
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине МДК.01.01 «Технологические процессы изготовления деталей машин. Лекция 23 «Погрешности базирования»
Категория:
Технология
26.09.2018 12:43

Просмотр содержимого документа
«Курс лекций по дисциплине МДК.01.01 «Технологические процессы изготовления деталей машин. Лекция 23 «Погрешности базирования»»
Курс лекций по дисциплине МДК.01.01
«Технологические процессы изготовления деталей машин.
Лекция 23 «Погрешности базирования»
Погрешность базирования - это отклонение фактически достигнутого положения заготовки при базировании от заданного, или требуемого.
Погрешность базирования возникает в следующих случаях:
1. При несовпадении измерительной и технологической баз (см. пример 1 и 3);
2. При смещении измерительной базы, вызываемом смещением технологической базы (см. пример 2).
Пример 1: Фрезерование паза призматической детали в размеры A и B с использованием концевой фрезы (см. рис. 4.1).
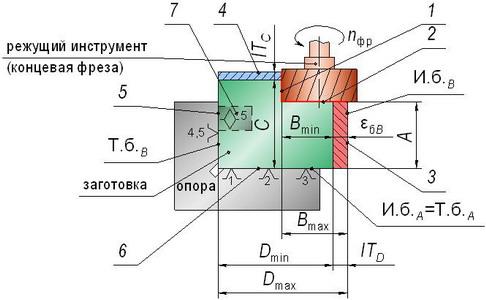
Рис. 4.1 Фрезерование паза призматической детали: 1, 2 - обрабатываемые поверхности; A, B - размеры обработки; C, D - габаритные размеры заготовки; 3, 4 - свободные поверхности; 5, 6, 7 - базовые поверхности
Перед механической обработкой заготовки на настроенном станке (С, Кс, М производства), режущий инструмент (на рис. 4.1 - концевая фреза) настраивается на размеры обработки (на рис. 4.1 - размеры A и B), а затем проводится обработка всей партии заготовок (n 2 шт.). В результате такой "массовой" обработки погрешность базирования входит в допуск на выполняемый размер. Поэтому важно исключить погрешность базирования из процесса обработки.
При нахождении погрешностей базирования необходимо учитывать выбранную схему базирования.
Комплект технологических баз (см. рис. 4.1):
- установочная технологическая база (т. б.) (опорные точки 1, 2, 3);
- направляющая т. б. (опорные точки 4, 5);
- опорная т. б. (точка 6).
Анализ погрешностей базирования проводится для всех размеров обработки.
В данном случае (см. рис. 4.1) проводится фрезерование паза в размеры A и B.
Анализ погрешностей базирования (см. рис. 4.1):
1. Погрешность базирования размера A равняется нулю, т.к. измерительная база (поверхность 6) совпадает с технологической базой (поверхность 6). Краткая форма записи этого выражения:![]()
Размер A измеряется между поверхностями 6 и 2, при этом положение поверхности 6 не изменяется, а положение поверхности 2 изменяется при обработке и определяется допуском ITA на размер A.
Поверхность 6 - технологическая база, т.е. поверхность, по которой деталь устанавливается в приспособление.
Поверхность 6 - измерительная база, т.е. поверхность, от которой измеряется полученный размер.
2. Погрешность базирования размера B не равняется нулю, т.к. измерительная база (поверхность3) не совпадает с технологической базой (поверхность 5):![]()
Положение поверхности 5 остаётся неизменным, а положение измерительной базы (поверхности 3) зависит от размера D и формирует погрешность базирования на размер B:![]()
Вывод:
погрешность базирования равна сумме допусков размеров, связывающих измерительную базу с технологической базой.
Чтобы исключить погрешность базирования на размер необходимо при выборе схемы базирования устанавливать опорные точки на измерительные базы.
Так на рисунке 4.2 показаны два варианта назначения схемы базирования: в одном случае погрешность базирования возникает, а в другом нет.
