
Россия, Республика Башкортостан, Мелеуз


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 01.10.2024 20:34

Прокудин Виктор Владимирович
преподаватель
54 года
Местоположение
Специализация
РЕЗКА ЭЛЕКТРОДОМ видеофрагмент
Категория:
Технология
26.02.2022 17:29

Просмотр содержимого документа
«РЕЗКА ЭЛЕКТРОДОМ видеофрагмент»
МАСТЕР - КЛАСС
Тема: Резка ручной дуговой сваркой
плавящимся покрытым электродом
методическая разработка занятия по
производственному обучению
(учебная практика)
г. Салават
2022

Прокудин Виктор Владимирович
мастер производственного обучения
В своей разработке хочу представить и раскрыть актуальные вопросы на тему: «Резка ручной дуговой сваркой плавящимся покрытым электродом»
Цели и пути их реализации:
1. Теоретические основы – выбор режимов резки.
Зависимость выбора силы тока от толщины металла, диаметра электрода, температуры окружающей среды, пространственного положения.
2. Практическое применение знаний – фото и видеоматериалы резки металлов в вертикальном пространственном положении детали. Внедрение в образовательный процесс знаний по резке металлов и сплавов ручной дуговой сваркой плавящимся покрытым электродом.
Теоретические основы
 Сварочные работы/ В.А. Чебан.
Сварочные работы/ В.А. Чебан.
Рис. 1 Теория резки по учебнику
Из предварительно изученных тем по выбору режимов сварки, резки для получения практического опыта, умений обучающиеся должны знать:
- сварочные (наплавочные) материалы для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
- технику и технологию ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва;
- основы дуговой резки;
- причины возникновения дефектов сварных швов, способы их предупреждения и исправления при ручной дуговой сварке (наплавке, резке) плавящимся покрытым электродом.
Эти темы теоретических основ представлены в книгоиздательской продукции, а также и на порталах (сайтах) «Интернет-ресурсов» в том числе в виде плакатов и видеоматериалах.
В своей профессиональной деятельности мной часто используется применение просмотров и обсуждение видеофильмов. Стенды с плакатами по основам сварочных технологий, технике безопасности и охране труда в достаточном количестве размещены в учебном кабинете и в классе инструктажа по охране труда расположенном непосредственно в месте проведения учебной практики.
Цитата из «Интернет- ресурса»:
«Дуговая резка угольным или металлическим электродом с покрытием основана на расплавлении метала электрической дугой и стекании расплавленного металла вниз под действием собственного веса (рис.3.). Резку производят при горизонтальном положении листов пилообразным движением электрода, что облегчает стекание жидкого металла. Этот способ применяют для резки чугуна, цветных металлов и сплавов. Рез при этом получается широким, с оплавленными торцами кромок.
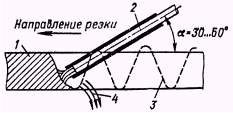
Рис. 2. Дуговая резка металлическим электродом:
1 - разрезаемый металл; 2 - металлический электрод с покрытием;
3 - траектория движения конца электрода; 4 - вытекающий жидкий металл.
Также можно найти теоретические основы неизвестного мне автора о резке в нижнем положении.
Цитата из «Интернет- ресурса»:
Режимы резки, обеспечивающие максимальную производительность процесса, находят опытным путем.
Резка осуществляется непрерывным перемещением электрода. Она начинается с кромки или отверстия и производится пилообразными движениями конца электрода. Металл не большой толщины (до 10 –15 мм) разрезается непрерывным перемещением конца электрода вдоль линии реза (рис. 4). При резке металла большой толщины (рис.4) движение электрода от верхней поверхности к нижней осуществляется медленно, подъем его к верху – быстро.
Рис. 3. Схема электродуговой резки в нижнем положении:
а – металл небольшой толщины; б – металл большой толщины.
Подобные технологии резки представлены на просторах Интернета но, недостатком приведенного способа реза является то, что с противоположной стороны реза вытекающий жидкий металл образует трудно удаляемый или совсем не удаляемый наплыв (грат). По этой причине лучше выполнять резку металла в вертикальном пространственном положении.
Яндекс - наплыв в сварке определение - Быстрый ответ:
«Наплыв — избыток наплавленного металла сварного шва, натекший на поверхность основного металла, но не сплавленный с ним.»
Яндекс - грат в сварке -
«Грат — излишки металла, остающиеся на кромках изделия после обработки, сварки.
