Россия, г.Медынь


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 03.06.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 22.05.2025 06:03

Петровский Александр Николаевич
Преподаватель
64 года
Местоположение
Ручная дуговая сварка. Изготовление сварных конструкций.
Категория:
Прочее
20.06.2020 15:20

Просмотр содержимого документа
«Ручная дуговая сварка. Изготовление сварных конструкций.»
РУЧНАЯ ДУГОВАЯ СВАРКА
Технология производства сварных конструкций
Сварные металлоконструкции давно нашли свое применение в строительной отрасли, в машиностроении, в автомобильной промышленности и в других сферах производства. С каждым годом производство сварных конструкций показывает все увеличивающиеся темпы развития — и причина этого состоит в том, что потребители поняли все преимущества металлических конструкций, произведенных с помощью сварки.
К достоинствам сварных конструкций относится:
- высокое качество и прочность соединения;
- надежность;
- удобство применения;
- долгий срок службы;
- небольшой вес;
- экономия металл
Если же говорить о недостатках сварных металлических конструкций, то к ним можно отнести неустойчивость металла к коррозии. Но современные технологии изготовления металлоконструкций и способы обработки металла позволяют легко справиться с этой проблемой.
Особенности сварных конструкций.
- Сварные конструкции характеризуются максимально прочным соединением отдельных деталей между собой, так как технология производства сварных конструкций основана на слиянии частей конструкций в единое целое на молекулярном уровне. Металл на краях деталей расплавляется до жидкого состояния, и таким образом происходит обмен молекулами. В результате получается конструкция по своей прочности максимально близкая к прочности цельной детали.
- Еще одной особенностью сварных конструкций является то, что для их изготовления требуется меньше метала, чем для изготовления конструкций, соединенных с помощью заклепок или литых соединений. Причем, экономия может достигать довольно значительных объемов — до 20%, а это значит, что сварное соединение можно считать эффективным не только с точки зрения расхода материалов, но и с точки зрения стоимости всей металлоконструкции. То есть получается, что изготовление металлоконструкций с помощью сварного соединения экономически обладает большей рентабельностью, чем любые другие конструкции.
- Имеется у сварных конструкций и еще одна отличительная черта, логично вытекающая из предыдущей особенности — они весят меньше, чем конструкции, сделанные методом литья или собранные с помощью заклепочного соединения. И при этом по своей прочности они ничуть не уступают, а даже превосходят эти виды конструкций.
ПРОИЗВОДСТВО СВАРНЫХ КОНСТРУКЦИЙ
Процесс изготовления сварных конструкций помимо сварки включает такие этапы, как получение заготовок, отвечающих требованиям, необходимым для сварки;
- подготовка их под сварку;
- сборка;
- дополнительная обработка после сварки (термообработка, правка, механообработка);
- контроль.
Без этих этапов сварка не может производиться, и они со сваркой тесно связаны, во многом определяя получение конструкции с заданными свойствами. Этот комплекс работ в целом и рассматривается как сварочное производство, организуемое с учётом особенностей той или иной отрасли машиностроения.
Такое комплексное рассмотрение сварочного производства необходимо при решении вопросов совершенствования как сварных конструкций, так и методов их изготовления.
ЗАГОТОВИТЕЛЬНЫЕ РАБОТЫ
Заготовки для изготовления сварных конструкций могут быть из проката, литые и кованые. Технологический процесс заготовки деталей из проката может включать такие операции, как
- правка,
- разметка,
- резка,
- штамповка.
Правка может производиться в холодном или горячем состоянии за счёт создания местной пластической деформации, например на листоправильных вальцах .
Правка достигается в результате изгиба и растяжения путём многократного пропускания листов между верхними и нижними рядами валков. По такому же принципу работают углоправильные вальцы для правки уголков .
При изготовлении деталей сварных конструкций применяются следующие виды резки: на ножницах, на отрезных станках, термическая, в штампах на прессах.
Процесс резки на ножницах основан на упругопластической деформации и скалывании металла под давлением ножа.
ПОДГОТОВКА ЗАГОТОВОК ПОД СВАРКУ
Существующие способы дуговой сварки без специальной подготовки кромок (без разделки) позволяют сваривать металл ограниченной толщины: при односторонней ручной сварке-до 4 мм, при механизированной под флюсом - до 18 мм. Поэтому при сварке металла большой толщины для доступа дуги в глубь соединения и полного проплавления кромок на всю толщину необходимо их разделывать.
В зависимости от толщины свариваемого металла форма подготовки кромок может быть: с отбортовкой, без скоса, со скосом одной или двух кромок
Подготовленные кромки перед сборкой должны быть очищены от ржавчины, масла, краски, влаги и других загрязнений . Наличие их может привести в процессе сварки к образованию пор, шлаковых включений и других дефектов. Очистке подвергаются торцовые кромки свариваемых деталей, а также прилегающие к ним участки металла шириной 25—30 мм. Очистку можно осуществить как механическими способами -вращающимися щётками из стальной проволоки (рис. 4.9), абразивным инструментом, так и газопламенной обработкой
СБОРОЧНЫЕ РАБОТЫ
Процесс сборки сварного изделия состоит из ряда последовательных операций. Прежде всего требуется подать заготовки, из которых собирают изделие или сварной узел, к месту сборки. Затем необходимо установить эти заготовки в сборочном устройстве в определённом положении. В этом положении детали должны быть закреплены, после чего их сваривают.
При сборке важно выдерживать необходимые зазоры и совмещение кромок. Сборку заготовок под автоматическую сварку выполняют более тщательно, чем под ручную. Глубокий провар, большой объём сварочной ванны, жидкотекучесть расплавленного металла и постоянная скорость сварки приводят к необходимости выдерживания при сборке одинаковых зазоров, углов разделки и притупления кромок, так как в противном случае возможно образование непроваров или прожогов. Особое внимание следует уделять равномерности зазора по всей протяжённости шва, так как в местах с увеличенным зазором швы получаются вогнутыми, а в местах с заниженным зазором не только уменьшается проплавление, но и получается большая выпуклость шва.
Точность сборки проверяют шаблонами, измерительными линейками и различного рода щупами
СВАРОЧНЫЕ РАБОТЫ
К сварочным работам, кроме собственно сварочных операций, относятся некоторые неразрывно связанные с ними вспомогательные операции: установка изделий под сварку или сварочной головки на начало шва; поворот изделий в процессе сварки, обеспечивающий необходимое для сварки положение свариваемого изделия и сварочного инструмента; вращение изделий в процессе сварки; отвод сварочного автомата или перемещение изделия; перемещения сварщика и некоторые другие.
Поэтому комплексную механизацию и автоматизацию сварочных работ в общем случае можно рассматривать как решение двух задач в совокупности:
- автоматизация собственно процесса сварки;
- механизация и автоматизация вспомогательных операций.
К сварочным работам, кроме собственно сварочных операций, относятся некоторые неразрывно связанные с ними вспомогательные операции: установка изделий под сварку или сварочной головки на начало шва; поворот изделий в процессе сварки, обеспечивающий необходимое для сварки положение свариваемого изделия и сварочного инструмента; вращение изделий в процессе сварки; отвод сварочного автомата или перемещение изделия; перемещения сварщика и некоторые другие.
Поэтому комплексную механизацию и автоматизацию сварочных работ в общем случае можно рассматривать как решение двух задач в совокупности:
- автоматизация собственно процесса сварки;
- механизация и автоматизация вспомогательных операций.
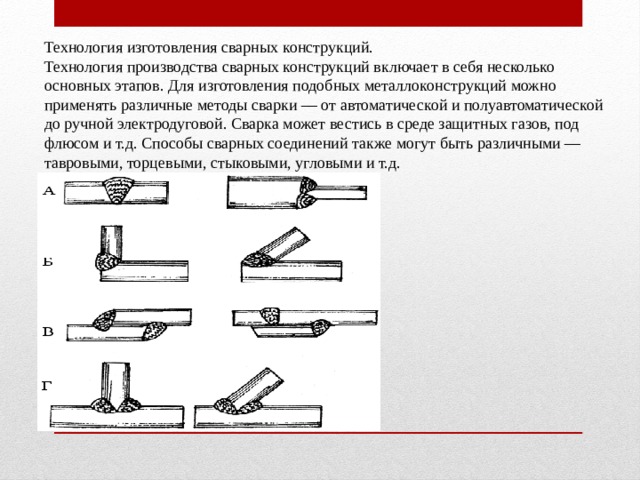
Технология изготовления сварных конструкций.
Технология производства сварных конструкций включает в себя несколько основных этапов. Для изготовления подобных металлоконструкций можно применять различные методы сварки — от автоматической и полуавтоматической до ручной электродуговой. Сварка может вестись в среде защитных газов, под флюсом и т.д. Способы сварных соединений также могут быть различными — тавровыми, торцевыми, стыковыми, угловыми и т.д.

