5 раза. Аргон не растворяется в металлах. Рекомендуется для сварки сталей и чистого алюминия. Гелий (He) — бесцветный газ, не имеет запаха, легче воздуха, поэтому требует повышения расхода газа. При одинаковых значениях силы тока, дуга в гелии выделяет до 2 раз больше энергии, чем в аргоне. Гелий используют для сварки химически чистых и активных материалов, а также сплавов алюминия и магния. Азот (N2) не вступает в реакцию с медью, поэтому при сварке меди и ее сплавов азот можно считать инертным газом. Активные защитные газы способны защищать зону сварки от воздействия воздуха, но сами растворяются в жидком металле или вступают в химическое взаимодействие с ним. Активные защитные газы включают углекислый газ, кислород, азот и водород. Большинство из этих газов влияют на качество сварного шва и процесс сварки, но при не большем их содержании в контролируемых количествах могут улучшить свойства шва. Кислород (O2) — газ без запаха, вкуса и цвета. Является негорючим газом, но активно поддерживает горение. Самостоятельно как защитный газ не используется, но применяется для приготовления сварочных смесей с инертными и активными газами. Углекислый газ (CO2) — бесцветный газ имеющий слабый запах, с резко выраженными окислительными свойствами. Углекислый газ тяжелее воздуха в 1,5 раза, пригодный для сварки чугуна, низко- и среднеуглеродистых сталей, низколегированных коррозионностойких сталей. Водород (H) — используется для сварки никеля и некоторых нержавеющих сталей, особенно толстых деталей. Улучшает текучесть металла и чистоту поверхности, однако может вызывать хрупкость при взаимодействии с углеродистыми сталями, поэтому его использование ограничено некоторыми нержавеющими сталями. Газовые смеси служат для улучшения процесса сварки и качества сварного шва за счет использования сильных сторон каждого из газов. Смеси аргона и углекислоты в соотношении 75-80% и 20-25% обеспечивает понижение разбрызгивания жидкого металла, увеличивает производительность и обеспечивает хорошие свойства сварочного соединения. Требует более тщательной очистки сварочных кромок перед сваркой, чем при сварке в чистой углекислоте. Рациональное применение для сварки низкоуглеродистых и низколегированных сталей. Смесь аргона (50%) и гелия (50%) используется для сварки титановых и алюминиевых сплавов. Смесь аргона и кислорода (1-5%) способствует стабилизации процесса сварки, увеличивает текучесть жидкого металла и является причиной мелкокапельного переноса металла. Рационально использование для сварки низкоуглеродистых сталей и нержавейки. Смесь углекислого газа (60-80%) и кислорода (20-40%) способствует повышению температуры расплавленного металла и окислительных свойств. Для сварки в этой смеси используют проволоки с повышенным содержанием раскислительных веществ, например проволока марки Св-08Г2СЦ. Рациональное применение для сварки углеродистых, легированных и некоторых высоколегированных сталей. Трехкомпонентная смесь аргона (75%), углекислоты (20%) и кислорода (5%) дает наиболее лучший эффект при сварке углеродистых сталей, нержавеющих и высоколегированных сталей. Стабилизирует процесс сварки, понижает разбрызгивание, позволяет избежать пористости швов.
Применение защитных газов требует соблюдения определенной последовательности операций. Сначала подается защитный газ, затем включается источник питания, начинает подаваться присадочная проволока и зажигается дуга, потом только начинается процесс сварки.
После гашения электродуги, еще 10-15 секунд в зону сварки подают инертный газ. Это делается для того, чтобы избежать пагубного влияния атмосферы на шов.
- Расчет расхода защитного газа
Существует формула, которая позволяет выяснить приблизительный расход сварочной смеси в процессе сварки: Р = Ру х Т, где Ру – удельный расход газа, заявленный производителем, Т – основное время, потраченное на сваривание одного прохода.
В приведенной ниже таблице указаны нормы потребления газа, на которые оказывают влияние такие показатели: какая в диаметре проволока и какие средние показатели имеет силы тока.

- Какой конкретно газ выбирать для сварки и резки
Рассмотрим распространенные сварочные защитные газы, их свойства и применение, что упростит выбор для конкретной задачи.
Аргон (Ar) 
Инертный газ, остающийся пассивным ко всем видам металлов. Не имеет запаха и цвета. Поставляется в серых баллонах с зеленой надписью. Чаще всего используется при аргонодуговой и полуавтоматической сварке легированных сталей, тугоплавких металлов, алюминия, меди. Как микс подходит для сварки углеродистых и малоуглеродистых сталей. Аргон тяжелее воздуха на 38%, поэтому эффективно вытесняет его из сварочной ванны, чем обеспечивает надежную защиту.
Углекислый газ (СО2) 
Активный газ, без цвета и запаха, но с кислым вкусом. Не ядовит, растворяется в воде, взаимодействует с кислородом. Тяжелее воздуха, поэтому надежно изолирует расплавленный металл. Поставляется в черных баллонах с желтой надписью. Задействуется в полуавтоматической сварке MAG. Привлекателен низкой ценой, но выделяется повышенным разбрызгиванием металла и менее стабильной электрической дугой. При сварке с использованием углекислоты раздается характерный треск.
Чаще всего используется для кузовного ремонта, холодной посадки частей машины и пр. Хорошее качество шва обеспечивается применением углекислого газа 1 сорта. В нем нет азотной кислоты, спирта, эфиров и аммиака. Допускается использование пищевой углекислоты или газа 2 сорта, но из-за увеличенного содержания водяных паров снижаются пластические свойства стали и возможна повышенная пористость шва. Для соединения низколегированных и малоуглеродистых сталей можно подключать баллоны со смесью 30% кислорода и 70% углекислоты, но тогда окисляющие процессы увеличиваются.
Гелий (Не) 
Инертный газ, поставляемый в коричневых баллонах с белой надписью. Чистый гелий легче воздуха, поэтому для полноценной защиты сварочной ванны понадобится большой расход. Зато гелий содействует лучшему проплавлению за счет повышенного тепловложения. Подходит для сварки толстых легированных сталей и химически активных металлов. Но стоит чистый гелий дорого и применяется только на специфических производствах. Чаще оправдано использование смеси гелия с аргоном в пропорции 60/40%.
Азот 
Газ без запаха и цвета. Вещество не горит, не поддерживает горение. Поставляется в черных баллонах с желтой надписью. По ГОСТу 9293-59 бывает 4-х сортов, с содержанием от 96 до 99.5%, остальное — кислород. Подходит для сварки меди.

Активный, бесцветный, негорючий газ. Поставляется в синих баллонах с черной надписью. В чистом виде используется только для газопламенной резки и газовой сварки, поскольку активно поддерживает горение.
Для электросварки подается в качестве смеси с углекислотой или тройной смеси с углекислотой и аргоном. Содействует повышению тепловложения на поверхности материала, из-за чего форма проплавления становится не клиновидной, а в виде "гвоздя со шляпкой". Добавка кислорода улучшает капельный перенос металла. Подходит для сварки черных тонких металлов.
Водород 
Активный газ, без запаха, цвета, поставляемый в зеленых баллонах с красной надписью. Используется при сварке только в смесях. Концентрация не превышает 10%. Применяется при сварке аустенитной нержавеющей стали. Смеси, где содержание водорода достигает 30-40%, подходят для плазменной резки нержавеющей стали, повышая мощность дуги и снижая количество нависающего на краях шлака.
Алгоритм выполнения:
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 10
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.3
Тема: Практическое занятие №7: Изучение устройства редуктора.
Текст задания:
Расскажите о назначении редуктора для сварки в среде защитных газов.
Конструкции и марки редукторов для сварки в защитных газах.
Назовите основные элементы редуктора для сварки в среде защитных газов.
Эталоны ответов
Редуктор, в глобальном смысле слова, это устройство, изменяющее какой-либо физический показатель, обычно в сторону его уменьшения или понижения (редуцирование).
Редуктор для сварки представляет собой устройство, которое предназначено для выпуска газа из сопла под пониженным давлением, так как в баллоне он сильно сжат. Конкретные показатели давления зависят от вида газа или газовой смеси.
Устройство редукторов. Редукторы служат для понижения давления газа, отбираемого из баллона, и автоматического поддержания рабочего давления постоянным, независимо от падения давления газа в баллоне. Согласно ГОСТ 6268 постовые редукторы выпускают на рабочее давление газа перед горелкой или резаком: для кислорода - от 0,5 до 15 кгс/см2, для ацетилена - от 0,01 до 1,5 кгс/см2. Существует много конструкций редукторов, но принцип действия и основные детали их примерно одинаковы.
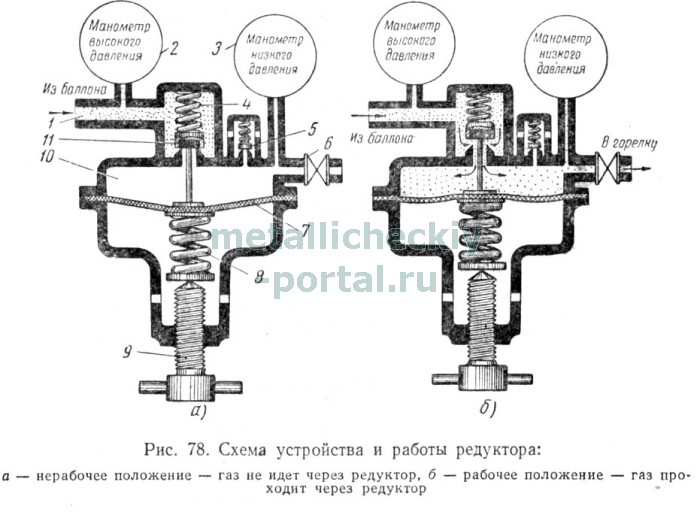
Сжатый газ из баллона поступает в камеру высокого давления 1. Давление перед редуктором определяется по манометру 2. Далее газ проходит через клапан 11, преодолевая значительное сопротивление, вследствие чего давление газа за клапаном становится ниже. Пройдя клапан, газ поступает в камеру низкого давления 10. Давление в камере определяется по манометру 3. Из камеры низкого давления газ через вентиль 6 подается в горелку.
Мембрана (пластина из резины с прокладками из ткани) 7, регулирующий винт 9 и пружины 8 и 4 служат для регулирования положения клапана 11, от степени открытия которого зависит рабочее давление газа после редуктора. Чем больше открыт клапан, тем выше рабочее давление газа и тем большее количество газа будет проходить через редуктор. При ввертывании винта 9 сжимаются пружины 8 и 4, открывается клапан 11 и давление в камере 10 повышается. При вывертывании винта 9, наоборот, клапан 11 прикрывается, а давление газа в камере 10 уменьшается.
Установленное рабочее давление в редукторе автоматически поддерживается постоянным. При уменьшении количества отбираемого газа его давление начнет возрастать и в камере низкого давления 10 газ будет с большей силой давить на мембрану 7, которая отойдет вниз и сожмет пружину 8.
