Россия, Буйнакск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 03.04.2026 13:34

Атаева Шагризат Мухудиновна
учитель информатики
56 лет
Местоположение
Группа 2-5 Метрология с 8 по 16.04.2020г
Категория:
Труд (технология)
15.04.2020 11:53

Просмотр содержимого документа
«Группа 2-5 Метрология с 8 по 16.04.2020г»
План урока
Урок № ______
Предмет: ОП.09 метрологияДата проведения: 16.04.2020 год.
Группа № 2-5
Специальность: эсм
Преподаватель: Абдулгалимов Солтанмурат
Тема урока: Шлицевые соединения.
Шлицевое соединение – вид соединения валов со втулками по поверхностям сложного профиля с продольными выступами (шлицами) и впадинами. Обычно шлицевые соединения используют для передачи крутящих моментов в соединениях вала с зубчатым колесом (блоком зубчатых колес), со шкивом, полумуфтой или другой деталью. Как правило, это подвижные соединения, в которых втулка может перемещаться в осевом направлении, а шлицевые поверхности используют как направляющие для продольного перемещения деталей. Однако возможно и применение неподвижных шлицевых соединений.
Технологически шлицевые соединения сложнее шпоночных, но обеспечивают хорошее центрирование втулки на валу и позволяют передавать значительные вращающие моменты, поскольку большое число шлиц обеспечивает меньшую концентрацию напряжений.
На уровне межгосударственных стандартов стандартизованы элементы деталей и соединений с прямобочной (ГОСТ 1139-80 «Соединения шлицевые прямобочные. Размеры и допуски») и эвольвентной (ГОСТ 6033-80 «Соединения шлицевые эвольвентные с углом профиля 30°. Размеры, допуски и измеряемые величины») формой профиля зубьев. Наиболее широко распространены прямобочные шлицевые соединения с четным числом шлиц.
Выбор типа шлицевых соединений связан с конструктивными и технологическими особенностями соединений. Шлицевые валы обычно обрабатывают инструментом, имеющим форму впадины или ее части (фасонная фреза, шлифовальный круг), а шлицевые отверстия чаще всего получают с помощью обработки протяжками – специальным многолезвийным режущим инструментом, образующим полный профиль отверстия за один проход инструмента.
Шлицы с эвольвентным профилем зуба имеют повышенную прочность благодаря утолщению зуба к основанию, но сложность получения эвольвентных зубьев вала и впадин втулки выше.
Шлицевые соединения должны обеспечить соосность функционально важных поверхностей втулки и вала. В шлицевых соединениях посадки могут осуществляться по трем поверхностям: по наружной цилиндрической поверхности (размер D), внутренней цилиндрической поверхности (размер d) и по боковым поверхностям впадин втулки и шлиц вала (размер b). При одновременном сопряжении по трем поверхностям нужны очень высокие требования к точности всех элементов по размерам, форме и расположению, которые могут рассматриваться как функционально неоправданные. Поэтому для любого шлицевого соединения введены «центрирующие» и «нецентрирующие» поверхности (понятия отражают степень участия поверхностей в обеспечении взаимного расположения сопрягаемых деталей). По нецентрирующим элементам назначают грубые посадки с большими зазорами или обеспечивают зазор по номиналу, что существенно удешевляет соединение без потерь функциональной точности.
Существуют три способа центрирования сопрягаемых прямобочных шлицевых втулки и вала: по наружному диаметру D; по внутреннему диаметру d; по боковым сторонам зубьев b.
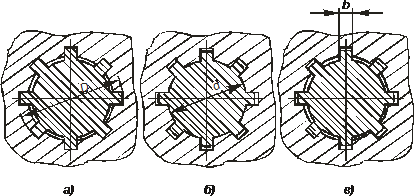
В этом случае поверхность шлицевого отверстия может быть окончательно обработана высокопроизводительными и точными методами протягивания или калибрования. Шлицевый вал можно получить фрезерованием с последующей термообработкой (например, закалкой) и шлифованием по диаметру D.
Если необходима повышенная износоустойчивость шлицевой поверхности втулки, она должна иметь высокую твердость, значит, обработка чистовой протяжкой неприменима. В таком случае прибегают к центрированию по d и отверстие во втулке шлифуют на внутришлифовальном станке.
Центрирование по ширине b, при котором точность центрирования ниже, чем по другим элементам, целесообразно применять при передаче больших крутящих моментов в условиях переменных нагрузок, например, при частом реверсировании направления вращения или старт-стопных режимах работы. Минимальные зазоры между зубьями и впадинами служат для предотвращения больших динамических нагрузок с ударами.
В зависимости от нагруженности шлицевого соединения с прямобочным профилем выбирают его серию (легкая, сред-няя, тяжелая), чем определяют размеры и число зубьев (шлиц) z. При одном и том же внутреннем диаметре более тяжелая серия отличается увеличенной высотой зуба (шлица) и соответственно наружного диаметра. Тяжелая серия имеет большее число шлиц по сравнению со средней.
Выбор посадок в шлицевых соединениях зависит от требований к точности центрирования и принятого способа центрирования. Посадки в прямобочных шлицевых соединениях нормированы ГОСТ 1139, а эвольвентных – ГОСТ 6033.
Для эвольвентных шлицевых соединений предусмотрены возможности центрирования по боковым поверхностям зубьев и по наружному диаметру.
Поля допусков боковых поверхностей зубьев для эвольвентных шлицевых соединений нормируют не квалитетами, а степенями точности (7...11). Обозначение полей допусков раз-меров ширины эвольвентной впадины втулки и толщины эвольвентного зуба вала включает число (степень точности), за которым следует буква (основное отклонение). Поля допусков по боковым поверхностям зубьев элементов эвольвентных шлицевых соединений приведены в ГОСТ 6033.
Особенностью полей допусков боковых поверхностей зубь-ев эвольвентных шлицевых соединений является то, что устанавливаются два вида допусков ширины впадины втулки и толщины зуба вала:
Т – суммарный допуск, включающий отклонение собственно ширины впадины (толщины зуба) и отклонение формы и расположения элементов профиля впадины (зуба), контролируемый комплексным калибром;
Te (Ts) – допуск собственно ширины впадины втулки (тол-щины зуба вала), контролируемый отдельно в случаях когда не применяется комплексный калибр.
Допуски и основные отклонения для диаметров окружности впадины втулки D и окружности вершин зубьев вала d заимствованы из ГОСТ 25346.
При назначении допусков формы и расположения элементов шлицевых соединений можно руководствоваться следующими рекомендациями (рис. 27):
1) для прямобочных шлицевых соединений:
· допуски параллельности плоскости симметрии зубьев вала и пазов втулки относительно оси центрирующей поверхности не должны превышать на длине 100 мм: 0,03 мм – в соединениях повышенной точности, определяемой допусками размеров b от IТ6 до IT8; 0,05 мм – в соединениях нормальной точности при допусках размеров b от IT9 до IT10. При центрировании по боковым сторонам шлиц выбирают дополнительную базу – ось одной из нецентрирующих поверхностей шлицевого вала (обычно с более жестким допуском),
· допуски радиального биения центрирующих поверхностей шлицев относительно общей оси посадочных поверхностей под подшипники следует назначать по 7-й степени точности ГОСТ 24643 при допусках центрирующих поверхностей 6...8 квалитетов и по 8-й степени точности при допусках центрирующих поверхностей 9...10 квалитетов;
2) для эвольвентных шлицевых соединений предельные значения радиального биения Fr и допуска направления зуба Fβ следует принимать по ГОСТ 6033.
Параметры Ra шероховатости (ГОСТ 2789) для поверхностей элементов прямобочных и эвольвентных шлицевых соединений должны быть согласованы с самыми жесткими допусками макрогеометрии и не превышать по параметру Ra значений 1,25 мкм для центрирующих поверхностей, 2,5 мкм для нецентрирующих боковых поверхностей шлиц подвижных соединений; 4,0 мкм для нецентрирующих боковых поверхностей шлиц неподвижных соединений и 10 мкм для нецентрирующих цилиндрических поверхностей шлиц.