Грат сварочный — материал, выдавленный в процессе оплавления, прогрева и осадки из зоны прогрева при сварке.»

Рис. 4 Наплыв (грат)
Изучая тему резки электродом, просмотрел различные видеоматериалы, например: (СВАРЩИК В ГОРОДЕ). В его видео «Что нужно знать начинающему сварщику о резке металла обычными электродами?» и «Как электродом вырезать отверстие, чтобы внутрь не попал шлак с металлом?!» мною получена информация, как говорится, «из первых рук», от практикующего сварщика.
Проведя самостоятельные исследования процессов резки, и обобщая его с другими наработками по изучаемой теме, предоставляю свои рекомендации, по которым провожу обучение как преподаватель и мастер производственного обучения.
Какой электрод выбрать? Рекомендуется с рутиловым покрытием (Р).
Можно использовать как с переменным, так и с постоянным током. Дуга легко разжигается и так же легко зажигается повторно. Удобно повторно использовать электрод. Меньше вреда для здоровья. В процессе горения рутилового покрытия не выделяются опасные вещества.
Полярность тока при ручной дуговой резке, плавящимся покрытым электродом, рекомендуется прямая, но и обратная не запрещена, так как температура дуги около 7000 0С а на поверхности металла 3000 – 4000 0С.
Температура окружающей среды, принимаем во внимание, как и при сварке. Учитывается и то, что во избежание деформаций вся длинна реза подвергается предварительному подогреву. Подогрев можно выполнить максимально длинной дугой.
Выбор силы тока основывается, как и при сварке в нижнем положении, но с учетом повышения ее на 30 – 70 %.
Режимы резки плавящимся покрытым электродом представлены в таблице 1.
Таблица 1
Режимы резки плавящимся покрытым электродом
| Диаметр электрода, мм | Толщина металла, мм | Сила тока сварки, А | Сила тока при увеличении на %, А | Сила тока резки, А | ||
| 30 % | 50% | 70% | ||||
| 2 | 1-4 | 64 | 83 | 96 | 109 | 100-110 |
| 2,5 | 1-12 | 88 | 114 | 132 | 150 | 130-150 |
| 3 | 1-25 | 114 | 148 | 171 | 193 | 170-190 |
| 4 | 1-25 | 176 | 228 | 264 | 299 | 260-300 |
Сила тока при резке электродом не должна превышать 90% от диапазона регулирования силы сварочного тока, а на сварочных аппаратах инверторного типа не более 70%. Следует учесть, что при резке металла, на удаленном расстоянии, с использованием переносок (проводов малого поперечного сечения), инверторы теряют мощность. При этом провода переносок перегреваются, плавятся и нередко воспламеняются.
Толщину металла для реза не выбирают – режут то, что необходимо. Тонкий метал от 1 до 4 мм электродом диаметром 2 мм резать можно, а вот свыше 6-8 мм уже проблематично и не эффективно ввиду повышенного расхода электродов.
Перед выполнением электродуговой резки необходимо производить разметку с учетом ширины реза. Ширина будет зависеть от диаметра электрода с учетом толщины его покрытия, силы тока, длинны дуги, опыта сварщика, длинны самого электрода. Чем длиннее электрод, тем больше колебательные перемещения вправо влево в горизонтальной плоскости, что уширяет рез. При резе тонкого металла, при сильном замедлении скорости резания электродом, длинна дуги будет увеличиваться и соответственно ширина реза тоже увеличиться.
Разметка перед резкой электродом.
