
Россия, Волгоград


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 11.09.2025 11:47

Галанина Людмила Викторовна
преподаватель дисциплин сварочного производства
61 год
Местоположение
Специализация
Презентация Сварочные материалы
Категория:
Прочее
28.05.2019 21:20

Просмотр содержимого документа
«Презентация Сварочные материалы»

Сварочные материалы
1.Сварочная проволока
2.Сварочные электроды


Глава 1 Сварочная проволока

Назначение сварочной проволоки
- Стальная сварочная проволока предназначена для сварки в качестве плавящегося электрода без покрытия и в качестве стержня в плавящихся электродах с покрытием.
- Согласно ГОСТ 2246-70 «Проволока стальная сварочная» проволока выпускается из сталей 77 марок, различных по химическому составу:
Марки сварочной проволоки
низкоуглеродистая - Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св10Г2
легированная - Св-08ГС, Св-12ГС, Св-08Г2С, Св-10ГН,
Св-08ГСМТ, Св-15ГСТЮЦА, Св-20ГСТЮА, Св-18ХГС,
Св-10НМА, Св-08МХ, Св-08ХМ, Св-18ХМА, Св-08ХНМ,
Св-08ХМФА, Св-10ХМФТ, Св-08ХГ2С, Св-08ХГСМА,
Св-10ХГ2СМА, Св-08ХГСМФА, Св-04Х2МА, Св-13Х2МФТ,
Св-08ХМНФБА, Св-08ХН2М, Св-10ХН2ГМТ, Св-08ХН2ГМТА,
Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ, Св-06Н3, Св-10Х5М;
высоколегированная - Св-12X11НМФ, Св-10Х11НВМФ, Св-12Х13,
Св-20Х13, Св-06Х14, Св-08Х14ГНТ, Св-10Х17Т, Св-13Х25Т, Св-01Х19Н9, Св-04Х19Н9, Св-08Х16Н8М2 , Св-08Х18Н8Г2Б , Св-07Х18Н9ТЮ,
Св-06Х19Н9Т, Св-04Х19Н9С2, Св-08Х19Н9Ф2С2, Св-05Х19Н9Ф3С2,
Св-07Х19Н10Б, Св-08Х19Н10Г2Б , Св-06Х19Н10М3Т, Св-08Х19Н10М3Б , СВ-04Х19Н11М3, Св-05Х20Н9ФБС , Св-06Х20Н11М3ТБ ,
Св-10Х20Н15, Св-07Х25Н12Г2Т , Св-06Х25Н12ТЮ , Св-07Х25Н13,
Св-08Х25Н13БТЮ, Св-13Х25Н18, Св-08Х20Н9Г7Т, Св-08Х21Н10Г6,
Св-30Х25Н16Г7, Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ ,
Св-01Х23Н28М3Д3Т , Св-30Х15Н35В3Б3Т, Св-08Н50 и Св-06Х15Н60М15 .

Легирующие добавки
- Буква А в конце марки говорит о том, что сталь высококачественная и содержит минимальное количество серы и фосфора.

Диаметр проволоки
Сварочная проволока
D = 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6;
2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0;
10,0; 12,0.
- Проволока для изготовления электродов:
D = 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0.

Требование к качеству проволоки по ГОСТ 2246-70
- Поверхность проволоки должна быть чистой и гладкий, без трещин, расслоений, плен, закатов, забоин, раковин, окалины, ржавчины, масла и других загрязнений.
- На поверхности низкоуглеродистой и легированной проволоки не допускается наличие технологических смазок, за исключением следов мыльной смазки без графита и серы.