При этом пружина 4 прикроет клапан 11 и будет держать его в таком положении до тех пор, пока давление в камере 10 не станет вновь равным его первоначальной величине. Обратное явление наблюдается при понижении рабочего давления в камере 10. Предохранительный клапан 5 защитит мембрану от разрыва в случае, если клапан 11 начнет пропускать газ.
По конструкции редукторы бывают однокамерные и двухкамерные. В двухкамерных (двухступенчатых) редукторах давление понижается в две ступени: в первой ступени с начального в 150 кгс/см2 до промежуточного 40-50 кгс/см2, а во второй ступени - до конечного рабочего давления 3-15 кгс/см2. Двухступенчатые редукторы обеспечивают практически постоянное рабочее давление газа, не изменяющееся при понижении давления в баллоне по мере расходования из него газа. Двухкамерные редукторы менее склонны к «замерзанию», однако они сложнее по конструкции, чем однокамерные, и требуют для своего изготовления больше цветного металла, а поэтому и более дороги.
Основные элементы редуктора для сварки в среде защитных газов:
клапан, камера высокого давления, запорная пружина, предохранительный клапан, штуцер для шланга, камера низкого давления, мембрана, пружина регулирования, винт регулирования.
Алгоритм выполнения:
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение:
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 11
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.3
Тема: Практическое занятие №8: Измерение и настройка давления газа
Текст задания:
Какое рабочее давление устанавливают в газовых шлангах для подачи: ---ацетилена, городского газа, пропана и бутана; -жидкого топлива (бензина, уайт-спирита, керосина или их смеси);
кислорода. Какой класс им присваивают и какой цвет они имеют?
Эталоны ответов
Кислородные рукава изготавливаются по ГОСТ 9356-75 применяются для подачи под давлением ацетилена, природного газа, пропан-бутана, жидкого топлива, кислорода к оборудованию, используемому для газовой сварки, пайки, нагрева, резки металлов. Шланги газовые подлежат эксплуатации при температуре окружающей среды от -35оС до +70оС. Для районов с холодным климатом изготавливается шланг с литером «ХЛ» что говорит о возможности его эксплуатации при температуре от; -55оС до +70оС.
В зависимости от назначения и области применения газовый рукав подразделяются на следующие классы:
I – рукава газовые, предназначенные для подачи под давлением ацетилена, городского газа, пропана и бутана. Рабочее давление, на которое рассчитан шланг кислородный первого класса составляет 6,3 кгс/см2 (0,63 МПа).
II – шланги газовые, используемые для подачи жидкого топлива: бензина, уайт-спирита, керосина или смесей жидкостей при рабочем давлении 6,3 кгс/см2 (0,63 МПа).
III – шланги газовые, предназначенные для подачи кислорода под давлением 20 кгс/см2 (2,0 МПа) и 40 кгс/см2 (4,0 МПа).
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ГАЗОВЫХ РУКАВОВ
Обозначение шланга газового содержит: наименование изделия; указание класса; значение внутреннего диаметра; значение величины расчетного давления в Мпа; при необходимости, климатическое исполнение; указание ГОСТ 9356-75.
Пример условного обозначения кислородного рукава I класса с внутренним диаметром 9 мм, рассчитанного на рабочее давление 0,63 МПа: Рукав I-9-0,63-Т ГОСТ 9356-75.
СТРУКТУРА ГАЗОВЫХ РУКАВОВ

внутренний резиновый слой,
нитяной каркас
наружный резиновый слой.
В зависимости от назначения и области применения газовый шланг имеют различную окраску:
Красный цвет рукава относится к I классу, и предназначен для подачи горючего газа.
Желтые шланги II класс, предназначены для подачи жидкого топлива
Синие шланги III класса для подачи кислорода.
Допускается черный цвет наружной поверхности газового рукава.
Алгоритм выполнения.
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014 – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 12
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.3
Тема: Практическое занятие №9: Настройка сварочного полуавтомата.
Текст задания:
Что входит в комплект сварочного поста для сварки в среде защитных газов?
Как осуществляется подвод сварочного тока, провода управления, защитного газа и подача сварочной проволоки в горелку?
В какой последовательности подаются напряжение, газ и проволока в горелку для сварки в защитных газах?
Эталоны ответов
Оборудование поста для сварки в среде углекислого газа.
Блок-схема полуавтомата для сварки в среде СО2:
1 – сварочная горелка; 2 – механизм подачи электродной проволоки;
3 – кассета с электродной проволокой; 4 – сварочные кабели; 5 – баллон
с углекислотой; 6 – подогреватель газа; 7 – редуктор-расходомер; 8 – кабель
управления; 9 – сварочный выпрямитель; 10 – осушитель газа
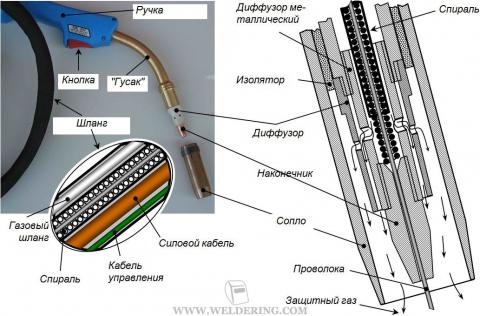
Сварочная горелка – предназначена для направления в зону дуги электродной проволоки, подвода к ней сварочного тока, подачи защитного газа и управления процессом сварки.
Обычно сварочные горелки для сварки МИГ/МАГ имеют естественное воздушное охлаждение. Однако, для сварки на повышенных режимах используются также горелки с принудительным водяным охлаждением силового кабеля в шланге горелки и головной части сварочной горелки вплоть до газового сопла.


На одном конце шланга горелки установлен разъем для подключения к механизму подачи. Через разъем подключения сварочной горелки и механизма подачи обеспечивается подвод в зону сварки электродной проволоки и защитного газа, подвод тока сварки к дуге, а также производится подключение кнопки "Пуск – Стоп" на горелке к схеме управления механизма подачи. В самом шланге имеется спираль, по которой подается сварочная проволока, сварочный (силовой) кабель, газовый шланг и кабель управления.
Другой конец шланга подключается к рукоятке сварочной горелки, в головной части которой имеется:
-диффузор с отверстиями для защитного газа;
-токоподводящий наконечник;
- газовое сопло.
Применение защитных газов требует соблюдения определенной последовательности операций. Сначала подается защитный газ, затем включается источник питания, начинает подаваться присадочная проволока и зажигается дуга, потом только начинается процесс сварки.
После гашения электродуги, еще 10-15 секунд в зону сварки подают инертный газ. Это делается для того, чтобы избежать пагубного влияния атмосферы на шов.
Алгоритм выполнения.
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 13
Наименование: Изучение параграфов.
Цель: расширение научного кругозора, овладение методами теоретического исследования, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 – ОК 6.
ПК 4.1 – ПК 4.3
Тема: Сварочные материалы для частично механизированной сварки (наплавки) плавлением в защитном газе.
Текст задания:
Заполнить кроссворд.
|
|
| 8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 3 |
|
| 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По горизонтали:
1-сварочный материал, используемый в качестве электрода в процессе полуавтоматической сварки;
4-бесцветный газ, не имеет запаха, легче воздуха, используется для сварки химически чистых и активных материалов, а также сплавов алюминия и магния;
6- порошкообразная субстанция, различная по химическому составу, добавляемая при сварке в область сварной ванны с целью ее защиты от вредного воздействия воздуха, стабилизации электрической дуги или придания определенных свойств металлу сварного шва;
7- бесцветный газ, не имеет запаха, не горючий, тяжелее воздуха в 1,5 раза. Не растворяется в металлах, рекомендуется для сварки сталей и чистого алюминия
По вертикали:
2- бесцветный газ имеющий слабый запах, с резко выраженными окислительными свойствами, тяжелее воздуха в 1,5 раза. Используется для сварки чугуна, низко- и среднеуглеродистых сталей, низколегированных коррозионностойких сталей;
3-газ, используемый для сварки меди и ее сплавов;
5-газ, используемый для сварки никеля и некоторых нержавеющих сталей, особенно толстых деталей;
8-газ без запаха, вкуса и цвета. Является негорючим газом, но активно поддерживает горение. Самостоятельно как защитный газ не используется, но применяется для приготовления сварочных смесей с инертными и активными газами.
Эталоны ответов
|
|
| 8 |
|
|
|
|
|
|
|
|
|
|
| к |
|
|
|
|
|
|
|
|
|
|
| и |
|
|
|
|
|
|
|
|
|
|
| с |
|
|
|
|
|
|
|
|
|
|
| л |
| 5 |
|
|
|
|
|
|
|
|
| о |
| в |
|
|
|
|
|
|
| 7 | а | р | г | о | н |
|
|
|
|
|
|
|
| о |
| д |
|
| 2 |
|
|
|
|
|
| д |
| о |
|
| у |
|
|
|
|
|
|
|
| р |
|
| г |
|
| 3 |
|
| 1 | п | р | о | в | о | л | о | к | а |
|
|
|
|
| д |
|
| е |
|
| з |
|
|
|
|
|
|
|
| к |
|
| о |
|
|
|
| 4 | г | е | л | и | й |
| т |
|
|
|
|
|
|
|
| с |
|
|
|
|
|
|
|
|
| 6 | ф | л | ю | с |
|
|
|
|
|
|
|
|
| ы |
|
|
|
|
|
|
|
|
|
|
| й |
|
|
|
Алгоритм выполнения.
1. Изучить информацию по теме; провести системный анализ;
2. Заполнить кроссворд;
3. Задание оформляется письменно.
Форма контроля: предоставление кроссворда на контроль преподавателю.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с четырьмя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «3», или если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники: Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 14
Наименование: Изучение параграфов.
Цель: расширение научного кругозора, овладение методами теоретического исследования, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 – ОК 6.
ПК 4.1 – ПК 4.3
Тема: Параметры режима частично механизированной сварки (наплавки) плавлением в защитном газе
Алгоритм выполнения задания:
Прочитай весь параграф, составь целостное представление об описанных в нем событиях, явлениях. Внимательно рассмотри карты, другие иллюстрации.
Обрати особое внимание на выделенные в учебнике факты, выводы, идеи.
Составь развернутый план – он облегчит подготовку домашнего задания.
Постарайся связать материал параграфа с тем, что увидел и услышал на уроке, что записал в тетради.
Вспомни, что ты читал по изученной теме, что видел в музеях, кинофильмах.
Иногда необходимо просмотреть параграфы, изученные ранее.
Если что-то непонятно, обратись к словарю.
Проверь, знаешь ли ты материал тем – перескажи его, сначала пользуясь планом, потом без него.
Подготовь ответы на вопросы и задания, которые помещены в конце параграфа.