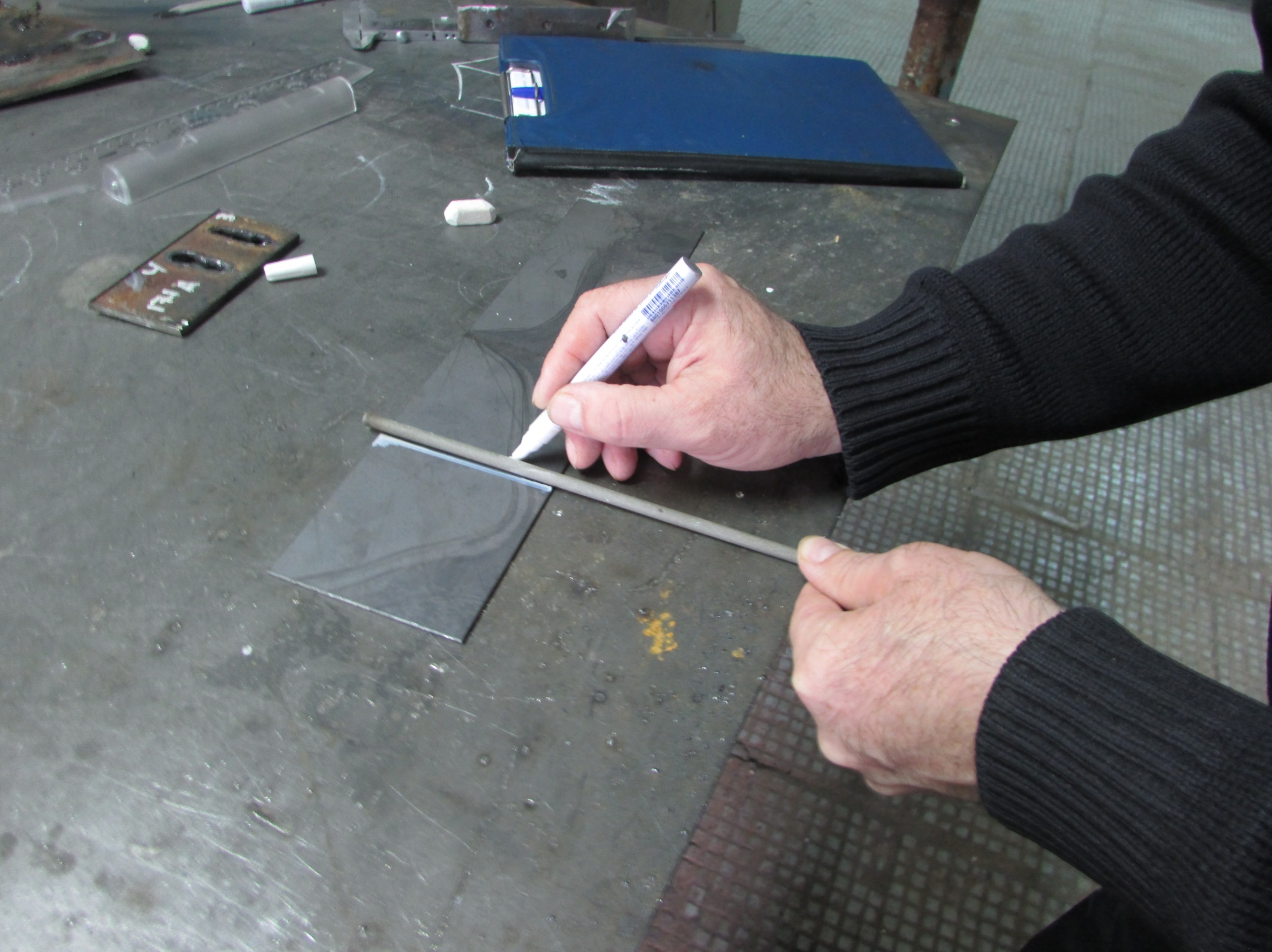
а) б) в)
Рис. 5 Резка электродом:
а) разметка пластины и резка электродом;
б) контроль, и дорезание размера
Разметка по требуемым размерам может быть выполнена различными способами.
Первый. Наносится линия 1 (рис.5 б) и рез производится с правой стороны от нее.
Второй. Наносятся разметочные линии 1 и 2 (рис.5. а, б) и рез выполняется по линии 2. Расстояние между линиями принимается по величине электрода с покрытием, т.е приложив электрод к требуемой линии 1 очерчивается линия 2.