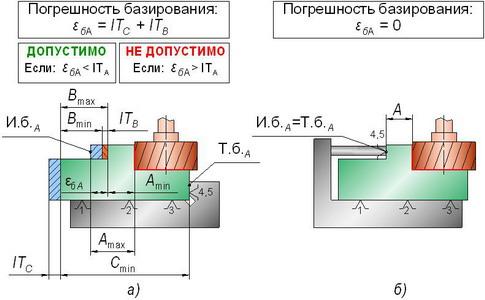
Рис. 4.2 Фрезерование паза призматической детали: а - погрешность базирования возникает; б - погрешность базирования отсутствует
Погрешность базирования может быть допущена технологом (см. рис. 4.2, а - "допустимо"), если в итоге погрешность установки меньше допуска на выполняемый размер.
При этом нужно учитывать то, что на допуск выполняемого размера влияет набор факторов помимо погрешности установки: погрешности оборудования, наладки, режущего инструмента и т.д.
Поэтому необходимо исключить погрешности базирования на стадии проектирования технологического процесса.
Пример 2: Фрезерование паза цилиндрической детали в размер A с использованием концевой фрезы. Установка детали производится в призме (см. рис. 4.3).
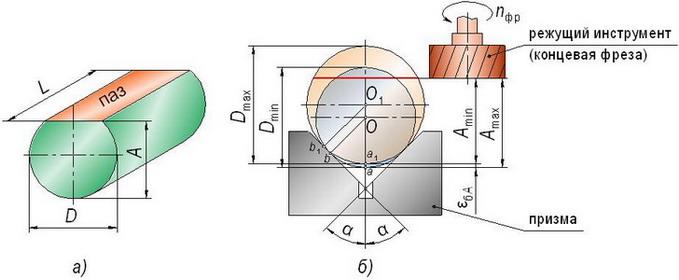
Рис. 4.3 Фрезерование паза цилиндрической детали
При фрезеровании цилиндрической заготовки (см. рис. 4.3) диаметром Dmin, положение технологической базы определяется точкой b, а при фрезеровании заготовки диаметромDmax, положение технологической базы переходит в точку b1.
При настройке режущего инструмента на размер A проводилось фрезерование заготовки диаметром Dmax, и положение измерительной базы определялось точкой a1.
При фрезеровании заготовки диаметром Dmin измерительной базой становится точка a.
В конкретном примере, погрешность базирования размера A возникает за счет изменения положения измерительной базы:
![]()
Тогда, необходимо рассчитать расстояние aa1:![]()
Допуск на диаметр D определяется выражением:![]()
Тогда, выполняется подстановка выражений: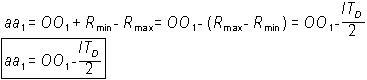
Далее определяется расстояние между центрами окружностей OO1 из прямоугольных треугольников cbOи cb1O1:
Далее выполняется подстановка OO1 в выражение aa1:
Глубина паза A цилиндрической детали, показанной на рисунке 4.3, задаётся конструктором от нижней точки, но возможны и другие варианты проставки этого размера: от верхней точки B или от оси детали C. При этом погрешности базирования этих размеров, когда деталь устанавливается в призму по схеме рисунка 4.3, будут различаться (см. рис. 4.4).
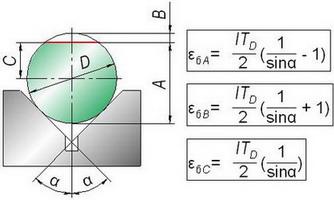
Рис. 4.4 Варианты простановки размеров на глубину паза, отверстия, лыски
Из рисунка 4.4 видно, что максимальная погрешность базирования возникает в случае простановки глубины паза от верхней точки.
Пример 3: Сверление отверстия ступицы в размер A. Установка детали производится на плоскость и цилиндрический палец (см. рис. 4.5).
