






© 2021, Кублик Ольга Владимировна 466 1


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 21.11.2023 22:14

Кублик Ольга Владимировна
Специализация
Тема урока: Оборудование для клеевой затяжки заготовок верха обуви. Машина ЗНК-2М-0.
Категория:
Прочее
02.11.2021 20:08

Просмотр содержимого документа
«Тема урока: Оборудование для клеевой затяжки заготовок верха обуви. Машина ЗНК-2М-0.»
МДК.01.02.Особенности технологии изготовления обуви по индивидуальным заказам (Оборудование)
Профессия «Обувщик широкого профиля»
Тема урока: Оборудование для клеевой затяжки заготовок верха обуви. Машина ЗНК-2М-0.
Обучающая- Общее усвоение знаний обучающимися понятий об оборудовании, машинах и механизмах.. Использование полученных знаний в освоении профессии.
Развивающая- Способствовать у обучающихся памяти, технического мышления, привитию умений и навыков учебной работы и познавательных умений
Воспитательная- Содействие формирования у обучающихся мировоззрения, развитие навыков индивидуального и коллективного труда.
Тип урока- урок усвоения нового материала
Вид урока- лекция
Дидактическое обеспечение урока -опорный план-конспект.
Материально-техническое обеспечение урока-Схемы оборудования, плакаты, фотографии оборудования.
Межпредметные связи - Охрана труда и техника безопасности; особенности технологии изготовления обуви, материаловедение,
Используемая литература: Т.А. Набалов «Оборудование обувного производства»
(стр.293-304)
Структура урока.
1. Организационный этап. 1-2 мин.
2. Актуализация опорных знаний учащихся 2-3 мин.
3. Изучение нового материала. 30 мин.
4. Обобщение и систематизация знаний учащихся. 5 мин.
5. Домашнее задание. 1-2 мин.
Организационный этап:
Знакомство с учащимися.
Проверка присутствия учащихся.
Проверка готовности к уроку.
Мотивация обучения учащихся и актуализация опорных знаний:
Вопросы:
Что такое клеевая затяжка заготовок верха обуви?
Чем отличается глухая затяжка от клеевой затяжки?
Изучение нового материала: опорный конспект
- Назначение машины ЗНК-2М-0
- Техническая характеристика машины ЗНК-2М-0
- Принцип действия и основные механизмы
- Неполадки в работе машины ЗНК-2М-0
Закрепление нового материала (поэтапное): устный опрос.
1.Назначение машины ЗНК-2М-0
2. Рассказать о принципе работы машины
3. Перечислить рабочие органы и основные механизмы машины
4.Расказать о безопасных приемах работы на машине
Подведение итогов урока: Анализ работы учащихся на уроке, коррекция знаний и умений, объявление оценок.
Домашнее задание: Изучить назначение и принцип действия машины ЗНК-2М-0 Записать в конспект назначение, принцип действия и основные механизмы.
Опорный конспект урока
Тема урока: Оборудование для клеевой затяжки заготовок верха обуви. Машина ЗНК-2М-0.
Клеевую затяжку применяют при изготовлении обуви различных методов крепления, в том числе клеевого, доппельного и сандального.
Клеевая затяжка имеет ряд преимуществ перед гвоздевой. Она повышает производительность труда благодаря замене последовательной затяжки параллельной; обеспечивает ровную поверхность затяжной кромки (особенно носочно-пучковой части), что увеличивает прочность клеевого крепления низа обуви; позволяет механизировать нанесение клея; заменить вкладные стельки полустельками или подпяточниками; уменьшить толщину и применить более эластичные материалы для стелек, так как не используются металлические крепители, что в свою очередь повышает эластичность обуви и снижает ее массу; увеличивает срок эксплуатации обуви, так как стельки не разрушаются механическими крепителями; исключает опасность травмирования стопы из-за отсутствия затяжных гвоздей. В результате увеличения вытяжки затяжной кромки уменьшается чистая площадь деталей верха и внутренних деталей обуви, что снижает ее материалоемкость.
Клеевую затяжку заготовок верха обуви химических методов крепления низа производят на высокопроизводительном отечественном и зарубежном оборудовании с применением клеев-расплавов или клеев-растворов.