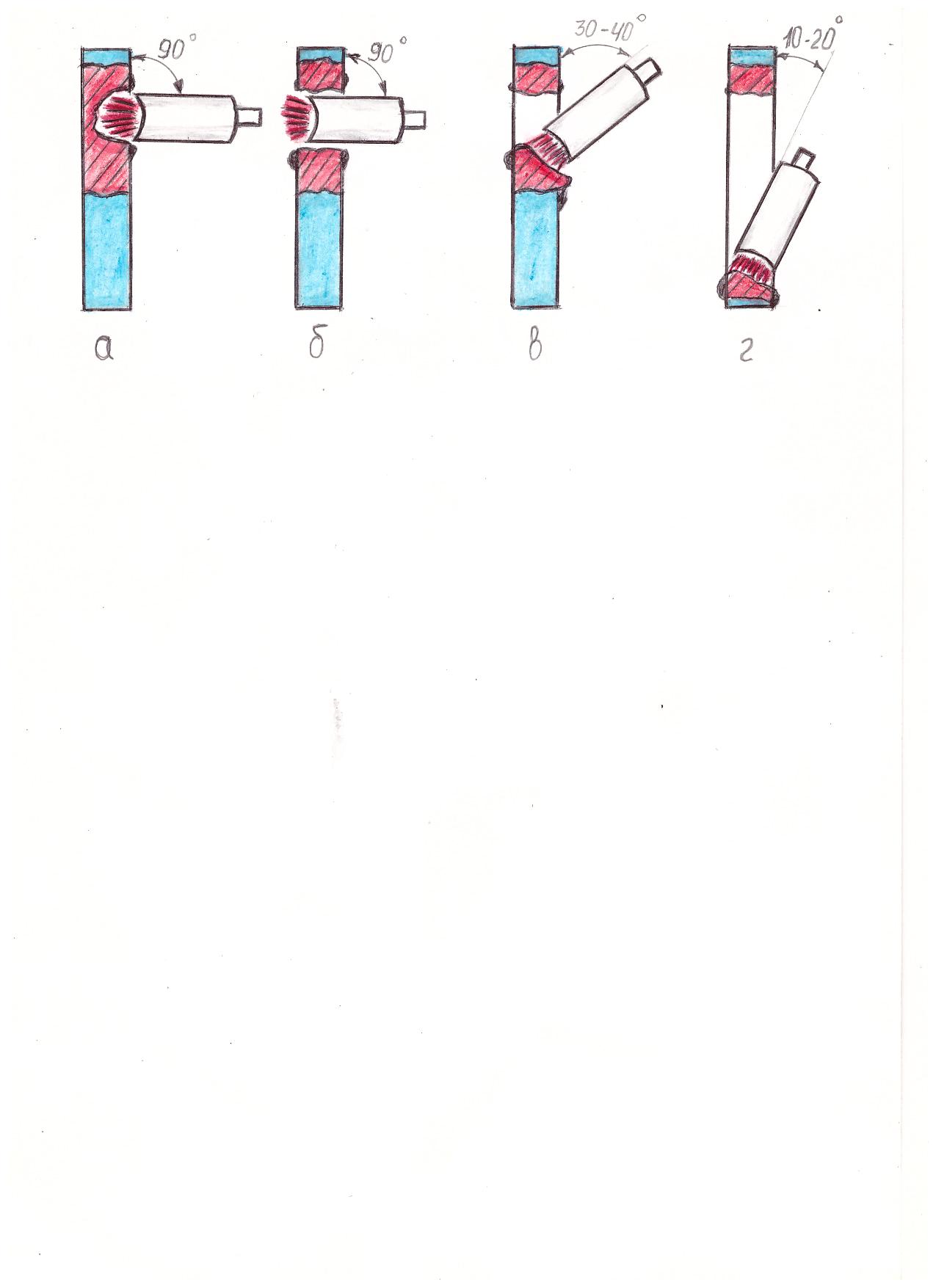
Рис. 6. Техника резки тонкого металла:
а) нагрев; б) проплавление; в) увеличение отверстия реза для задания угла реза; г) продолжение реза плавящимся покрытым электродом
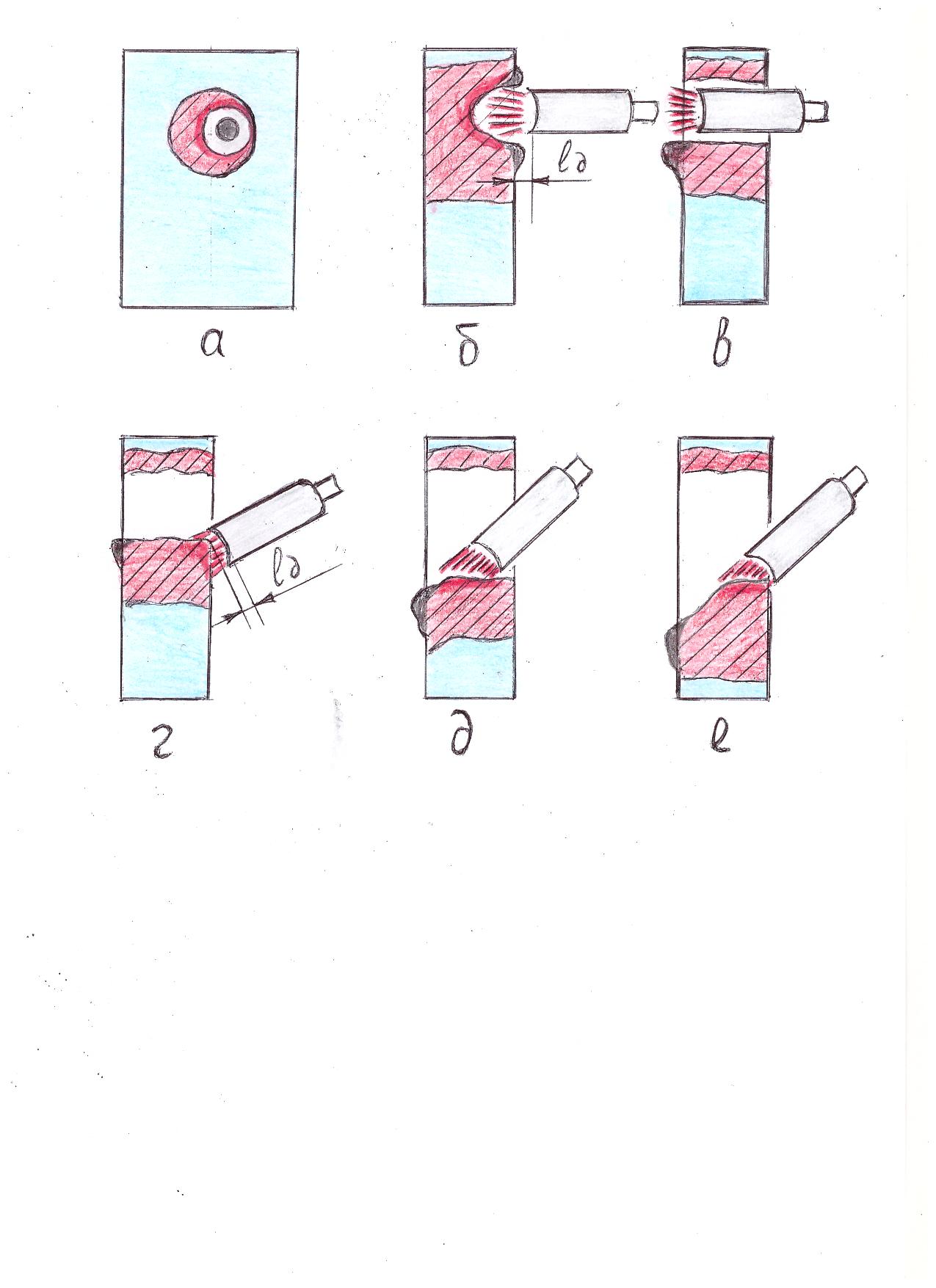
Рис. 7. Техника резки металла толщиной 6 - 12 мм:
а) нагрев; б) начало проплавления; в) сквозное проплавление
г) увеличение отверстия реза для задания угла реза; д) задание угла реза;
е) продолжение реза плавящимся покрытым электродом
Технологию резки плавящимся покрытым электродом металла большой толщины (рисунок 7) в вертикальной пространственном положении детали (заготовки) состоит из нескольких этапов.
Первый – выбор полярности тока, диаметра и покрытия электрода. Полярность тока, диаметр электрода выбирается самостоятельно как и при сварке. Рекомендуемое рутиловое покрытие или электрод, предназначенный для резки.
Второй – нагрев. Нагрев производится по окружности относительно центра предполагаемого реза (рисунок 6 а), совершая круговые движения электродом под прямым углом длинной дугой.
Третий – проплавление и расширение отверстия (рисунок 7 б, в). Дуга может быть как длинная, так и короткая. Электрод расположен под углом 900 при проплавлении, при расширении уменьшаться. Расплавленный металл частично вытекает на лицевую поверхность, а при сквозном прожоге на наружную.
Четвертый – электродуговая резка углом вперед. Задание угла реза после расширения заключается в том что, он получается при выполнении реза от средины заготовки к концу (рисунок 7 д). Это можно выполнить 2-3 раза с постепенным уменьшением угла наклона электрода до 30 – 400. Длинна дуги в начале реза короткая (рисунок 7 д, е), а в конце реза длинная дуга будет означать край изделия. Важно перемещать электрод медленно, пилообразным движением, проталкивая, расплавленный, метал концом электрода. Не допускать прерывания горения дуги.
