
Россия, Балаково


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 03.02.2022 09:33

Проценко Михаил Васильевич
Мастер п.о
70 лет
Местоположение
Гр.304 Учебная практика УП-02
Категория:
Прочее
12.10.2021 17:38

Просмотр содержимого документа
«Гр.304 Учебная практика УП-02»
Тесты для сварщиков с ответами
1. Чем определяются свойства сварного соединения?
- Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
- Техническими характеристиками использованных электродов
- Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
- Для экономии металла
- Для более удобного проведения сварочных работ
- Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
- 65-75 градусов
- 15-20 градусов
- 30-45 градусов
4. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
- Тонкое покрытие - М, среднее покрытие - С, толстое покрытие - Д, особо толстое покрытие - Г
- Без покрытия - ТО, среднее покрытие - СР, толстое покрытие - ТЛ, особо толстое покрытие - ОТЛ
- Без покрытия - БП, тонкое покрытие - Т, среднее покрытие - С, толстое покрытие - ТТ, особо толстое покрытие – ТТТ
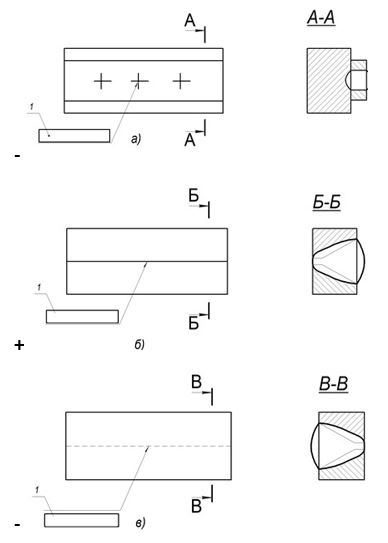
5. На каком из чертежей изображен видимый сварной шов?
6. При выполнении ручной дуговой сварки непровары возникают из-за:
- Высокой скорости выполнения работ, недостаточной силы сварочного тока
- Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
- Неправильного подбора электродов, чрезмерно большой силы сварочного тока
7. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
- Качество оплавления металла
- Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
- Внутренние напряжения металла
8. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
- 25 м
- 20 м
- 15 м
9. Конструктивными характеристиками разделки кромок являются:
- Притупление, угол скоса кромки
- Температура плавления металла, глубина проварки
- Угловатость, угол скоса кромки
10. Остаточные сварочные деформации – это:
- Деформации, которые связаны с дефектами электродов
- Деформации, которые остаются после завершения сварки и полного остывания изделия
- Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
11. Какой дефект сварного шва изображен на рисунке?

- Несплавление
- Непровар
- Неправильная разделка кромок
12. Прожоги образуются по причине:
- Несоответствия силы сварочного тока и толщины свариваемых элементов
- Неправильно подобранных электродов
- Неправильно подобранного размера сварочной ванны
тест-13. Перечислите типы сварных соединений.
- Стыковые, тавровые, угловые, внахлест
- Плоские, угловые, стыковые, объемные
- С нахлестом, без нахлеста
14. Опишите принцип заземления сварочного оборудования.
- К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
- Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
- Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
15. Методы контроля степени воздействия на материал сварного соединения бывают:
- Разрушающими и неразрушающими
- Радиографическими и ультразвуковыми
- Статическими и динамическими
16. Наплыв в металле шва – это:
- Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
- Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
- Отклонение линейных размеров шва от эталонных (назначенных в чертежах)








© 2021, Проценко Михаил Васильевич 117 0
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ


