
, ГПОУ "Читинский техникум отраслевых технологий и бизнеса", г. Чита, Забайкальский край


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 11.09.2025 06:43

Батуев Б. Н.
Преподаватель профмодуля
70 лет
Местоположение
Специализация
10. Ремонт головки цилиндров двигателя
Категория:
Прочее
20.10.2021 17:43

Просмотр содержимого документа
«10. Ремонт головки цилиндров двигателя»
10. Текущий ремонт головки цилиндров двигателя
Основными признаками необходимости ТР двигателя яваляются снижение его мощности или увеличение удельного расхода топлива, ухудшение пусковых качеств, увеличенный расход масла на угар, пониженное давление масла, отдельные отказы и повреждения деталей и механизмов.
Характерные виды ТР, требующие вскрытия внутренних полостей двигателя, - это замена деталей газораспределительного механизма, цилиндропоршневой группы, а также коренных и шатунных подшипников. Возможна также замена прокладок выпускных коллекторов и прокладки головки блока. Допустима одноразовая замена гильз и поршней не более 25 % цилиндров (или двух цилиндров шестицилиндрового дизеля) при остаточном ресурсе дизеля не менее 1000 мото-ч (при меньшем остаточном ресурсе дизель, как правило, направляют в КР). К ТР двигателя относят также работы по восстановлению работоспособности водяного насоса, гидромуфты привода вентилятора, турбокомпрессора и топливной аппаратуры.
Многие ремонтные работы проводят с частичной разборкой двигателя, без снятия его с машины. Сложный ремонт двигателя целесообразно производить в специализированных отделениях на разборочно-сборочном стенде.
Обкатка и испытание двигателя после ремонта выполняются на обкаточно-тормозном стенде, характеристики которого должны соответствовать номинальной частоте вращения и максимальному крутящему моменту коленчатого вала. Обкатка, которая должна выполняться в соответствии с нормативной документацией, включает в себя три стадии: холодную обкатку, обкатку на холостом ходу и обкатку под нагрузкой. При контрольных испытаниях двигателя определяют частоту вращения коленчатого вала, мощность, расход топлива и токсичность.
Головку цилиндров снимают с двигателя для восстановления плотности прилегания клапанов к седлам, устранения заедания их в направляющих втулках, а также для замены пружин клапана или прокладки головки цилиндров и некоторых других деталей, например уплотнительных колец гильз цилиндров.
При снятии головки цилиндров необходимо соблюдать установленную последовательность отвертывания гаек крепления. Индивидуальные головки цилиндров двигателей нумеруют.
Очистив от нагара и накипи, замеряют коробление головки цилиндров на поверочной плите и утопание тарелок клапанов. Максимально допустимое коробление составляет 0,12... 0,20 мм (номинальное 0,05... 0,10 мм) в зависимости от марки двигателя.
Клапанный механизм разбирают с помощью специального приспособления, при этом снятые клапаны маркируют, так как недопустима раскомплектация сопряжения клапан - седло клапана.
При замене направляющих втулок или наличии задиров и раковин на поверхности клапанных гнезд их обрабатывают с помощью
набора фрез в последовательности, показанной на рис. 10.1, или шлифуют с помощью специального приспособления. Ширина рабочей фаски гнезда для впускных клапанов должна быть 2,0...2,5 мм, а для выпускных 1,5 ...2,0 мм. При шлифовании замеряют степень утопания нового клапана.
Рис. 10.1. Последовательность (I... IV) фрезерования клапанных гнезд
При наличии следов прогара и раковин на фасках клапанов их рабочую поверхность шлифуют на специальных шлифовальных станках под определенным углом в зависимости от марки двигателя, после чего ширина цилиндрической части тарелки клапана должна быть не менее 0,5 мм; в противном случае клапан заменяют.
После обработки тарелки клапана и его гнезда их взаимно притирают на станке или с помощью пневматического приспособления. Притирка производится до появления на фасках клапана и седла равномерного матового (притертого) пояска шириной не менее 1,5 мм (рис. 10.2).
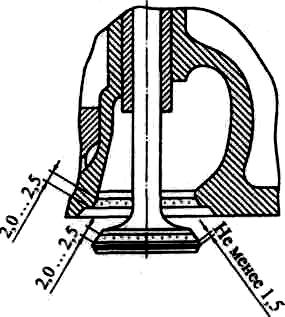
Рис. 10.2. Схема притирки клапана и гнезда клапана
При сборке головки цилиндров клапаны в направляющие устанавливают в соответствии с имеющейся маркировкой деталей и гнезд. После сборки контролируют герметичность клапанов, заливая керосин в их окна, или с помощью приспособления, подводящего сжатый воздух во впускной и выпускной каналы головки цилиндров.
Перед установкой головки цилиндров на двигатель протирают привалочные плоскости картера и головки, а также смазывают чистым моторным маслом гильзы цилиндров. Прокладки головки цилиндров предварительно смазывают герметиком или графитовой пастой.
Затяжку гаек шпилек (или болтов) крепления выполняют в несколько приемов в соответствии с имеющейся схемой. Момент затяжки зависит от марки дизеля и обычно составляет 16...24 Н∙м. Необходимо также проверить и отрегулировать зазоры клапанов и зазоры в механизмах декомпрессора.
1








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

