Россия, Амурск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 01.03.2026 11:51

Игнатенко Наталья Борисовна
КГБПОУ"Амурский политехнический техникум"
70 лет
Местоположение
Специализация
Программа дифференцированного зачета по учебной практике. ПМ.01. профессия "Сварщик"
Категория:
Прочее
07.05.2021 12:07

Просмотр содержимого документа
«Программа дифференцированного зачета по учебной практике. ПМ.01. профессия "Сварщик"»
Министерство образования и науки Хабаровского края
Краевое государственное бюджетное
профессиональное образовательное учреждение
«Амурский политехнический техникум»
Программа дифференцированного зачета №6
по учебной практике
ПМ 01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки
г. Амурск, 2020 год
| СОГЛАСОВАНО Председатель ПЦК _________Е.А. Мартинович ''___'' ____________ 20___г.
| УТВЕРЖДАЮ Зам. Директора по УПР ______В.Б. Вдовенко ''____''_________20___ г.
|
Программа дифференцированного зачета разработана в соответствии Федерального государственного образовательного стандарта по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)) на основе программы учебной практики профессионального модуля ПМ 01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки
Разработал: мастер производственного обучения Игнатенко Н.Б.
КГБ ПОУ АПТ
682644, г. Амурск, пр. Строителей, 47, тел. (факс) (42142) 3-65-23
E-mail: [email protected]
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Программа дифференцированного зачета содержит комплект оценочных средств, предназначенных для оценки образовательных достижений обучающихся, освоивших программу учебной практики профессионального модуля: ПМ 01. Подготовительно - сварочные работы и контроль качества сварных швов после сварки
Тема, подлежащая проверке:
Тема 6.Технология производства сварных конструкций
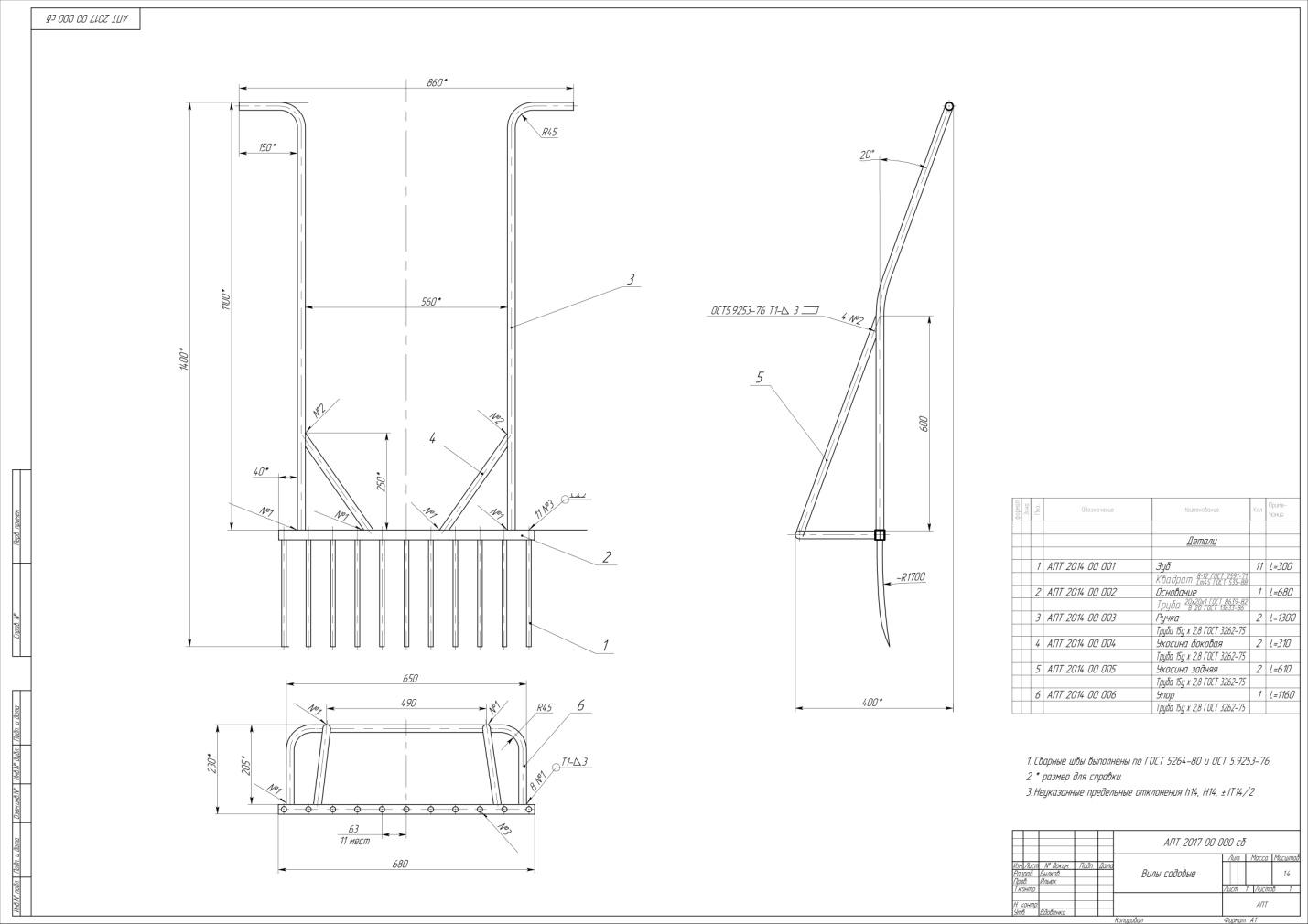
Промежуточная аттестация проходит в форме дифференцированного зачёта, состоящего из выполнения практического задания: Вилы садовые на 11 зубьев.
Практическое задание выполнить, согласно, чертежа.
Зачистка комплектующих деталей вил.
Сверление основания под отверстия зубьев вил.
Вбивание зубьев в просверленные отверстия.
Гибка ручек вил.
Прихватка ручек.
Прихватка боковых укосин.
Обварка, собранного изделия.
Зачистка швов.
Визуально - измерительный контроль -100%
Охрана труда и культура производства.
Прилагаются критерии оценки каждой операции практического задания.
Итогом промежуточной аттестации является оценка по 5 балльной системе.
Время выполнения практического задания - 6 часов.
Практический опыт, умения и знания, оцениваемые в рамках промежуточной аттестации
С целью овладения указанным видом профессиональной деятельности и соответствующими профессиональными компетенциями обучающийся, в ходе прохождения учебной практики профессионального модуля ПМ 01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки
должен иметь практический опыт:
выполнения типовых слесарных операций, применяемых при подготовке деталей перед сваркой;
выполнения сборки элементов конструкции (изделий, узлов, деталей) под сварку с применением сборочных приспособлений;
выполнения сборки элементов конструкции (изделий, узлов, деталей) под сварку на прихватках;
эксплуатирования оборудования для сварки;
выполнения предварительного, сопутствующего(межслойного) подогрева свариваемых кромок;
выполнения зачистки швов после сварки;
использования измерительного инструмента для контроля геометрических размеров сварного шва;
определения причин дефектов сварочных швов и соединений;
предупреждения и устранения различных видов дефектов в сварных швах;
уметь:
использовать ручной и механизированный инструмент зачистки сварных швов и удаления поверхностных дефектов после сварки;
проверять работоспособность и исправность оборудования поста для сварки;
использовать ручной и механизированный инструмент для подготовки элементов конструкции (изделий, узлов, деталей) под сварку;
выполнять предварительный, сопутствующий (межслойный) подогрев металла в соответствии с требованиями производственно-технологической документации по сварке;
применять сборочные приспособления для сборки элементов конструкции (изделий, узлов, деталей) под сварку;
подготавливать сварочные материалы к сварке;
зачищать швы после сварки;
пользоваться производственно-технологической и нормативной документацией для выполнения трудовых функций;
знать:
основы теории сварочных процессов (понятия: сварочный термический цикл, сварочные деформации и напряжения);
необходимость проведения подогрева при сварке;
классификацию и общие представления о методах и способах сварки;
основные типы, конструктивные элементы, размеры сварных соединений и обозначение их на чертежах;
влияние основных параметров режима и пространственного положения при сварке на формирование сварного шва;
основные типы, конструктивные элементы, разделки кромок;
основы технологии сварочного производства;
виды и назначение сборочных, технологических приспособлений и оснастки;
основные правила чтения технологической документации;
типы дефектов сварного шва;
методы неразрушающего контроля;
причины возникновения и меры предупреждения видимых дефектов;
способы устранения дефектов сварных швов;
правила подготовки кромок изделий под сварку;
устройство вспомогательного оборудования, назначение, правила его эксплуатации и область применения;
правила сборки элементов конструкции под сварку;
порядок проведения работ по предварительному, сопутствующему (межслойному) подогреву металла;
устройство сварочного оборудования, назначение, правила его эксплуатации и область применения;
правила технической эксплуатации электроустановок;
классификацию сварочного оборудования и материалов;
основные принципы работы источников питания для сварки;
правила хранения и транспортировки
Результатом освоения программы учебной практики профессионального модуля ПМ 01 Подготовительно - сварочные работы и контроль качества сварных швов после сварки,
является овладение обучающимися видом профессиональной деятельности «подготовительно-сварочные работы», в том числе профессиональными и общими компетенциями:
| Код | Наименование результата обучения |
| ПК 1.1. | Читать чертежи средней сложности и сложных сварных металлоконструкций. |
| ПК 1.2. | Использовать конструкторскую, нормативно-техническую и производственно – технологическую документацию по сварке. |
| ПК 1.3. | Проверять оснащенность, работоспособность, исправность и осуществлять настройку оборудования поста для различных способов сварки. |
| ПК 1.4. | Подготавливать и проверять сварочные материалы для различных способов сварки. |
| ПК 1.5. | Выполнять сборку и подготовку элементов конструкции под сварку. |
| ПК 1.6. | Проводить контроль подготовки и сборки элементов конструкции под сварку. |
| ПК 1.7. | Выполнять предварительный, сопутствующий (межслойный) подогрева металла. |
| ПК 1.8. | Зачищать и удалять поверхностные дефекты сварных швов после сварки. |
| ПК 1.9. | Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке. |
| ОК 1. | Понимать сущность и социальную значимость своей будущей профессии, проявлять к неустойчивый интерес. |
| ОК 2. | Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем. |
| ОК 3. | Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. |
| ОК 4. | Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. |
| ОК 5. | Использовать информационно-коммуникационные технологии в профессиональной деятельности. |
| ОК 6. | Работать в команде, эффективно общаться с коллегами, руководством, клиентами. |
ТЕХНОЛОГИЧЕСКАЯ КАРТА
|
Наименование изделия | Садовые вилы на 11 зубьев |
| 2. Способ сварки | ГОСТ 5264 – 80, ОСТ 5.9253-76 |
| 3. Основной материал | марка стали ст3 |
| 4. Тип Соединения | Т |
| 5. Способ подготовки кромок | Снять заусенцы, зачистить околошовные зоны от ржавчины, грязи, масла.
