

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№125 Техника наплавки

Просмотр содержимого документа
«№125 Техника наплавки»
Техника наплавки.
Должна обеспечить максимальную производительность и хорошее формирование наплавленного слоя, позволяющее уменьшить припуски на механическую обработку после наплавки.
Производительность наплавки зависит от способа ее выполнения. Например, при pучной наплавке покрытыми электродами производительность составляет 0,8 — 3 кг/ч, при автоматической под флюсом от 2 до 15кг/ч, при электрошлаковой проволочным электродом — от 20 до 60кг/ч и электродом большого сечения — до 150кг/ч.
При наплавке плоских поверхностей целесообразно применять широкие валики, т. е. вести процесс с колебательными движениями электрода.
Наплавку можно вести также узкими валиками на некотором расстоянии один от другого, без удаления шлака с каждого валика. Шлак удаляют со всех валиков, затем наплавляют валики в свободных промежутках.
Наплавку тел вращения производят вдоль образующей или круговыми валиками. При наплавке покрытыми электродами ось детали располагают горизонтально, при наплавке открытой дугой шланговым полуавтоматом — вертикально. Наплавку по винтовой линии целесообразно выполнять при диаметре детали не более 100мм.
При наплавке зернистых порошков (сталинита, вокара, боридной смеси, порошкообразного сормайта, порошков марок ПН-АН20, ПН-АН31, ПН-АН32 и др.) используют угольный электрод. Предварительно рабочая поверхность очищается от ржавчины, масла и грязи. Затем на поверхность детали насыпается тонкий слой (0,2 — 0,3мм) прокаленной буры (флюса) и слой порошка сплава (шихты) высотой 2 — 7мм и шириной 30 — 40мм. Этот слой разравнивается и слегка уплотняется гладилкой.
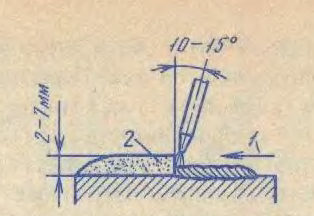 Процесс сплавления крупинок сплава с поверхностью детали производится угольной дугой постоянного тока на прямой полярности или переменным током с осциллятором. Совершая плавные поперечные и поступательные движения угольным электродом, можно достичь относительно ровной поверхности наплавленного слоя (рис. 1).
Процесс сплавления крупинок сплава с поверхностью детали производится угольной дугой постоянного тока на прямой полярности или переменным током с осциллятором. Совершая плавные поперечные и поступательные движения угольным электродом, можно достичь относительно ровной поверхности наплавленного слоя (рис. 1).
Рис. 1. Положение угольного электрода в процессе наплавки порошковых сплавов:
1 — общее направление наплавки.
2 — слой шихты.
Высота наплавленного слоя уменьшается по сравнению с высотой шихты на 60 — 65% для сталинита, на 35 — 50% для вокара, на 70 — 80% для боридной смеси. Можно производить наплавку в несколько слоев, однако общая толщина наплавленного слоя (во избежание трещин и выкрашивания кусков сплава при эксплуатации) не должна превышать 5 — 6мм для сталинита, 3 — 4мм для вокара и 1,4—1,7мм для боридной смеси.
Порошкообразные сплавы можно наплавлять и металлическими электродами, например типа Э42, но в этом случае твердость наплавки понизится.
При ручной наплавке применяют также трубчатые электроды из порошковой проволоки.
Комплекты видеоуроков для учителей







© 2021, Кварацхелия Георгий Владимирович 836 68
Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

