
ДНР, Макеевка


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 16.01.2022 14:25

Гелюх Людмила Ивановна
преподаватель экономики
51 год
Местоположение
Специализация
Презентация "Нормирование сварки"
Категория:
Экономика
08.01.2022 13:35

Просмотр содержимого документа
«Презентация "Нормирование сварки"»

Методика технического нормирования ручной электродуговой сварки
Разработал:
преподаватель экономики
ГПОУ «Макеевский строительный центр
профессионально – технического обр азования
имени Ф. И. Бачурина»
Гелюх Людмила Ивановна

Нормирование сварки
Норма времени - это допустимое количество времени, которое может затрачивать рабочий на качественное выполнение какой-либо определенной единицы детали.
Норма выработки – это количество деталей, которое должно быть произведено за единицу времени.

Назначение нормирования
Техническое нормирование предусматривает установление технически обоснованных норм времени на выполнение различных сварочных работ.
Технически обоснованные нормы времени позволяют сварщику:
- производительно использовать рабочее время,
- полностью загружать сварочное оборудование,
а при рациональных
приемах сварки перевыпол-
нять установленные нормы
и повышать свой заработок.

Назначение нормирования
При помощи норм:
- регулируется уровень оплаты труда;
- материально поощряется повышение производительности труда;
- осуществляется правильная оплата труда.
Нормы помогают :
- совершенствовать
организацию труда;
- сокращать простои.

Общие сведения о нормировании сварочных работ
Общая длительность изготовления сварной конструкции складывается из длительности:
- основного времени : время горения дуги или время плавления электрода при сварке 1 м шва. При этом учитывается: технологический процесс сварки, производительность сварочного оборудования и режимы сварки;
- подготовительно-заключительного времени: получение задания, инструктаж, выбор режима сварки, установление баллонов, подготовка источника питания, сдача готовой продукции;
- вспомогательного времени: время установки детали, поворот ее в процессе сварки регулирование тока, разогрев кромок, переход с одного места на другое, осмотр шва, очищение кромок, клеймение и уборка изделия;
- времени на обслуживание рабочего места, отдых и личные потребности: уборка рабочего места и оборудования.

Основное время (Т осн ) – это время, в течение которого происходит образование сварного шва.
где Р н - вес наплавленного металла в г,
F – площадь поперечного сечения шва в см 2 ,
L – длина шва в см,
– удельный вес наплавленного металла в г/cм 3 , для малоуглеродистых сталей = 7,8 г/cм 3 ,
- коэффициент наплавки в г/А в час,
I – сварочный ток в А,
60 – коэффициент для перевода часов в минуты.
Т осн = , мин.
если
= ,
то
Т осн =

Вес наплавленного металла ( Р н ) зависит от: - площади поперечного сечения шва ( F ), – длины шва ( L) , – удельного веса наплавленного металла )
Площадь поперечного сечения шва ( F ) зависит от:
- типа шва,
- вида сварки,
- разделки кромок.
И может быть определена, как сумма площадей элементарных геометрических фигур, на которые разбивается сечение наплавленного шва.

Коэффициент наплавки для наиболее распространенных марок электродов
Марка электрода
Коэффициент наплавки, г/А час
УОНИ -13/45
8,5
АНО-11
10,5
ЦМ-7
10,6
СМ-11
МР-3
9,5
7,8
ОЗС-2
8,5
ОММ-5
7,25
АНО-3
8,5
АНО-1
15,0
ЦЛ-9
9,0
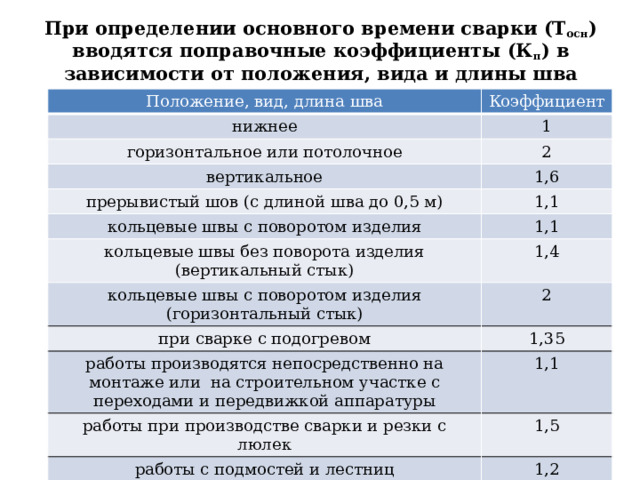
При определении основного времени сварки (Т осн ) вводятся поправочные коэффициенты (К п ) в зависимости от положения, вида и длины шва
Положение, вид, длина шва
Коэффициент
нижнее
1
горизонтальное или потолочное
2
вертикальное
1,6
прерывистый шов (с длиной шва до 0,5 м)
1,1
кольцевые швы с поворотом изделия
кольцевые швы без поворота изделия (вертикальный стык)
1,1
1,4
кольцевые швы с поворотом изделия (горизонтальный стык)
2
при сварке с подогревом
1,35
работы производятся непосредственно на монтаже или на строительном участке с переходами и передвижкой аппаратуры
1,1
работы при производстве сварки и резки с люлек
1,5
работы с подмостей и лестниц
1,2
работы лежа или в неудобном согнутом положении
1,25

Вспомогательное время (Т всп ) – это время, связанное со швом, и время, связанное со свариваемым изделием:
- время на включение и выключение источника питания (t 1 );
- время на смену электродов (t 2 );
- измерение и осмотр шва (t 3 );
- зачистка шва и кромок (t 4 );
- время на установку и
снятие деталей (t 5 ).
Т всп = t 1 + t 2 + t 3 + t 4 + t 5

Подготовительно-заключительное время и время на обслуживание рабочего места, отдых и личные потребности
Подготовительно-заключительное время ( Т пз ) вместе со вспомогательным временем (Т всп ) и временем на обслуживание рабочего места, отдых и личные потребности ( Т ооп ) составляют 30-50 % и определяются с помощью хронометражных наблюдений

Общее время изготовления сварной конструкции (штучное время) равно:
Т шт = Т осн К п + Т всп + Т пз + Т ооп

Решение задач
15 минут

Домашнее задание
Составить и решить 2-3 задачи на определение штучного времени изготовления сварной конструкции







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