![]()
![]()
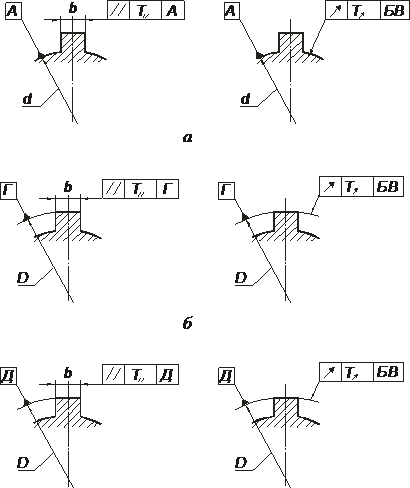
Рис. Обозначения допусков параллельности и радиального биения
элементов наружной шлицевой поверхности:
а – при центрировании по внутреннему диаметру;
б – при центрировании по наружному диаметру;
в – при центрировании по боковым сторонам шлиц.
База БВ – общая ось посадочных поверхностей вала (посадочных
поверхностей под подшипники).
База Д – ось выбранной нецентрирующей поверхности шлицевого вала при центрировании по боковым сторонам шлиц
Обозначения прямобочных шлицевых соединений валов и втулок содержат букву, обозначающую поверхность центрирования, число зубьев и номинальные размеры d, D и b, за которыми следуют обозначения посадок. Пример условного обозначения шлицевого соединения с числом зубьев z = 6, внутренним диаметром d = 28 мм, наружным диаметром D = 34 мм, шириной зуба b = 7 мм, с центрированием по внутреннему диаметру, с посадкой по диаметру центрирования H7/f7 и по размеру b – D9/f8:
d – 6×28 H7/ f7×34 H12/a11×7 D9/f8.
При центрировании по наружному диаметру с посадкой по диаметру центрирования H8/h7 и по размеру b – F10/h9:
D – 6×28×34 H8/h7×7 F10/h9.
При центрировании по боковым сторонам профиля:
b – 6×28×34 H12/a11×7 D9/h8.
Условные обозначения требований к точности эвольвентных шлицевых соединений содержат: номинальный диаметр соединения D; обозначение посадки соединения (указывают обозначения полей допусков), помещаемое после размеров центрирующих элементов, обозначение стандарта.
Пример условного обозначения эвольвентного шлицевого соединения D = 50 мм; m = 2 мм, с центрированием по боковым поверхностям зубьев:
50×2×9H/9g ГОСТ 6033-80.
То же с центрированием по наружному диаметру, с посадкой по центрирующему диаметру Н7/g6 и посадкой по нецентрирующим поверхностям зубьев 9H/9h:
50×H7/g6×2 ГОСТ 6033-80.То же с центрированием по внутреннему диаметру, с посадкой Н7/g6 и посадкой по нецентрирующим боковым поверхностям зубьев 9H/9h:i 50×2×H7/g6 ГОСТ 6033-80.
Домашнее задание: сделай конспект и ответь на контрольные вопросы.
контрольные вопросы:
1. что такое шлицевое соединение и каково его назначение ?
2. перечислите виды шлицевых соединений ?
Жду ваши ответы и вопросы на адрес электронной почты:
soltanmurat1960@mail.ru
План урока
Урок № ______
Предмет: ОП.09 метрологияДата проведения: 15.04.2020 год.
Группа № 2-5
Специальность: эсм
Преподаватель: Абдулгалимов Солтанмурат
Тема урока: Шпоночные соединения.
Шпонки в подвижных соединениях могут быть закреплены на втулке и служат для передачи крутящего момента или для предотвращения поворота втулки в процессе ее перемещения вдоль неподвижного вала, как это сделано у кронштейна тяжелой стойки для измерительных головок типа микрокаторов. В этом случае направляющей является вал со шпоночным пазом.