В настоящее время для затяжки носочно-пучковой части заготовок верха обуви с помощью клея-расплава применяют машины ЗНК-2М-О, ЗНК-З-О (СССР), 02160/РИ (ЧССР), № 4А серии 5 (4А/5 В1)РЬ) фирмы БУСМК (Великобритания), К-68 87 фирмы «Черим» (Италия), 63 ПНЕ фирмы «Шен» (ФРГ) и др.
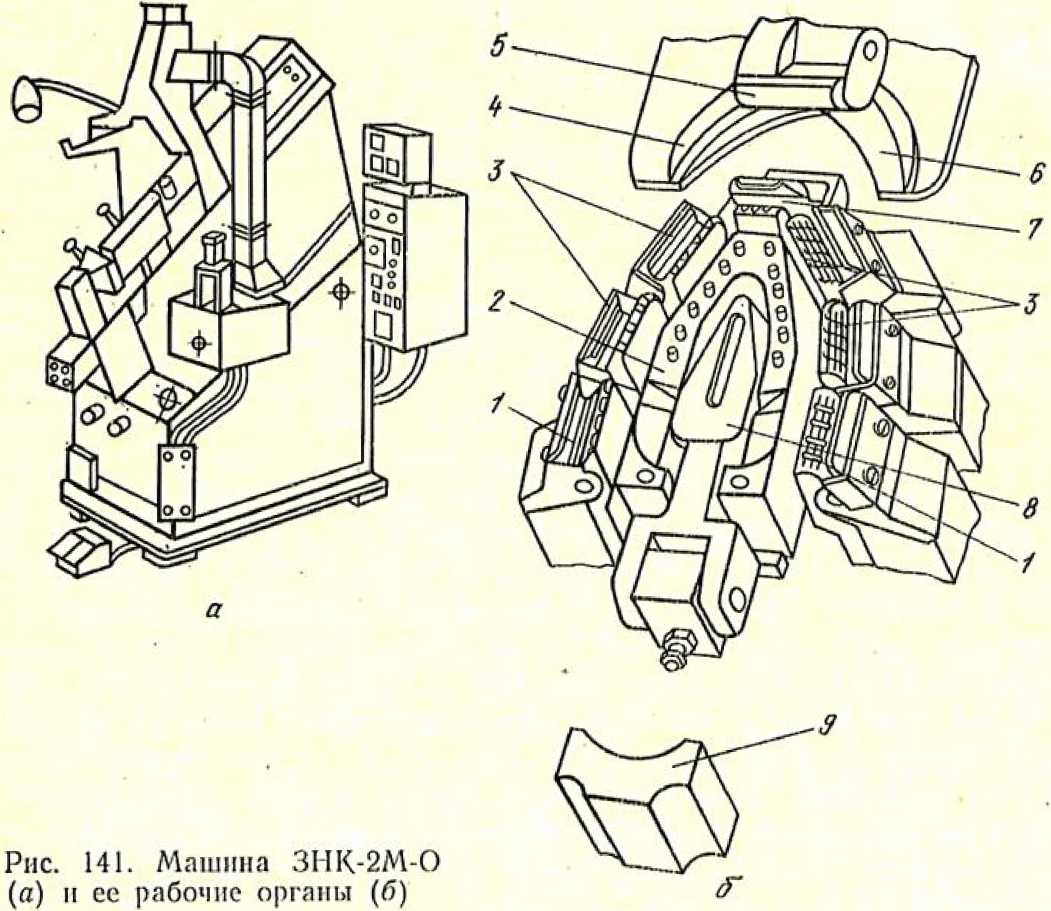
Машина ЗНК-2М-О (рис. 141, а) предназначена для обтяжки и клеевой затяжки носочно-пучковой части заготовки верха обуви с одновременным нанесением термопластического клея на стельку.
Машина односекционная. Правая и левая полупары обрабатываются без перестройки работы секции. На машине затягивают обувь клеевого, литьевого и гвоздевого методов крепления, а также метода горячей вулканизации низа всех видов, фасонов и размеров со сменой рабочих органов (затяжных пластин, клеенамазывающей и носочной обойм).
На машине можно обрабатывать заготовки верха из кож барабанного и покрывного крашения (черные и цветные), из текстильных и искусственных материалов. Заготовки верха могут быть бесподкладочными или дублированными.