Выполни конспектирование материала параграфа.
Требования к выполнению и оформлению задания:
Требования по конспектированию:
1. Заглавия писать ярким, выделяющимся цветом.
2. Подзаголовки подчеркивать ярким цветом.
3. На каждой странице слева оставлять свободные поля (ширина полей до 1/3 ширины страницы) для записи даты конспектирования, заметок преподавателя и последующей проработки конспекта.
4. Весь текст разделять на абзацы. В каждом абзаце должна заключаться отдельная мысль. Абзац должен начинаться с «красной строки». Между абзацами оставлять чистую строку.
5. Главное, ключевое слово каждой отдельной мысли выделять подчеркиванием или иным способом.
6. Конспект должен быть выполнен в тетради.
7. Несколько листов в конце тетради следует отвести для справочного материала.
8. В тетради для конспектов недопустимы посторонние записи, рисунки, чертежи и наклейки, не относящиеся к изучаемому предмету.
9. Следует помнить: конспект в значительной степени отражает возможности, способности и даже характер обучающегося, его отношение к предмету обучения; он является не только отчетным учебным документом, но и источником знаний, индивидуальным учебником.
Форма контроля: предоставить конспект на контроль преподавателю
Критерии оценки:
оценку «отлично» получают работы, в которых делаются самостоятельные выводы, дается аргументированная критика и самостоятельный анализ фактического материала по данной теме;
оценка «хорошо» ставится тогда, когда в работе, выполненной на достаточном теоретическом уровне, полно и всесторонне освещаются вопросы темы, но нет должной степени самостоятельности;
оценку «удовлетворительно» имеют работы, в которых правильно освещены основные вопросы темы, но не проявилось умение логически стройного их изложения, содержатся отдельные ошибочные положения;
оценку «неудовлетворительно» обучающихся получает в случае, когда не владеет материалом работы, не в состоянии дать объяснения выводам и теоретическим положениям данной проблемы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 15
Наименование: Изучение параграфов.
Цель: расширение научного кругозора, овладение методами теоретического исследования, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 – ОК 6.
ПК 4.1 , ПК 4.3
Тема: Особенности техники и технологии частично механизированной сварки (наплавки) плавлением в защитном газе различных конструкций из углеродистой, конструкционной и легированной стали во всех пространственных положениях сварного шва.
Алгоритм выполнения задания:
Прочитай весь параграф, составь целостное представление об описанных в нем событиях, явлениях. Внимательно рассмотри карты, другие иллюстрации.
Обрати особое внимание на выделенные в учебнике факты, выводы, идеи.
Составь развернутый план – он облегчит подготовку домашнего задания.
Постарайся связать материал параграфа с тем, что увидел и услышал на уроке, что записал в тетради.
Вспомни, что ты читал по изученной теме, что видел в музеях, кинофильмах.
Иногда необходимо просмотреть параграфы, изученные ранее.
Если что-то непонятно, обратись к словарю.
Проверь, знаешь ли ты материал тем – перескажи его, сначала пользуясь планом, потом без него.
Подготовь ответы на вопросы и задания, которые помещены в конце параграфа.
Выполни конспектирование материала параграфа.
Требования к выполнению и оформлению задания:
Требования по конспектированию:
1. Заглавия писать ярким, выделяющимся цветом.
2. Подзаголовки подчеркивать ярким цветом.
3. На каждой странице слева оставлять свободные поля (ширина полей до 1/3 ширины страницы) для записи даты конспектирования, заметок преподавателя и последующей проработки конспекта.
4. Весь текст разделять на абзацы. В каждом абзаце должна заключаться отдельная мысль. Абзац должен начинаться с «красной строки». Между абзацами оставлять чистую строку.
5. Главное, ключевое слово каждой отдельной мысли выделять подчеркиванием или иным способом.
6. Конспект должен быть выполнен в тетради.
7. Несколько листов в конце тетради следует отвести для справочного материала.
8. В тетради для конспектов недопустимы посторонние записи, рисунки, чертежи и наклейки, не относящиеся к изучаемому предмету.
9. Следует помнить: конспект в значительной степени отражает возможности, способности и даже характер обучающегося, его отношение к предмету обучения; он является не только отчетным учебным документом, но и источником знаний, индивидуальным учебником.
Форма контроля: предоставить конспект на контроль преподавателю
Критерии оценки:
оценку «отлично» получают работы, в которых делаются самостоятельные выводы, дается аргументированная критика и самостоятельный анализ фактического материала по данной теме;
оценка «хорошо» ставится тогда, когда в работе, выполненной на достаточном теоретическом уровне, полно и всесторонне освещаются вопросы темы, но нет должной степени самостоятельности;
оценку «удовлетворительно» имеют работы, в которых правильно освещены основные вопросы темы, но не проявилось умение логически стройного их изложения, содержатся отдельные ошибочные положения;
оценку «неудовлетворительно» обучающийся получает в случае, когда не владеет материалом работы, не в состоянии дать объяснения выводам и теоретическим положениям данной проблемы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 16
Наименование: Изучение параграфов.
Цель: расширение научного кругозора, овладение методами теоретического исследования, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 – ОК 6.
ПК 4.2 – ПК 4.3
Тема: Особенности техники и технологии частично механизированной сварки (наплавки) плавлением в защитном газе различных конструкций из цветных металлов и их сплавов во всех пространственных положениях сварного шва.
Алгоритм выполнения задания:
1. Прочитай весь параграф, составь целостное представление об описанных в нем событиях, явлениях. Внимательно рассмотри карты, другие иллюстрации.
2. Обрати особое внимание на выделенные в учебнике факты, выводы, идеи.
3. Составь развернутый план – он облегчит подготовку домашнего задания.
4. Постарайся связать материал параграфа с тем, что увидел и услышал на уроке, что записал в тетради.
5. Вспомни, что ты читал по изученной теме, что видел в музеях, кинофильмах.
6. Иногда необходимо просмотреть параграфы, изученные ранее.
7. Если что-то непонятно, обратись к словарю.
8. Проверь, знаешь ли ты материал тем – перескажи его, сначала пользуясь планом, потом без него.
9. Подготовь ответы на вопросы и задания, которые помещены в конце параграфа.
10. Выполни конспектирование материала параграфа.
Требования к выполнению и оформлению задания:
Требования по конспектированию:
1. Заглавия писать ярким, выделяющимся цветом.
2. Подзаголовки подчеркивать ярким цветом.
3. На каждой странице слева оставлять свободные поля (ширина полей до 1/3 ширины страницы) для записи даты конспектирования, заметок преподавателя и последующей проработки конспекта.
4. Весь текст разделять на абзацы. В каждом абзаце должна заключаться отдельная мысль. Абзац должен начинаться с «красной строки». Между абзацами оставлять чистую строку.
5. Главное, ключевое слово каждой отдельной мысли выделять подчеркиванием или иным способом.
6. Конспект должен быть выполнен в тетради.
7. Несколько листов в конце тетради следует отвести для справочного материала.
8. В тетради для конспектов недопустимы посторонние записи, рисунки, чертежи и наклейки, не относящиеся к изучаемому предмету.
9. Следует помнить: конспект в значительной степени отражает возможности, способности и даже характер обучающегося, его отношение к предмету обучения; он является не только отчетным учебным документом, но и источником знаний, индивидуальным учебником.
Форма контроля: предоставить конспект на контроль преподавателю
Критерии оценки:
оценку «отлично» получают работы, в которых делаются самостоятельные выводы, дается аргументированная критика и самостоятельный анализ фактического материала по данной теме;
оценка «хорошо» ставится тогда, когда в работе, выполненной на достаточном теоретическом уровне, полно и всесторонне освещаются вопросы темы, но нет должной степени самостоятельности;
оценку «удовлетворительно» имеют работы, в которых правильно освещены основные вопросы темы, но не проявилось умение логически стройного их изложения, содержатся отдельные ошибочные положения;
оценку «неудовлетворительно» обучающихся получает в случае, когда не владеет материалом работы, не в состоянии дать объяснения выводам и теоретическим положениям данной проблемы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 17
Наименование: Изучение параграфов.
Цель: расширение научного кругозора, овладение методами теоретического исследования, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 – ОК 6.
ПК 4.1 – ПК 4.3
Тема: Дефекты сварных швов конструкций из углеродистой, конструкционной и легированной стали, цветных металлов и их сплавов, выполненных частично механизированной сваркой (наплавкой) плавлением в защитном газе, способы их предупреждения и устранения
Текст задания:
Заполнить кроссворд
|
|
|
|
|
|
|
|
|
|
|
|
|
| 7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 4 |
|
| 2 |
|
|
|
|
|
|
|
|
|
|
| 5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 8 |
| 3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По горизонтали; 1-любое несоответствие требованиям, указанным в документации на изготовление продукции; 3- изменение формы и размеров изделия под действием внешней или внутренней силы; 6- углубление в сварочной ванне, образуемое давлением газов дуги; 9- дефект в виде сквозного отверстия в сварном шве , образовавшийся в результате вытекания части металла сварочной ванны; 10- способность металла сопротивляться разрушению под действием сил, внешних или внутренних.
По вертикали:
2- свойство металла или сочетаний металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия; 4- сплошная металлическая связь между сваренными поверхностями основного металла ,слоями и валиками сварного шва; 5- дефект в виде несплавления вследствие неполного расплавления кромок или поверхностей; 7- продукт окисления железа, образующийся на его поверхности преимущественно при нагреве; 8- дефект сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему зонах.
Эталоны ответов
|
|
|
|
|
|
|
|
|
|
|
|
|
| 7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| о |
|
|
|
|
|
|
|
|
|
|
| 4 |
|
| 2 |
| к |
|
|
|
|
|
|
|
|
| 5 |
| п |
|
| с |
| а |
|
|
|
|
|
|
|
|
| н |
| р |
|
| в |
| л |
|
|
|
|
| 8 |
| 3 | д | е | ф | о | р | м | а | ц | и | я |
|
|
|
| т |
|
|
| п |
| в |
|
| р |
| н |
|
|
| 6 | к | р | а | т | е | р |
| а |
|
| и |
| а |
|
|
|
|
| е |
|
|
| о |
| р |
|
| в |
|
|
|
|
|
|
| щ |
|
|
| в |
|
|
|
| а |
|
|
|
|
|
|
| и |
|
|
| а |
|
| 1 | д | е | ф | е | к | т |
|
|
| н |
|
|
| р |
|
|
|
| м |
|
|
|
|
|
|
| а |
|
|
|
|
| 9 | п | р | о | ж | о | г |
|
|
|
|
|
|
|
|
|
|
|
|
| с |
|
|
|
|
|
|
|
| 10 | п | р | о | ч | н | о | с | т | ь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ь |
|
|
|
|
Алгоритм выполнения.
1. Изучить информацию по теме; провести системный анализ;
2. Заполнить кроссворд;
3. Задание оформляется письменно.
Форма контроля: предоставление кроссворда на контроль преподавателю.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с четырьмя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «3», или если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 18
Наименование: Изучение параграфов.
Цель: расширение научного кругозора, овладение методами теоретического исследования, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 – ОК 6.
ПК 4.1 – ПК 4.3
Тема: Меры безопасности при проведении частично механизированной сварки (наплавки) плавлением в защитном газе.
Алгоритм выполнения задания:
Прочитай весь параграф, составь целостное представление об описанных в нем событиях, явлениях. Внимательно рассмотри карты, другие иллюстрации.
Обрати особое внимание на выделенные в учебнике факты, выводы, идеи.
Составь развернутый план – он облегчит подготовку домашнего задания.
Постарайся связать материал параграфа с тем, что увидел и услышал на уроке, что записал в тетради.
Вспомни, что ты читал по изученной теме, что видел в музеях, кинофильмах.
Иногда необходимо просмотреть параграфы, изученные ранее.
Если что-то непонятно, обратись к словарю.
Проверь, знаешь ли ты материал тем – перескажи его, сначала пользуясь планом, потом без него.
Подготовь ответы на вопросы и задания, которые помещены в конце параграфа.
Выполни конспектирование материала параграфа.
Требования к выполнению и оформлению задания:
Требования по конспектированию:
1. Заглавия писать ярким, выделяющимся цветом.
2. Подзаголовки подчеркивать ярким цветом.
3. На каждой странице слева оставлять свободные поля (ширина полей до 1/3 ширины страницы) для записи даты конспектирования, заметок преподавателя и последующей проработки конспекта.
4. Весь текст разделять на абзацы. В каждом абзаце должна заключаться отдельная мысль. Абзац должен начинаться с «красной строки». Между абзацами оставлять чистую строку.
5. Главное, ключевое слово каждой отдельной мысли выделять подчеркиванием или иным способом.
6. Конспект должен быть выполнен в тетради.
7. Несколько листов в конце тетради следует отвести для справочного материала.
8. В тетради для конспектов недопустимы посторонние записи, рисунки, чертежи и наклейки, не относящиеся к изучаемому предмету.
9. Следует помнить: конспект в значительной степени отражает возможности, способности и даже характер обучающегося, его отношение к предмету обучения; он является не только отчетным учебным документом, но и источником знаний, индивидуальным учебником.
Форма контроля: предоставить конспект на контроль преподавателю
Критерии оценки:
оценку «отлично» получают работы, в которых делаются самостоятельные выводы, дается аргументированная критика и самостоятельный анализ фактического материала по данной теме;
оценка «хорошо» ставится тогда, когда в работе, выполненной на достаточном теоретическом уровне, полно и всесторонне освещаются вопросы темы, но нет должной степени самостоятельности;
оценку «удовлетворительно» имеют работы, в которых правильно освещены основные вопросы темы, но не проявилось умение логически стройного их изложения, содержатся отдельные ошибочные положения;
оценку «неудовлетворительно» обучающихся получает в случае, когда не владеет материалом работы, не в состоянии дать объяснения выводам и теоретическим положениям данной проблемы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 19
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.2
Тема: Практическое занятие №10: Отработка навыков техники частично механизированной сварки в защитном газе в нижнем положении стыковых швов.
Текст задания:
От каких параметров зависит глубина проплавления?
Перечислите параметры режима сварки в среде защитных газов.
Как влияют параметры режима на размеры и форму сварного шва?
Техника выполнения сварных швов в среде защитных газов.
Что такое стыковой однопроходной шов?
В каких случаях находят применение однопроходные стыковые швы?
Как можно регулировать глубину провара кромок в стыковых соединениях без разделки кромок?
От чего зависит величина зазора кромок в стыковых соединениях?
Какую ширину имеют узкие стыковые швы?
Какую ширину имеют стыковые швы с поперечными колебательными движениями?
Эталоны ответов
Глубина проплавления — это расстояние, на которое наплавленный металл проникает в основной металл или в материал предыдущего прохода во время сварки. Больше всего глубина проплавления зависит от силы сварочного тока. Также существует еще несколько параметров, которые тоже влияют на глубину проплавления. Полярность: глубина проплавления зависит от полярности сварочного тока. В большинстве случаев большая глубина проплавления достигается на постоянном токе обратной полярности (DC+), потому что дуга оказывается лучше сфокусирована на рабочей поверхности. Соответственно, постоянный ток прямой полярности обеспечивает меньшую глубину проплавления, потому что энергия дуги в основном поступает в электрод или проволоку, а не в рабочую пластину. Сварочные материалы: даже в одном и том же процессе сварочные материалы разных классов могут иметь совершенно разные характеристики проплавления. Тип защитного газа: защитный газ тоже влияет на глубину проплавления. Защитные газы с высокой теплопроводимостью, например, 100-процентная двуокись углерода (CO2) или 100-процентный гелий (He), вызывают более широкий и глубокий профиль проплавления. Защитные газы с низкой теплопроводимостью, например, 100-процентный аргон(Ar). Диаметр электрода: при сварке двумя электродами разных диаметров при одинаковой силе сварочного тока в случае электрода меньшего диаметра глубина проплавления окажется больше. Проволока меньшего диаметра имеет меньшую площадь сечения. Так как в обоих случаях через электрод проходит одинаковый ток, из-за этого концентрация или плотность тока в случае меньшего электрода оказывается выше. Из-за этой более высокой плотности тока электроды меньшего диаметра имеют большую глубину проплавления. Однако заметьте, что электроды любого диаметра имеют максимальный порог плотности тока, после которого сварочного дуга становится очень нестабильной. Поэтому при увеличении сварочного тока в какой-то момент понадобится перейти на электроды большего диаметра. Скорость сварки: скорость перемещения электрода вдоль сварного шва влияет на то, сколько времени есть у энергии дуги на то, чтобы проникнуть в основной материал в каждой отдельно взятой точке шва. По мере увеличения скорости сварки время нахождения дуги в отдельной точке шва снижается, из-за чего снижается глубина проплавления. По мере снижения скорости сварки время нахождения дуги в отдельной точке шва увеличивается, а глубина проплавления становится больше. Расстояние от контактного наконечника до изделия: при одинаковой скорости подачи проволоки и напряжении дуги по мере увеличения расстояния от контактного наконечника до изделия сопротивление на пути тока через электрод возрастет, потому что этот электрод (т. е. металлический электропроводник) станет длиннее. Увеличение сопротивления при том же напряжении приведет к снижению силы тока (по закону Ома), что, в свою очередь, вызовет снижение глубины проплавления. Соответственно, при уменьшении расстояния от контактного наконечника до изделия сопротивление снижается, а сила тока и глубина проплавления увеличиваются.
К основным параметрам относится: диаметр электродной проволоки; марка проволоки; сила сварочного тока; напряжение дуги; скорость подачи электродной проволоки; скорость сварки; вылет электрода; расход защитного газа; наклон электрода вдоль оси шва; род тока и полярность.
С повышением сварочного тока возрастает глубина провара, а ширина шва практически не изменяется.
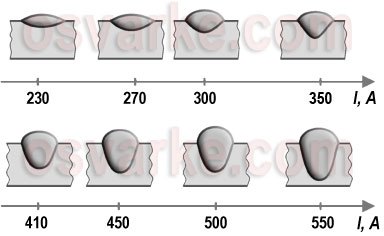
Рисунок 1. Влияние тока на форму и размеры сварного шва
С увеличением напряжения дуги ширина шва резко возрастает, глубина провара уменьшается. Также снижается и выпуклость (высота усиления) шва. При сварке на постоянном токе (в особенности обратной полярности) ширина шва будет гораздо больше, чем при сварке на переменном токе с таким же значением напряжения.
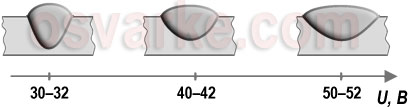
Рисунок 2. Влияние напряжения дуги на форму и размеры сварного шва
С возрастанием скорости сварки ширина шва уменьшается, а глубина провара сначала увеличивается (до скорости 40–50 м/ч), а затем понижается. При скорости сварки свыше 70–80 м/ч возможны подрезы по обеим сторона шва из-за недостаточного прогрева основного металла.
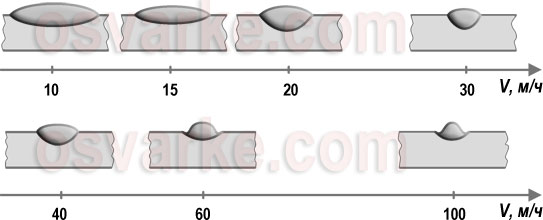
Рисунок 3. Влияние скорости сварки на форму и размеры шва
С уменьшением диаметра проволоки (при прочих равных условиях) возрастает плотность тока в электроде, что приводит к росту глубины провара и выпуклости шва, но при этом снижается ширина шва. Таким образом, при уменьшении диаметра проволоки можно получить более глубокий провар при неизменной силе тока или такой же провар при меньшей силе тока.
При возрастании вылета проволоки диаметром не более 3 мм из токоподводящего мундштука снижается глубина провара, что может привести к возникновению краевых наплавов в шве. Повышение вылета проволоки диаметром 5 мм с 60 до 150 мм не оказывает влияние на форму сварного шва.
- Техника сварки полуавтоматом
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
Однопроходная сварка-это сварка, при которой выполняют шов или наплавляют слой за один проход. Проход – однократное перемещение источника тепла в одном направлении при сварке или наплавке. Стыковое соединение сваркой представляет собой примыкание двух деталей торцевыми поверхностями друг к другу, лежащие на одной плоскости.
Однопроходные стыковые швы применяются при сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах.
При сварке пластин встык без подготовки кромок односторонним швом
основная трудность заключается в получении провара металла на всю толщину листа. Хороший провар во многом зависит от качества сборки, величины зазора, правильности постановки прихваток, а также соответствия диаметра электрода и силы сварочного тока.
Величина зазора зависит от толщины металла, способа сварки и диаметра электрода. Для обеспечения высокого качества сварного соединения важно не столько абсолютное значение зазора, сколько постоянство его по длине соединения.
Ниточный / узкий валик – валик, накладываемый без поперечных колебаний электрода или сварочного инструмента. Если продольное перемещение электрода производить без поперечных колебаний, то ширина валика обычно составляет: b = (0,8 ÷ 1,5) dэл. Такие валики применяют при выполнении первого слоя в разделку многопроходного шва, при сварке тонкого металла, а также при сварке с опиранием на чехольчик толстого покрытия. Чаще всего применяется для заварки корневого слоя, сварки аустенитных сталей, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Уширенный валик – валик шириной до 14 мм (в среднем не более 3-х диаметров электрода). Нормально сформированный однопроходный шов в большинстве случаев должен иметь ширину b = (2 ÷ 4) dэл. Уширенный валик – для ручного или полуавтоматического процесса, валик сварного шва, сформированный с помощью возвратно-поступательного поперечного движения. Чаще всего применяется для сварки угловых швов, горизонтальных швов, толстостенных конструкций, сварки аустенитных сталей. Широкий валик – валик шириной 14-35 мм. Широкий валик (weave bead) - валик, наплавленный при поперечном колебании прутка присадочного материала или сварочного инструмента.Чаще всего применяется для заполняющих слоев в нижнем и вертикальном положениях
Алгоритм выполнения.