Первым этапом производства сварных конструкций является подготовка всей технической документации, необходимой для создания детали, к которой предъявляются определенные требования
Также важным этапом производства сварных конструкция является подготовка отдельных деталей к сварке. И здесь самое большое внимание следует уделять подготовке кромок деталей. Кромки стачиваются под определенным углом — и сделать это можно как с помощью шлифовальной машины, так и при помощи обычного напильника. Форма разделки кромок также может быть различной, но наиболее эффективной считается Х-образная разделка. Дело в том, что именно такой подход к разделке кромок может гарантировать максимально низкий объем наплавленного металла, получаемого в процессе разогрева кромок деталей, а это значит, что и качество получаемого соединения будет выше.
Одним из важных этапов при производстве сварных конструкций является их сборка. Процесс сборки может занимать до 50% всего времени ее изготовления. Дело в том, что именно от качества сборки зависит дальнейшее качество всего сварного соединения. Основными требованиями , предъявляемыми к сборке сварной конструкции, являются:
- точное соответствие размерам, указанным в проектной документации
- правильное расположение зазоров и их постоянные размеры
- точное расположение деталей конструкции, в полном соответствии с проектной документацией
- точность плоскостей конструкции и углов, под которыми они пересекаются
- обеспечение минимально возможного допуска смещения деталей, если производится их стыковое соединения.






© 2020, Петровский Александр Николаевич 714 5
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ





