Казахстан, Уральск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 30.03.2024 05:14

Дусетова Курманай Сериковна
Преподаватель специальных дисциплин
40 лет
Местоположение
Презентация "Құбырларды пісіру"
Категория:
Прочее
06.04.2021 10:58

Просмотр содержимого документа
«Презентация "Құбырларды пісіру"»
Материалдың маңызды технологиялық қасиеттерінің бірі – дәнекерленуі. Дәнекерлену – ол материалдың қолданылған дәнекерлеу технологиясы арқылы бұйымның құрылымына қойылатын және пайдалану жағдайынан туындайтын талаптарға сәйкес қосылыс алу мүмкіндігі.
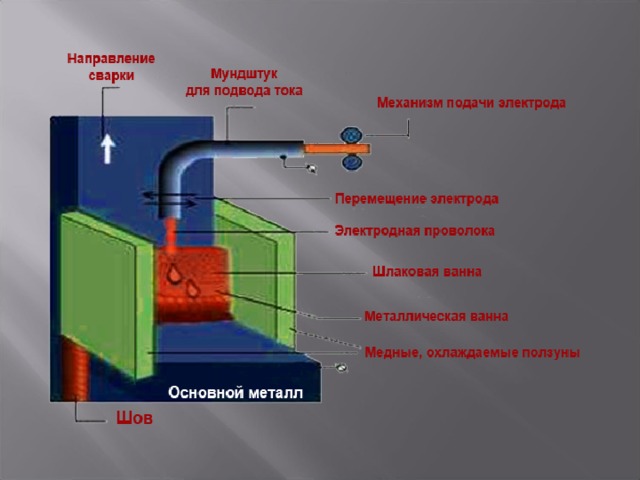
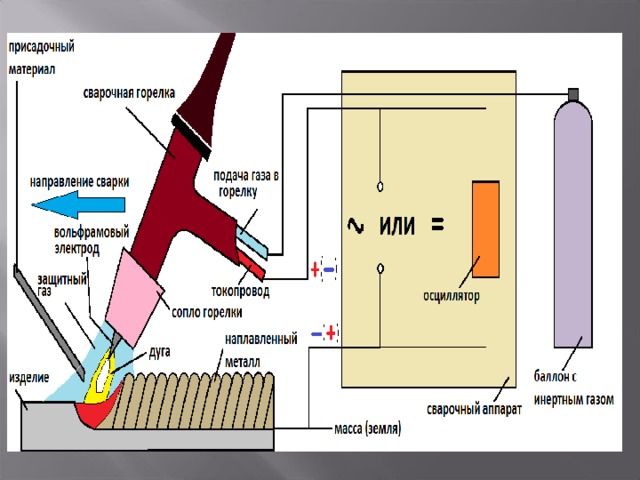
Электр доғасымен дәнекерлеуді балқитын өткізгіштерді пайдаланып, қолмен жүргізу.
Электр доғасымен дәнекерлеуде жылу көзі – ол өткізгіш пен дайындама арасында жанатын электр доғасы. Доға – металдың газдары мен булары арқылы иондалған атмосферадағы қуатты және тұрақты электр разряды. Доғаның ортасында температура 6000К, ал катод және анод беттерінде температура 3000К жетеді. Дәнекерлеу балқымайтын (Славанов әдісі) және балқитын (Бенардос әдісі) өткізгіштермен жүргізіледі. Қолмен дәнекерлеуде доғаны жағуды және өткізгіштерді жік бойынша жылжытуды дәнекерлеушінің өзі жүргізеді. Өткізгішті ұстау және оның бойымен ток өткізу үшін арнайы өткізгішті ұстатқыштар пайдаланылады.


Дәнекерлеудің ток көзі.
Дәнекерлеу доғасын жабдықтау үшін айнымалы ток көзі (дәнекерлеу трансформаты) немесе тұрақты ток көзі (дәнекерлеу түзеткіштері және генераторы) қолданылады. Айнымалы ток көздері кеңірек тараған, өйткені оларды қолдану оңай және ұзақ уақыт үнемді жұмыс істей алады.
Тұрақты ток көзі технологиялық тұрғыдан жақсырақ, өйткені ол доғаның жану тұрақтылығын арттырады.

