
Россия, Минеральные Воды


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 20.06.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 13.03.2025 21:42

Константинова Ольга Викторовна
преподаватель
58 лет
Местоположение
Специализация
Химико - термическая обработка металлов и сплавов
Категория:
Прочее
24.12.2018 19:48

Просмотр содержимого документа
«Химико - термическая обработка металлов и сплавов»
Химико - термическая обработка металлов и сплавов

Химико-термическая обработка
процесс изменения химического состава, структуры и свойств поверхности деталей за счет насыщения ее различными химическими элементами
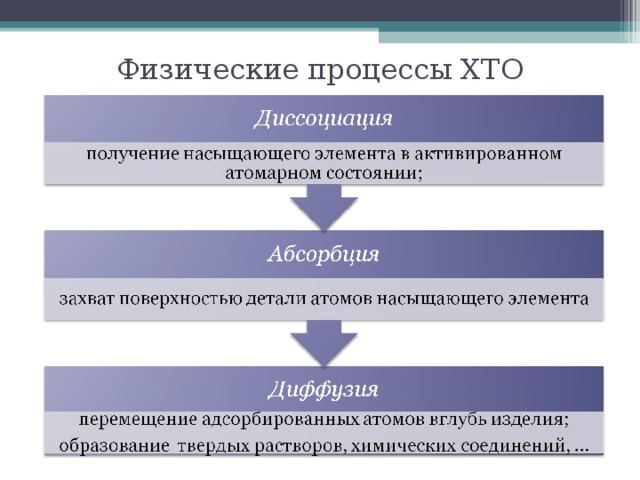
Физические процессы ХТО
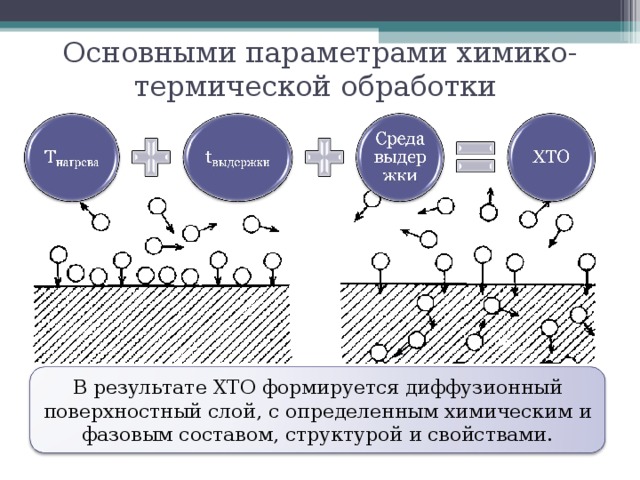
Основными параметрами химико-термической обработки
В результате ХТО формируется диффузионный поверхностный слой, с определенным химическим и фазовым составом, структурой и свойствами.