Вид поверхности проволоки
С омедненной поверхностью
С неомедненной поверхностью

Поставка проволоки
Проволока в кассетах
Проволока в бухтах

Обозначение проволоки
- Проволока сварочная диаметром 3 мм, марки Св-08А, предназначенная для сварки (наплавки), с неомедненной поверхностью:
Проволока 3 Св – 08 А ГОСТ 2246 -70
- Проволока сварочная диаметром 2 мм, марки Св-30Х25Н16Г7, предназначенная для сварки (наплавки), из стали, выплавленной электрошлаковым переплавом:
Проволока 2 Св – 30Х25Н16Г7 – Ш ГОСТ 2246 -70
- Проволока сварочная диаметром 1,6 мм, марки Св-08Г2С, предназначенная для сварки (наплавки), с омедненной поверхностью :
Проволока 1,6 Св – 08 Г2С - О ГОСТ 2246 -70
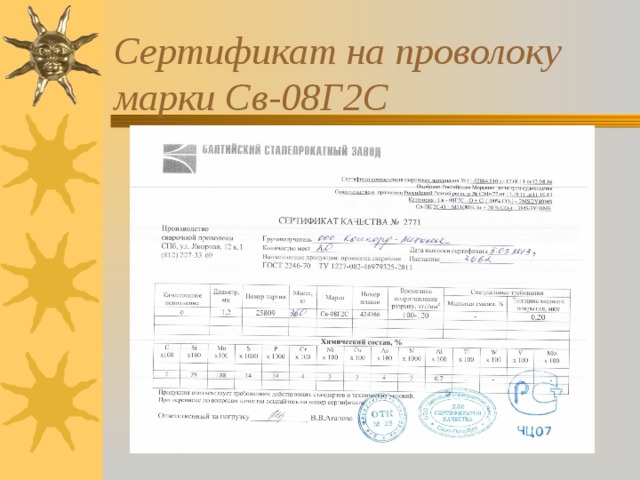
Сертификат на проволоку марки Св-08Г2С

Сертификат на проволоку марки Св-08А

Бирки на кассетах и бухтах

Упаковка проволоки
Упаковка в коробки
Упаковка бухт проволоки

Упаковка MARATHON PAC
- Достоинства упаковок Marathon Pac: • значительное уменьшение количества простоев для смены проволоки; • возможность плавной подачи проволоки без трения на большое расстояние; • проволока выходит из наконечника прямой, что обеспечивает точное положение проволоки и улучшает качество сварки; • меньшее усилие подачи – меньший износ механизмов; • экологическая безопасность упаковки; • меньшие потери проволоки при замене упаковок; • меньшие затраты на доставку и простота транспортировки.

Требования к транспортировке
- Проволока должна транспортироваться в чистых, крытых вагонах, контейнерах, автофургонах и т.п. в условиях, обеспечивающих сохранность упаковки и предохраняющих проволоку от загрязнения и воздействия атмосферных осадков.

Требования к складским помещениям
- Проволока должна храниться в сухом закрытом помещении, защищающем ее от воздействия атмосферных осадков и почвенной влаги, в условиях, предохраняющих проволоку от ржавления, загрязнения и механических повреждений

Упаковка «Ариадна»
- просмотр видеоролика

Глава 2 Сварочные электроды

Определение
- Покрытый электрод – это плавящийся электрод для дуговой сварки, имеющий на поверхности покрытие, адгезионно связанное с металлом электрода
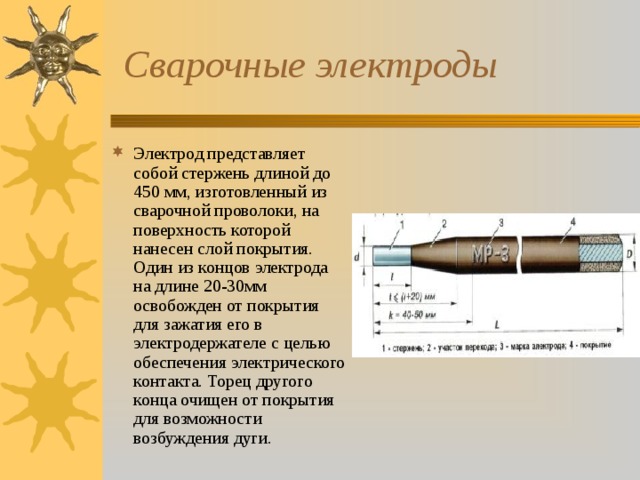
Сварочные электроды
- Электрод представляет собой стержень длиной до 450 мм, изготовленный из сварочной проволоки, на поверхность которой нанесен слой покрытия. Один из концов электрода на длине 20-30мм освобожден от покрытия для зажатия его в электродержателе с целью обеспечения электрического контакта. Торец другого конца очищен от покрытия для возможности возбуждения дуги.

