
Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 21.10.2021 12:49

Козлова Татьяна Дмитриевна
доцент
40 лет
Местоположение
Специализация
(08.04.2020) 927 Практическая работа №3
Категория:
Прочее
07.04.2020 20:48

Просмотр содержимого документа
«(08.04.2020) 927 Практическая работа №3»
Практическая работа № 3.
Измерение линейных и угловых размеров
Цель работы: изучить конструкцию основных приборов для измерения линейных и угловых размеров.
Норма времени: 4 часа
Основные понятия
В отраслях машиностроения и приборостроения, а также при ремонте до 70...80% всех видов измерений составляют линейные измерения. Любой линейный размер может быть измерен различными измерительными средствами, обеспечивающими разную точность измерения. В каждом конкретном случае точность измерения зависит от принципа действия, конструкции и точности изготовления измерительного прибора, а также от ус- ловий его настройки и применения. Рассмотрим наиболее распространенные средства измерения.
Плоскопараллельные концевые меры длины. Меры длины концевые плоскопараллельные (ГОСТ 903890) предназначены для передачи размеров от эталона до изделия. Это основное назначение концевых мер длины осуществляется путем применения их для хранения и передачи единицы длины, поверки и градуировки различных мер и средств измерений, поверки калибров, а также для определения размеров изделий и приспособлений, точных разметочных и координатно-расточных работ, наладки станков и инструментов и т.д.
В соответствии с ГОСТ 903890 концевые меры длины имеют форму прямоугольного параллелепипеда с двумя плоскими взаимно параллельными измерительными поверхностями (рисункок1а).
За размер плоскопараллельной концевой меры длины принимается ее срединная длина l (рисунок 1б), которая определяется длиной перпендикуляра, проведенного из середины одной из измерительных поверхностей меры на про- тивоположную измерительную поверхность.

а б
а – внешний вид; б - определение размера l концевой плоскопараллельной меры дли-
ны
Рисунок 1 – Плоскопараллельные концевые меры длины
Концевые меры комплектуют в различные наборы по их числу и разме- рам номинальной длины. Номинальные размеры и градация размеров мер дли- ны, а также комплектация их в наборы осуществляются таким образом, чтобы можно было из минимального числа мер составить блок любого размера до третьего десятичного знака.
Штангенинструмент предназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей. К нему относятся штангенциркули (рисунок 2), штангенглубиномеры и штангенрейсмасы.


в
а – тип ШЦ-I; б – тип ШЦ-II; в – тип ШЦ-III; 1 – штанга-линейка; 2 – измерительные губки; 3 – рамка; 4 – винт зажима рамки; 5 – нониус; 6 – линейка глубиномера; 7 – рамка микрометрической подачи
Рисунок 2 – Конструкция штангенциркулей
Основными частями штангенинструментов являются штанга-линейка с делениями шкалы 1 мм и перемещающаяся по линейке шкала-нониус. По шкале-линейке отсчитывают целое число миллиметров, а по нониусу десятые и сотые доли миллиметра. Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.
ГОСТ 16689 предусматривает изготовление и использование трех типов штангенциркулей: ШЦ-I двусторонние с глубинометром, ШЦ-II с глубинометром и ШЦ-III односторонние. Штангенглубиномеры принципиально не отличаются от штангенциркулей и применяются для измерения глубины отверстия и пазов. Штангенрейсмасы являются основными измерительными инструментами для разметки деталей и определения их высоты.
Угломеры с нониусом (ГОСТ 537888) предназначены для измерения угловых размеров и разметки деталей с точностью до 2'. Для измерения углов от 0 до 90° (рисунок 3а) на подвижную линейку 5 устанавливается добавочный угольник 4. Измерение углов от 90 до 180° производится без добавочного угольника 4 (рисунок 3б). Порядок отсчета на угловом нониусе угломера ана- логичен отсчету на линейном нониусе штангенциркуля.