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 20
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.2
Тема: Практическое занятие №11: Отработка навыков техники частично механизированной сварки в защитном газе в нижнем положении угловых швов.
Текст задания:
От каких параметров зависит глубина проплавления?
Перечислите параметры режима сварки в среде защитных газов.
3. Как влияют параметры режима на размеры и форму сварного шва?
Техника выполнения сварных швов в среде защитных газов.
Что такое угловой однопроходной шов?
В каких случаях находят применение однопроходные угловые швы?
Как можно регулировать глубину провара кромок в угловых соединениях без разделки кромок?
От чего зависит величина зазора кромок в угловых соединениях?
Какую ширину имеют узкие угловые швы?
Какую ширину имеют угловые швы с поперечными колебательными движениями?
Эталоны ответов
1.Глубина проплавления — это расстояние, на которое наплавленный металл проникает в основной металл или в материал предыдущего прохода во время сварки. Больше всего глубина проплавления зависит от силы сварочного тока. Также существует еще несколько параметров, которые тоже влияют на глубину проплавления. Полярность: глубина проплавления зависит от полярности сварочного тока. В большинстве случаев большая глубина проплавления достигается на постоянном токе обратной полярности (DC+), потому что дуга оказывается лучше сфокусирована на рабочей поверхности. Соответственно, постоянный ток прямой полярности обеспечивает меньшую глубину проплавления, потому что энергия дуги в основном поступает в электрод или проволоку, а не в рабочую пластину.
Сварочные материалы: даже в одном и том же процессе сварочные материалы разных классов могут иметь совершенно разные характеристики проплавления. Тип защитного газа: защитный газ тоже влияет на глубину проплавления. Защитные газы с высокой теплопроводимостью, например, 100-процентная двуокись углерода (CO2) или 100-процентный гелий (He), вызывают более широкий и глубокий профиль проплавления. Защитные газы с низкой теплопроводимостью, например, 100-процентный аргон(Ar). Диаметр электрода: при сварке двумя электродами разных диаметров при одинаковой силе сварочного тока в случае электрода меньшего диаметра глубина проплавления окажется больше. Проволока меньшего диаметра имеет меньшую площадь сечения. Так как в обоих случаях через электрод проходит одинаковый ток, из-за этого концентрация или плотность тока в случае меньшего электрода оказывается выше. Из-за этой более высокой плотности тока электроды меньшего диаметра имеют большую глубину проплавления. Однако заметьте, что электроды любого диаметра имеют максимальный порог плотности тока, после которого сварочного дуга становится очень нестабильной. Поэтому при увеличении сварочного тока в какой-то момент понадобится перейти на электроды большего диаметра. Скорость сварки: скорость перемещения электрода вдоль сварного шва влияет на то, сколько времени есть у энергии дуги на то, чтобы проникнуть в основной материал в каждой отдельно взятой точке шва. По мере увеличения скорости сварки время нахождения дуги в отдельной точке шва снижается, из-за чего снижается глубина проплавления. По мере снижения скорости сварки время нахождения дуги в отдельной точке шва увеличивается, а глубина проплавления становится больше. Расстояние от контактного наконечника до изделия: при одинаковой скорости подачи проволоки и напряжении дуги по мере увеличения расстояния от контактного наконечника до изделия сопротивление на пути тока через электрод возрастет, потому что этот электрод (т. е. металлический электропроводник) станет длиннее. Увеличение сопротивления при том же напряжении приведет к снижению силы тока (по закону Ома), что, в свою очередь, вызовет снижение глубины проплавления. Соответственно, при уменьшении расстояния от контактного наконечника до изделия сопротивление снижается, а сила тока и глубина проплавления увеличиваются.
2.К основным параметрам относится: диаметр электродной проволоки; марка проволоки; сила сварочного тока; напряжение дуги; скорость подачи электродной проволоки; скорость сварки; вылет электрода; расход защитного газа; наклон электрода вдоль оси шва; род тока и полярность.
3.С повышением сварочного тока возрастает глубина провара, а ширина шва практически не изменяется.
Рисунок 1. Влияние тока на форму и размеры сварного шва
С увеличением напряжения дуги ширина шва резко возрастает, глубина провара уменьшается. Также снижается и выпуклость (высота усиления) шва. При сварке на постоянном токе (в особенности обратной полярности) ширина шва будет гораздо больше, чем при сварке на переменном токе с таким же значением напряжения.
Рисунок 2. Влияние напряжения дуги на форму и размеры сварного шва
С возрастанием скорости сварки ширина шва уменьшается, а глубина провара сначала увеличивается (до скорости 40–50 м/ч), а затем понижается. При скорости сварки свыше 70–80 м/ч возможны подрезы по обеим сторона шва из-за недостаточного прогрева основного металла.
Рисунок 3. Влияние скорости сварки на форму и размеры шва
С уменьшением диаметра проволоки (при прочих равных условиях) возрастает плотность тока в электроде, что приводит к росту глубины провара и выпуклости шва, но при этом снижается ширина шва. Таким образом, при уменьшении диаметра проволоки можно получить более глубокий провар при неизменной силе тока или такой же провар при меньшей силе тока.
При возрастании вылета проволоки диаметром не более 3 мм из токоподводящего мундштука снижается глубина провара, что может привести к возникновению краевых наплавов в шве. Повышение вылета проволоки диаметром 5 мм с 60 до 150 мм не оказывает влияние на форму сварного шва.
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
5. Однопроходная сварка-это сварка, при которой выполняют шов или наплавляют слой за один проход. Проход – однократное перемещение источника тепла в одном направлении при сварке или наплавке. Стыковое соединение сваркой представляет собой примыкание двух деталей торцевыми поверхностями друг к другу, лежащие на одной плоскости.
6.Однопроходные стыковые швы применяются при сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах.
7.При сварке углового соединения без подготовки кромок односторонним швом
основная трудность заключается в получении провара металла на всю толщину листа. Хороший провар во многом зависит от качества сборки, величины зазора, правильности постановки прихваток, а также соответствия диаметра электрода и силы сварочного тока.
8.Величина зазора зависит от толщины металла, способа сварки и диаметра электрода. Для обеспечения высокого качества сварного соединения важно не столько абсолютное значение зазора, сколько постоянство его по длине соединения.
9.Ниточный / узкий валик – валик, накладываемый без поперечных колебаний электрода или сварочного инструмента. Если продольное перемещение электрода производить без поперечных колебаний, то ширина валика обычно составляет: b = (0,8 ÷ 1,5) dэл. Такие валики применяют при выполнении первого слоя в разделку многопроходного шва, при сварке тонкого металла, а также при сварке с опиранием на чехольчик толстого покрытия. Чаще всего применяется для заварки корневого слоя, сварки аустенитных сталей, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
10.Уширенный валик – валик шириной до 14 мм (в среднем не более 3-х диаметров электрода). Нормально сформированный однопроходный шов в большинстве случаев должен иметь ширину b = (2 ÷ 4) dэл. Уширенный валик – для ручного или полуавтоматического процесса, валик сварного шва, сформированный с помощью возвратно-поступательного поперечного движения. Чаще всего применяется для сварки угловых швов, горизонтальных швов, толстостенных конструкций, сварки аустенитных сталей. Широкий валик – валик шириной 14-35 мм. Широкий валик (weave bead) - валик, наплавленный при поперечном колебании прутка присадочного материала или сварочного инструмента.Чаще всего применяется для заполняющих слоев в нижнем и вертикальном положениях
Алгоритм выполнения
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 21
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.2
Тема: Практическое занятие № 12 Отработка навыков техники частично механизированной сварки в защитном газе в вертикальном положении стыковых швов
Текст задания:
Перечислите параметры режима сварки в среде защитных газов.
Как влияют параметры режима на размеры и форму сварного шва?
Техника выполнения сварных швов в среде защитных газов.
В каком направлении выполняются вертикальные стыковые швы?
В какой точке стыкового соединения возбуждается дуга при ведении сварки снизу вверх?
В каком случае производительность сварки будет выше ( в направлении сверху вниз или наоборот)?
Эталоны ответов
1. К основным параметрам относится: диаметр электродной проволоки; марка проволоки; сила сварочного тока; напряжение дуги; скорость подачи электродной проволоки; скорость сварки; вылет электрода; расход защитного газа; наклон электрода вдоль оси шва; род тока и полярность.
2. С повышением сварочного тока возрастает глубина провара, а ширина шва практически не изменяется.
Рисунок 1. Влияние тока на форму и размеры сварного шва
С увеличением напряжения дуги ширина шва резко возрастает, глубина провара уменьшается. Также снижается и выпуклость (высота усиления) шва. При сварке на постоянном токе (в особенности обратной полярности) ширина шва будет гораздо больше, чем при сварке на переменном токе с таким же значением напряжения.
Рисунок 2. Влияние напряжения дуги на форму и размеры сварного шва
С возрастанием скорости сварки ширина шва уменьшается, а глубина провара сначала увеличивается (до скорости 40–50 м/ч), а затем понижается. При скорости сварки свыше 70–80 м/ч возможны подрезы по обеим сторона шва из-за недостаточного прогрева основного металла.
Рисунок 3. Влияние скорости сварки на форму и размеры шва
С уменьшением диаметра проволоки (при прочих равных условиях) возрастает плотность тока в электроде, что приводит к росту глубины провара и выпуклости шва, но при этом снижается ширина шва. Таким образом, при уменьшении диаметра проволоки можно получить более глубокий провар при неизменной силе тока или такой же провар при меньшей силе тока.
При возрастании вылета проволоки диаметром не более 3 мм из токоподводящего мундштука снижается глубина провара, что может привести к возникновению краевых наплавов в шве. Повышение вылета проволоки диаметром 5 мм с 60 до 150 мм не оказывает влияние на форму сварного шва.
