
Россия, Калуга


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 15.09.2025 21:29

Косяшников Александр Харитонович
Мастер производственного обучения
69 лет
Местоположение
Специализация
Презентация: Источники питания сварочной дуги
Категория:
Прочее
29.05.2023 21:58

Просмотр содержимого документа
«Презентация: Источники питания сварочной дуги»

МАСТЕРСКАЯ
ФКП ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ №57.
ФИЛИАЛ №1
ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
ВВЕДЕНИЕ
- Сваркой называется процесс получения неразъёмных соединений посредством установления межатомных связей между соединяемыми деталями при их нагревании или пластическом деформировании.
- Родина дуговой сварки – Россия . В 1886г. Н.Н. Бенардос получил Российский патент на способ дуговой сварки, а в 1888г. Н.Г. Славянов разработал способ дуговой сварки плавящимся электродом с применением флюсов. Большинство современных способов сварки основаны на их идеях.
- В производстве металлоконструкций ручная дуговая сварка покрытыми электродами используется чаще других способов сварки. Это обусловлено её очевидными преимуществами:
- достаточно высокие свойства сварных соединений
- возможность применения в труднодоступных местах
- простота и надёжность оборудования
- широкий выбор типов сварочных электродов
- большой диапазон технологических возможностей
- Необходимость повышения производительности труда ведёт к увеличению уровня механизации и автоматизации сварочного производства, к его оснащению новыми сложными машинами и агрегатами. Всё это предъявляет повышенные требования к квалификации специалистов в области сварки, в особенности рабочих-сварщиков, так как именно они непосредственно осваивают новые способы и приёмы сварки, новые сварочные машины.
- Отсюда следует необходимость постоянного совершенствования обучения, повышения профессионального мастерства и культурно-технического уровня рабочих-сварщиков

Сварочный инвертор ММА - 211
НАЗНАЧЕНИЕ И УСТРОЙСТВО
- Сварочный инвертор ММА – 211 предназначен для сварки всеми типами штучных покрытых электродов на постоянном токе низкоуглеродистых, низколегированных и легированных сталей. Инвертор имеет падающую внешнюю характеристику и представляет собой переносной сварочный аппарат с принудительным охлаждением для электродуговой сварки (ММА) в однокорпусном исполнении с пределами регулирования сварочного тока от 20-210А. Обмотки медные. Вариант подключения сварочного инвертор ММА – 211 - к однофазной сети 220В.
- Инвертор на передней панели имеет выходные сварочные терминалы «плюс» и «минус» для постоянного тока, потенциометр регулировки тока, индикатор наличия ошибки, индикатор наличия сети, вентиляционные отверстия, дисплей настройки сварочного тока. На задней панели находится сетевой выключатель, место для подключения сети, вентилятор охлаждения. Инвертор имеет плавный способ регулирования сварочного тока. Необходимое для сварки значение силы тока устанавливается вращением регулятора потенциометра регулировки тока, находящейся на верхней панели устройства. Для удобной переноски инвертора имеется ручка. Сварочный инвертор имеет функции, которые облегчают зажигание и удержание дуги:
- функция «hot start» - для облегчения поджига электрической дуги
- функция «ark force» - для стабилизации горения дуги и повышения качества сварки (удерживают дугу при небольшом изменении расстояния между электродами и деталью)
- функция «anti stik» - защита от «залипания» электродов во время сварки
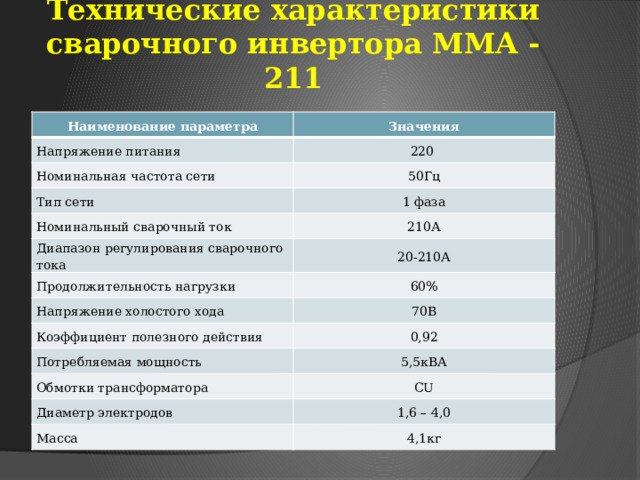
Технические характеристики сварочного инвертора ММА - 211
Наименование параметра
Значения
Напряжение питания
220
Номинальная частота сети
50Гц
Тип сети
1 фаза
Номинальный сварочный ток
210А
Диапазон регулирования сварочного тока
20-210А
Продолжительность нагрузки
60%
Напряжение холостого хода
70В
Коэффициент полезного действия
0,92
Потребляемая мощность
5,5кВА
Обмотки трансформатора
CU
Диаметр электродов
1,6 – 4,0
Масса
4,1кг

Сварочный полуавтомат MIG – 206
НАЗНАЧЕНИЕ И УСТРОЙСТВО
- Сварочный полуавтомат является переносным сварочным инвертером с принудительным охлаждением для полуавтоматической сварки в среде инертных газов (MIG), активных газов (MAG), а также без использования защитных газов с применением самозащитной порошковой проволоки (FLUX). Также сварочный аппарат способен производить сварку в режиме ручной дуговой сварки (ММА). Аппарат позволяет производить сварку различными видами сварочной проволоки: омедненной стальной, самозащитной, из нержавеющей стали, алюминиевой и др., а также всеми типами штучных покрытых электродов: рутиловыми, базовыми, из нержавеющей стали и др. Сварочный аппарат пригоден для сварки различных углеродистых сталей, чугуна, нержавеющей стали, меди и сплавов, а также других цветных металлов.
- Полуавтомат на передней панели имеет сварочные терминалы «плюс» и «минус», кабель выбора полярности горелки MIG, горелка MIG, регулятор сварочного тока (режим ММА), индикаторы наличия сети и ошибки, регулятор подачи проволоки (режим MIG), регулятор сварочного напряжения (режим MIG), переключатель режимов MIG/MAG, решётка вентиляции.
- На задней стенке расположены: кнопка включения аппарата, штуцер для подключения защитного газа, вентилятор охлаждения. Для удобной переноски полуавтомата имеется ручка.
- При сварке самозащитной порошковой проволокой (FLUX) без применения защитных газов подключаем кабель выбора полярности к «-» (отрицательному) сварочному терминалу.
- На левой боковой стенке находится отсек механизма подачи проволоки.

Технические характеристики сварочного полуавтомата MIG-206
Параметры/Модель
MIG-206
Номинальное напряжение питающей сети
~ 230В
Допустимый диапазон напряжения питающей сети
~ 160В – ~ 240В
Частота питающей сети
50Гц
Тип сети
1 фаза
Напряжение холостого хода
67 В
Номинальный выход (MIG)
20-200 A
Номинальный выход (MMA)
10-180 A
Номинальная скорость подачи проволоки
1,5 – 9,1 м/мин
Рабочий цикл (ПВ) на макс. токе
при 20°С
60 %
при 40°С (IEC 60974-1)
35 %
Номинальный ток на входе
15,6 A

Сварочный трансформатор ТДМ-305
Назначение и устройство
- Сварочный трансформатор ТДМ-305 предназначен для сварки штучными покрытыми электродами на переменном токе низкоуглеродистых, низколегированных и легированных сталей. Трансформатор имеет падающую внешнюю характеристику и представляет собой передвижную установку с естественной вентиляцией в однокорпусном исполнении с пределами регулирования сварочного тока от 60-300 А. Обмотки медные. Вариант подключения сварочного трансформатора ТДМ-305 к сети -220/380В.
- Трансформатор на передней панели имеет выходные токовые разъёмы для переменного тока, на задней панели выключатель. На левой боковой панели находится шкала и указатель сварочного тока. Трансформатор имеет плавный механический способ регулирования сварочного тока. Необходимое для сварки значение силы тока устанавливается вращением рукоятки сварочного трансформатора, находящейся на верхней панели устройства. Для удобного перемещения трансформатора имеется ручка и колёса. В нижней части сердечника трансформатора размещается первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки обмотки закреплены неподвижно. Вторичная обмотка расположена на значительном расстоянии от первичной. Катушки обмоток соединены параллельно. Вторичная обмотка перемещается по сердечнику с помощью винта и рукоятки. Сварочный ток регулируется изменением расстояния между первичной и вторичной обмотками.
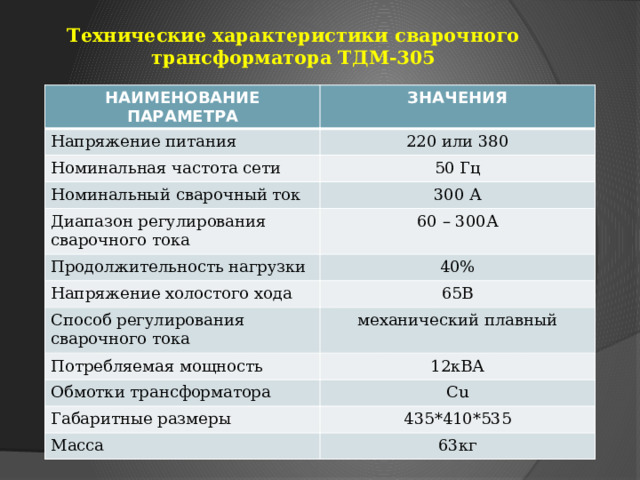
Технические характеристики сварочного трансформатора ТДМ-305
НАИМЕНОВАНИЕ ПАРАМЕТРА
ЗНАЧЕНИЯ
Напряжение питания
220 или 380
Номинальная частота сети
50 Гц
Номинальный сварочный ток
300 А
Диапазон регулирования сварочного тока
60 – 300А
Продолжительность нагрузки
40%
Напряжение холостого хода
65В
Способ регулирования сварочного тока
механический плавный
Потребляемая мощность
12кВА
Обмотки трансформатора
Cu
Габаритные размеры
435*410*535
Масса
63кг







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