Заготовки верха обуви затягивают на деревянные, пластмассовые или металлические колодки. Заготовки верха перед затяжкой обрабатывают в термостате-увлажнителе, который установлен рядом с машиной, или в централизованной увлажнительной камере. В термостате-увлажнителе увлажняются заготовки верха обуви и размягчаются подноски.
Техническая характеристика машины ЗНЦ-2М-О
| Производительность при выдержке в течение 7 ч, пар в час |
130 |
| Размеры обрабатываемой обуви | 135—305 |
| Рабочее давление в гидросистеме, МПа | До 4,9 |
| Число клещей | 7 |
| Температура, °С плавления клея-расплава | 230 |
| Температура, °С затяжных пластин | 80—120 |
| Ширина затяжной кромки, мм | 15 |
| Установленная мощность, кВт | 4,86 |
| Габарит, мм | 1050X1150X1800 |
| Масса, кг | 1050 |
Технологическая операция на машине выполняется следующим образом.
Колодку с заготовкой верха устанавливают на стелечный упор § (рис. 141, б) следом вниз, ее носочную часть вкладывают в раскрытые губки носочных клещей 7. Полный цикл работы машины совершается за три такта.
При первом нажатии на левую педаль носочные клещи закрываются. После контроля положения заготовки верха на колодке ее затяжную кромку вкладывают в раскрытые губки четырех боковых 3 и двух пусковых / клещей, второй раз нажимают на педаль. Все шесть клещей закрываются, зажимая заготовку верха, а через некоторое время стелечный упор 8 перемещается вверх, вытягивая ее.
Если вытяжка заготовки верха недостаточна, то рукоятками дополнительно опускают клещи. Перекос заготовки верха на колодке устраняют также рукоятками. Для устранения значительных перекосов нажимают на коленный рычаг, стелечный упор опускается. После ликвидации перекосов коленный рычаг отпускают. Стелечный упор поднимается, вытягивая заготовку верха.
При третьем нажатии на педаль к колодке с заготовкой верха подходят носочный прижим 5 и пяточный упор 9, а клеенамазывающая обойма 2 перемещается к стельке. Через сопла обоймы на поверхность стельки наносится клей. Затем к колодке с заготовкой верха подходят носочная обойма 4 и затяжные пластины 6. Носочная обойма прижимает заготовку верха к колодке. При движении затяжных пластин под стельку последовательно раскрываются носочные, боковые и пучковые клещи и опускается клеенамазывающая обойма.
Пучковые клещи перед раскрыванием поворачиваются вокруг вертикальной оси, что улучшает расположение затяжной кромки заготовки верха на пучковой части стельки.
В конце хода затяжных пластин опускается стелечный упор, а носочный прижим прижимает затяжную кромку к пластинам. Одновременно при движении затяжных пластин подается команда на реле времени.
Через определенное время выдержки все рабочие органы машины возвращаются в исходное положение.
С помощью правой педали можно возвратить рабочие органы в исходное положение в любой момент цикла.
Машина состоит из головки, основания головки, блока клещей, основания машины, пяточного упора, бачка для разогревания клея, стелечного упора, клеенамазывающей обоймы, носочной обоймы, гидропривода и электрооборудования.
Машина снабжена устройством для отсоса газов из рабочей зоны, которое присоединяется к цеховой вентиляции, и дополнительными клещами для подтягивания носочной части заготовки верха.
Основание головки. Состоит из чугунного корпуса, механизма затяжных пластин, гидроцилиндра 47 подвода и отвода затяжных пластин.
Затяжные пластины предназначены для загибки затяжной кромки заготовки верха обуви на стельку и ее формования на стельке. Механизм затяжных пластин включает в себя две подвижные плиты, между которыми перемещаются корпуса 49 затяжных пластин. Гидрораспределители установлены с двух сторон корпуса и служат для раскрывания боковых и пучковых клещей, опускания стелечного упора, подачи масла под большим давлением в гидроцилиндр 38.
Конечный выключатель 43 предназначен для включения реле времени выдержки под давлением. Гидроцилиндр служит для подвода к рабочей зоне и отвода от нее механизма затяжных пластин.
Блок клещей. Совместно со стелечным упором служит для обтяжки заготовки верха обуви на колодке. Он состоит из носочных клещей 51, четырех боковых клещей 26 и 28, двух пучковых клещей 59 и 22, двух гидроцилиндров 60 и 23 поворота пучковых клещей. Клещи установлены на плите и имеют регулировки по длине колодки, а также возможность дополнительной ручной вытяжки заготовки верха обуви.
По конструкции и принципу работы вес клещи одинаковы. Различие заключается в форме губок: плоские 26 и 28 для боковых клещей и радиусные 4 для носочных и пучковых в зависимости от модели обрабатываемой обуви.
Клещи состоят из губок, корпуса 5, штока 3, стойки 2, кронштейна 6, сектора 7, направляющей Р, ручки 1 и пружины 8,
Основание машины. Состоит из сварной станины, на которой смонтированы все узлы машины. Внутри станины размещены гидропривод, контрольно-регулирующая аппаратура, маслобак, гидрораспределители, гидроцилиндр 10 движения пяточного упора, гидроцилиндр 56 стелечного упора, змеевик для охлаждения масла. Снаружи установлены коленный рычаг 61 для опускания стелечного упора и рукоятки 62 для подкачивания в бачок клея.
Пяточный упор. Служит для удержания колодки с заготовкой верха в момент движения вперед затяжных пластин.
Пяточный упор получает движение от гидроцилиндра 10, расположенного внутри станины. Шток гидроцилиндра серьгой 11 связан с рычагом 13, установленным па валу 12. Рычаг 13 связан с валом кулачковыми муфтами, которые позволяют изменять исходное положение каретки с пяточным упором в зависимости от размеров обрабатываемой обуви.
При движении пяточного упора он упирается в колодку, корпус 20 поворачивается вокруг своей оси и прижимает фиксаторы 17 к рейкам 16. Этим предохраняется обратное движение колодки в момент затяжки заготовки верха пластинами. Пяточный упор вместе с ползуном 19 опускается при затяжке заготовки верха пластинами. Пяточный упор имеет лоток для сброса обработанной обуви.
Бачок. Предназначен для разогревания клея до необходимой температуры. Состоит из резервуара, гидро цилиндр а, втулки, плунжера, обратного гидроклапана и штуцера. Гидроцилиндр является приводом насоса. Насос обеспечивает подачу разогретого клея по шлангу в клеенамазывающую обойму 27. Бачок нагревается электронагревателем. Шланг для подачи клея от бачка к клеенамазывающей обойме состоит из шарнирно соединенных трубок, на которые уложен нагреватель, закрытый теплоизоляцией.
Стелечный упор. Предназначен для вытяжки зажатой клещами заготовки верха обуви. Состоит из подвижной плиты 55, в верхней части которой установлена на регулируемом винте 53 опорная площадка 25 для колодки.
Стелечный упор получает движение от гидроцилиндра 55, расположенного внутри станины.
Для поддержания заданной температуры клея на плите клеенамазывающей обоймы, шланге для подачи клея и на бачке установлены термопары. При достижении заданной температуры клея в каком-либо месте бачка они выдают команду на отключение нагревателей.
Сменными рабочими органами машины являются клеенамазывающая обойма 27, носочная обойма 65 и затяжные пластины 49.
Клеенамазывающая обойма. Состоит из корпуса, внутри которого проходят каналы, а на рабочей поверхности имеются отверстия для выхода клея. Отверстия на поверхности обоймы сообщаются с каналами. Верхняя часть корпуса имеет форму низа колодки.
Носочная обойма. Предназначена для удержания вытянутого материала заготовки верха обуви после раскрывания клещей и до затяжки его пластинами. Она состоит из стальной пружинной ленты и фторопластового вкладыша, выполненных по форме носочной части колодки. Вкладыш подгоняется по форме колодки заказчиком на фабрике. Носочная обойма прижимается подпружиненным упором 64 и двумя гидроцилиндрами 63.
Гидропривод. Гидропривод состоит из насосной группы, контрольно-регулирующей и распределительной аппаратуры, гидроцилиндров. В исходном положении машины, которому соответствует приведенная на рис. 143 схема, губки всех клещей раскрыты, головка отведена от клещей, затяжные пластины разведены, стелечный упор и клеенамазывающая обойма опущены, поршень насоса для подачи клея поднят, пяточный упор отведен, носочный прижим поднят и отведен назад.
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

