
Россия, Каменск-Уральский


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 26.02.2025 07:54

Лесюк Василий Степанович
Преподаватель
63 года
Местоположение
Специализация
Практическая работа "Сравнительный анализ видов термической обработки сплавов."
Категория:
Прочее
09.02.2022 16:21

Просмотр содержимого документа
«Практическая работа "Сравнительный анализ видов термической обработки сплавов."»
Практическая работа №1
Тема: Сравнительный анализ видов термической обработки сплавов.
Цель занятия: изучение видов термической обработки (ТО) , их назначение и режимы.
Содержание:
Этапы занятий.
Правила оформления работы.
Пример оформления титульного листа.
Теоретическая часть.
Критерии оценки.
Этапы занятия:
Ознакомиться с теоретическими сведениями по обработке стали различными видами ТО.
В теоретической части работы написать:
определение термической обработки;
три основных процесса, из которых состоит ТО;
указать основные отличия упрочнющих и разупрочняющих методов ТО;
определение прокаливаемости;
указать какие точки называются критическими?
изложить основную цель отжига;
изложить основную цель отпуска сталей.
Заполнить таблицу.
| №пп | Вид термической обработки | t⁰С, нагрева | Скорость охлаждения | Среда охлаждения | Назначение |
| 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3. Пример оформления титульного листа
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И МОЛОДЕЖНОЙ ПОЛИТИКИ
СВЕРДЛОВСКОЙ ОБЛАСТИ
ГАПОУ СО «КАМЕНСК-УРАЛЬСКИЙ РАДИОТЕХНИЧЕСКИЙ ТЕХНИКУМ»
Отчет по практической работе
по дисциплине: ОП-04 «Материаловедение»
Тема: Сравнительный анализ видов термической обработки сплавов
Группа: ТМП-204
Специальность: 15.02.15 ТЕХНОЛОГИЯ МЕТАЛЛООБРАБАТЫВАЮЩЕГО ПРОИЗВОДСТВА
Студент _______ И.С. Уралов
подпись инициалы, фамилия
Преподаватель _______ В.С. Лесюк
подпись инициалы, фамилия
Каменск-Уральский,
2022
4.Теоретическая часть
Термической обработкой называют технологические процессы, включающие нагрев и охлаждение металлических изделий с целью изменения структуры и свойств.
Целью любого процесса термической обработки является изменение структуры и свойств металла, которое будет определяться основными факторами воздействия: - это температура и время.
К основным параметрам режима термической обработки относятся:
максимальная температура нагрева;
время выдержки при температуре нагрева;
скорость нагрева;
и скорость охлаждения.
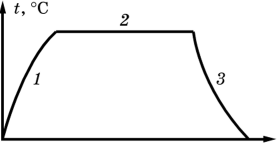

1 - нагрев до определенной температуры;
| Температура |
3 - охлаждение с различной скоростью до комнатной

