Россия, г.Медынь


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 21.04.2026 19:52

Петровский Александр Николаевич
Преподаватель
65 лет
Местоположение
Измерительный и проверочный инструмент
Категория:
Технология (мальчики)
08.03.2026 08:30

Просмотр содержимого документа
«Измерительный и проверочный инструмент»
Измерительный и проверочный инструмент
При обработке заготовок необходимо выдерживать определенные геометрические параметры поверхностей: размеры, форму и относительное расположение. Степень приближения истинного параметра к его теоретическому значению называют точностью .
Измерительные инструменты обычно составляют предмет особой заботы слесаря, поскольку от того, в исправном ли состоянии они находятся, зависит результат работы зачастую не одного дня.
Точность, которая требуется при слесарной обработке деталей и сборке большинства механических узлов, колеблется в пределах 0,1–0,005 мм.
Точность измерения – это та ошибка, которая неизбежна при использовании в качестве измерителя того или иного инструмента. Абсолютно точное измерение получить невозможно.
Погрешность при измерении существует всегда. Слесарь же должен стремиться свести ее к минимуму. Самый простой способ уменьшения погрешности – провести измерение не один раз, а несколько, затем вычислить среднее арифметическое из результатов каждого замера.
Увеличение погрешности чаще всего вызывается ошибками, которых можно избежать. Самые распространенные ошибки, снижающие точность измерений:
- использование поврежденного измерительного инструмента;
- загрязненность рабочих поверхностей измерительного инструмента;
- неправильное положение нулевой отметки на шкале;
- неправильная установка инструмента относительно детали;
- измерение нагретой или охлажденной детали;
- измерение нагретым или охлажденным инструментом;
- неумение пользоваться инструментом;
- неправильно выбранная база измерения.
Линейные размеры металлических деталей и самого инструмента очень ощутимо меняются при нагревании или охлаждении металла, поэтому для измерений выбран следующий температурный стандарт: производить измерения необходимо при температуре 20 °C.
Слесарных измерительных и контрольных инструментов большое количество. С целью повысить точность измерений их конструкция постоянно совершенствуется.
Контрольно-измерительные слесарные инструменты можно разделить на две большие группы: универсальные и специальные.
. Универсальные измерительные и контрольные инструменты
К универсальным измерительным инструментам для контроля размеров, используемым в слесарном деле, относятся инструменты, представленные на рисунке.
Для линейных измерений не слишком высокой точности слесари применяют обычно металлическую измерительную линейку – стальную полированную полосу с нанесенными на нее отметками а ). Поскольку металлические детали чаще всего невелики, то и длина линейки не должна превышать 200–300 мм (в редких случаях можно использовать линейку длиной до 1000 мм).

Рис.1 . Универсальные измерительные и контрольные слесарные инструменты: а – измерительная линейка; б – универсальный штангенциркуль; в – универсальный штангенциркуль с электронным индикатором; г – микрометр; д – микрометр с электронным индикатором; е – измерительная рулетка; ж – угломер; з – угломер с электронным индикатором; и – кронциркуль; к – нутромер; л – нутромер с электронным индикатором; м – угольник слесарный; н – угольник слесарный поверочный
Цена деления на измерительной линейке равна 1 мм, соответственно и точность измерения также равна 1 мм. Через каждые 5 мм штрих на линейке имеет несколько больший размер. Через каждый 1 см еще более удлиненный штрих снабжен цифрой, показывающей на количество сантиметров до начала шкалы. Масштабные линейки изготовляют жесткими или упругими из углеродистой инструментальной стали марки У7 или У8.
По измерительной линейке отсчитывают показания измерительных инструментов, таких как кронциркули, нутромеры и т. п.
Если точности, полученной с применением измерительной линейки недостаточно, пользуются другими, более точными инструментами.
Цена деления на измерительной линейке равна 1 мм, соответственно и точность измерения также равна 1 мм. Через каждые 5 мм штрих на линейке имеет несколько больший размер. Через каждый 1 см еще более удлиненный штрих снабжен цифрой, показывающей на количество сантиметров до начала шкалы. Масштабные линейки изготовляют жесткими или упругими из углеродистой инструментальной стали марки У7 или У8.
По измерительной линейке отсчитывают показания измерительных инструментов, таких как кронциркули, нутромеры и т. п.
Если точности, полученной с применением измерительной линейки недостаточно, пользуются другими, более точными инструментами.
Штангенциркуль (см. рис. , б ) является универсальным измерительным инструментом, позволяющим с высокой точностью (до 0,1 мм) определять линейные (внутренние и наружные) размеры деталей и глубины отверстий. Существуют приборы специальной конструкции, с помощью которых можно измерить малые диаметры, расстояния между осями отверстий, толщину стенки трубы и пр.
Существуют четыре основных типа штангенциркулей, отличающихся конструкцией (конфигурацией и взаиморасположением измерительных поверхностей):
двусторонние штангенциркули типа I;
односторонние штангенциркули, снабженные глубиномером, измерительная поверхность которых выполнена из твердых сплавов (тип Т-1);
двусторонние штангенциркули типа II;
односторонние штангенциркули типа III.
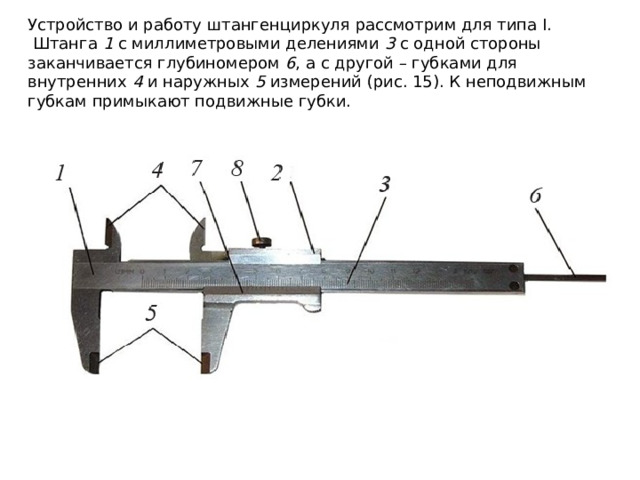
Устройство и работу штангенциркуля рассмотрим для типа I.
Штанга 1 с миллиметровыми делениями 3 с одной стороны заканчивается глубиномером 6 , а с другой – губками для внутренних 4 и наружных 5 измерений (рис. 15). К неподвижным губкам примыкают подвижные губки.
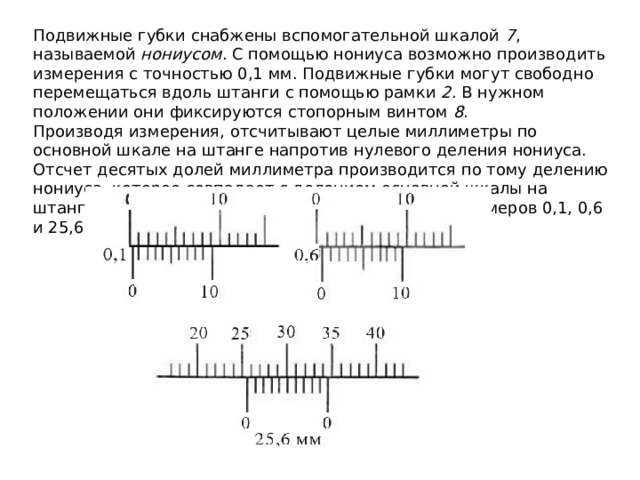
Подвижные губки снабжены вспомогательной шкалой 7 , называемой нониусом . С помощью нониуса возможно производить измерения с точностью 0,1 мм. Подвижные губки могут свободно перемещаться вдоль штанги с помощью рамки 2 . В нужном положении они фиксируются стопорным винтом 8 .
Производя измерения, отсчитывают целые миллиметры по основной шкале на штанге напротив нулевого деления нониуса. Отсчет десятых долей миллиметра производится по тому делению нониуса, которое совпадает с делением основной шкалы на штанге. На рисунке 16 приведен пример отсчета размеров 0,1, 0,6 и 25,6 мм.
