
Россия, Лучегорск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 08.09.2025 23:05

Бельчакова Оксана Владимировна
Преподаватель спецдисциплин
56 лет
Местоположение
Специализация
Технология сварки секции газгольдера аргонодуговой сваркой неплавящимся электродом.
Категория:
Прочее
06.02.2017 15:32

Просмотр содержимого документа
«Технология сварки секции газгольдера аргонодуговой сваркой неплавящимся электродом.»
ТЕХНОЛОГИЯ СВАРКИ СЕКЦИИ ГАЗГОЛЬДЕРА ИЗ АЛЮМИНИЯ МАРКИ АЛ1. ВИД СВАРКИ: АРГОНОДУГОВАЯ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
Выполнил учащийся группы 33 Куваев Александр Андреевич

Краткая характеристика свариваемых материалов
- Алюминиевый сплав марки АЛ1 – относится к литейным сплавам.
- Отличается высоким литейным свойством, удовлетворительной коррозионной стойкостью, может длительно работать при температурах 150 – 200°С.
Краткая характеристика сварочных материалов
- Для сварки алюминиевого сплава марки АЛ1 используем алюминиево-марганцевую сварочную проволоку Св АК5.
Краткая характеристика сварочных материалов
- Для сварки алюминия и его сплавов рекомендуется применять лантанированный вольфрам ЭВЛ который уменьшает расход электрода и повышает стабильность горения дуги.

Краткая характеристика сварочных материалов
- Для защиты сварочной ванны от воздействия окружающего воздуха применяют аргон.

Подготовка металла к сварке и сборка изделия
Перед сваркой листы из алюминия нужно подготовить следующим образом:
- подготовку кромок делают механическим способом или шлифовальной машинкой;
- поверхность алюминия должна быть очищена от масла, пыли, грязи и других загрязнений; лучше всего это ацетон или другие растворители;
- оксидный слой удаляют щеткой из нержавеющей стали вручную или шлифовальной машинкой на расстоянии 20-30 мм от края с обоих сторон;
- шлифовальный круг шлифовальной машины должен подходить специально для алюминия

Сварочные соединения и швы
- Сварным соединением называют элемент сварной конструкции, состоящей из двух или нескольких деталей конструкции и сварного шва, соединяющего эти детали.
- В данной конструкции применяется тавровое соединение Т3- двухсторонний без скоса кромок.

Выбор режима сварки
Ориентировочный режим сварки деталей из алюминиевого сплава марки АЛ1 при толщине металла 15 мм:
- диаметр вольфрамового электрода – 6 мм;
- диаметр присадочной проволоки – 3,0 мм;
- сила сварочного тока – (360 – 400) А;
- расход аргона – (8 – 16) л/мин;
- число проходов – (3 – 3);
- длина дуги – (1,0 – 2,0) мм;
- вылет электрода – (4 – 8) мм;
- давление аргона – (0,01 – 0,05) МПа.

Краткая характеристика сварочного поста
- Сварочные аппараты предназначены для полуавтоматической дуговой сварки и наплавки в среде защитных газов (углекислый газ, аргон) плавящейся электродной проволокой на постоянном / импульсном токе изделий из низкоуглеродистых и нержавеющих сталей, алюминия, меди, латуни.
Сварочный полуавтомат
SYNERGIC PRO MIG 475 (Elettro)
Краткая характеристика сварочного поста
- Горелка предназначена для ручной сварки не плавящимся электродом (режим TIG ) малоуглеродистых и нержавеющих сталей, сплавов меди, никеля, титана на постоянном токе прямой полярности, а так же алюминия и его сплавов на переменном токе с использованием осциллятора.
Горелка аргон. АГНИ – 17М (315 А, вода) со шлангом 4 м

Краткая характеристика сварочного поста
- Баллон аргоновый, емкостью 40 литров предназначен для хранения и транспортирования аргона. Баллон для аргона комплектуется кислородным вентилем ВК, кольцом горловины, предохранительным металлическим (переаттестованный – пластмассовым) колпаком, опорным башмаком.

