Казахстан, Павлодар


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 10.05.2021 16:24

Нурхамитова Аружан Токтарбековна
Мастер производственного обучения
26 лет
Местоположение
Специализация
Презентация на тему основные способы переработки полимерных материалов
Категория:
Прочее
22.11.2018 08:00

Просмотр содержимого документа
«Презентация на тему основные способы переработки полимерных материалов»

Основные способы переработки полимерных материалов .
Подготовили: Андреев Рустам и Золотарев Алексей.
Изготовление изделий из полимерных материалов (ПМ) осуществляется различными методами. В зависимости от состояния полимера (связующего) при формовании изделий, метода переработки ПМ можно разделить на несколько групп:
- переработка в ВТС − формование изделий из литьевых и прессовочных композиций литьем под давлением, экструзией, каландрированием, горячим прессованием;
- переработка в БЭС − формование изделий из подогретых листов и труб пневматическими методами (вакуум-формованием, раздуванием, выдуванием) и горячим штампованием;
- переработка в твердом состоянии − механическая обработка на станках (вырубное штампование, вырезание, вытачивание, высверливание и др.);
- изготовление изделий непосредственно из жидкого мономера. Его применяют при изготовлении листов полиметилметакрилата (органическое стекло) полимеризацией мономера непосредственно в плоской форме. Таким же способом получают пенополиуретан, прочие методы переработки − сварку, спекание, склеивание.
Выбор метода переработки обусловлен конструкцией изделия и характером изменений ПМ при нагревании. Так, термопласты могут быть переработаны любым методом пластической деформации, а реактопласты в основном методом горячего прессования.

Рассмотрим кратко основные методы переработки полимерных материалов.
Литье под давлением.
- Переработка термопластов литьем под давлением осуществляется на специальных литьевых машинах. Оформление изделий производится в холодных формах, которые не нужно периодически подогревать, так как отвердевание ПМ происходит благодаря охлаждению.

- ПМ в виде порошка или гранул загружается через бункер в нагретый цилиндр литьевой машины, переходит в нем в ВТС и с помощью плунжера передавливается через сопло в холодную форму, периодически присоединяемую к соплу литьевой машины. Заполнив форму, термопластичная масса охлаждается и затвердевает, приобретая очертания формы. Готовое изделие извлекают из формы выталкивателем. Для ускорения раздавления ПМ внутрь цилиндра вставляют металлическую торпеду с электрическим обогревом. Применяются одно- и многозвездные формы.
Экструзия
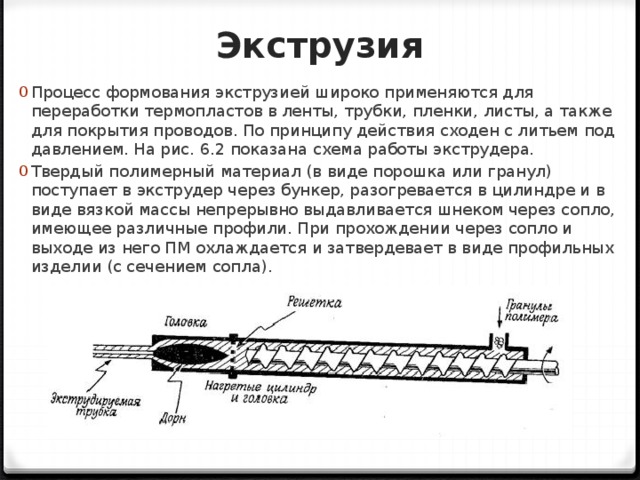
- Процесс формования экструзией широко применяются для переработки термопластов в ленты, трубки, пленки, листы, а также для покрытия проводов. По принципу действия сходен с литьем под давлением. На рис. 6.2 показана схема работы экструдера.
- Твердый полимерный материал (в виде порошка или гранул) поступает в экструдер через бункер, разогревается в цилиндре и в виде вязкой массы непрерывно выдавливается шнеком через сопло, имеющее различные профили. При прохождении через сопло и выходе из него ПМ охлаждается и затвердевает в виде профильных изделии (с сечением сопла).

