
Россия, Каменск-Уральский


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 26.02.2025 07:54

Лесюк Василий Степанович
Преподаватель
63 года
Местоположение
Специализация
Практическая работа - "Дефекты заготовительного производства".
Категория:
Прочее
28.09.2022 19:30

Просмотр содержимого документа
«Практическая работа - "Дефекты заготовительного производства".»
Практическая работа
Дефекты заготовительного производства.
ВАРИАНТ 1.
1.Задание. Определите вид брака, причины его образования, способ его обнаружения и устранения:
| №пп | Наименование дефекта | Причины образования | Способы обнаружения |
| 1 |
|
|
|
| 2 |
|
|
|
| 3 |
|
|
|
| 4 |
|
|
|
| 5 |
|
|
|
2.Задание. Вставь пропущенное слово.
________ подразделяют на явные, скрытые, критические, значительные и малозначительные, исправимые и неисправимые.
Ремонту не подлежит ________________, поскольку это невыполнимо или очень дорого.
________ – дефект в виде неполного образования отливки вследствие незапалнения полости литейной формы металлом при заливке.
___________ – местное скопление мелких газовых или усадочных раковин.
Вследствие размыва формы потоком расплава при заливке возникает __________.
При смене фазового состояния с жидкого на твердое возникают ______________.
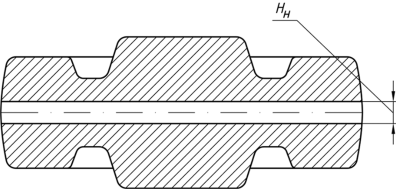
Отклонение от заданных геометрических размеров поковки вследствие незаполнения чистового ручья штампа у выступов, углов, закруглений и ребер это _______________.
_______________ образуется вследствие различных скоростей и перемещений металла на границах мертвых зон при больших заходных углах матриц.
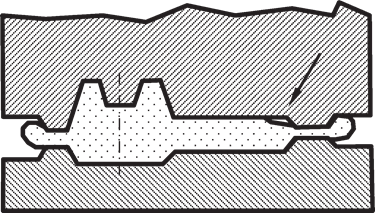
____________ – вид зажима при интенсивном течении металла в тело поковки под торцем пуансона при малом радиусе его кромки.
3.Задание. Ответить на контрольные вопросы.
1. Влияет ли программа выпуска продукции на выбор метода получения заготовки?
2. Каким методом получают заготовки практически любых размеров, как простой, так и очень сложной конфигурации?
3. Каким методом получают заготовки, которые по размерам и форме близки к форме и размерам деталей, требующий небольшой объем механической обработки ?
4. На основе каких принципов должен осуществляться выбор метода получения заготовки?
ВАРИАНТ 2.
1.Задание. Определите вид брака, причины его образования, способ его обнаружения и устранения:
| №пп | Наименование дефекта | Причины образования | Способы обнаружения |
| 1 |
|
|
|
| 2 |
|
|
|
| 3 |
|
|
|
| 4 | |
|
|
| 5 |
|
|
|


2.Задание. Вставь пропущенное слово.
Каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией называется ____________.
________________, когда дефекты существенны, но поддаются коррекции тем или иным производственным способом.
Массы зерен земли или шлаков – это __________.
__________ это неравномерность химического состава металла в теле отливки.
При окислении легирующих добавок возникают ________.
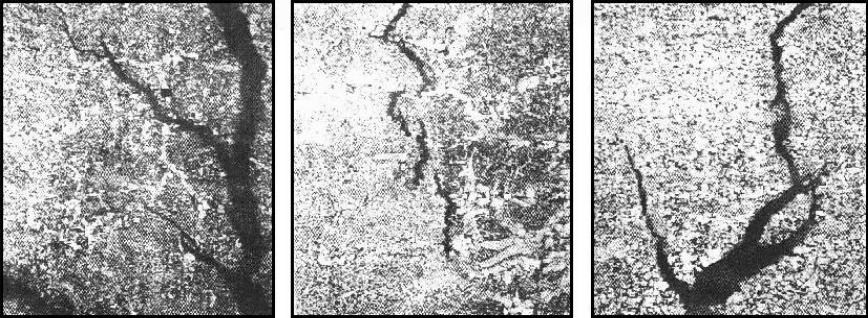
При температуре ______________ из-за усадочных напряжений возникают горячие трещины.
От заштампованной ____________ образуются вмятины.
Несрезанный остаток облоя при небрежной установке поковки в обрезной штамп это ____________.
_______________ – результат изменения направления течения слоев металла под пуансоном с горизонтального на вертикальное.
3.Задание. Ответить на контрольные вопросы.
1. Влияет ли программа выпуска продукции на выбор метода получения заготовки?
2. Каким методом получают заготовки практически любых размеров, как простой, так и очень сложной конфигурации?
3. Каким методом получают заготовки, которые по размерам и форме близки к форме и размерам деталей, требующий небольшой объем механической обработки ?
4. На основе каких принципов должен осуществляться выбор метода получения заготовки?
ВАРИАНТ 3.
1.Задание . Определите вид брака, причины его образования, способ его обнаружения и устранения:
| №пп | Наименование дефекта | Причины образования | Способы обнаружения |
| 1 |
|
|
|
| 2 |
|
|
|
| 3 |
|
|
|
| 4 |
|
|
|
| 5 |
|
|
|

2.Задание. Вставь пропущенное слово.
Отливка имеет недостатки, которые не ухудшают ее рабочие качества называется _______________. Отливка идет в дальнейшую обработку.
___________ возникают из-за несоблюдения размеров моделей и некачественным соединением частей опок.
Способность расправленного металла заполнять и точно воспроизводить полость литейной форм, это _____________.
___________это слой формовочных материалов, спекшихся с металлом, прочно присоединенный к поверхности отливки.
______________ отливки возникает вследствие внутренних напряжений из-за неравномерного остывания.
______________________ — это множество мелких пузырьков в теле детали.
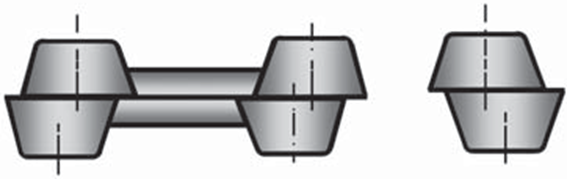
____________________ – увеличение всех размеров заготовки в направлении, перпендикулярном к плоскости разъема.
_____________ – отклонение осей и плоскостей поковки от их правильного геометрического положения.
При значительном трении выдавливаемого металла о стенки матрицы появляются _____________________ (типа ерша) на поверхности поковки.
3.Задание. Ответить на контрольные вопросы.
1. Влияет ли программа выпуска продукции на выбор метода получения заготовки?
2. Каким методом получают заготовки практически любых размеров, как простой, так и очень сложной конфигурации?
3. Каким методом получают заготовки, которые по размерам и форме близки к форме и размерам деталей, требующий небольшой объем механической обработки ?
4. На основе каких принципов должен осуществляться выбор метода получения заготовки?
5







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