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
Выполнение вертикальных швов
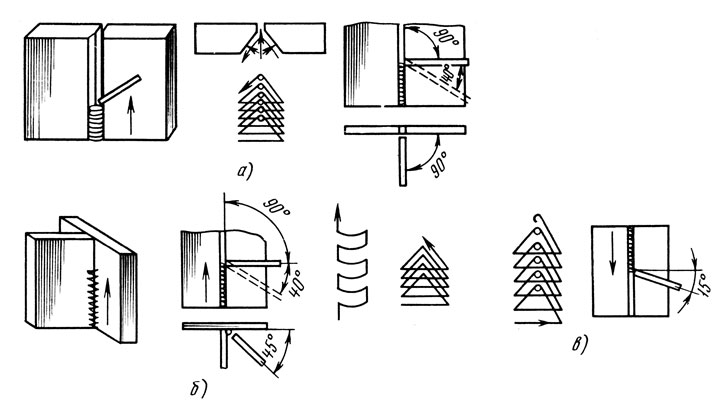
Вертикальные швы (стыковые и угловые) выполняют в направлении снизу вверх. Предварительно подготавливается сваркой металлическая горизонтальная площадка сечением, равным сечению наплавленного металла шва. Площадка создается поперечными движениями электрода треугольником. Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольший провар корня шва достигают, когда электрод перпендикулярен вертикальной оси. Стекание расплавленного металла предотвращают наклоном электрода вниз.
При сварке снизу вверх дугу возбуждают в нижней точке соединения, и после образования ванночки расплавленного металла электрод отводят немного вверх и в сторону. Дуга при этом должна быть направлена на основной металл. Расплавленный металл при отводе электрода вверх затвердевает, образуя «полочку», на которую наплавляют и которая удерживает последующие капли металла при движении электрода вверх. Электрод рекомендуется наклонять вверх под углом 20-25º к горизонту.
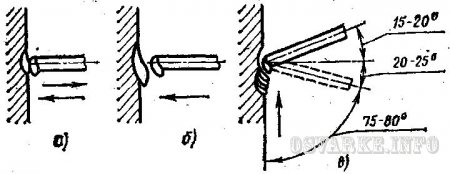
Схема техники выполнения наплавки валиков и вертикальных швов на подъем:
а - зажигание дуги, б - образование сварочной ванны, в - движение электрода вверх
В большинстве своем сварщики в этом случае отдают предпочтение перемещению электрода по направлению снизу-вверх. Тогда расплавленный металл при движении образует ступеньку, которая является хорошим препятствием для его дальнейшего перемещения. Минус такого метода – большие затраты времени. Производительность заметно увеличивается, если электрод перемещать в обратном направлении – сверху-вниз. Но тогда снижается качество сварного стыка.
Алгоритм выполнения
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 22
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.2
Тема: Практическое занятие №13: Отработка навыков техники частично механизированной сварки в защитном газе в вертикальном положении угловых швов.
Текст задания:
В каком направлении выполняются вертикальные угловые швы?
В какой точке углового соединения возбуждается дуга при ведении сварки снизу вверх?
В каком случае производительность сварки будет выше ( в направлении сверху вниз или наоборот)?
Перечислите параметры режима сварки в среде защитных газов.
Как влияют параметры режима на размеры и форму сварного шва?
Техника выполнения сварных швов в среде защитных газов.
Эталоны ответов
Выполнение вертикальных швов
Вертикальные швы (стыковые и угловые) выполняют в направлении снизу вверх. Предварительно подготавливается сваркой металлическая горизонтальная площадка сечением, равным сечению наплавленного металла шва. Площадка создается поперечными движениями электрода треугольником. Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольший провар корня шва достигают, когда электрод перпендикулярен вертикальной оси. Стекание расплавленного металла предотвращают наклоном электрода вниз.
При сварке снизу вверх дугу возбуждают в нижней точке соединения, и после образования ванночки расплавленного металла электрод отводят немного вверх и в сторону. Дуга при этом должна быть направлена на основной металл. Расплавленный металл при отводе электрода вверх затвердевает, образуя «полочку», на которую наплавляют и которая удерживает последующие капли металла при движении электрода вверх. Электрод рекомендуется наклонять вверх под углом 20-25º к горизонту.
Схема техники выполнения наплавки валиков и вертикальных швов на подъем:
а - зажигание дуги, б - образование сварочной ванны, в - движение электрода вверх
В большинстве своем сварщики в этом случае отдают предпочтение перемещению электрода по направлению снизу-вверх. Тогда расплавленный металл при движении образует ступеньку, которая является хорошим препятствием для его дальнейшего перемещения. Минус такого метода – большие затраты времени. Производительность заметно увеличивается, если электрод перемещать в обратном направлении – сверху-вниз. Но тогда снижается качество сварного стыка.
К основным параметрам относится: диаметр электродной проволоки; марка проволоки; сила сварочного тока; напряжение дуги; скорость подачи электродной проволоки; скорость сварки; вылет электрода; расход защитного газа; наклон электрода вдоль оси шва; род тока и полярность.
С повышением сварочного тока возрастает глубина провара, а ширина шва практически не изменяется.
Рисунок 1. Влияние тока на форму и размеры сварного шва
С увеличением напряжения дуги ширина шва резко возрастает, глубина провара уменьшается. Также снижается и выпуклость (высота усиления) шва. При сварке на постоянном токе (в особенности обратной полярности) ширина шва будет гораздо больше, чем при сварке на переменном токе с таким же значением напряжения.
Рисунок 2. Влияние напряжения дуги на форму и размеры сварного шва
С возрастанием скорости сварки ширина шва уменьшается, а глубина провара сначала увеличивается (до скорости 40–50 м/ч), а затем понижается. При скорости сварки свыше 70–80 м/ч возможны подрезы по обеим сторона шва из-за недостаточного прогрева основного металла.
Рисунок 3. Влияние скорости сварки на форму и размеры шва
С уменьшением диаметра проволоки (при прочих равных условиях) возрастает плотность тока в электроде, что приводит к росту глубины провара и выпуклости шва, но при этом снижается ширина шва. Таким образом, при уменьшении диаметра проволоки можно получить более глубокий провар при неизменной силе тока или такой же провар при меньшей силе тока.
При возрастании вылета проволоки диаметром не более 3 мм из токоподводящего мундштука снижается глубина провара, что может привести к возникновению краевых наплавов в шве. Повышение вылета проволоки диаметром 5 мм с 60 до 150 мм не оказывает влияние на форму сварного шва.
- Техника сварки полуавтоматом
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
Алгоритм выполнения
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 23
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.2
Тема: Практическое занятие №14: Отработка навыков техники частично механизированной сварки в защитном газе в горизонтальном положении стыковых швов.
Текст задания:
Перечислите параметры режима сварки в среде защитных газов.
Как влияют параметры режима на размеры и форму сварного шва?
Техника выполнения сварных швов в среде защитных газов.
С какой целью при сварке горизонтальных стыковых швов сварочный ток уменьшают на 10-15% ?
Какой диаметр проволоки обычно используют при выполнении горизонтальных стыковых швов?
Эталоны ответов
К основным параметрам относится: диаметр электродной проволоки; марка проволоки; сила сварочного тока; напряжение дуги; скорость подачи электродной проволоки; скорость сварки; вылет электрода; расход защитного газа; наклон электрода вдоль оси шва; род тока и полярность.
С повышением сварочного тока возрастает глубина провара, а ширина шва практически не изменяется.
Рисунок 1. Влияние тока на форму и размеры сварного шва
С увеличением напряжения дуги ширина шва резко возрастает, глубина провара уменьшается. Также снижается и выпуклость (высота усиления) шва. При сварке на постоянном токе (в особенности обратной полярности) ширина шва будет гораздо больше, чем при сварке на переменном токе с таким же значением напряжения.
Рисунок 2. Влияние напряжения дуги на форму и размеры сварного шва
С возрастанием скорости сварки ширина шва уменьшается, а глубина провара сначала увеличивается (до скорости 40–50 м/ч), а затем понижается. При скорости сварки свыше 70–80 м/ч возможны подрезы по обеим сторона шва из-за недостаточного прогрева основного металла.
Рисунок 3. Влияние скорости сварки на форму и размеры шва
С уменьшением диаметра проволоки (при прочих равных условиях) возрастает плотность тока в электроде, что приводит к росту глубины провара и выпуклости шва, но при этом снижается ширина шва. Таким образом, при уменьшении диаметра проволоки можно получить более глубокий провар при неизменной силе тока или такой же провар при меньшей силе тока.
При возрастании вылета проволоки диаметром не более 3 мм из токоподводящего мундштука снижается глубина провара, что может привести к возникновению краевых наплавов в шве. Повышение вылета проволоки диаметром 5 мм с 60 до 150 мм не оказывает влияние на форму сварного шва.
- Техника сварки полуавтоматом
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
При сварке вертикальных и горизонтальных швов ток должен быть уменьшен против принятого для сварки в нижнем положении примерно на 5 - 10%, а для потолочных - на 10 - 15%, с тем чтобы жидкий металл не вытекал из сварочной ванны.
Диаметр электрода: при сварке двумя электродами разных диаметров при одинаковой силе сварочного тока в случае электрода меньшего диаметра глубина проплавления окажется больше. Проволока меньшего диаметра имеет меньшую площадь сечения. Так как в обоих случаях через электрод проходит одинаковый ток, из-за этого концентрация или плотность тока в случае меньшего электрода оказывается выше. Из-за этой более высокой плотности тока электроды меньшего диаметра имеют большую глубину проплавления. Однако заметьте, что электроды любого диаметра имеют максимальный порог плотности тока, после которого сварочного дуга становится очень нестабильной. Поэтому при увеличении сварочного тока в какой-то момент понадобится перейти на электроды большего диаметра.Обычно для сварки изделий толщиной до 1 мм можно использовать проволоку примерно того же диаметра, для сварки изделий толщиной до 3 мм подходит проволока диаметром до 1,6 мм, при толщине металла до 5 мм подходит проволока диаметром до 2 мм, при толщине металла до 16 мм используется проволока диаметром до 5 мм, а 7-миллиметровая проволока может варить листы металла толщиной до 25 мм. Здесь также важна и сила сварочного тока: чем выше диаметр проволоки, тем более высоким током можно варить. Обычно тонкой проволокой (0,6-0,9 мм) можно варить при токе от 40-60 до 150-220 А, а толстой проволокой (до 1,6-2,4 мм) сварка может осуществляться током до 450 А.
Алгоритм выполнения
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 24
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.2
Тема: Практическое занятие №15: Отработка навыков техники частично механизированной сварки в защитном газе в горизонтальном положении угловых швов.
Текст задания:
Перечислите параметры режима сварки в среде защитных газов.
Как влияют параметры режима на размеры и форму сварного шва?
Техника выполнения сварных швов в среде защитных газов.
С какой целью при сварке горизонтальных угловых швов сварочный ток уменьшают на 10-15% ?
Какой диаметр проволоки обычно используют при выполнении горизонтальных угловых швов?
Эталоны ответов
К основным параметрам относится: диаметр электродной проволоки; марка проволоки; сила сварочного тока; напряжение дуги; скорость подачи электродной проволоки; скорость сварки; вылет электрода; расход защитного газа; наклон электрода вдоль оси шва; род тока и полярность.
С повышением сварочного тока возрастает глубина провара, а ширина шва практически не изменяется.