Сварочно-технологические свойства электродов:
- Покрытие – плотное, прочное, без вздутий, пор, трещин и неровностей;
- Дуга легко зажигается и стабильно горит;
- Покрытие расплавляется равномерно с металлическим стержнем;
- Разбрызгивание электродного металла – минимально;
- Не допускается образование козырька из-за несимметричности покрытия электрода;
- Образующийся шлак легко удаляется после остывания;
- Металл шва должен быть без трещин, надрывов и поверхностных пор;
- При расплавлении покрытие не должно выделять токсичные аэрозоли.

Общее назначение электродных покрытий
- Обеспечение стабильного горения сварочной дуги, обеспечения хорошего формирования сварного шва, получение металла шва с заранее заданными свойствами ( прочность, пластичность, ударная вязкость, стойкость против коррозии и т.д) и обеспечения высокой производительности сварки.

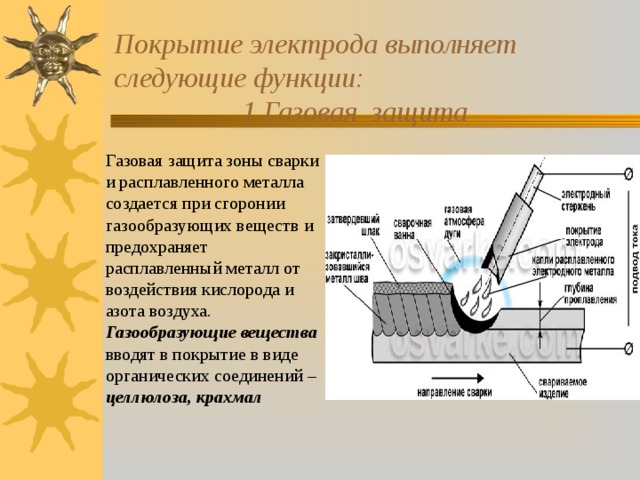
Покрытие электрода выполняет следующие функции: 1.Газовая защита
Газовая защита зоны сварки и расплавленного металла создается при сгоронии газообразующих веществ и предохраняет расплавленный металл от воздействия кислорода и азота воздуха. Газообразующие вещества вводят в покрытие в виде органических соединений – целлюлоза, крахмал