Штангенциркули могут быть изготовлены с отсчетами различного типа:
а) отсчет по нониусу (такие штангенциркули маркируются буквенным сочетанием ШЦ);
б) отсчет по круговой шкале (маркировка – ШИК), выполненной в форме поворотного устройства индикации;
в) с цифровым отсчетным устройством (ШЦЦ), обеспечивающим высокую степень автоматизации измерений (см. рис. 1, в ).
В перечень основных функций штангенциркулей ШЦЦ входит:
- отображение измерительной информации в цифровом коде с указанием знака;
- запоминание результатов последних измерений (имеется не во всех моделях);
- установка нуля;
- перевод результата в любую систему измерения;
- подключение к персональному компьютеру с помощью кабеля,
- последующая обработка, протоколирование и сохранение результатов.

Микрометр – инструмент, с помощью которого производят измерения с точностью до 0,01 мм (см. рис. , г ).
В состав микрометра входят скоба 1 с пяткой 2 , микрометрический винт 3 с шагом 0,5 мм и стопор 4 (рис. 17). Микрометрический винт состоит из стебля 5 , барабана 6 и головки 7 .
Продольная шкала, нанесенная на стебель, разделена риской на основную и вспомогательную так, что расстояние между рисками двух шкал составляет 0,5 мм. Окружность барабана разделена на 50 равных делений. Поворот барабана на одно деление дает перемещение микрометрического винта на 0,01 мм. Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие. В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы (рис. а ). При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы.
При выполнении измерений барабан отходит на определенное расстояние, указывающее размер измеряемой детали. В качестве примера на рисунке б торец барабана отошел на 16 делений от нуля по основной шкале и еще на деление по вспомогательной шкале. С продольной риской основной шкалы совместилось 37-е деление круговой шкалы барабана. Таким образом, размер, отложенный на микрометре, составляет 16 + 0,5 + 0,37 = 16,87 мм.
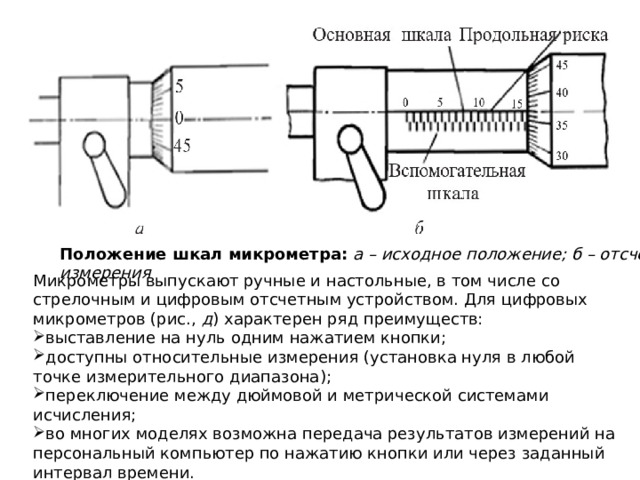
Положение шкал микрометра: а – исходное положение; б – отсчет измерения
Микрометры выпускают ручные и настольные, в том числе со стрелочным и цифровым отсчетным устройством. Для цифровых микрометров (рис., д ) характерен ряд преимуществ:
- выставление на нуль одним нажатием кнопки;
- доступны относительные измерения (установка нуля в любой точке измерительного диапазона);
- переключение между дюймовой и метрической системами исчисления;
- во многих моделях возможна передача результатов измерений на персональный компьютер по нажатию кнопки или через заданный интервал времени.
Кронциркуль – измерительный инструмент для обмера изделий снаружи и внутри путем переноса размеров с изделия на масштабную линейку или с линейки на изделие. Различают: 1) К. обыкновенный для измерения наружных размеров, в простейшем случае состоящий из двух изогнутых внутрь пластинок (ножек), шарнирно соединенных с одного конца. Более сложный К. состоит из ножек, пружины для их раздвигания и винта для установки ножек точно на размер; 2) К-нутрометр для измерения внутренних размеров; отличается от предыдущих тем, что ножки его делаются прямыми с концами, загнутыми во внешнюю сторону.(см. рис. 1, и ). Отсчет показаний производят по измерительной линейке с точностью около 0,5 мм. Состоит кронциркуль из двух изогнутых по большому радиусу ножек длиной 150–200 мм, шарнирно соединенных между собой.
Нутромер – инструмент, которым определяют внутренние размеры деталей (см. рис.1 , к ). Отсчет показаний производят по измерительной линейке с точностью около 0,5 мм. Нутромер состоит из двух ножек, соединенных шарниром. Нижние концы ножек выгнуты наружу. Более точные результаты измерений дает электронный нутромер (см. рис. , л

Кронциркуль

Электронные нутромеры
Средства измерения углов и конусов
Угольник слесарный – инструмент, которым проводят проверку и разметку прямых углов (см. рис. м ). Угольником также удобно наносить прямые параллельные линии. Им же проверяют перпендикулярность деталей в процессе сборки оборудования. Угольники изготовляют четырех классов точности: 0, 1, 2, 3. Наиболее точные угольники класса 0. Стальные угольники с углом 90° бывают различных размеров, цельные или составные.
Для проверки прямых углов угольник накладывают на проверяемую деталь и определяют правильность обработки проверяемого угла на просвет. При проверке наружного угла угольник накладывают на деталь его внутренней частью, а при проверке внутреннего угла – наружной частью. Наложив угольник одной стороной на обработанную сторону детали, слегка прижимая его, совмещают другую сторону угольника с обрабатываемой стороной детали и по образовавшемуся просвету судят о точности выполнения прямого угла. Иногда размер просвета определяют с помощью щупов (см. рис., ж ).
Угольник слесарный поверочный с широким основанием (см. рис. , н ) используется в целях контроля взаимно перпендикулярного расположения деталей в процессе монтажа различного оборудования.
Основным параметром, контролируемым при обработке углов и конусов, является плоский угол, за единицу которого принят градус. Градусом называется 1/360 часть окружности, он состоит из 60 угловых минут, а минуты – из 60 угловых секунд.
Методы измерения углов можно разделить на 3 основных вида:
Метод сравнения с жесткими угловыми мерами или шаблонами.
Абсолютный метод, основанный на применении измерительных инструментов с угловой шкалой.
Косвенный метод, состоящий в измерении линейных размеров, связанных с углом конуса тригонометрическими зависимостями.
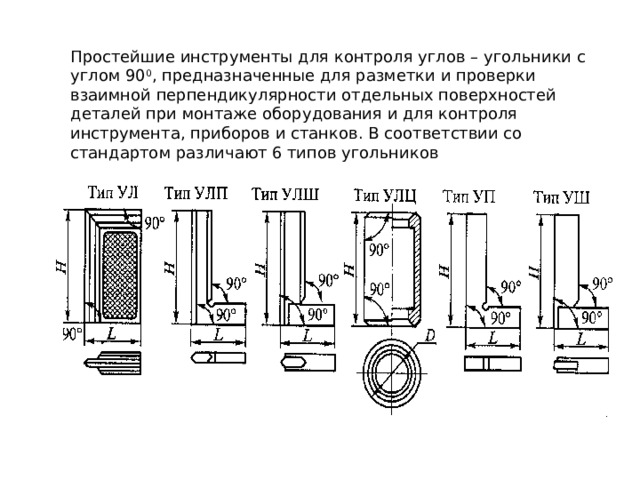
Простейшие инструменты для контроля углов – угольники с углом 90 0 , предназначенные для разметки и проверки взаимной перпендикулярности отдельных поверхностей деталей при монтаже оборудования и для контроля инструмента, приборов и станков. В соответствии со стандартом различают 6 типов угольников
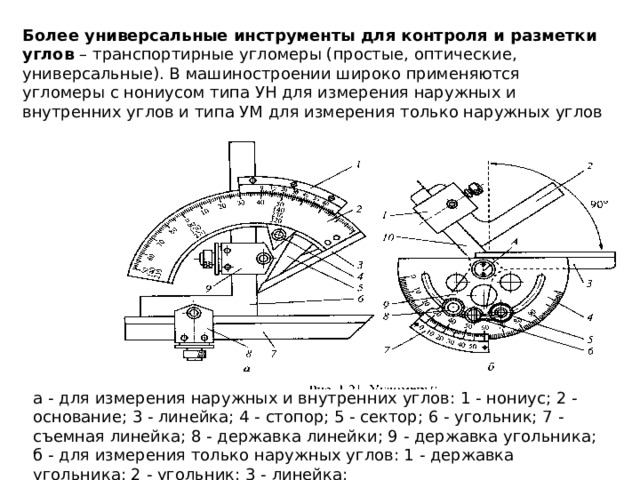
Более универсальные инструменты для контроля и разметки углов – транспортирные угломеры (простые, оптические, универсальные). В машиностроении широко применяются угломеры с нониусом типа УН для измерения наружных и внутренних углов и типа УМ для измерения только наружных углов
а - для измерения наружных и внутренних углов: 1 - нониус; 2 - основание; 3 - линейка; 4 - стопор; 5 - сектор; 6 - угольник; 7 - съемная линейка; 8 - державка линейки; 9 - державка угольника; б - для измерения только наружных углов: 1 - державка угольника; 2 - угольник; 3 - линейка;
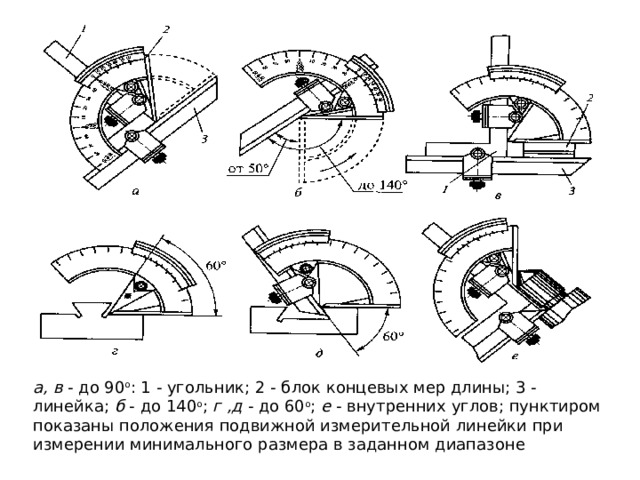
а, в - до 90 о : 1 - угольник; 2 - блок концевых мер длины; 3 - линейка; б - до 140 о ; г ,д - до 60 о ; е - внутренних углов; пунктиром показаны положения подвижной измерительной линейки при измерении минимального размера в заданном диапазоне
Специальные измерительные и контрольные инструменты
К специальным инструментам для измерения и контроля различных параметров деталей и конструкций относятся инструменты, представленные на рисунке .
Линейка проверочная – инструмент, которым проверяют прямолинейность поверхностей (рис.2 а ).
В процессе обработки плоскостей пользуются проверочными лекальными линейками (рис.2 , б ). Они подразделяются на линейки лекальные с двусторонним скосом, трехгранные и четырехгранные.
Лекальные линейки изготовляют с высокой точностью, они имеют тонкие ребра с радиусом закругления 0,1–0,2 мм, благодаря чему можно весьма точно определить отклонение от прямолинейности по способу световой щели (на просвет). Для этого линейку своим ребром устанавливают на проверяемую поверхность детали против света. При этом имеющиеся отклонения от прямолинейности будут заметны между линейкой и поверхностью детали. При хорошем освещении можно обнаружить отклонение от прямолинейности до 0,005–0,002 мм. Лекальные линейки изготовляют длиной от 25 до 500 мм из углеродистой инструментальной или легированной стали с последующей закалкой.