Рисунок 1. Влияние тока на форму и размеры сварного шва
С увеличением напряжения дуги ширина шва резко возрастает, глубина провара уменьшается. Также снижается и выпуклость (высота усиления) шва. При сварке на постоянном токе (в особенности обратной полярности) ширина шва будет гораздо больше, чем при сварке на переменном токе с таким же значением напряжения.
Рисунок 2. Влияние напряжения дуги на форму и размеры сварного шва
С возрастанием скорости сварки ширина шва уменьшается, а глубина провара сначала увеличивается (до скорости 40–50 м/ч), а затем понижается. При скорости сварки свыше 70–80 м/ч возможны подрезы по обеим сторона шва из-за недостаточного прогрева основного металла.
Рисунок 3. Влияние скорости сварки на форму и размеры шва
С уменьшением диаметра проволоки (при прочих равных условиях) возрастает плотность тока в электроде, что приводит к росту глубины провара и выпуклости шва, но при этом снижается ширина шва. Таким образом, при уменьшении диаметра проволоки можно получить более глубокий провар при неизменной силе тока или такой же провар при меньшей силе тока.
При возрастании вылета проволоки диаметром не более 3 мм из токоподводящего мундштука снижается глубина провара, что может привести к возникновению краевых наплавов в шве. Повышение вылета проволоки диаметром 5 мм с 60 до 150 мм не оказывает влияние на форму сварного шва.
- Техника сварки полуавтоматом
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
При сварке вертикальных и горизонтальных швов ток должен быть уменьшен против принятого для сварки в нижнем положении примерно на 5 - 10%, а для потолочных - на 10 - 15%, с тем чтобы жидкий металл не вытекал из сварочной ванны.
Диаметр электрода: при сварке двумя электродами разных диаметров при одинаковой силе сварочного тока в случае электрода меньшего диаметра глубина проплавления окажется больше. Проволока меньшего диаметра имеет меньшую площадь сечения. Так как в обоих случаях через электрод проходит одинаковый ток, из-за этого концентрация или плотность тока в случае меньшего электрода оказывается выше. Из-за этой более высокой плотности тока электроды меньшего диаметра имеют большую глубину проплавления. Однако заметьте, что электроды любого диаметра имеют максимальный порог плотности тока, после которого сварочного дуга становится очень нестабильной. Поэтому при увеличении сварочного тока в какой-то момент понадобится перейти на электроды большего диаметра. Обычно для сварки изделий толщиной до 1 мм можно использовать проволоку примерно того же диаметра, для сварки изделий толщиной до 3 мм подходит проволока диаметром до 1,6 мм, при толщине металла до 5 мм подходит проволока диаметром до 2 мм, при толщине металла до 16 мм используется проволока диаметром до 5 мм, а 7-миллиметровая проволока может варить листы металла толщиной до 25 мм. Здесь также важна и сила сварочного тока: чем выше диаметр проволоки, тем более высоким током можно варить. Обычно тонкой проволокой (0,6-0,9 мм) можно варить при токе от 40-60 до 150-220 А, а толстой проволокой (до 1,6-2,4 мм) сварка может осуществляться током до 450 А.
Алгоритм выполнения
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 25
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.1 – ПК 4.2
Тема: Практическое занятие №16: Отработка навыков техники частично механизированной сварки в защитном газе трубных стыков (кольцевых швов).
Текст задания:
Перечислите параметры режима сварки в среде защитных газов.
Как влияют параметры режима на размеры и форму сварного шва?
Техника выполнения сварных швов в среде защитных газов.
В каких случаях находят применение однопроходные стыковые швы?
Как можно регулировать глубину провара кромок в стыковых соединениях без разделки кромок?
От чего зависит величина зазора кромок в стыковых соединениях?
Какую ширину имеют узкие стыковые швы?
Какую ширину имеют стыковые швы с поперечными колебательными движениями?
Эталоны ответов
К основным параметрам относится: диаметр электродной проволоки; марка проволоки; сила сварочного тока; напряжение дуги; скорость подачи электродной проволоки; скорость сварки; вылет электрода; расход защитного газа; наклон электрода вдоль оси шва; род тока и полярность.
С повышением сварочного тока возрастает глубина провара, а ширина шва практически не изменяется.
Рисунок 1. Влияние тока на форму и размеры сварного шва
С увеличением напряжения дуги ширина шва резко возрастает, глубина провара уменьшается. Также снижается и выпуклость (высота усиления) шва. При сварке на постоянном токе (в особенности обратной полярности) ширина шва будет гораздо больше, чем при сварке на переменном токе с таким же значением напряжения.
Рисунок 2. Влияние напряжения дуги на форму и размеры сварного шва
С возрастанием скорости сварки ширина шва уменьшается, а глубина провара сначала увеличивается (до скорости 40–50 м/ч), а затем понижается. При скорости сварки свыше 70–80 м/ч возможны подрезы по обеим сторона шва из-за недостаточного прогрева основного металла.
Рисунок 3. Влияние скорости сварки на форму и размеры шва
С уменьшением диаметра проволоки (при прочих равных условиях) возрастает плотность тока в электроде, что приводит к росту глубины провара и выпуклости шва, но при этом снижается ширина шва. Таким образом, при уменьшении диаметра проволоки можно получить более глубокий провар при неизменной силе тока или такой же провар при меньшей силе тока.
При возрастании вылета проволоки диаметром не более 3 мм из токоподводящего мундштука снижается глубина провара, что может привести к возникновению краевых наплавов в шве. Повышение вылета проволоки диаметром 5 мм с 60 до 150 мм не оказывает влияние на форму сварного шва.
- Техника сварки полуавтоматом
При работе горелку нужно держать так, чтобы проволока ориентировалась к плоскости свариваемых деталей под углом 45–60°. Движение горелки осуществляется преимущественно от себя, то есть проволокой вперед, ориентируясь по положению свариваемых кромок. В некоторых ситуациях допускается вести горелку на себя, например, при укладке шва от глухого угла. Оптимальное расстояние от края сопла до детали должно быть от 10 до 20 мм в зависимости от режима сварки. Проволока подводится к сварочному шву почти вплотную, после чего нужно нажать пусковую кнопку на ручке горелки. После зажигания дуги горелка плавно подаётся вперед, при этом совершаются небольшие поперечные колебания, общая ширина которых соответствует толщине свариваемых деталей. При завершении шва необходимо подать горелку в обратном направлении на 2–3 мм, выждать полсекунды для заполнения кратера и отпустить пусковую кнопку.
Однопроходные стыковые швы применяются при сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах.
При сварке пластин встык без подготовки кромок односторонним швом
основная трудность заключается в получении провара металла на всю толщину листа. Хороший провар во многом зависит от качества сборки, величины зазора, правильности постановки прихваток, а также соответствия диаметра электрода и силы сварочного тока.
Величина зазора зависит от толщины металла, способа сварки и диаметра электрода. Для обеспечения высокого качества сварного соединения важно не столько абсолютное значение зазора, сколько постоянство его по длине соединения.
Ниточный / узкий валик – валик, накладываемый без поперечных колебаний электрода или сварочного инструмента. Если продольное перемещение электрода производить без поперечных колебаний, то ширина валика обычно составляет: b = (0,8 ÷ 1,5) dэл. Такие валики применяют при выполнении первого слоя в разделку многопроходного шва, при сварке тонкого металла, а также при сварке с опиранием на чехольчик толстого покрытия. Чаще всего применяется для заварки корневого слоя, сварки аустенитных сталей, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Уширенный валик – валик шириной до 14 мм (в среднем не более 3-х диаметров электрода). Нормально сформированный однопроходный шов в большинстве случаев должен иметь ширину b = (2 ÷ 4) dэл. Уширенный валик – для ручного или полуавтоматического процесса, валик сварного шва, сформированный с помощью возвратно-поступательного поперечного движения. Чаще всего применяется для сварки угловых швов, горизонтальных швов, толстостенных конструкций, сварки аустенитных сталей. Широкий валик – валик шириной 14-35 мм. Широкий валик (weave bead) - валик, наплавленный при поперечном колебании прутка присадочного материала или сварочного инструмента. Чаще всего применяется для заполняющих слоев в нижнем и вертикальном положениях
Алгоритм выполнения
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 26
Наименование: Изучение параграфов.
Цель: расширение научного кругозора, овладение методами теоретического исследования, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 – ОК 6.
ПК 4.3
Тема: Общие сведения о наплавке: назначение; сущность наплавки; способы.
Алгоритм выполнения задания:
Прочитай весь параграф, составь целостное представление об описанных в нем событиях, явлениях. Внимательно рассмотри карты, другие иллюстрации.
Обрати особое внимание на выделенные в учебнике факты, выводы, идеи.
Составь развернутый план – он облегчит подготовку домашнего задания.
Постарайся связать материал параграфа с тем, что увидел и услышал на уроке, что записал в тетради.
Вспомни, что ты читал по изученной теме, что видел в музеях, кинофильмах.
Иногда необходимо просмотреть параграфы, изученные ранее.
Если что-то непонятно, обратись к словарю.
Проверь, знаешь ли ты материал тем – перескажи его, сначала пользуясь планом, потом без него.
Подготовь ответы на вопросы и задания, которые помещены в конце параграфа.
Выполни конспектирование материала параграфа.
Требования к выполнению и оформлению задания:
Требования по конспектированию:
1. Заглавия писать ярким, выделяющимся цветом.
2. Подзаголовки подчеркивать ярким цветом.
3. На каждой странице слева оставлять свободные поля (ширина полей до 1/3 ширины страницы) для записи даты конспектирования, заметок преподавателя и последующей проработки конспекта.
4. Весь текст разделять на абзацы. В каждом абзаце должна заключаться отдельная мысль. Абзац должен начинаться с «красной строки». Между абзацами оставлять чистую строку.
5. Главное, ключевое слово каждой отдельной мысли выделять подчеркиванием или иным способом.
6. Конспект должен быть выполнен в тетради.
7. Несколько листов в конце тетради следует отвести для справочного материала.
8. В тетради для конспектов недопустимы посторонние записи, рисунки, чертежи и наклейки, не относящиеся к изучаемому предмету.
9. Следует помнить: конспект в значительной степени отражает возможности, способности и даже характер обучающегося, его отношение к предмету обучения; он является не только отчетным учебным документом, но и источником знаний, индивидуальным учебником.
Форма контроля: предоставить конспект на контроль преподавателю
Критерии оценки:
оценку «отлично» получают работы, в которых делаются самостоятельные выводы, дается аргументированная критика и самостоятельный анализ фактического материала по данной теме;
оценка «хорошо» ставится тогда, когда в работе, выполненной на достаточном теоретическом уровне, полно и всесторонне освещаются вопросы темы, но нет должной степени самостоятельности;
оценку «удовлетворительно» имеют работы, в которых правильно освещены основные вопросы темы, но не проявилось умение логически стройного их изложения, содержатся отдельные ошибочные положения;
оценку «неудовлетворительно» обучающихся получает в случае, когда не владеет материалом работы, не в состоянии дать объяснения выводам и теоретическим положениям данной проблемы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 27
Наименование: Изучение параграфов.