2.Раскисление металла
- К раскислителям относят марганец, титан, молибден, хром, кремний, алюминий. Эти элементы находясь в расплавленном металле сварного шва легче вступают в химические соединения с кислородом и будучи сами нерастворимыми в стали в виде окислов всплывают на поверхность сварочной ванны и уходят в шлак.
- FeO+Mn=Fe+MnO (в шлак)
- 2FeO+Si = 2Fe+SiO 2 (в шлак)
марганец
Кремний
Хром
Молибден
титан
Оксид
железа
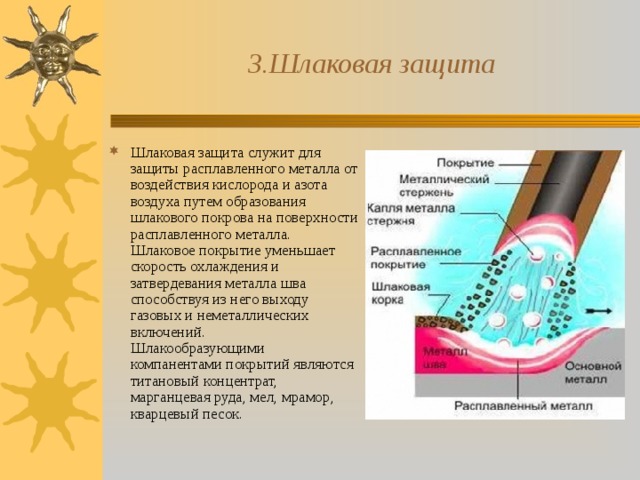
3.Шлаковая защита
- Шлаковая защита служит для защиты расплавленного металла от воздействия кислорода и азота воздуха путем образования шлакового покрова на поверхности расплавленного металла. Шлаковое покрытие уменьшает скорость охлаждения и затвердевания металла шва способствуя из него выходу газовых и неметаллических включений. Шлакообразующими компанентами покрытий являются титановый концентрат, марганцевая руда, мел, мрамор, кварцевый песок.
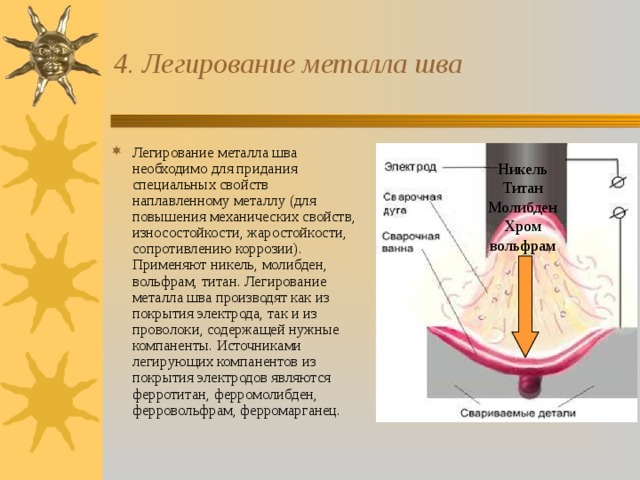
4. Легирование металла шва
- Легирование металла шва необходимо для придания специальных свойств наплавленному металлу (для повышения механических свойств, износостойкости, жаростойкости, сопротивлению коррозии). Применяют никель, молибден, вольфрам, титан. Легирование металла шва производят как из покрытия электрода, так и из проволоки, содержащей нужные компаненты. Источниками легирующих компанентов из покрытия электродов являются ферротитан, ферромолибден, ферровольфрам, ферромарганец.
Никель
Титан
Молибден
Хром
вольфрам

Контрольные вопросы
- 1. Какие составляющие включаются в покрытия электродов?

Виды покрытий
- Кислое
- Основное
- Рутиловое
- Целлюлозное
- С железным порошком

Характеристика видов покрытий электродов
- Кислое покрытие -Сняты с производства

- Рутиловое покрытие – позволяют легко сваривать не только на постоянном токе, но и переменном токе, практически во всех пространственных положениях, обеспечивают хорошее формирование сварных швов, легкое отделение шлака. Низкая токсичность при сварке.
- ОЗС-4, МР-3, АНО-4, ОЗС-12 и др

- Целлюлозное покрытие – обеспечивает мощную газовую защиту наплавленного металла. Пластические характеристики наплавленного металла при отрицательных температурах низкие. Возможно выполнять сварку во всех пространственных положениях и обеспечение глубокого провара. Нашли широкое применение при сварке корневых проходах при прокладке магистральных трубопроводов.
- ВСЦ-4М, ОМА-2

- Основное покрытие – высокие пластические свойства сварных швов как при отрицательных, так и положительных температурах. Сварка во всех пространственных положениях на постоянном токе обратной полярности. Высокая чистота наплавленного металла позволяет применять электроды для сварки ответственных конструкций из углеродистых и низколегированных сталей
- УОНИ-13/45, УОНИ-13/55, ОЗС-25 и др.

Стандарты на электроды
- ГОСТ 9466-75 «Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования»
- ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы».
- ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы»
- ГОСТ 10051-75 «Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы»

ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы»
- Настоящий стандарт распространяется на металлические покрытые электроды для ручной дуговой сварки углеродистых, низколегированных и легированных конструкционных и легированных теплоустойчивых сталей.