|
| 6. Вид разделки кромок | Без разделки |
| 7. Способ сборки | На прихватки |
| 8. Требования к прихватке | Количество прихваток на отрезках труб 3-4, протяженность прихваток 0.1-2 мм |
| 9. Сварочные материалы | Электроды УОНИ 13/45 диаметр 3мм |
| 10. Положение шва при сварке | Нижнее |
| 11. Сварочное оборудование | ВДМ 1203 УЗ; ВДМ 1000 |
| 12. Режим сварки | Смотреть на упаковке электродов |
| 13. Технологические требования к сварке | Зажигание осуществляется в зоне сварного шва перед гашением дуги заполнить кратер. Швы сварных соединений по окончании сварки зачистить от брызг и шлака. |
| 14. Конструктивные элементы швов | ГОСТ 5264 – 80, ОСТ 5.9253-76 |
| 15. Требования по контролю качества сварного соединения | Визуально - измерительный контроль -100% |
КРИТЕРИИ ОЦЕНОК
Выполнения дифференцированного зачета по учебной практике курс 3 по профессии 15.01.05 Сварщик ((ручной и частично механизированной сварки (наплавки))
ПМ 01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки
Тема 6.Технология производства сварных конструкций
Наименование работы: Вилы садовые на 11 зубьев
| № п/п | Операции и приемы
| Требования к выполнению Оценка | |||
| 5 | 4 | 3 | 2 | ||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 1 | Подготовка комплектующих заготовок к сварке | Поверхность комплектующих заготовок зачищена от ржавчины и окалины до металлического блеска, заусенцы сняты | Недостаточно зачищена поверхность комплектующих заготовок, имеются следы ржавчины | Наличие не зачищенных участков на комплектующих заготовках, имеются следы ржавчины | Подготовка поверхности комплектующих заготовок не произведена |
| 2 | Сборка корпуса вил | Прихватки выполнены ,согласно установленным правилам. Выдержан угол 90 градусов | Прихватки выполнены не в полном соответствии с установленными правилами в отношении размеров | Прихватки выполнены с отклонениями от установленных правил в отношении размеров, отсутствие симметричности | Прихватки выполнены в полном несоответствии с установленными правилами |
| 3 | Сварка корпуса вил |
|
|
|
|
| 3.1. | Дефекты:
|
|
|
|
|
| 3.1.1 | Подрез | Отсутствие подрезов | Наличие единичных подрезов на одном шве | Наличие единичных подрезов на всех швах. | Наличие сплошного подреза вдоль оси двух швов |
| 3.1.2 | Поры и шлаковые включения | Отсутствие пор и шлаковых включений | Единичные поры | Множественные поры | Шлаковые включения и поры |
| 3.1.3 | Наплывы
| Отсутствие наплывов | Единичные наплывы | Множественные наплывы | Наплывы по всей длине шва |
| 3.1.4 | Катет шва | Катет шва выполнен равномерно по всей длине шва в соответствии с инструкционными указаниями | Катет шва выполнен в соответствии с инструкционными указаниями, неравномерно по длине шва. | Катет шва выполнен с небольшими отклонениями от заданного размера. | Катет шва выполнен с большими отклонениями от заданного размера |
| 3.1.5 | Начало и окончание шва | Есть начало и окончание шва | Некачественно выполнение начала или окончания шва с самостоятельным исправлением.
| Нет начала или окончания шва. | Нет начала и окончания шва |
| 3.1.6 | Не заваренные кратеры | Отсутствие не заваренных кратеров | Наличие не заваренного кратера, исправленного самостоятельно | Наличие одного не заваренного кратера | Наличие нескольких не заваренных кратеров |
| 4. | Зачистка швов | Произведена зачистка всех швов | Не достаточно произведена зачистка околошовной зоны | Наличие шлаковых включений в швах | Не произведена зачистка всех швов |
| 5. | ТБ и культура производства | Наличие и использование индивидуальных средств защиты. Произведено отключение сварочного аппарата от сети во время перерыва. Организация рабочего места без замечаний | Наличие и использование индивидуальных средств защиты. Произведено отключение сварочного аппарата от сети во время перерыва. Незначительные замечания по организации рабочего места | Замечания по организации рабочего места. Отсутствие защитных очков при зачистке швов | Грубые нарушения ТБ и КП |






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