Специальные измерительные и контрольные слесарные инструменты:рис 2 а – линейка проверочная; б – линейки проверочные лекальные; в – малка; г – курвиметр; д – уровень; е – резьбомер; ж – щуп; з – призма проверочная; и – штангенглубиномер
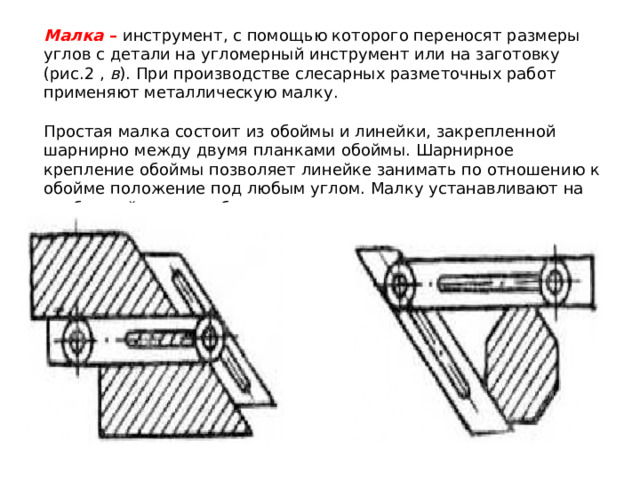
Малка – инструмент, с помощью которого переносят размеры углов с детали на угломерный инструмент или на заготовку (рис.2 , в ). При производстве слесарных разметочных работ применяют металлическую малку.
Простая малка состоит из обоймы и линейки, закрепленной шарнирно между двумя планками обоймы. Шарнирное крепление обоймы позволяет линейке занимать по отношению к обойме положение под любым углом. Малку устанавливают на требуемый угол по образцу детали или по угловым плиткам (рис. ). Требуемый угол фиксируется винтом с барашковой гайкой.
Штангенглубиномеры предназначены для измерений глубины элементов деталей (см. рис. 2 и ). Состоят из штанги, имеющей шкалу, и рамки с нониусом (ШГ) или круговой шкалой с отсчетным устройством (ШГК) или электронным цифровым отсчетным устройством (ШГЦ). Принцип работы аналогичен штангенциркулю.
Уровень (ватерпас) – прибор, которым определяют горизонтальность поверхности (см. рис. 2. д ). Уровень представляет собой брусок, в котором закреплена стеклянная прозрачная трубка, заполненная жидкостью, обычно спиртом, с небольшим пузырьком газа. Трубка с жидкостью имеет дугообразное продольное сечение. Если трубка с жидкостью расположена горизонтально, пузырек газа находится строго посередине трубки. Обычно в уровне расположены две трубки с жидкостью для проверки горизонтальных и вертикальных поверхностей.
Курвиметр – прибор, которым измеряют извилистые криволинейные отрезки (см. рис. 2 г ). Производя измерения, зубчатое колесико курвиметра прокатывают по извилистой линии на чертеже или карте. Пройденное расстояние отсчитывают по циферблату. Обычно механический курвиметр снабжен двумя циферблатами, один из которых проградуирован в сантиметрах, а другой – в дюймах. Погрешность в измерении у механического курвиметра составляет 0,5 %.
Резьбомер – измерительный инструмент, представляющий собой набор различных резьбовых шаблонов (см. рис.2 е ). Резьбомер служит для измерения шага метрической резьбы либо для дюймовой резьбы числа витков на 1 дюйм.

Резьбовой шаблон – это зубчатая пластина с определенным шагом зубьев. На каждом метрическом шаблоне указан шаг резьбы в миллиметрах, а на каждом дюймовом шаблоне – число витков на 1 дюйм резьбы.
Набор шаблонов помещен в оправу из двух накладок, скрепленных винтами. На метрическом резьбомере стоит клеймо: «М60°», а на дюймовом – «Д55°».
Призмы проверочные (см. рис. з ) и разметочные – приспособления, с помощью которых делают проверку и разметку валов и цилиндрических деталей. Призмы изготовляют в комплектах попарно, что позволяет применять их как опоры при контроле и разметке длинных цилиндрических деталей.
Все измерительные приборы отличаются высокой точностью исполнения и требуют тщательного ухода. Обеспечение соответствующих условий использования и хранения является гарантией долговечности их работы и точности. Неправильное обращение ведет к преждевременному износу и порче, невозможности эксплуатации и даже к повреждению измерительных приборов.
При эксплуатации измерительного инструмента и приборов недопустимы механические повреждения, резкие перепады температуры, намагничивание, коррозия.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