| Время |
Термической обработке подвергаются стали, чугуны и некоторые сплавы цветных металлов.
ОСНОВНЫЕ ВИДЫ ТЕРМООБРАБОТКИ СТАЛИ.
Термическая обработка может быть разупрочняющей, упрочняющей и стабилизирующей.
Разупрочняющую обработку проводят для придания заготовке необходимых технологических свойств ( например, обрабатываемость резанием выше при низких твердости и прочностиматериала).
Упрочняющую обработку проводят для получения необходимых эксплуатационных свойств детали (жаростойкость, жаропрочность, износостойкость, радиационная стойкость, коррозионная и химическая стойкость и др.).
Стабилизирующую обработку – для стабилизации структуры и как следствие формы и размеров.
Термическая обработка стали проводится при температурах, приближенных к критическим точкам.
Температуры, при которых изменяются строение и свойства (происходят фазовые превращения) металлов и сплавов, называют критическими точками.
Виды термической обработки
Отжиг
I – рода:
диффузионный (гомогенизация);
рекристаллизационный;
изотермический;
II – рода:
полный;
неполный;
Закалка;
Отпуск:
низкий;
средний;
высокий.
Нормализация.
Цель отжига — устранить внутренние неоднородности стали, улучшить ее зернистость и равномерность кристаллической решетки, а также снять остаточное напряжение, вызываемое деформацией изделия при различных видах обработки.
Диффузионный отжиг (гомогенизация) применяется чаще всего для отливок и слитков из легированной стали и заключается в нагреве стали до 1000-1100°С, длительной выдержке (10-15 часов) при этой температуре и последующем медленном охлаждении (вместе с печью). В результате диффузионного отжига происходит достижение более однородных свойств по объёму изделия (устранение ликвации) и особенно улучшению механических свойств в поперечном (по отношению к прокатке) направлении.
Рекристаллизационный отжиг, применяемый для сталей после холодной обработки давлением, предназначен для снятия внутренних напряжений после холодной деформации и подготовки структуры к дальнейшему деформированию. Температура нагрева для рекристаллизационного отжига составляет 650 - 700°С, выдерживание — ½ — 2 часа; остывание – медленное до комнатной температуры на воздухе.
Изотермическому отжигу подвергают детали небольших сечений из легированных и углеродистых сталей для того чтобы произошел распад аустенита. Нагревание до температуры – на + 30°С — 50°С выше точки Ас3, последующего ускоренного охлаждения до температуры ниже точки Ас1 , последующей изотермической выдержке в течении 3-6 ч и дальнейшего охлаждения на спокойном воздухе.
Полный отжиг применяется для доэвтектоидных сталей. Нагрев стали осуществляется на 30-50° выше линии GS диаграммы Fe- Fe3C, и до температуры 500 °С охлаждают вместе с печью, далее охлаждают на воздухе. Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.
Неполный отжиг применяют в основном для деталей и заготовок из заэвтектоидных сталей. Для доэвтектоидных сталей этот вид отжига применяют для поковок, штамповок и отливок. Нагревание до температуры – на 30-50°С выше линии PSK диаграммы Fe-Fe3C (или выше 700°С )на 40°С — 50°С. Выдерживание – порядка 20 часов и охлаждение — медленное.
Закалка. Закалкой называется нагрев стали до температуры выше критических, выдержка при этой температуре и последующее быстрое охлаждение. В результате закалки повышаются твердость, прочность, упругость, износостойкость и другие механические свойства. Для увеличения скорости охлаждения стали используются такие среды как: вода; соляные растворы на основе воды; техническое масло; инертные газы.
Способность стали приобретать после закалки высокую твердость, зависящую от содержания углерода в мартенсите, называется закаливаемостью.
Прокаливаемостью называется способность стали приобретать высокую твердость и глубину проникновения закаленной зоны на ту или иную глубину по сечению детали. Толщина закаленного поверхностного слоя зависит как от характера закалочной среды, так и от природы стали.
Целью отпуска является получение более равновесной структуры, снятие внутренних напряжений, повышение вязкости и пластичности, создание требуемого комплекса эксплуатационных свойств стали.
Низкий отпуск применяется для снятия внутренних напряжений, повышения ударной вязкости инструмента из легированных и углеродистых сталей. При низком отпуске детали нагревают до температуры 150 … 250 °С, выдерживают при этой температуре и охлаждают на воздухе. При этом твердость и износостойкость режущего инструмента, полученные после закалки, сохраняются.
Низкому отпуску подвергают режущий и измерительный инструмент, детали шариковых и роликовых подшипников, постоянные магниты, детали машин, изготовленные из легированных конструкционных цементируемых и высокопрочных сталей.
Средний отпуск применяется для упругих деталей: рессор, пружин, ударного и штампового инструмента, торсионов и др. При этом виде отпуска детали нагревают до температуры 300 … 500 °С, прогревают по всему сечению и охлаждают на воздухе. После охлаждения получается структура троостита отпуска. Твердость деталей, полученная при закалке после отпуска, заметно понижается. Резко возрастает ударная вязкость, что приводит к увеличению циклической вязкости (такое свойство необходимо для упругих деталей).
Высокий отпуск производят для деталей машин из углеродистых конструкционных качественных и легированных сталей, работающих при больших нагрузках: валов, шпинделей, блоков шестерен, кулачковых муфт, храповых механизмов и др. Твердость деталей после закалки и высокого отпуска в зависимости от марки стали составляет 35 … 47 НRС. При высоком отпуске детали нагревают до температуры 500 … 650 °С, выдерживают при этой температуре и охлаждают на воздухе (в отдельных случаях вместе с печью).
Нормализация состоит из нагрева стали на 30-50°С выше линии GSE диаграммы Fe-Fe3C, выдержки при этой температуре и последующего охлаждения на воздухе. Нормализация формирует структуру с мелким зерном. Нормализация — более дешевая термическая операция, чем отжиг, так как печи используют только для нагрева и выдержки. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается: сопротивление излому; производительность обработки; прочность; вязкость.
5. Критерии оценки:
уровень освоения студентом учебного материала и дополнительной литературы
| Критерии | Количество баллов |
| Оформление теоретической части | 3 балла |
| Выполнение практической части | 3 балла |
| Полнота ответов на контрольные вопросы | 3 балла |
«5» - 9 баллов;
«4» - 7-8 баллов
«3» - 5-6 баллов
«2» -








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