Выдувное формование
- 1 − форма; 2 − нагретая пластмасса, экструдируемая через форму; 3 − введение воздуха внутрь нагретой пластмассы; 4 − пластмасса, раздутая соответственно размерам формы; 5 − готовое изделие.
Сначала на экструдере выдавливанием изготовляют трубки требуемого сечения, а затем отрезки труб раздуваются в форме, составленной из двух половин (рис. 6.3). На боковых поверхностях таких изделий обычно заметны следы от мест соединения разъемных частей форм. Шов (сварной) имеется лишь в нижней части изделия.

Пневматическое формование
- Большое распространение получил метод вакуумного формования листовых ПМ в изделия, так как процесс и требуемое оборудование несложны. Суть его состоит в том, что заготовка ПМ (лист) прижимается к форме зажимной рамкой и прогревается инфракрасным излучателем до размягчения, а затем между формой и листом создается разрежение (вакуум) и заготовка, равномерно обжимая форму, формуется в изделие.
- Метод вакуумного формования позволяет изготавливать тонкостенные изделия относительно больших размеров с использованием дешевых форм. Кстати, форму можно изготовить из дерева, стали или эпоксидных компаундов.

Каландрирование
- Каландрирование − это отжим термопласта между валками. Полимер вместе с пластификатором и красителем подвергают вальцеванию, а затем пропускают через каландр, состоящий из нескольких пар валков, лежащих один над другим. На первых двух валках материал нагревают до температуры размягчения, а затем он поступает через зазор между валками, которые устанавливаются на определенном расстоянии друг от друга.
- Далее горячий лист протягивается к холодному валку и сматывается. С помощью каландрирования можно получать листы ПМ как с очень гладкой, так и с узорчатой поверхностью. Каландрирование часто применяют для покрытия тканей.

Горячее штампование
- Этот метод используют для изготовления из листовых ПМ изделий несложной формы. На рис. 6.6 показана схема горячего штампования изделий из листовых термопластов.
- 1 − матрица, 2 − заготовка, 3 − прижимная плита, 4 − пружина, 5 – пуансон.
- Заготовка из листа термопласта прогревается на плитах, прижимается к матрице и формуется пуансоном. Изделия в штампах охлаждаются сжатым воздухом. Избыточную часть заготовки обрубают по контуру изделия и после извлечения его из штампа обрабатывают. Этот метод пригоден лишь для изделий простой формы.
Горячее прессование
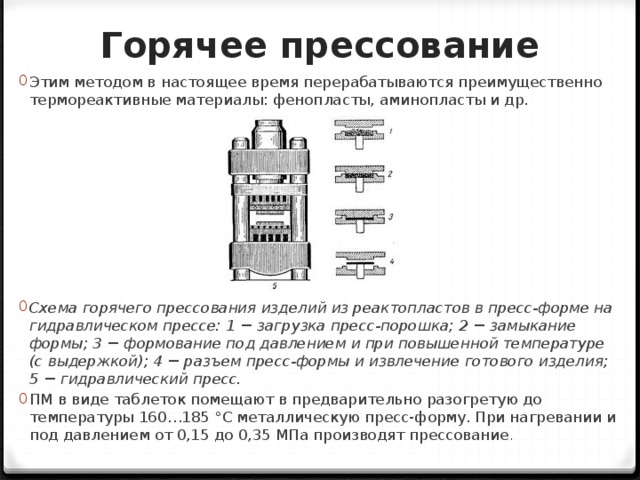
- Этим методом в настоящее время перерабатываются преимущественно термореактивные материалы: фенопласты, аминопласты и др.
- Схема горячего прессования изделий из реактопластов в пресс-форме на гидравлическом прессе: 1 − загрузка пресс-порошка; 2 − замыкание формы; 3 − формование под давлением и при повышенной температуре (с выдержкой); 4 − разъем пресс-формы и извлечение готового изделия; 5 − гидравлический пресс.
- ПМ в виде таблеток помещают в предварительно разогретую до температуры 160…185 °С металлическую пресс-форму. При нагревании и под давлением от 0,15 до 0,35 МПа производят прессование .
Завершающие методы
- Изделия после прессования, литья иди другого процесса формования получают, как правило, с заусенцами и литниками, подлежащими удалению. Удаление заусенцев (граты или облоя), остатков литников, зачистку царапин и неровностей обычно производят на шлифовальных станках.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