Краткая характеристика сварочного поста
- Газовый редуктор баллонный одноступенчатый аргоновый.
- Предназначен для понижения и регулирования давления аргона и автоматического поддержания постоянным заданного рабочего давления
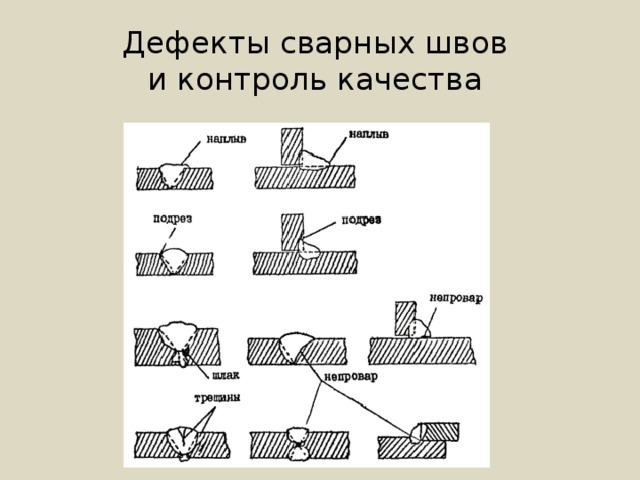
Дефекты сварных швов и контроль качества
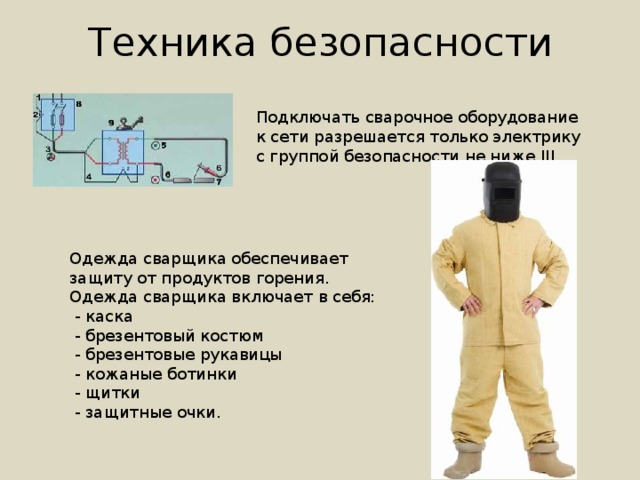
Техника безопасности
Подключать сварочное оборудование к сети разрешается только электрику с группой безопасности не ниже III.
Одежда сварщика обеспечивает защиту от продуктов горения.
Одежда сварщика включает в себя:
- каска
- брезентовый костюм
- брезентовые рукавицы
- кожаные ботинки
- щитки
- защитные очки.
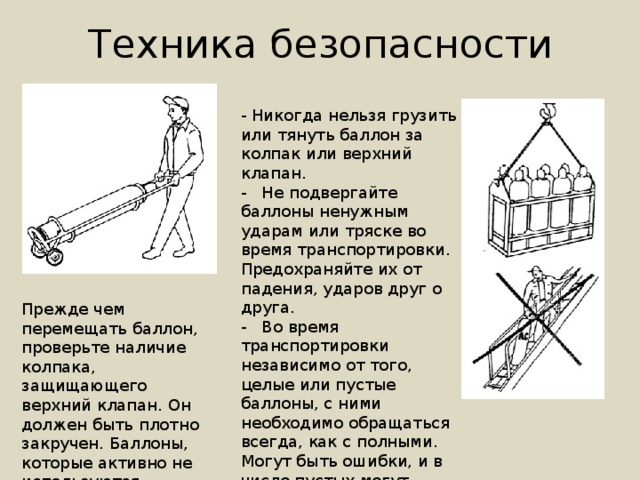
Техника безопасности
- Никогда нельзя грузить или тянуть баллон за колпак или верхний клапан.
- Не подвергайте баллоны ненужным ударам или тряске во время транспортировки. Предохраняйте их от падения, ударов друг о друга.
- Во время транспортировки независимо от того, целые или пустые баллоны, с ними необходимо обращаться всегда, как с полными. Могут быть ошибки, и в число пустых могут попасть полные баллоны.
Прежде чем перемещать баллон, проверьте наличие колпака, защищающего верхний клапан. Он должен быть плотно закручен. Баллоны, которые активно не используются, должны храниться с колпаками.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

