
Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 17.05.2024 09:53

Андреева Светлана Владимировна
Преподаватель спец. дисциплин специалность "Сварочное производство"
46 лет
Местоположение
Специализация
09.04.20 749 ООПСК "Составление технологического процесса дуговой сварки пластин в нижнем горизонтальном вертикальном потолочном положении."
Категория:
Технология
08.04.2020 18:53

Просмотр содержимого документа
«09.04.20 749 ООПСК "Составление технологического процесса дуговой сварки пластин в нижнем горизонтальном вертикальном потолочном положении."»
Ознакомьтесь с теоретическим материалом. Отчет представить в виде заполненной в электронном виде КТП процесса сварки одного из швов конструкции по вашей курсовой работе. Чистая Карта ТП представлена в приложении №2. А также составить схему техпроцесса изготовления вашей конструкции.
ТЕМА: СОСТАВЛЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАСТИН В НИЖНЕМ ГОРИЗОНТАЛЬНОМ ВЕРТИКАЛЬНОМ ПОТОЛОЧНОМ ПОЛОЖЕНИИ.
План:
Сварка швов в нижнем положении
Выполнение сварных швов в вертикальном положении.
Сварка в горизонтальном положении.
Сварка в потолочном положении.
Технология выполнения швов различной протяженности.
Технология выполнения швов различной протяженности.
Сварка швов в нижнем положении наиболее технологична и проста для выполнения. В процессе сварки капли электродного металла под действием собственного веса легко переходят в сварочную ванну и жидкий металл не вытекает из нее. Кроме того, наблюдение за сваркой при нижнем положении шва более удобно.
Стыковые швы применяют для получения стыковых соединений.
Сварные стыковые соединения могут быть выполнены различными способами сварки. На рисунке показаны распространенные схемы их выполнения:
а) сварка на весу;
б) сварка на медной съемной подкладке;
в) сварка на остающейся стальной подкладке;
г) с выполнением предварительного подварочного шва.

Рис.1 Схемы выполнения стыковых швов
При выполнении стыковых швов сварку ведут в четырех направлениях: слева направо, справа налево, на себя, от себя.
Наклон электрода 15° -25° от вертикали, и электрод в процессе сварки лежит в одной плоскости с металлом.
Угловые швы применяют для получения угловых, тавровых и нахлесточных соединений. Сварку угловых швов может производиться наклонным электродом и в лодочку.
При сварке углового шва, нижняя плоскость которого расположена горизонтально, возможен непровар вершины угла или одной, из кромок. Непровар может образоваться на нижнем листе, если начинать сварку с вертикального листа, так как в этом случае расплавленный металл стечет на недостаточно нагретую поверхность нижнего листа. На вертикальной же полке возможно образование подрезов.
Поэтому сварку таких швов начинают зажигая дугу на нижней плоскости в точке А, отступив от границы катета 3-4 мм. Затем дугу перемещают к вершине шва, задерживают для лучшего провара корня шва, поднимают вверх, проваривая вертикальную полку (Рис.2).
Электрод держат под углом 45° к поверхности свариваемых деталей, слегка наклоняя его в процессе сварки то к одной, то к другой плоскости.

Рис. 2 Выполнение углового шва в нижнем положении
При сварке угловым швом в «лодочку» (Рис.3) наплавленный металл располагается в желобе, образуемом двумя полками. Это обеспечивает правильное формирование шва и хороший провар кромок металла.

Рис. 3 Выполнение углового шва в «лодочку»
Выполнение сварных швов в вертикальном положении.
Расплавленный металл под действием силы тяжести стремится стекать вниз, что затрудняет формирование шва.
Поэтому вертикальных швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой.
Объем расплавленного металла уменьшают снижением сварочного ток на 10-15% по сравнению с нижним положением, а диаметр электрода ограничивают до 4 мм.
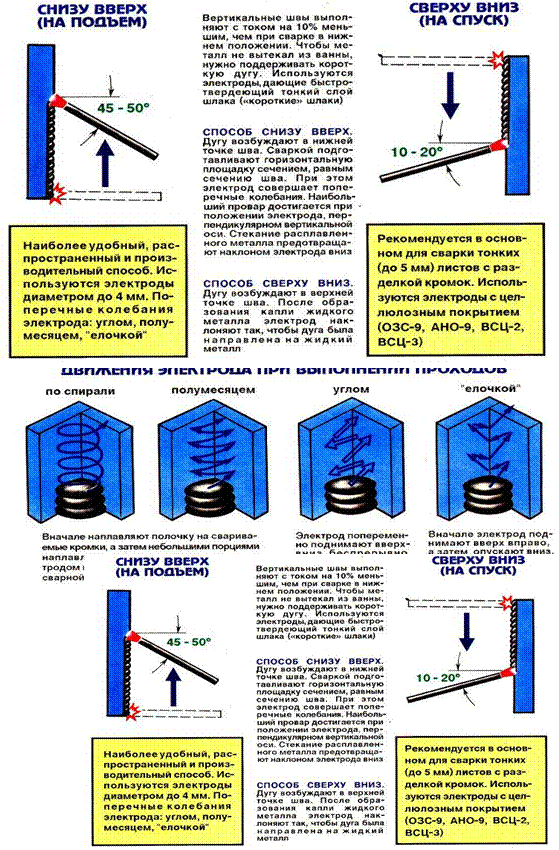
Вертикальные швы выполняют как снизу вверх, так и сверху вниз.
В первом случае (Рис. 4 а) дуга возбуждается в самой нижней точке вертикально расположенных пластин, для этого электрод устанавливают перпендикулярно поверхности свариваемого изделия (положение 1); затем электрод немного наклоняют вниз для того, чтобы слой давления газов дуги предшествовал стеканию металла сварочной ванны (положение 2). При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла.
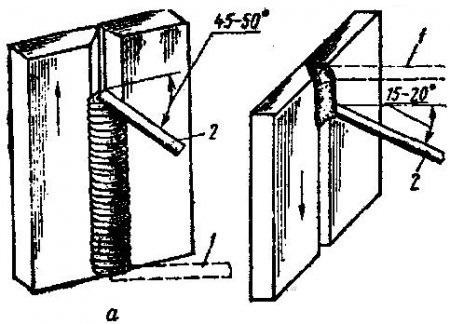
Рис. 4. Выполнение сварных вертикальных швов
Сварку сверху вниз применяют при малой толщине металла. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов.
В начале сварки (рис. 4 б) дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15° -20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга – очень короткой, чтобы капли расплавленного металла удерживались от падения концом электрода.
Сварка в горизонтальном положении.
Горизонтальные швы на вертикальной плоскости выполнять труднее, чем вертикальные. Для предупреждения отекания жидкого металла скос кромок обычно делается на одном верхнем листе (рис. 5, а). Дуга в этом случае возбуждается на нижней горизонтальной кромке (положение 1), а затем переносится на наклонный скос (положение 2), поднимая вверх стекающую каплю металла. Колебательные движения электродом совершают по спирали. Выполнять горизонтальными сварными швами нахлесточные соединения легче, чем стыковые, так как горизонтальная кромка нижнего листа (рис. 5, б) способствует удержанию расплавленного металла от стекания вниз. При выполнении горизонтальных швов с двумя скосами кромок устанавливают порядок их наложения (1-4 рис. 5, в), который в процессе проваривания верхней кромки позволяет избежать потолочного положения кратера с расплавленным металлом.
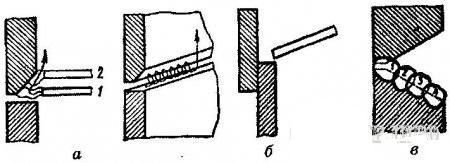
Рис. 5. Выполнение сварных горизонтальных швов:
а - стыковое соединение со скосом одной кромки; б - нахлесточное соединение; в – стыковое соединение со скосом двух кромок
Сварка в потолочном положении наиболее трудна, так как направление силы тяжести расплавляемого металла противоположно направлению его переноса. Это требует максимального уменьшения объема расплавляемого металла, что достигается ограничением диаметра электрода до 4 мм и снижением сварочного тока на 15-20% по сравнению с нижним положением.
Для сварки в потолочном положении подходят электроды, дающие небольшой шлак.
Хороший провар корня шва при потолочной сварке обеспечивается применением электродов диаметром не более 3 мм.
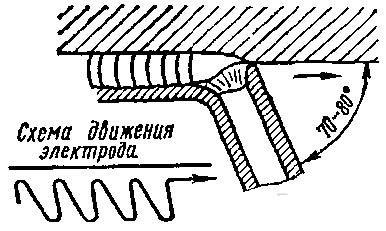
Рис. 6 Выполнение сварных потолочных швов
Технология выполнения швов различной протяженности.
Все сварные швы в зависимости от их длины условно разбивают на три группы:
· короткие — до 250 мм;
· средней длины — от 250 до 1000 мм;
· длинные — от 1000 мм и более.
Короткие швы выполняют «на проход» в одном направлении, т. е. при движении электрода от начала шва к концу.
При выполнении швов средней длины и длинных возможно коробление изделий. Чтобы избежать этого, швы средней длины выполняют «на проход» от середины к концам или обратноступенчатым способом, сущность которого состоит в том, что весь шов разбивают на участки длиной 100—350 мм с таким расчетом, чтобы каждый из них мог быть выполнен целым числом электродов (двумя, тремя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в направлении, обратном общему направлению сварки, а последний всегда заваривается «на выход».
Длинные швы выполняют от середины к концам обратноступенчатым способом. В данном случае, возможно, организовать работу одновременно двух сварщиков.
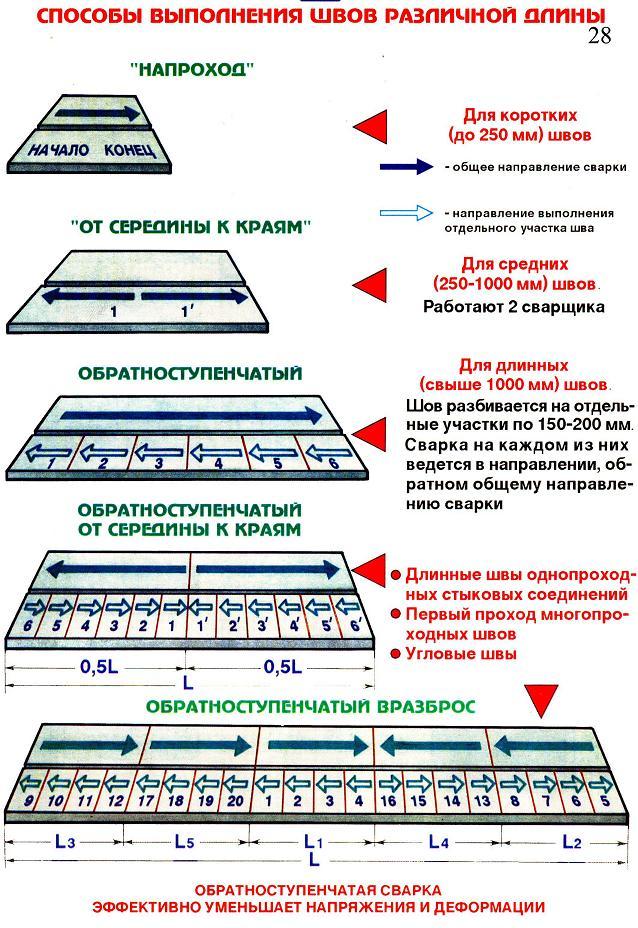
Рис. 7 Схемы выполнения швов
https://konspekta.net/studopedianet/baza7/1538384805918.files/image072.jpg
https://zdamsam.ru/a64648.html
ПРИЛОЖЕНИЕ 1
ПРИЛОЖЕНИЕ 2
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ
СВАРНОГО СОЕДИНЕНИЯ
Идентификатор однотипности _______________
Характеристика процесса
| № п/п | Наименование параметров | Интервалы параметров однотипности |
| 1 | Нормативный документ |
|
| 2 | Основной материал (марка и группа) |
|
| 3 | Сварочные материалы (тип и марка) |
|
| 4 | Длинна шва (радиус кривизны) |
|
| 5 | Толщина |
|
| 6 | Тип сварного шва |
|
| 7 | Тип сварного соединения |
|
| 8 | Вид сварного соединения |
|
| 9 | Вид и угол разделки кромок |
|
| 10 | Положение при сварке |
|
| 11 | Вид покрытия электродов |
|
| 12 | Необходимость подогрева |
|
| 13 | Необходимость термообработки |
|
| Конструкция соединения | Конструктивные элементы шва | Порядок сварки |
|
|
|
|
|
|
|
|
Метод подготовки и очистки: _______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Требования к прихватке: _______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Параметры процесса сварки сварного соединения
| Номер слоя (валика) | Диаметр электрода, мм | Род и полярность тока | Сварочный ток, А | Напряжение дуги, В |
| 1 | 2 | 3 | 4 | 5 |
|
|
|
|
|
|
|
|
|
|
|
|
Технологические требования к сварке:
_____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Требования по контролю качества сварных соединений:
____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Карту разработал: ________/_____________________/








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

