
Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 27.10.2021 08:31

Резник Алексей Петрович
мастер производственного обучения
58 лет
Местоположение
304 Учебная практика 07.10.2021
Категория:
Прочее
06.10.2021 12:12

Просмотр содержимого документа
«304 Учебная практика 07.10.2021»
Сварка стыкового соединения со скосом кромок.
Данные сварные соединения очень часто применяются при сварке. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
При первом проходе сварочный ток должен быть достаточно большим. Положение электрода показано на рис. 2.45, а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 2.45, б). Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Требуется контролировать, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.

Рис. 2.45. Положение электрода при сварке стыкового соединения со скосом кромок в вертикальном положении (а), поперечные колебания (б) и траектория движения электрода (в)
Для второго и третьего проходов сварочный ток может быть увеличен. Положение электрода аналогично сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рисунке 2.45, в показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, а перемещения электрода ограничивать в пределах ширины сварного шва. Для предотвращения появления подрезов применяются остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 2.46, а) или однопроходным швом с поперечными колебаниями (рис. 2.46, б). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
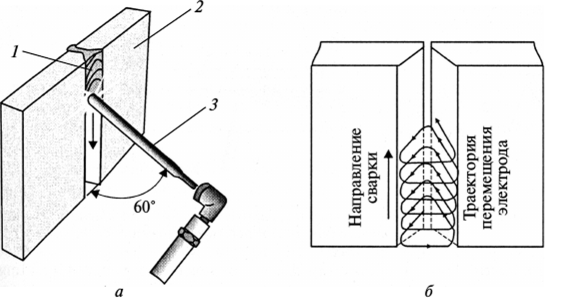
Рис. 2.46. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (6):
1 — шов; 2 — изделие; 3 — электрод








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