В отличие от соединений «вал – втулка» с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения являются разъемными. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке. Поперечное сечение шпоночного соединения с призматической шпонкой представлено ниже.
|
| |
|
|
|

Рис. Сечение шпоночного соединения с призматической шпонкой
Для размещения шпонки необходимы соответствующие конструктивные элементы (в данном случае – пазы) на валу и во втулке. На поперечном сечении шпоночного соединения показаны три посадки: центрирующее соединение вал – втулка (Ø20 Н7/js6) и два соединения по ширине шпонки: шпонка – паз вала (6 N9/h9) и шпонка – паз втулки (6 Js9/h9).
В размерной цепи по высоте шпонки специально предусмотрен зазор по номиналу (суммарная глубина пазов втулки и вала больше высоты шпонки). Если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу, по длине шпонки образуется соединение с нулевым гарантированным зазором Н15/h14 (на рисунке не показано).
Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это гладкое цилиндрическое соединение, которое можно назначить с очень малыми зазорами или с небольшими натягами, следовательно, предпочтительно использование переходных посадок.
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные. Сегментные и клиновые шпонки обычно используют в неподвижных соединениях. Призматические шпонки дают возможность получать как подвижные, так и неподвижные соединения. Основные размеры, характеризующие призматическое шпоночное соединение, показаны ниже.
Размеры сечений шпонок и пазов стандартизованы и выбираются по соответствующим стандартам в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями его работы. В стандартах на шпонки некоторых видов предусмотрены разные исполнения, например, призматические шпонки с двумя закругленными торцами, с одним закругленным торцом и с незакругленными торцами, сегментные шпонки «полные» и со срезанным краем сегмента.

Рис. Основные размеры соединения c призматической шпонкой, где
h – высота шпонки; t1 – глубина паза вала; t2 – глубина паза втулки;
b – ширина шпонки и пазов втулки; d – диаметр сопряжения;
l – длина шпонки и паза вала
Длины призматических шпонок l по ГОСТ 23360-78 «Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки» выбирают из ряда: 6, 8, 10, 12, 14, 16,
18 и далее до 500 мм с полем допуска h14. Для длины L шпоночного паза установлено поле допуска Н15.
Стандарт устанавливает следующие поля допусков размеров шпонок:
· ширины b h9;
· высоты h h9, а при высоте h свыше 6 мм h11.
Стандартом установлены три вида шпоночных соединений (нормальное, свободное и плотное) и соответствующие поля допусков ширины шпоночных пазов.
Свободное соединение используют для обеспечения неответственных конструкций, а также для подвижных соединений со шпоночными соединениями, работающими как направляющие продольного перемещения. Нормальные шпоночные соединения применяют в большинстве изделий, если к ним не предъявляются особые функциональные требования. Плотное соединение назначают для предотвращения больших динамических нагрузок при выборке зазоров в соединениях по ширине шпонки с ударами. Такие условия работы встречаются в изделиях со старт-стопными режимами или с частым реверсированием направления вращения валов.
Для обеспечения качества шпоночного соединения, которое зависит от точности расположения пазов вала и втулки, назначают допуски симметричности и параллельности плоскости симметрии паза относительно плоскости, проходящей через ось посадочной цилиндрической поверхности. Допуски указывают в соответствии с ГОСТ 2.308-79 «Единая система конструкторской документации. Указание на чертежах допусков формы и расположения повер
Обычно шпонки устанавливают в пазах на валу по неподвижной, а втулки — по одной из подвижных посадок. Натяг шпонки необходим, чтобы шпонка не выпадала при монтаже и не передвигалась при эксплуатации, а зазор при втулке, — чтобы компенсировать неизбежные неточности размеров, формы и взаимного расположения пазов. В машиностроении наибольшее применение получили соединения с призматическими шпонками. Их размеры и размеры шпоночных пазов нормируются ГОСТ 23360-78 «Шпонки призматические. Размеры, допуски и посадки». Предельные отклонения размеров призматических шпонок по ширине и высоте установлены для трех исполнений шпонок (рис. 10.2):
• с закруглениями по обоим концам (И);
• прямоугольные (В);
• с закруглением на одном конце (С).