а б
а – измерение углов от 0 до 90º; б – измерение углов от 90 до 180º; 1 – полудиск; 2 – зажимной винт; 3 – винт зажима угольника; 4 – добавочный угольник; 5 – подвижная линей- ка; 6 – неподвижная линейка; 7 и 8 – устройство микрометрической подачи; 9 – стопорный винт; 10 – нониус
Рисунок 3 – Конструкция угломера с нониусом
Микрометрические инструменты предназначены для абсолютных из- мерений наружных и внутренних размеров, высот уступов, глубин отверстий и пазов и т. д. К ним относятся гладкие микрометры (рисунок 4); микрометры со вставками, микрометрические глубиномеры; микрометрические нутромеры.

а б
а кинематическая схема; б принципиальная схема; 1 корпус; 2 неподвижная пятка; 3 стебель; 4 микрометрический винт; 5 барабан; 6 гайка микрометрической па- ры; 7 устройство стабилизации усилия измерений (трещотка); 8 контргайка
Рисунок 4 Гладкий микрометр
Принцип действия этих инструментов основан на использовании винто- вой пары (винт-гайка) для преобразования вращательного движения микромет- рического винта в поступательное. Основными частями микрометрических ин- струментов являются: корпус, стебель, внутри которого с одной стороны име- ется микрометрическая резьба с шагом 0,5 мм, а с другой гладкое цилиндри- ческое отверстие, обеспечивающее точное направление перемещения винта. На винт установлен барабан, соединенный с трещоткой, обеспечивающей посто- янное усилие измерения (для микрометрических нутромеров трещотка не уста- навливается). Стопор служит для закрепления винта в нужном положении. От- счетное устройство микрометрических инструментов состоит из двух шкал: продольной и круговой. По продольной шкале отсчитывают целые миллиметры и 0,5 мм, по круговой шкале — десятые и сотые миллиметра. Микрометры из- готавливают в соответствии с ГОСТ 650790.
Индикаторы часового типа (ГОСТ57768) применяют для относитель- ных измерений: проверки радиального и торцевого биения, отклонения формы детали (овальность, конусность, бочкообразность, вогнутость и пр). Они со- держат стержень 4 с нарезанной зубчатой рейкой 6, зубчатые колеса 2, 3, 5 и 7, спиральную пружину 1, стрелку 8. Возвратно-поступательное перемещение измерительного стержня 4 преобразуется в круговое движение стрелки 8 (рису- нок 5).
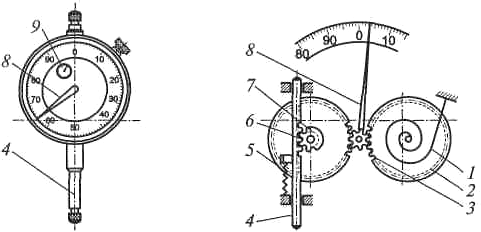
1 — спиральная пружина; 2, 3, 5 и 7 — зубчатое колесо; 4 — стержень; 6 — зубчатая
рейка; 8 и 9 — стрелка
Рисунок 5 – Индикатор часового типа (а) и его схема (б)
Один оборот стрелки соответствует перемещению измерительного стержня на 1 мм. Целые миллиметры отсчитываются по шкале при помощи стрелки 9. Шкала прибора имеет 100 делений, цена деления индикатора равна 0,01 мм.
Индикаторы часового типа выпускают двух классов точности (0 и 1) в двух модификациях: индикаторы типа ИЧ с перемещением измерительного стержня параллельно шкале и индикаторы типа ИТ с перемещением из- мерительного стержня перпендикулярно шкале. Выпускаются также индикаторы часового типа с цифровым (электронным) отсчетом.
 Интерферометры относятся к весьма точным оптико-механическим приборам. Они применяются для проверки концевых мер длины, размеров и формы особо точных изделий и основаны на использовании явления интерференции световых волн. Интерферометры для линейных измерений делятся на контактные (ИКПВ — вертикальные, ИКПГ — горизонтальные) и бесконтактные. Контактные интерферометры имеют одинаковые интерференционные трубки с возможностью регулирования цены деления от 0,05 до 0,2 мкм.
Интерферометры относятся к весьма точным оптико-механическим приборам. Они применяются для проверки концевых мер длины, размеров и формы особо точных изделий и основаны на использовании явления интерференции световых волн. Интерферометры для линейных измерений делятся на контактные (ИКПВ — вертикальные, ИКПГ — горизонтальные) и бесконтактные. Контактные интерферометры имеют одинаковые интерференционные трубки с возможностью регулирования цены деления от 0,05 до 0,2 мкм.
В трубке интерферометра (рисунок 6) свет от лампы 1 направляется конденсором 2 через диафрагму 3 на разделительную полупрозрачную пластину 6.