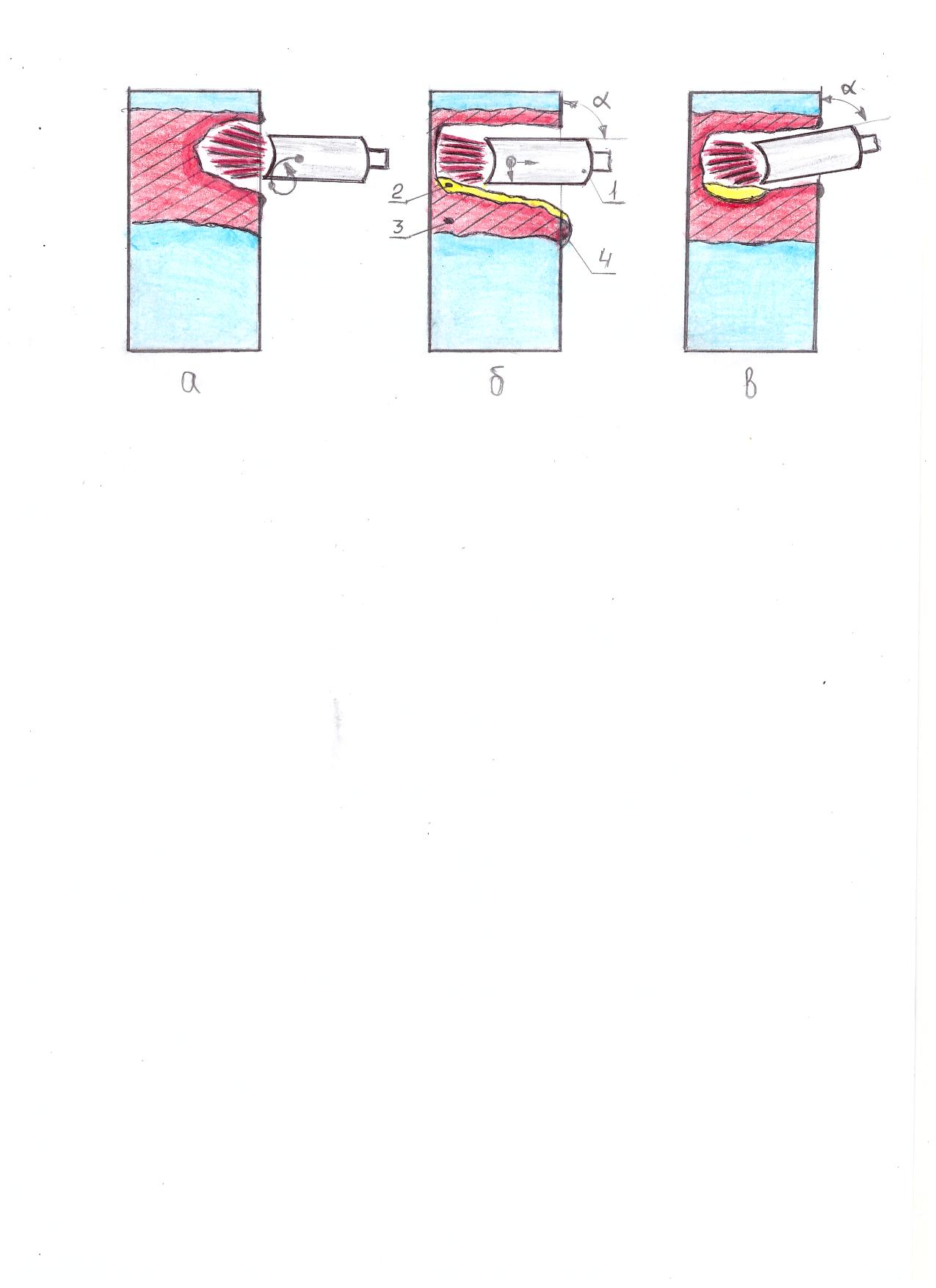
Рис. 8. Техника резки металла толщиной 12 – 35 мм:
а) нагрев и движение конца электрода при правильной технике реза;
б) движение конца электрода при правильной технике реза;
в) ошибка при выборе угла наклона электрода.
При выполнении начала реза (рис.8 а) и дальнейшего реза (рис.8 б) металла толщиной свыше 12 миллиметров особое внимание следует уделить углу α наклона электрода (1) и технике движения конца электрода (рис.8а,б). При угле α= 90-1000 расплавленный металл (2) вытекает из образованной полости разрезаемой детали (3) частично стекает вниз, а частично образует наплыв (4). При угле α менее 900 (рис.7 в) расплавленный металл не может вытечь весь, за счет давления дуги, из образовавшейся полости. Дуга может оборваться и в процессе остывания расплавленного металла на выходе затвердеть и зажать электрод.



а) б) в)
Рис. 9. Резка металла толщиной 18 мм:
а) ошибка при выборе угла наклона электрода;
б) наплыв – результат ошибки выбора угла наклона электрода;
в) правильный выбор угла наклона электрода (начало проплавления).

Рис. 10. Образцы резов плавящимся покрытым электродом
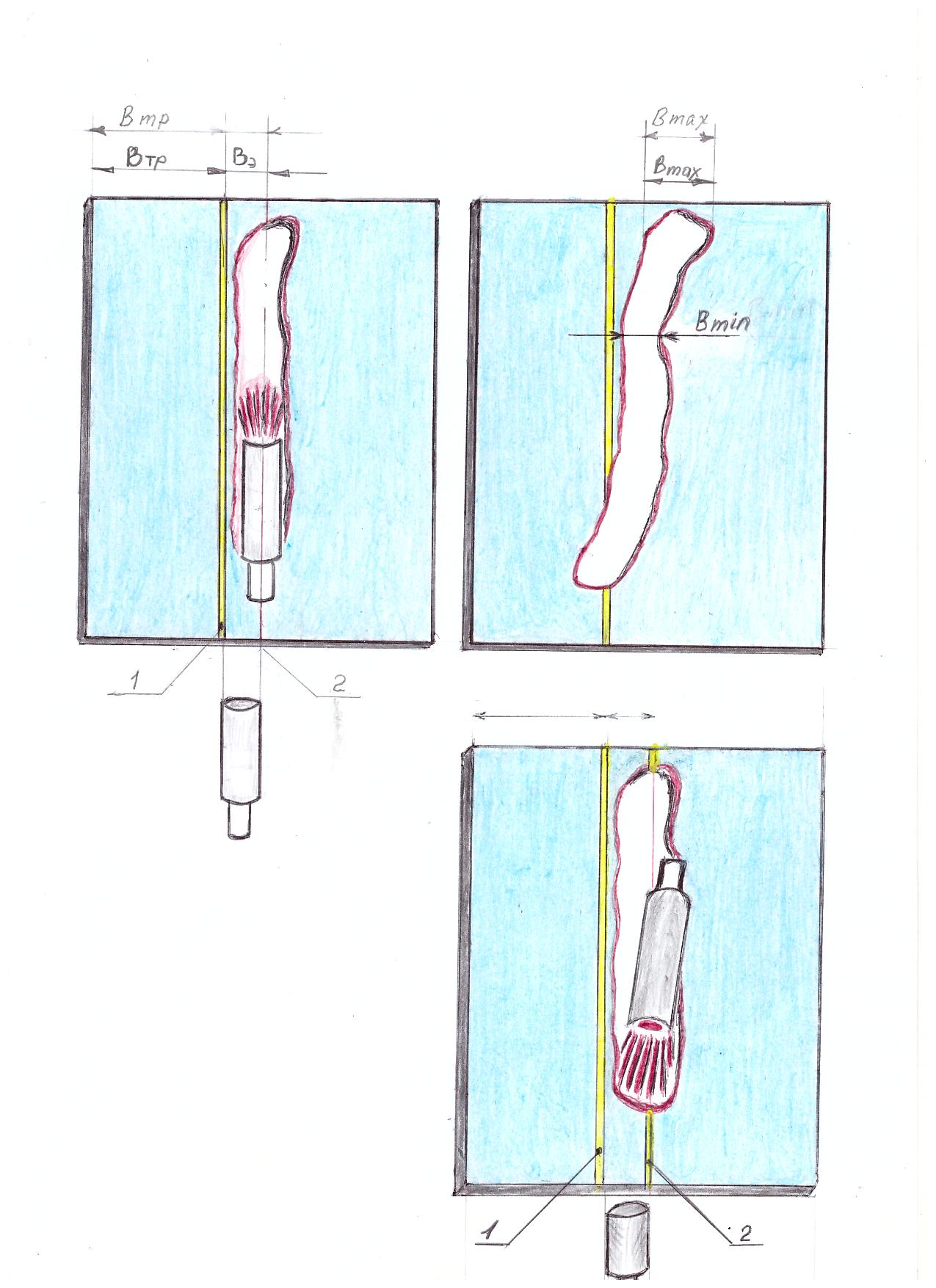
Режимы резки плавящимся покрытым электродом полученные экспериментальным путем представлены в таблице 2.
Таблица 2
Экспериментальные режимы резки плавящимся покрытым электродом
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А | Полярность тока Прямая (+) Обратная (–) | Ширина реза, мм | Диаметр электрода с покрытием, мм | |
| 2 | 1,7 | 90 | (+) | Вmax | 8 | 3,6 |
| (+) | Вmin | 7 | ||||
| 2 | 1,7 | 100 | (+) | Вmax | 8 | 3,6 |
| (+) | Вmin | 5 | ||||
| 3 | 1,7 | 140 | (+) | Вmax | 8 | 4,2 |
| (+) | Вmin | 5 | ||||
| 3 | 1,7 | 140 | (–) | Вmax | 12 | 4,2 |
| (–) | Вmin | 6 | ||||
| 3 | 1,7 | 170 | (+) | Вmax | 10 | 4,2 |
| (+) | Вmin | 6 | ||||
| 3 | 1,7 | 170 | (–) | Вmax | 12 | 4,2 |
| (–) | Вmin | 6 | ||||
| 3 | 4 | 170 | (+) | Вmax | 9 | 5,9 |
| (+) | Вmin | 7 | ||||
| 4 | 4 | 190 | (+) | Вmax | 11 | 5,9 |
| (+) | Вmin | 9 | ||||
| 4 | 8 | 190 | (+) | Вmax | 9 | 5,9 |
| (+) | Вmin | 7 | ||||
| 4 | 18 | 190 | (+) | Вmax | 11 | 5,9 |
| (+) | Вmin | 9 | ||||
По теме «Резка электродом» возможно, на основании своих параметров толщин металлов, проводить практические занятия.
Диаметр электрода не всегда соответствует обозначенному на упаковке, заявлено 3 мм по факту 2,5 мм, размер электрода с покрытием тоже может быть различным.
Исходя из полученных величин ширины реза (таб.1) убеждаемся и делаем необходимый вывод – принятое решение о разметке с учетом диаметра электрода с покрытием верное. Максимальная ширина реза Вmax составляет половину диаметра электрода с покрытием.
Анализируя полученные результаты можно заметить, что при малых толщинах пластин и обратной полярности ширина реза более широкая.

а) б)
в) г)


д) е)
Рис. 11. Теоретические основы:
а; б, в, г) теоретические основы и техника выполнения резки электродом
д, е) образцы резов электродом


а) б)


в) г)

д) е)
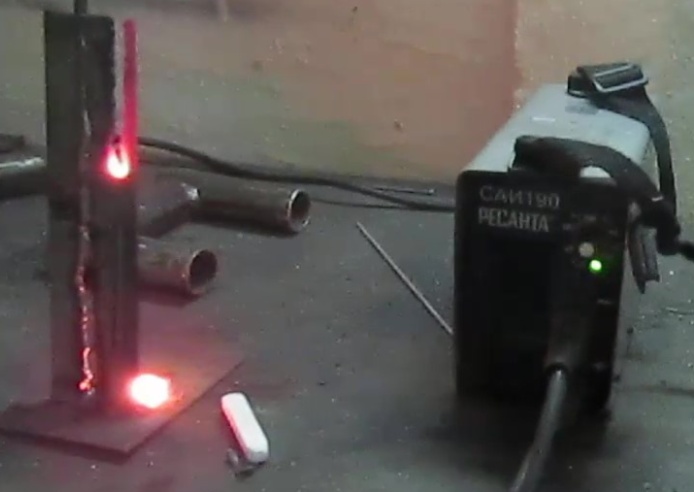
Рис. 12. Мастер – класс:
а) разметка заготовки; б) настройка силы тока;
в) разогрев и прожигание отверстия;
г,е) резка электродом;
д) контроль качества выполненной работы
Для выполнения упражнений по теме «Резка плавящимся покрытым электродом» разработана инструкционная карта.
Занятие производственного обучения (учебная практика) обучающихся, группы «Сварщик ручной дуговой сварки плавящимся покрытым электродом», размещен на Ютуб канале V.Prok:
«Резка электродом» – https://www.youtube.com/watch?v=WaLtE3Qhvpw
Справочная литература.
Сварочные работы / В.А. Чебан. – Изд. 8-е. – Ростов н/Д : Феникс, 2011. – 412 (1) с. :ил. – (Начальное профессиональное образование).
Интернет – ресурсы:
1. https://weldelec.com/pokrytie-elektrodov/rutilovoe/
2. https://multiurok.ru/id46797543/files?publish=0
3. https://www.youtube.com/watch?v=UTJqW2IbefI
4. https://kartaslov.ru/





Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