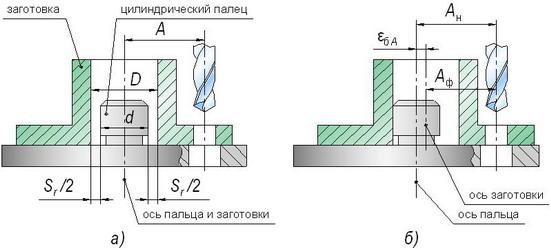
Рис. 4.5 Сверление отверстия ступицы: а - зазор распределен равномерно; б - зазор распределен с одной стороны; A, Aн - размер наладки сверла; Aф - фактический размер, получаемый при сверлении; d- диаметр цилиндрического пальца; D - диаметр отверстия заготовки
На рисунке 4.5 два крайних варианта установки заготовки типа "ступица" на плоскость и цилиндрический палец по посадке с зазором:
1. Случай 1 (см. рис. 4.5, а): заготовка была установлена рабочим ровно по своей оси, при этом погрешность базирования размера A равняется нулю:
![]()
2. Случай 2 (см. рис. 4.5, б): заготовка была сдвинута рабочим к установочной поверхности пальца, при этом возникла погрешность базирования, которая характеризуется несовпадением осей заготовки и пальца при установке:
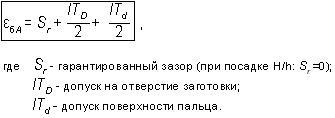
Погрешность приспособления
определяется следующим выражением:
1. Черновая база всегда должна использоваться для обработки установочных баз. Черновыми установочными базами могут служить поверхности, относительно которых при первой операции обрабатываются чистовые базы.
2. В качестве черновых баз у заготовок, следует принимать поверхности с наименьшими припусками. Не следует принимать за черновые базы поверхности разъема, а также неровные поверхности со следами от прибылей, литников и другими дефектами.
3. Чистовые установочные базы следует выбирать так, чтобы они совпадали с конструкторскими - принцип совмещения баз. Это исключает погрешности базирования. Чистовые базовые поверхности должны иметь наибольшую точность формы и размеров и малую шероховатость.
4. Установочные базы должны обладать наибольшей устойчивостью при базировании и обеспечивать наименьшие деформации заготовки от зажатия и воздействия силы резания.
5. При выборе чистовых баз необходимо стремиться к тому, чтобы обработку поверхностей на всех операциях (установах) осуществлять с использованием одних и тех же установочных баз. Это требование называется принципом постоянства баз.
Схема простановки размеров при назначении конструкторской базы в значительной степени предопределяет последовательность обработки и выбор установочных баз, тип режущего инструмента, конструкцию приспособлений и т. д.
При разработке техпроцесса выбирают исходные технологические и измерительные базы для каждой операции. Обработку деталей начинают с той поверхности, которая будет служить установочной базой для дальнейших операций.
На первой операции в качестве установочной базы обычно принимают необработанную поверхность (черновую базу).
Если все операции обработки выполнены при одной и той же установочной базе, то используется принцип постоянства баз. Он состоит в том, что для выполнения всех операций обработки деталей используют одну и ту же базу, при этом достигается наибольшая точность.
При выборе как установочных, так и измерительных баз руководствуются принципом совмещения баз: в качестве технологических баз использовать конструкторскую базу, или в качестве измерительной базы – установочную базу.
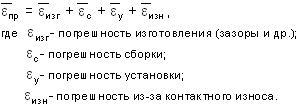
Погрешности базированияСущественное влияние на отклонение номинальных от заданных размеров оказывают также базирование заготовки и способ ее закрепления. Погрешность базирования детали Δбаз и погрешность закрепления Δзакр – погрешность установки: Δуст= Δбаз +Δзакр≤ δ – допуск на размер.
Погрешность закрепления образуется при зажатии детали. Погрешность базирования возникает в результате базирования. Для приближенного определения погрешности базирования используют формулу: Δбаз(доп)≤δ-Δзакр, где δ – допуск на размер, Δзакр - величина погрешности закрепления.
|
| Вопросы для самопроверки |
|
|
|
| 1 | Погрешность базирования…….. |
| 2 | Погрешность базирования возникает в следующих случаях: |
| 3 | Комплект технологических баз …… |
| 4 | Для каких размеров проводится анализ погрешностей базирования? |
| 5 | Чтобы исключить погрешность базирования на размер необходимо ….. |
| 6 | Черновая база всегда должна использоваться для обработки …….. |
| 7 | В качестве черновых баз у заготовок, следует принимать поверхности ……….. |
| 8 | Чистовые установочные базы следует выбирать так, чтобы …. |
| 9 | Установочные базы должны обладать …………… |
| 10 | При выборе чистовых баз необходимо стремиться к ……… |
|
|
|







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