Часть лучей, пройдя через полупрозрачную пластину 6 и компенсатор 11, отразится от зеркала 12, закрепленного на верхнем конце измерительного стержня 13, и через компенсатор 11 вновь вернется к полупрозрачной пластине 6. Другая часть пучка света, отразившись от рабочей поверхности разделительной полупрозрачной пластины 6, попадает на поворотное зеркало 5 и после отражения также возвратится к полупрозрачной пластине 6. Таким образом, на рабочей поверхности полупрозрачной пластины обе части пучка света интерферируют при небольшой разности хода. Объектив 7 проектирует интерференционную картину полос равной толщины в плоскость сетки 8. Интерференционные полосы и нанесенную на сетку шкалу наблюдают через окуляр 10. Интерференционные полосы равной толщины образуются в результате поворота зеркала 5 на небольшой угол относительно поверхности зеркала 12. При освещении белым светом, на фоне шкалы видна одна черная (ахроматическая) полоса и по обе стороны от нее несколько окрашенных полос убывающей интенсивности. Черная полоса служит указателем при отсчетах по шкале, имеющей по 50 делений в обе стороны от нуля, который смещается пропорционально перемещению измерительного стержня 13.
Приборы для измерения линейных размеров с пневматическим пре- образованием обладают высокой точностью, позволяют производить дистанци- онные измерения в труднодоступных местах, позволяют измерять размеры лег- кодеформируемых деталей. Конструкция расходомера типа «Ротаметр» показана на рисунке 7. Он имеет коническую стеклянную трубку 3 по которой снизу под рабочим давлением 100...200 кПа проходит воздух, поднимающий поплавок 4. Верхняя плоскость поплавка является указателем для отсчета по шкале 5, гра- дуированной в микрометрах. Высота подъема поплавка зависит от скорости прохождения воздуха, которая тем больше, чем больше зазор между торцом из- мерительного сопла 6 и поверхностью объекта измерения 7. Таким образом, каждому значению зазора S соответствует определенное по высоте положение поплавка в трубке. Точность рассмотренных выше приборов во многом зависит от постоянства рабочего давления воздуха.
Приборы для измерения линейных размеров с электромеханическим преобразованием (рис.8) характеризуются наличием единого источника энергии — электрического тока. Широкое распространение в измерительной технике нашли электрические преобразователи, индуктивные, емкостные, электронные ифотоэлектрические приборы. Они отличаются высокой точностью, позволяют вести дистанционные измерения, имеют сравнительно небольшие габаритные размеры. В индукционных приборах – рисунок 8, используется свойство ка- тушки индуктивности изменять свое реактивное сопротивление при изменении величины воздушного зазора в магнитопроводе. Один из элементов магитопровода 2 – якорь 3 выполняют подвижным, а его положение относительно неподвижной части магнитопровода 2 будет определять величину изменения магнитного сопротивления цепи, а следовательно, и реактивного сопротивления катушки 1.

Контрольные вопросы
Для каких целей используют концевые меры длины?
С помощью каких средств измерений можно автоматизировать процесс измерения линейных размеров?
С какой точностью можно определить размер с помощью индикатора часового типа?
Задания
1. Изучите конструкцию приборов для измерения линейных и угловых размеров.
2. Письменно составить конспект изученного материала.
3. Письменно ответить на контрольные вопросы.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