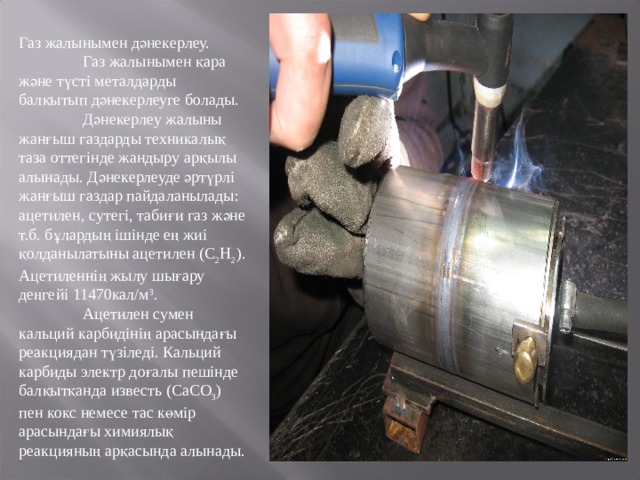
Газ жалынымен дәнекерлеу.
Газ жалынымен қара және түсті металдарды балқытып дәнекерлеуге болады.
Дәнекерлеу жалыны жанғыш газдарды техникалық таза оттегінде жандыру арқылы алынады. Дәнекерлеуде әртүрлі жанғыш газдар пайдаланылады: ацетилен, сутегі, табиғи газ және т.б. бұлардың ішінде ең жиі қолданылатыны ацетилен (С 2 Н 2 ). Ацетиленнің жылу шығару деңгейі 11470кал/м 3 .
Ацетилен сумен кальций карбидінің арасындағы реакциядан түзіледі. Кальций карбиды электр доғалы пешінде балқытқанда известь (СаСО 3 ) пен кокс немесе тас көмір арасындағы химиялық реакцияның арқасында алынады.

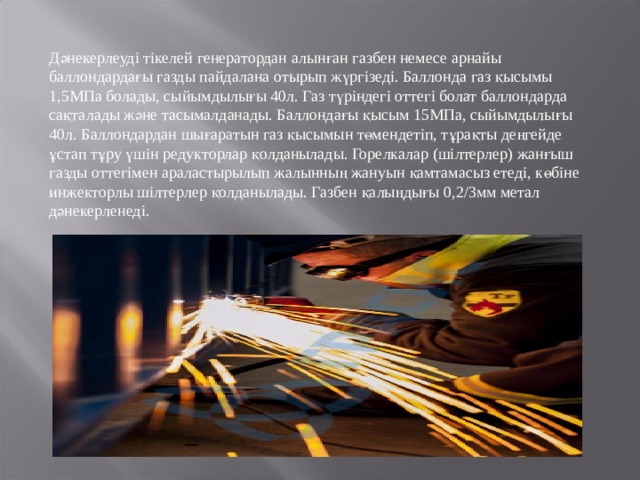
Дәнекерлеуді тікелей генератордан алынған газбен немесе арнайы баллондардағы газды пайдалана отырып жүргізеді. Баллонда газ қысымы 1,5МПа болады, сыйымдылығы 40л. Газ түріндегі оттегі болат баллондарда сақталады және тасымалданады. Баллондағы қысым 15МПа, сыйымдылығы 40л. Баллондардан шығаратын газ қысымын төмендетіп, тұрақты деңгейде ұстап тұру үшін редукторлар қолданылады. Горелкалар (шілтерлер) жанғыш газды оттегімен араластырылып жалынның жануын қамтамасыз етеді, көбіне инжекторлы шілтерлер қолданылады. Газбен қалыңдығы 0,2/3мм метал дәнекерленеді.
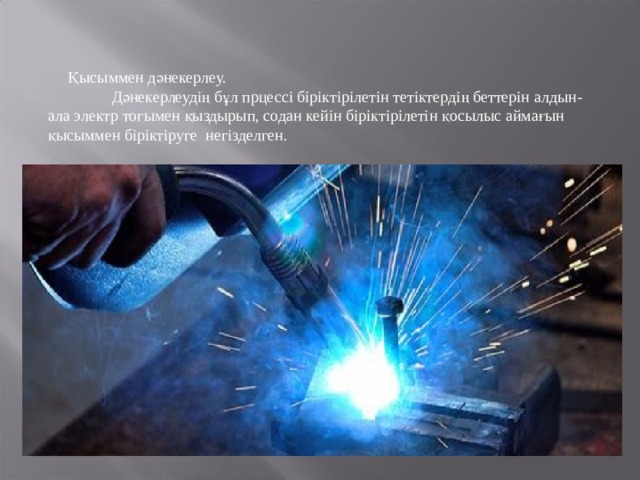
Қысыммен дәнекерлеу.
Дәнекерлеудің бұл прцессі біріктірілетін тетіктердің беттерін алдын-ала электр тогымен қыздырып, содан кейін біріктірілетін қосылыс аймағын қысыммен біріктіруге негізделген.
Дәнекерлеу нәтижесінде алынатын қосылыстардың ерекшеліктеріне байланысты әдіс үш түрге бөлінеді: 1) түйістіріп, 2) нүктелі,3) сызықты дәнекерлеу.
1. Түйістіріп дәнекерлеу қосылыс аймағында жүргізілетін іс-әрекеттерге байланысты екі түрге бөлінеді: 1,1)кедергі әдісі, 1,2)еріту әдісі.
Түйістіріліп дәнекерлеудің басты көрсеткіштері: токтың тығыздығы, меншікті қысым күші және токтың метал арқылы өту мерзімі.
2. Нүктелік тәсілде табақша түріндегі дайындаманың бірнеше белгіленген нүктелері дәнекерленіп, бекітіледі. Дайындамалар екі мыстан жасалған өткізгіштердің арасында илемділік жағдайына дейін қыздырылып, содан кейін күшпен қысу арқылы біріктіріледі. Дәнекерленетін метал қалыңдығы 0,5-5мм. Нүктенің номиналды диаметрі дәнекерленетін тетіктің қалыңдығына байланысты.
3. Сызықтық тәсілде токты қосу, тетіктерге қысым түсіру және дайындамаларды жылжытып отыру, айналып тұратын қос шығыршықтармен жүзеге асырылады. Дәнекерленетін табақшалардың қалыңдығы 0,3-3мм.