Рис. 10.2. Виды исполнений шпонок
Все виды шпоночных соединений образуются в системе вала. Вид соединения выбирается в зависимости от его функционального назначения с учетом технологии сборки. Для предпочтительного применения стандартом предусмотрено три вида соединения (рис. 10.4):
1. Свободное — соединение с гарантированным зазором для возможности перемещения втулки вдоль вала со шпонкой. Соединение подвижное. Для ширины паза на валу задается поле допуска Н9, для ширины паза втулки — Z)10.
2. Нормальное — соединение с переходной посадкой, с большей вероятностью в получении зазора, не требующее частых разборок. Соединение неподвижное. Для ширины паза на валу задается поле допуска N9, для ширины паза втулки — J9.
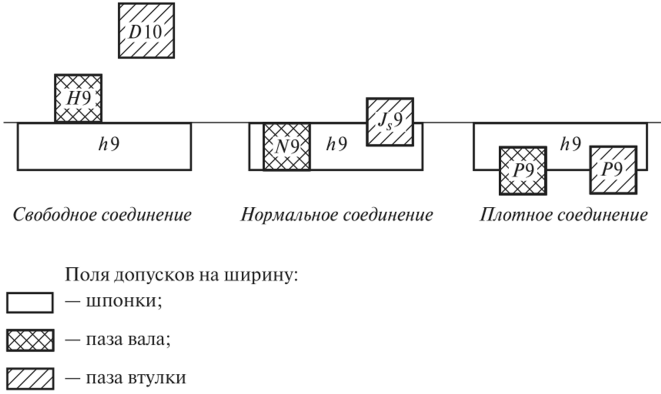
Рис. 10.4. Посадки шпоночных соединений
3. Плотное — соединение с переходной посадкой, с приблизительно равной вероятностью получения зазоров и натягов, применяющееся при редких разборках и реверсивных нагрузках. Соединение неподвижное. Для ширины паза вала и втулки задается одно поле допуска Р9.
Длина пазов вала и отверстия под шпонку изготавливается с полем допуска Я15, глубина пазов вала и отверстия — с полем допуска Я12.
К местам установок шпонок предъявляются дополнительные требования (рис. 10.5) по расположению поверхностей.
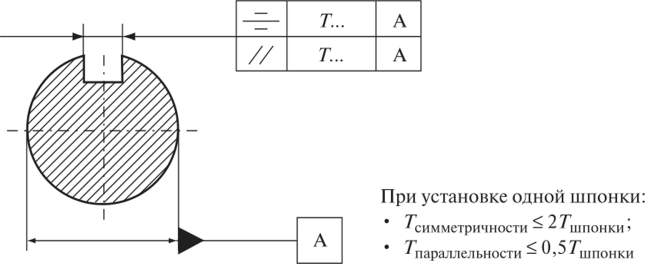
Рис. 10.5. Требования к расположению поверхностей под установку шпонок
Домашнее задание: сделай конспект и ответь на контрольные вопросы.
контрольные вопросы:
1. что такое шпоночное соединение и каково его назначение ?
2. как обозначаются шпоночные соединения на чертежах?
Жду ваши ответы и вопросы на адрес электронной почты:
soltanmurat1960@mail.ru
План урока
Урок № ______
Предмет: ОП.09 метрологияДата проведения: 09.04.2020 год.
Группа № 2-5
Специальность: эсм
Преподаватель: Абдулгалимов Солтанмурат
Тема урока: Посадки подшипников качения.
Выбор правильной посадки, обеспечение требуемой чистоты и значения допусков размеров поверхностей под подшипники является ключевым фактором, обеспечивающим долговечность, надежность механизмов.
Исходя из особенностей работы подшипника, кольцо, которое вращается должно закрепляться на опорной поверхности неподвижно, с натягом, а неподвижное кольцо садиться в отверстие с минимальным зазором, относительно свободно.
Установка с натягом вращающегося кольца не дает ему проворачиваться, что могло бы привести к износу опорной поверхности, контактной коррозии, разбалансировке подшипников, развальцовке опоры, чрезмерному нагреву. Так, в основном, выполняется посадка подшипника на вал, который работает под нагрузкой.
Для неподвижного кольца небольшой зазор даже полезен, а возможность проворота не чаще одного раза за сутки делает износ опорной поверхности более равномерным, минимизирует его.

Рассмотрим подробнее основные термины и понятия, определяющие посадки подшипников. Современное машиностроение основано на принципе взаимозаменяемости. Любая деталь, изготовленная по одному чертежу должна устанавливаться в механизм, выполнять свои функции, быть взаимозаменяемой.
Для этого чертеж определяет не только размеры, но и максимальные, минимальные отклонения от них, то есть допуски. Значения допусков стандартизованы единой системой для допусков, посадок ЕСДП, разбиты по степеням точности (квалитетам).
Согласно ГОСТ 25346-89 определены 20 квалитетов точности, но в машиностроении обычно используются с 6 по16. Причем, чем ниже номер квалитета, тем выше точность. Для посадок шарико и роликоподшипников актуальны 6,7, реже 8 квалитеты.
В пределах одного квалитета размер допуска одинаков. Но верхнее и нижнее отклонение размера от номинала расположены по-разному и их сочетания на валах и отверстиях образуют различные посадки.
Существуют посадки обеспечивающие гарантию зазора, натяга и переходные, реализующие как минимальный зазор, так и минимальный натяг. Посадки обозначают латинскими строчными буквами для валов, большими для отверстий и цифрой, указывающей на квалитет, то есть степень точности. Обозначения посадок:
с зазором a, b, c, d, e, f, g, h;
переходных js, k, m, n;
с натягом p, r, s, t, u, x, z.
По системе отверстия для всех квалитетов оно имеет допуск H, а характер посадки определяется допуском вала. Такое решение позволяет уменьшить количество необходимых контрольных калибров, инструмента режущего и является приоритетным. Но в отдельных случая используется система вала, в которой валы имеют допуск h, а посадка достигается обработкой отверстия. И именно таким случаем является вращение наружного кольца шарикоподшипника. Примером подобной конструкции могут служить ролики или барабаны натяжные конвейеров ленточных.

Среди основных параметров определяющих посадки подшипников:
характер, направление, величина нагрузки, воздействующей на подшипник;
точность подшипника;
скорость вращения;
вращение или неподвижность соответствующего кольца.
Ключевое условие, определяющее посадку – неподвижность либо вращение кольца. Для неподвижного кольца подбирается посадка с малым зазором и постепенное медленное проворачивание считается положительным фактором, уменьшающим общий износ, препятствующим местному износу. Вращающееся кольцо обязательно сажают с надежным натягом, исключающим проворот по отношению к посадочной поверхности.
Следующим важным фактором, которому должна соответствовать посадка под подшипник на валу или в отверстии, является вид нагружения. Различают три ключевых типа нагружения:
циркуляционное при вращении кольца относительно постоянно действующей в одном направлении радиальной нагрузки;
местное для неподвижного кольца относительно радиального нагружения;
колебательное при радиальной нагрузке колеблющейся относительно положения кольца.

Согласно ГОСТ 520 степени точности подшипников в порядке их увеличения соответствуют пяти классам 0,6,5,4,2. Для машиностроения при нагрузках невысокой и средней величины, например для редукторов, обычным является класс 0, который не указывается в обозначении подшипников. При более высоких требованиях к точности используется шестой класс. На повышенных скоростях 5,4 и только в исключительных случаях второй. Пример обозначения подшипника шестого класса 6-205.

В процессе реального проектирования машин посадка подшипника на вал и в корпус выбирается в соответствие с условиями работы по специальным таблицам.