Тип и марка электродов
- Согласно ГОСТ 9467-75 тип электрода указывается в зависимости от механических свойств металла шва или от химического состава наплавленного металла.
- На первое место ставят букву «Э» - электрод. При обозначении типа электрода для сварки углеродистых, низколегированных и легированных конструкционных сталей после буквы Э ставятся цифры, соответствующие минимальному временному сопротивлению разрыву (пределу прочности) данной группы стали. Если за этими цифрами стоит «А», то это значит, что электроды имеют повышенные гарантированные значения относительного удлинения и ударной вязкости. Каждому типу может соответствовать одна или несколько марок электродов.

Тип электрода по ГОСТ 9467-75
Различают следующие типы электродов :
- Э42, Э46, Э50 – для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2
- Э 55 и Э60 - для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 50кгс/мм2 до 60 кгс/мм2;
- Э70, Э85, Э125, Э150 – для сварки легированных сталей повышенной и высокой прочности с пределом прочности выше 60 кгс/мм2

Тип электрода по ГОСТ 9467-75
- При обозначении типа электрода для сварки легированных теплоустойчивых сталей после буквы Э ставятся цифры и буквы соответствующие химическому составу наплавленного металла:
- Э09М, Э-09МХ, Э-09Х1М, Э05Х2М, Э-09Х2М1, Э-09Х1МФ, Э10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ.

Что показывает тип электрода?
- Для сварки углеродистых и низколегированных сталей указывает механические характеристики стали для сварки которой предназначены эти электроды.
- Для сварки теплоустойчивых, высоколегированных сталей и для наплавки указывает химический состав наплавленного металла

Электроды для сварки углеродистых и низколегированных сталей


ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы»
- Настоящий стандарт распространяется на металлические покрытые электроды для ручной дуговой сварки коррозионностойких, жаропрочных и жаростойких высоколегированных сталей мартенситного, мартенситно-ферритного, ферритного, аустенитно-ферритного и аустенитного классов.

- Настоящий стандарт устанавливает следующие типы электродов, например:
- Э12Х13, Э-06Х13Н, Э-12Х11НМФ,
Э-08Х24Н6ТАФМ, Э-06Х22Н9,
Э-09Х19Н10Г2М2Б, Э-11Х15Н25М6АГ2,
Э-27Х15Н35В3Г2Б2Т,
Э-10Х20Н70Г2М2Б2В и др.

Что обозначает тип электрода?
- Тип электрода показывает химический состав наплавленного металла:
- Э - электроды для дуговой сварки;
- две цифры, следующие за буквой Э – среднее содержание углерода в наплавленном металле в сотых долях процента;
- Цифры, следующие за буквенными обозначениями химических элементов, указывают среднее содержание элементов в процентах. После буквенного обозначения элементов, среднее содержание которых в наплавленном металле составляет менее 1,5% цифры не проставляются.

ГОСТ 9466-75 «Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования»
- Настоящий стандарт распространяется на покрытые металлические электроды для ручной дуговой сварки сталей и наплавки поверхностных слоев с особыми свойствами, изготавливаемые способом опрессовки.
- Стандарт не распространяется на электроды для наплавки слоев из цветных металлов
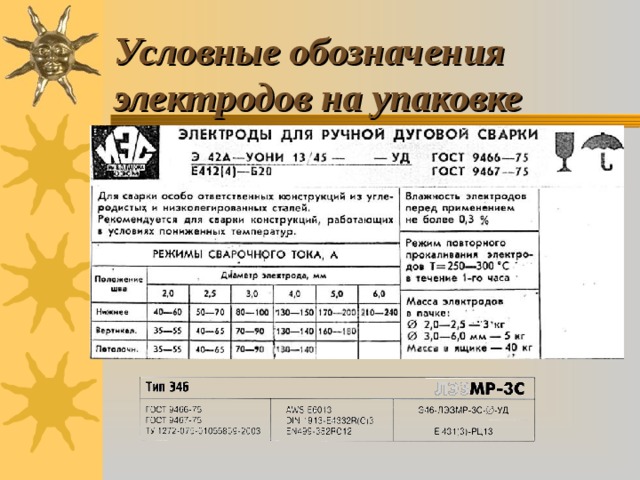
Условные обозначения электродов на упаковке









Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

