
Россия, Каменск-Уральский


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 26.02.2025 07:54

Лесюк Василий Степанович
Преподаватель
63 года
Местоположение
Специализация
Практическая работа "ПРИМЕНЕНИЕ МЕТОДОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ"
Категория:
Прочее
09.02.2022 16:23

Просмотр содержимого документа
«Практическая работа "ПРИМЕНЕНИЕ МЕТОДОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ"»
Практическая работа №3
ПРИМЕНЕНИЕ МЕТОДОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ
Цели работы: научиться назначать режимы термической обработки.
Содержание:
Теоретическая часть. стр.1
Характеристика основных видов термообработки стали стр. 2-3
Режим термической обработки для сталей. стр. 4-5
Задание на практическую работу. стр. 6
Содержание и оформление отчета. стр.7
Критерии оценки. стр.7
Краткие теоретические сведения
Термической обработкой называют технологические процессы теплового воздействия, которые проводят с целью изменения внутреннего строения, структуры и свойств. Термическая обработка используется в качестве предварительной или промежуточной операции для улучшения обрабатываемости резанием, давлением и др. и как окончательная операция технологического процесса, обеспечивающая заданный уровень физико-механических свойств детали.
Любой процесс термической обработки характеризуется температурой и скоростью нагрева, временем выдержки при заданной температуре и определенной скоростью охлаждения. Режим термообработки можно представить графиком в координатах температура – время (t – τ). Скорость нагрева и охлаждения характеризуется углом наклона линий на графике.
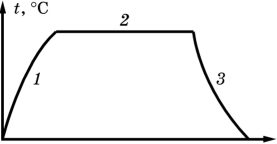

1 - нагрев до определенной температуры;
| Температура |
3 - охлаждение с различной скоростью до комнатной

| Время |
основе теории термической обработки лежат фазовые и структурные превращения, протекающие при нагреве и охлаждении металлов и сплавов. Эти превращения характеризуются определенными критическими точками.
Температуры, при которых изменяются строение и свойства (происходят фазовые превращения) металлов и сплавов, называют критическими точками.
Регулируя температуру нагрева, время выдержки и скорость охлаждения, можно в очень широких пределах изменять свойства материала, подвергаемого термообработке.
Основными видами термической обработки являются отжиг, нормализация, закалка, отпуск и старение.
Старение -это вид термообработки, при которой в сплаве, подвергнутом закалке без полиморфного превращения. Старение может происходить при температуре 20° С (естественное старение) или при нагреве до невысоких температур - 200—300° С (искусственное старение). Основное назначение старения – повышение прочности и стабилизация свойств.
2.Характеристика основных видов термообработки стали
Таблица 1.
| Вид термообра- ботки | Характеристика процессов |
| Назначение |
| ||||||||||||
|
|
| |||||||||||||||
|
|
|
|
|
|
|
|
| |||||||||
| Отжиг:
| Нагрев и последующее медленное охлаждение, чаще вместе с печью
|
| Устранить внутренние неоднородности стали, улучшить ее зернистость и равномерность кристаллической решетки, а также снять остаточное напряжение, вызываемое деформацией изделия при различных видах обработки |
| ||||||||||||
|
|
|
|
| |||||||||||||
|
|
|
|
| |||||||||||||
| Полный
| Нагрев на 30 - 50ºС выше верхней критической точки АС3 и медленное охлаждение (рис. 3.3).
|
| Получение мелкозернистой структуры и снятие внутренних напряжений в доэвтектоидных сталях.
|
| ||||||||||||
|
|
| |||||||||||||||
|
|
| |||||||||||||||
|
|
|
| ||||||||||||||
| Неполный | Нагрев на 30 - 50ºС выше |
| Снятие внутренних напряжений и |
| ||||||||||||
|
| нижней критической точки АС1 |
| улучшение обрабатываемости резанием |
| ||||||||||||
|
| и | медленное | охлаждение |
| заэвтектоидных и инструментальных |
| ||||||||||
|
| (рис. 3.3). |
|
|
|
| сталей |
| |||||||||
| Рекристал | Нагрев до 450 - 700ºC, не- |
| Снятие наклепа после холодной пла- |
| ||||||||||||
| лизационный | продолжительная | выдержка и |
| стической деформации. |
| |||||||||||
|
| охлаждение на воздухе. |
|
|
|
| |||||||||||
| Диффузионный | Нагрев до 1100 - 1200ºС, вы- |
| Устранение химической неоднород- |
| ||||||||||||
|
| держка | 10 – 20 | часов |
| ности, образовавшейся при кристалли- |
| ||||||||||
|
| и | медленное | охлаждение |
| зации металла. (Получается крупнозер- |
| ||||||||||
|
| (рис. 3.3). |
|
|
|
| нистая структура, которая измельчается |
| |||||||||
|
|
|
|
|
|
|
| при последующем полном отжиге |
| ||||||||
|
|
|
|
|
|
|
| или нормализации) |
| ||||||||
| Низко- | Температура | отжига | нахо- |
| Снятие внутренних напряжений, об- |
| ||||||||||
| температурный | дится | в пределах 200 - 700ºC |
| разовавшихся при литье, сварке, обра- |
| |||||||||||
|
| (чаще 350 - 600ºC) – рис. 3.3. |
| ботке резанием и т.д. |
| ||||||||||||
|
| Нагрев на 20 - 30ºС выше |
|
|
| ||||||||||||
| Изотермический | АС3, охлаждение с печью до 680 |
| Повышение обрабатываемости реза- |
| ||||||||||||
|
| - 700ºС, выдержка 2 - 5 часов |
| нием легированных сталей |
| ||||||||||||
|
| при этой температуре и охла- |
|
|
| ||||||||||||
|
| ждение на воздухе. |
|
|
|
| |||||||||||
| Нормализация | Нагрев, выдержка и последу- |
| Исправление структуры перегретой |
| ||||||||||||
|
| ющее охлаждение на воздухе |
| стали, снятие внутренних напряжений |
| ||||||||||||
|
|
|
|
|
|
|
| в деталях из конструкционных сталей |
| ||||||||
|
|
|
|
|
|
|
| и улучшение их обрабатываемости; |
| ||||||||
|
|
|
|
|
|
|
| увеличение глубины прокаливаемости |
| ||||||||
|
|
|
|
|
|
|
| инструментальных сталей перед закал- |
| ||||||||
|
|
|
|
|
|
|
| кой. |
| ||||||||
| Закалка: | Нагрев, выдержка и последу- |
| Получение высокой твердости, |
| ||||||||||||
|
| ющее резкое охлаждение |
|
| упрочнение |
| |||||||||||
|
| (рис.3.4) |
|
|
|
|
|
| |||||||||
| Полная | Нагрев на 30 - 50ºC выше АС3 |
| Для доэвтектоидных сталей (в которых углерода менее 0,8 %)
|
| ||||||||||||
|
|
|
|
|
|
|
|
| |||||||||
| Неполная | Нагрев на 30 - 50°С выше Аcm |
| Для заэвтектоидных сталей (углеро- |
| ||||||||||||
|
|
|
|
|
|
|
| да более 0,8 %) |
| ||||||||
|
|
|
|
|
| ||||||||||||
| Отпуск:
| Нагрев, выдержка и охлажде- ние на воздухе
| Снятие внутренних напряжений, повышение вязкости и пластично- |
| |||||||||||||
|
| сти, понижение твердости и умень- |
| ||||||||||||||
|
|
| шение хрупкости закаленной стали |
| |||||||||||||
| Низкий
| Нагрев в интервале температур 150 - 250°С.
| Для инструментальных сталей, после- закалки цементуемых изделий.
|
| |||||||||||||
| Средний
| Нагрев в интервале температур 300 - 500°С.
| Для пружин, рессор, а также инструмента, который должен иметь зна- чительную прочность и упругость при достаточной вязкости.
|
| |||||||||||||
| Высокий
| Нагрев в интервале температур 500 - 650°С.
| Для деталей из конструкционных сталей, работающих при ударных нагрузках.
|
| |||||||||||||
| Улучшение | Закалка стали и последующий | Обеспечение сочетания высокой |
| |||||||||||||
|
| высокий отпуск | прочности и пластичности при |
| |||||||||||||
|
|
| окончательной термообработке де- |
| |||||||||||||
|
|
| талей из конструкционных сталей, |
| |||||||||||||
|
|
| испытывающих в работе ударные |
| |||||||||||||
|
|
| нагрузки и вибрации. |
| |||||||||||||
|
|
|
|
| |||||||||||||
| Старение | Нагрев и длительная выдерж- | Стабилизация размеров деталей и |
| |||||||||||||
|
| ка при повышенной темпера- | инструментов из различных сталей. |
| |||||||||||||
|
| туре |
|
| |||||||||||||
|
|
|
|
| |||||||||||||
| Термомеханиче- | Нагрев, быстрое охлаждение | Обеспечение для деталей простой |
| |||||||||||||
| ская обработка | до 400…500 °С. Многократное | формы, не подвергаемых сварке, бо- |
| |||||||||||||
|
| пластическое деформирование, | лее высокой прочности, чем при |
| |||||||||||||
|
| закалка и отпуск | обычной термообработке. |
| |||||||||||||
|
|
|
|
| |||||||||||||
3. Режим термической обработки для сталей.
Таблица 2. Режим термической обработки инструментальных
углеродистых сталей
| Марка стали | Отжиг | Закалка | Отпуск | |||
| Температура, °С | Твердость | Температура, °С | Среда охлаждения | Температура, °С | Твердость НRС | |
| У7 | 690 – 710 | 187 | 800 – 820 | Вода | 150 – 160 | 62 |
| У8 | 690 – 710 | 187 | 780 – 800 | Вода | 150 – 160 | 62 |
| У10 | 750 – 770 | 197 | 770 – 810 | Вода | 150 – 160 | 63 |
| У11 | 750 – 770 | 207 | 770 – 800 | Вода | 150 – 160 | 63 |
| У13 | 750 – 770 | 217 | 760 – 790 | Вода | 150 – 160 | 63 |
Таблица 3. Режимы термической обработки инструментальных легированных сталей
|
Марка стали
| Отжиг | Закалка | Отпуск | |||||
| Температура, | Твердость | Температура, | Среда | Температура, | Твердость | |||
| X | 770 – 790 | 225 –207 | 830 –860 | Масло | 180 – 200 | 66 – 59 | ||
| 9XC | 790 – 810 | 255 – 207 | 820 – 860 | Масло | 140 – 160 | 60 – 62 | ||
| XГСВФ | 790 – 810 | 228 – 196 | 820 –850 | Масло | 140 – 160 | 61 – 63 | ||
| ХГ | 780 – 800 | 241 – 197 | 800 – 830 | Масло | 150 – 200 | 61 – 62 | ||
| ХВГ | 770 – 790 | 255 –207 | 820 – 840 | Масло | 160 – 180 | 62 – 63 | ||
| ХВСГ | 790 – 810 | 229 –197 | 840 – 860 | Масло | 160 – 180 | 62 – 63 | ||
| ХСВФ | 830 – 850 | 228 –187 | 840 – 860 | Масло | 170 – 180 | 61 – 63 | ||
| 3Х2В8Ф | 1140 – 1160 | 255 – 207 | 1120 – 1160 | Масло | 550 – 560 | 45 – 51 | ||
| 4Х8В2 | 750 – 780 | 255 – 207 | 1120 – 1140 | Масло | 550 – 560 | 49 – 51 | ||
Таблица 4. Режимы термической обработки быстрорежущих сталей
|
Марка стали
| Отжиг | Закалка | Отпуск | ||||
| Тем-ра | Твердость | Тем-ра | Среда охл. | Тем-ра | Твердость | ||
| Р18 | 830 – 850 | 207 – 255 | 1260 – 1300 | Масло, соли | 550 – 570 | 64 – 65 | |
| Р10К5Ф5 | 840 – 860 | 285 | 1220 – 1240 | Масло, соли | 575 – 585 | 65 – 67 | |
| Р9К5 | 840 – 860 | 269 | 1220 – 1240 | Масло, соли | 555 – 565 | 65 – 67 | |
| Р6М3 | 830 – 850 | 207 – 235 | 1210 – 1230 | Масло, соли | 555 – 565 | 65 – 66 | |
| Р18Ф2К8М | 850 – 870 | 263 – 277 | 1220 – 1260 | Масло, соли | 560 – 570 | 67 – 68 | |
| Р9Ф5 | 840 – 860 | 269 | 1240 – 1260 | Масло, соли | 575 – 585 | 65 – 67 | |
| Р14Ф4 | 850 – 860 | 269 | 1240 – 1260 | Масло, соли | 575 – 585 | 67 – 68 | |
| Р18Ф2 | 840 – 860 | 269 | 1260 – 1380 | Масло, соли | 575 – 585 | 67 – 68 | |
Таблица 5. Режимы термической обработки углеродистых сталей
| Марка стали
| Отжиг | Закалка | Отпуск | |||||
| Тем-ра | Твердость | Тем-ра | Среда охл. | Тем-ра | Твердость | |||
| 20 | 880-900 | 10-16 | 790-820 | Вода | 160-200 | 30-35 | ||
| 35 | 800-900 | 20-25 | 830-840 | Вода | 490-510 | 35–45 | ||
| 45 | 780-820 | 20-25 | 820-840 | Вода | 550-600 | 55-60 | ||
| 20Х | 840-860 | 57-63 | 800-820 | Масло | 160-200 | 44–53 | ||
| 40Х | 840-860 | 25-32 | 840-860 | Масло | 500-550 | 45-55 | ||
| 50Х | 860-880 | 25-32 | 880-900 | Масло | 550-620 | 52-65 | ||
4. Задание на практическую работу
Задание 1. Для марки стали соответствующей вашему варианту, используя таблицы №№ 2-5, выбрать и обосновать последовательность операций предварительной и окончательной термообработки изделия из данной стали
Задание 2. Для указанных условий (деталь, марка стали, цель термообработки) используя таблицу №1 определить вид термообработки и ее температурный режим.
| Вариант | Задание 1 |
| Задание 2 |
| ||
| Деталь | Марка стали | Цель термообработки |
| |||
|
|
|
| ||||
| 1 | 70 | Вал | 40Х | Повышение поверхностной |
| |
| 2 | У7 | Шестерня | 20ХГНМ | прочности и улучшение меха- |
| |
| 3 | 20 | Сверло | Р6М5 | нических свойств |
| |
| 4 | У13А | Шкив | 25 |
|
| |
| 5 | 40 | Фреза | Р18 | Снятие внутренних напряже- |
| |
| 6 | У8 | Ось | 20 | ний после механической об- |
| |
| 7 | 60 | Втулка | 35 | работки |
| |
| 8 | У12 | Вал | 50Л | Устранение химической не- |
| |
| 9 | 80 | Корпус под- | 20 | однородности |
| |
|
|
| шипника |
|
|
| |
| 10 | У9 | Шестерня | 25ХГМ | Получение мелкозернистой |
| |
| 11 | 40Х | Крюк крана | 60 | структуры |
| |
| 12 | У11 | Вал | 45 |
|
| |
| 13 | 50 | Резец | Корпус 40Х | Снятие внутренних напряже- |
| |
|
|
|
| Напайка Р18 | ний после сварки |
| |
| 14 | ХВГ | Вал | 60Г | Повышение поверхностной |
| |
| 15 | 30 | Зубило | У8 | прочности и улучшение меха- |
| |
| 16 | У7А | Ось | 40 | нических свойств |
| |
| 17 | 10 | Метчик | У12А |
|
| |
| 18 | У13 | Корпус насоса | 20Х | Снятие внутренних напряже- |
| |
| 19 | 70Г | Рычаг | 25 | ний после механической об- |
| |
| 20 | У8А | Поршень | 40 | работки |
| |
| 21
| 45
| Гаечный ключ
| ХВГ
| Устранение химической неоднородности |
| |
| 22 | 9ХС | Вал | 40Х |
|
| |
| 23 | 20Х | Поршень | 80 | Получение мелкозернистой |
| |
| 24 | У12А | Рычаг | 20Х | структуры |
| |
| 25 | 85 | Звездочка | 40 |
|
| |
| 26 | У8 | Вал | 60Г | Повышение поверхностной |
| |
| 27 | 60 | Зубило | У8 | прочности и улучшение меха- |
| |
| 28 | У12 | Ось | 40 | нических свойств |
| |
| 29 | 80 | Метчик | У12А |
|
| |
5. Содержание и оформление отчета.
Оформить титульный лист практической работы.
Цель работы.
Выполнение работы
Задание 1
- характеристика стали в исходном состоянии;
последовательность операций термообработки с обоснованием
Отчет представить в виде таблицы:
| Марка стали
| Отжиг | Закалка | Отпуск | |||||
| Тем-ра | Твердость | Тем-ра | Среда охл. | Тем-ра | Твердость | |||
|
|
|
|
|
|
|
| ||
Задание 2.
характеристика стали в исходном состоянии;
вид термообработки,
режим термообработки ( температура нагрева, среда охлаждения).
Отчет представить в виде таблицы
| Марка стали | Деталь | Вид термообработки
| Характеристика процессов
|
| Назначение
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6. Критерии оценки:
уровень освоения студентом учебного материала и дополнительной литературы
| Критерии | Количество баллов |
| Оформление теоретической части | 3 балла |
| Выполнение практической части | 3 балла |
| Полнота ответов на контрольные вопросы | 3 балла |
«5» - 9 баллов;
«4» - 7-8 баллов
«3» - 5-6 баллов
«2» -
29







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