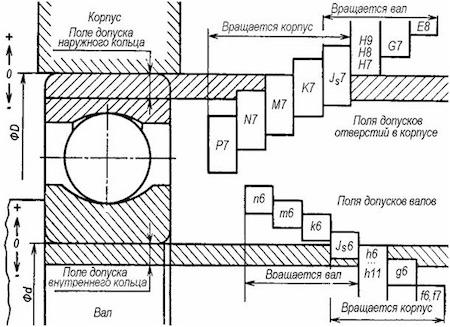
Устанавливаются следующие обозначения полей допусков на посадочные диаметры колец подшипника по классам точности (черт.1 и 2):
Схема расположения полей допусков на средние наружный диаметр и диаметр отверстия подшипников по классам точности
Черт.1
Схема общих обозначений полей допусков на средние наружный диаметр и диаметр отверстия подшипников

Черт.2
Схема расположения полей допусков при посадках подшипников на валы и в отверстия корпусов
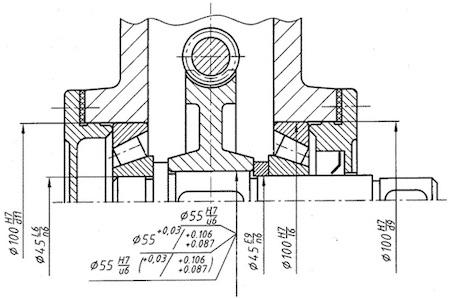
Примеры обозначений - посадок подшипников качения:
Подшипник класса точности 0 на вал с номинальным диаметром 50 мм, с симметричным расположением поля допуска ГОСТ 25347-82;
Посадка - ![]() (или
(или ![]() , или
, или ![]() ).
).
То же в отверстие корпуса с номинальным диаметром 90 мм, с полем допуска :
Посадка - ![]() (или
(или ![]() , или
, или ![]() ).
).
Обозначения посадок подшипников на вал и в корпус соответствуют указанным на черт.4 и 5.
|
|
|
|
|
|
|
|
|
Допускается на сборочных чертежах подшипниковых узлов указывать размер, поле допуска или предельные отклонения на диаметр, сопряженный с подшипником детали, как показано на черт.6 и 7.
|
|
|
|
|
|
|
|
|
Домашнее задание: сделай конспект и ответь на контрольные вопросы.
контрольные вопросы:
1. основные термины и понятия определяющие посадки подшипников ?
2. основные параметры определяющие посадки подшипников?
Жду ваши ответы и вопросы на адрес электронной почты:
soltanmurat1960@mail.ru
План урока
Урок № ______
Предмет: ОП.09 метрологияДата проведения: 08.04.2020 год.
Группа № 2-5
Специальность: эсм
Преподаватель: Абдулгалимов Солтанмурат
Тема урока: Соединения с подшипниками качения.
Классы точности подшипниковых соединений.
Подшипники являются наиболее распространенными стандартными узлами, изготавливаемыми на специализированных заводах. Взаимозаменяемость подшипников качения определяется стандартами:
• ГОСТ 520-89 «Подшипники качения. Общие технические условия»;
• ГОСТ 3478-79 «Подшипники качения. Основные размеры»;
• ГОСТ 3325-85 «Подшипники качения. Поля допу сков и технические требования к посадочным поверхностям валов и корпусов. Посадки».
Они обладают (рис. 13.1) полной внешней взаимозаменяемостью, определяемой наружным диаметром D наружного и внутренним диаметром d внутреннего кольца и неполной взаимозаменяемостью между телами качения и кольцами (вследствие малых допусков зазоров тела качения и кольца подбирают селективным методом).
Сопряжение подшипника с корпусом и валом
Полная внешняя взаимозаменяемость позволяет быстро менять изношенные подшипники.
Качество подшипника определяется точностью изготовления деталей и его сборки. Основными показателями точности подшипников и их элементов являются:
• точность размеров присоединяемых поверхностей;
• точность формы и расположения поверхностей колец и шероховатость их поверхностей;
• точность формы и размеров тел качения внутри самого подшипника;
• величина бокового биения по дорожкам качения внутреннего и наружного колец.
Эти показатели определяют равномерность распределения нагрузки, точность вращения и срок службы подшипников.
В зависимости от показателей точности изготовления и сборки подшипников, для них установлены следующие классы точности в порядке повышения точности:
• 0, 6, 5, 4, 2, Т — для шариковых и роликовых радиальных и шариковых радиально упорных подшипников;
• 0, 6, 5, 4, 2 — для упорных и упорно радиальных подшипников;
• О, 6Х, 6, 5, 4, 2 — для роликовых конических подшипников.
В неответственных соединениях по заказу потребителя могут использоваться подшипники более грубых классов — 8 и 7.
Классы точности 0, 6 используются в общем машиностроении, классы точности 5,4 — при больших числах оборотов и когда требуется высокая точность.
В зависимости от таких требований как уровень вибрации и др. устанавливаются три категории подшипников Л, В, С.
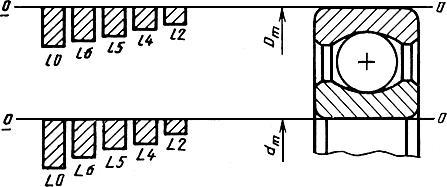
Стандарт нормирует отклонения средних диаметров отверстия d и средних наружных диаметров D. Средние диаметры определяются по формулам:
где Z) „ и D. — соответственно наибольший и наименьший на-
ГПаХ ГП1П
ружный диаметр наружного кольца подшипника; v и d. —
гп
соответственно наибольший и наименьший диаметр внутреннего кольца подшипника, измеренных в двух крайних сечениях подшипника.
Нормирование средних диаметров необходимо потому, что подшипники, не обладая достаточной жесткостью, могут деформироваться с изменением формы.
Наиболее распространенным классом точности является нулевой.
Требования к посадочным поверхностям валов
и корпусов подшипников
Точность изготовления сопрягаемых с подшипником деталей — корпусов подшипников и валов выбирается в зависимости от класса точности подшипника. Так, точность изготовления деталей, сопрягаемых с подшипниками 2 и 4 классов соответствует 5—6 квалитету; 5, 6, 0 — 6—7 квалитету).
Допускаемые отклонения от правильной геометрической формы посадочных поверхностей не должны превышать 0,25 Г на изготовление подшипников классов точности 0 и 6; 0,125 Т— для классов точности 4 и 5.
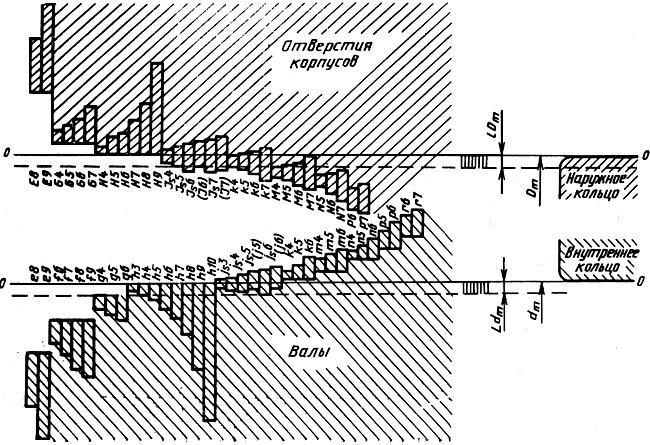
Расположение полей допусков подшипников качения
Расположение поля допуска наружного кольца подшипника (рис. 13.2) не отличается от обычного расположения поля допу ска в системе вала, т.е. направлена «в тело» наружного кольца. Особенность расположения полей допусков состоит в расположении поля допуска внутреннего кольца подшипника, сидящего на валу. Здесь нулевая линия служит не нижней границей поля допуска, а верхней, т.е. допуск направлен вне толщины кольца, в сторону увеличения внутреннего диаметра. Такое «перевернутое» расположение поля допуска внутреннего кольца позволяет для создания неподвижного соединения кольца с валом применять посадки не с натягом, а переходные. Стандартные поля допусков с натягом не применяются вследствие ажурной конструкции колес подшипников.
Схема расположения полей допусков колец подшипника
Домашнее задание: сделай конспект и ответь на контрольные вопросы.
контрольные вопросы:
1.какие классы точности установлены для подшипников качения?
2. какими стандартами определяется взаимозаменяемость подшипников качения ?
3. какие основные показатели точности подшипников?
Жду ваши ответы и вопросы на адрес электронной почты:
soltanmurat1960@mail.ru








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