Цель: расширение научного кругозора, овладение методами теоретического исследования, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 – ОК 6.
ПК 4.3
Тема: Материалы для наплавки: низкоуглеродистые и легированные проволоки и ленты; порошковые проволоки и ленты; флюсы; твёрдые сплавы.
Алгоритм выполнения задания:
Прочитай весь параграф, составь целостное представление об описанных в нем событиях, явлениях. Внимательно рассмотри карты, другие иллюстрации.
Обрати особое внимание на выделенные в учебнике факты, выводы, идеи.
Составь развернутый план – он облегчит подготовку домашнего задания.
Постарайся связать материал параграфа с тем, что увидел и услышал на уроке, что записал в тетради.
Вспомни, что ты читал по изученной теме, что видел в музеях, кинофильмах.
Иногда необходимо просмотреть параграфы, изученные ранее.
Если что-то непонятно, обратись к словарю.
Проверь, знаешь ли ты материал тем – перескажи его, сначала пользуясь планом, потом без него.
Подготовь ответы на вопросы и задания, которые помещены в конце параграфа.
Выполни конспектирование материала параграфа.
Требования к выполнению и оформлению задания:
Требования по конспектированию:
1. Заглавия писать ярким, выделяющимся цветом.
2. Подзаголовки подчеркивать ярким цветом.
3. На каждой странице слева оставлять свободные поля (ширина полей до 1/3 ширины страницы) для записи даты конспектирования, заметок преподавателя и последующей проработки конспекта.
4. Весь текст разделять на абзацы. В каждом абзаце должна заключаться отдельная мысль. Абзац должен начинаться с «красной строки». Между абзацами оставлять чистую строку.
5. Главное, ключевое слово каждой отдельной мысли выделять подчеркиванием или иным способом.
6. Конспект должен быть выполнен в тетради.
7. Несколько листов в конце тетради следует отвести для справочного материала.
8. В тетради для конспектов недопустимы посторонние записи, рисунки, чертежи и наклейки, не относящиеся к изучаемому предмету.
9. Следует помнить: конспект в значительной степени отражает возможности, способности и даже характер обучающегося, его отношение к предмету обучения; он является не только отчетным учебным документом, но и источником знаний, индивидуальным учебником.
Форма контроля: предоставить конспект на контроль преподавателю
Критерии оценки:
оценку «отлично» получают работы, в которых делаются самостоятельные выводы, дается аргументированная критика и самостоятельный анализ фактического материала по данной теме;
оценка «хорошо» ставится тогда, когда в работе, выполненной на достаточном теоретическом уровне, полно и всесторонне освещаются вопросы темы, но нет должной степени самостоятельности;
оценку «удовлетворительно» имеют работы, в которых правильно освещены основные вопросы темы, но не проявилось умение логически стройного их изложения, содержатся отдельные ошибочные положения;
оценку «неудовлетворительно» обучающихся получает в случае, когда не владеет материалом работы, не в состоянии дать объяснения выводам и теоретическим положениям данной проблемы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014– 400с.
Самостоятельная работа № 28
Наименование: Изучение параграфов.
Цель: расширение научного кругозора, овладение методами теоретического исследования, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 – ОК 6.
ПК 4.3
Тема: Техника наплавки различных поверхностей: тел вращения и плоских
Алгоритм выполнения задания:
Прочитай весь параграф, составь целостное представление об описанных в нем событиях, явлениях. Внимательно рассмотри карты, другие иллюстрации.
Обрати особое внимание на выделенные в учебнике факты, выводы, идеи.
Составь развернутый план – он облегчит подготовку домашнего задания.
Постарайся связать материал параграфа с тем, что увидел и услышал на уроке, что записал в тетради.
Вспомни, что ты читал по изученной теме, что видел в музеях, кинофильмах.
Иногда необходимо просмотреть параграфы, изученные ранее.
Если что-то непонятно, обратись к словарю.
Проверь, знаешь ли ты материал тем – перескажи его, сначала пользуясь планом, потом без него.
Подготовь ответы на вопросы и задания, которые помещены в конце параграфа.
Выполни конспектирование материала параграфа.
Требования к выполнению и оформлению задания:
Требования по конспектированию:
1. Заглавия писать ярким, выделяющимся цветом.
2. Подзаголовки подчеркивать ярким цветом.
3. На каждой странице слева оставлять свободные поля (ширина полей до 1/3 ширины страницы) для записи даты конспектирования, заметок преподавателя и последующей проработки конспекта.
4. Весь текст разделять на абзацы. В каждом абзаце должна заключаться отдельная мысль. Абзац должен начинаться с «красной строки». Между абзацами оставлять чистую строку.
5. Главное, ключевое слово каждой отдельной мысли выделять подчеркиванием или иным способом.
6. Конспект должен быть выполнен в тетради.
7. Несколько листов в конце тетради следует отвести для справочного материала.
8. В тетради для конспектов недопустимы посторонние записи, рисунки, чертежи и наклейки, не относящиеся к изучаемому предмету.
9. Следует помнить: конспект в значительной степени отражает возможности, способности и даже характер обучающегося, его отношение к предмету обучения; он является не только отчетным учебным документом, но и источником знаний, индивидуальным учебником.
Форма контроля: предоставить конспект на контроль преподавателю
Критерии оценки:
оценку «отлично» получают работы, в которых делаются самостоятельные выводы, дается аргументированная критика и самостоятельный анализ фактического материала по данной теме;
оценка «хорошо» ставится тогда, когда в работе, выполненной на достаточном теоретическом уровне, полно и всесторонне освещаются вопросы темы, но нет должной степени самостоятельности;
оценку «удовлетворительно» имеют работы, в которых правильно освещены основные вопросы темы, но не проявилось умение логически стройного их изложения, содержатся отдельные ошибочные положения;
оценку «неудовлетворительно» обучающихся получает в случае, когда не владеет материалом работы, не в состоянии дать объяснения выводам и теоретическим положениям данной проблемы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
Самостоятельная работа № 29
Наименование: Подготовка к практическому занятию.
Цель: расширение научного кругозора, развитие самостоятельности мышления обучающегося.
Коды формируемых компетенций:
ОК 1 –ОК 6
ПК 4.3
Тема: Практическое занятие №17: Изучение особенностей дуговой наплавки частично механизированным способом в защитном газе.
Текст задания:
Достоинства наплавки в среде углекислого газа.
Недостатки наплавки в среде углекислого газа.
Назовите основные части поста для наплавки в среде защитных газов.
Чем отличается аппарат для механизированной сварки от аппарата для автоматической сварки?
Влияние защитной среды на производительность сварки
Эталоны ответов
Достоинствами наплавки в среде углекислого газа являются :
- плотный, ровный и красивый сварной шов, нет шлаковой корки и не требуется последующая механическая обработка ,металл шва менее чувствителен к коррозии
- высокая производительность труда (в 1,5-2,5 раза выше, чем при ручной электродуговой сварке)
- хорошие условия для визуального наблюдения сварщиком за процессом сварки
Недостатком методики признается разбрызгивание металла, которое происходит, если выбранная сила тока более 500 ампер. Данное явление выдвигает необходимость регулярной очистки (а также и специальной защиты) сопла горелки. Кроме того, нужно применять особую проволоку с раскислителями, вести наплавку исключительно на постоянном токе, а при увеличении его значения требуется постоянно охлаждать горелку. "Минусами" технологии можно считать и то, что сварщику необходимо использовать дорогостоящие защитные средства из-за высокой мощности излучения электродуги и небольшое коробление детали из-за хорошего охлаждения ее газом.
Оборудование поста для наплавки такое же, как для сварки в среде углекислого газа.
Блок-схема полуавтомата для сварки в среде СО2:
1 – сварочная горелка; 2 – механизм подачи электродной проволоки;
3 – кассета с электродной проволокой; 4 – сварочные кабели; 5 – баллон
с углекислотой; 6 – подогреватель газа; 7 – редуктор-расходомер; 8 – кабель
управления; 9 – сварочный выпрямитель; 10 – осушитель газа
Сварочные автоматы и полуавтоматы во многом схожи. Единственное отличие заключается в полной автоматизации сварочного процесса. В полуавтоматической сварке мастер должен сам поджигать дугу и формировать шов. Без его участия подается лишь проволока в зону сварки. А при использовании автомата сварка выполняется в автоматическом режиме, сварщику необходимо лишь задать нужные параметры. С остальными процессами аппарат справится самостоятельно.
Наивысшая производительность (при одинаковых условиях) достигается при сварке в углекислом газе; низшая – в аргонокислородной смеси. При оценке производительности по наплавленному металлу наблюдается незначительное отклонение от указанной закономерности для проволоки диаметром 2 мм в диапазоне малых и средних значений тока, что связано с различными потерями электродного металла на разбрызгивание в зависимости от состава защитного газа.
Алгоритм выполнения
1. Изучить информацию по теме; провести системный анализ;
2. Ответить на контрольные вопросы;
3. Задание оформляется письменно.
Форма контроля: предоставление ответов на контрольные вопросы преподавателю для контроля.
Критерии оценки:
Оценка «отлично» выставляется, если обучающийся ответил без ошибок на все вопросы.
Оценка «хорошо» выставляется, если обучающийся ответил на вопросы с одной ошибкой.
Оценка «удовлетворительно» выставляется, если обучающийся ответил на вопросы с двумя ошибками.
Оценка «неудовлетворительно» выставляется, если обучающийся допустил число ошибок и недочетов превосходящее норму, при которой может быть выставлена оценка «удовлетворительно», или, если правильно выполнил менее половины работы.
Учебно-методическое и информационное обеспечение
Основные источники:
Учебники:
В.И.Маслов «Сварочные работы»: Издательский центр: «Академия», 2014_ – 240с.
Ю.В.Казаков «Сварка и резка материалов»: Издательский центр: «Академия», 2014 – 400с.
Дополнительные источники:
Справочник электрогазосварщика и газорезчика: Издательский центр: «Академия», 2014 – 400с.
4. Заключение
Самостоятельная работа - важная, неотъемлемая составляющая современного образовательного процесса, значимость которой в последнее время постоянно возрастает. Перед педагогическими кадрами стоят задачи формирования условий для приобретения обучающимися навыков самостоятельной работы. Педагогическая деятельность преподавателей должна обеспечивать оптимизацию форм и методов организации самостоятельной работы обучающихся на основе системы контроля за качеством её выполнения и доступного учебно-методического материала. Использование разработанных методических указаний позволит повысить эффективность самостоятельной работы обучающихся в ФКП образовательном учреждении № 46, в том числе их готовность к самостоятельному получению знаний, освоению общих
и профессиональных компетенций.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