Дәнекерленген қосылыстардың сапасын тексеру әдістері
Дәнекерленген қосылыстарды сынау және бақылау әдістерін таңдау оларды пайдалану жағдайына және атқаратын жұмыс сипатына байланысты жүргізіледі. Олар екі топқа бөлінеді: жікті бұзып барып сынау немесе оны бұзбай сынау және бақылау. Жікті бұзып сынау, ол әдеттегі механикалық сынау әдістері болып табылады. Дәнекерленген дайын бұйымдардың сапасын сынау және бақылау жікті бұзбай жүргізіледі.
Гидравликалық және ауаның қысым күшімен жүргізілетін сынақтар арқылы жіктің тығыздығы тексеріледі. Жікті рентген, магнит, ультрадыбыс сәулелерін түсіру арқылы оның ішіндегі зақым түрлері анықталады.

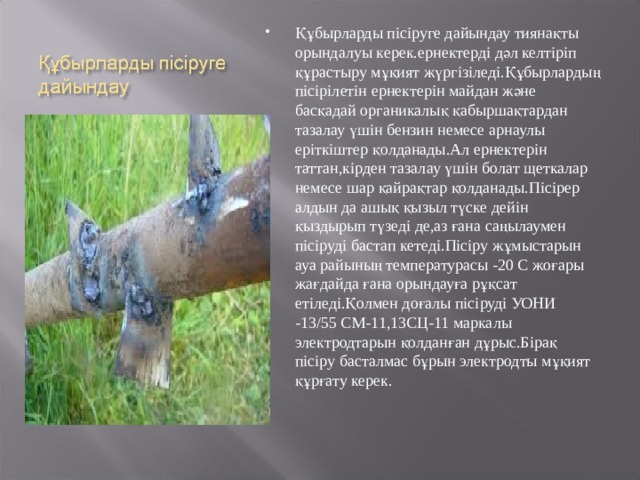
- Құбырларды пісіруге дайындау тиянақты орындалуы керек.ернектерді дәл келтіріп құрастыру мұқият жүргізіледі.Құбырлардың пісірілетін ернектерін майдан және басқадай органикалық қабыршақтардан тазалау үшін бензин немесе арнаулы еріткіштер қолданады.Ал ернектерін таттан,кірден тазалау үшін болат щеткалар немесе шар қайрақтар қолданады.Пісірер алдын да ашық қызыл түске дейін қыздырып түзеді де,аз ғана саңылаумен пісіруді бастап кетеді.Пісіру жұмыстарын ауа райының температурасы -20 С жоғары жағдайда ғана орындауға рұқсат етіледі.Қолмен доғалы пісіруді УОНИ -13/55 СМ-11,13СЦ-11 маркалы электродтарын қолданған дұрыс.Бірақ пісіру басталмас бұрын электродты мұқият құрғату керек.
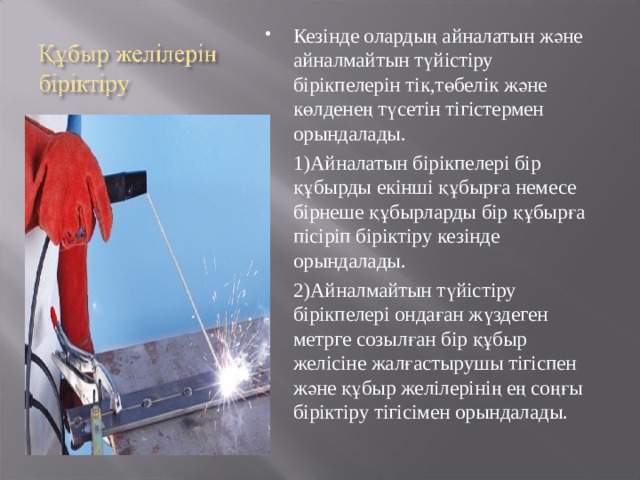
- Кезінде олардың айналатын және айналмайтын түйістіру бірікпелерін тік,төбелік және көлденең түсетін тігістермен орындалады.
- 1 )Айналатын бірікпелері бір құбырды екінші құбырға немесе бірнеше құбырларды бір құбырға пісіріп біріктіру кезінде орындалады.
- 2 ) Айналмайтын түйістіру бірікпелері ондаған жүздеген метрге созылған бір құбыр желісіне жалғастырушы тігіспен және құбыр желілерінің ең соңғы біріктіру тігісімен орындалады.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