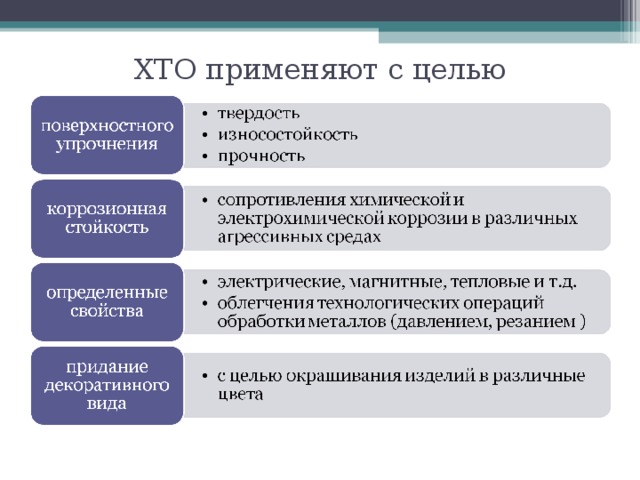
ХТО применяют с целью
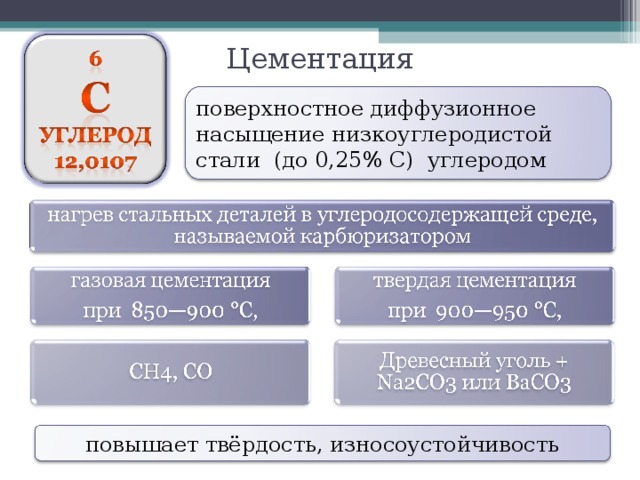
Цементация
поверхностное диффузионное насыщение низкоуглеродистой стали (до 0,25% С) углеродом
повышает твёрдость, износоустойчивость
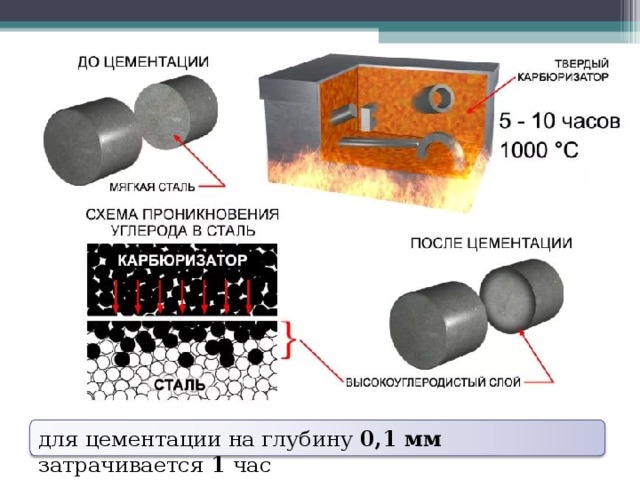
для цементации на глубину 0,1 мм затрачивается 1 час
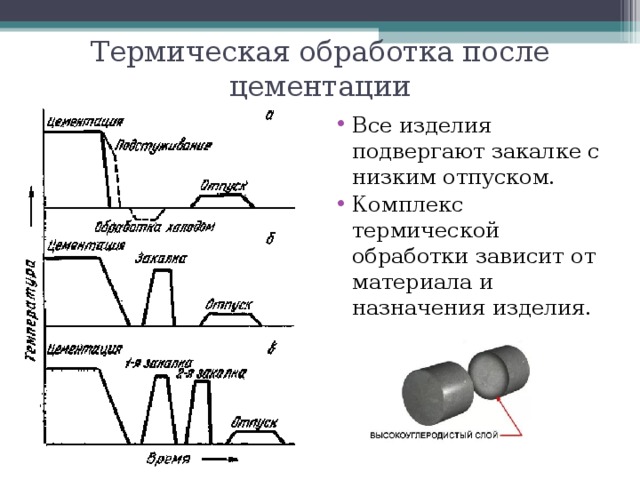
Термическая обработка после цементации
- Все изделия подвергают закалке с низким отпуском.
- Комплекс термической обработки зависит от материала и назначения изделия.
Цементация стали применяется
- для следующих изделий:
- зубчатых колес; "пальцев"; валов; осей; рычагов; "червяков"; деталей подшипников (крупногабаритных колец и роликов) и др.
- зубчатых колес;
- "пальцев";
- валов;
- осей;
- рычагов;
- "червяков";
- деталей подшипников (крупногабаритных колец и роликов) и др.
Азотирование
процесс насыщения поверхности стали азотом
увеличивает поверхностную твёрдость, износостойкость, миктротвердость и коррозионную стойкость стали
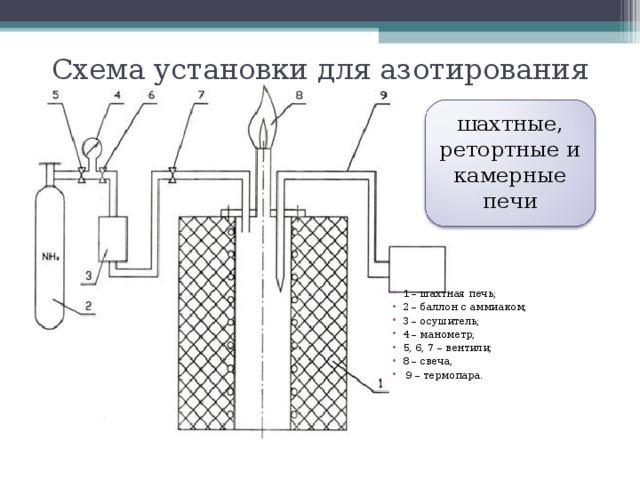
Схема установки для азотирования
шахтные, ретортные и камерные печи
- 1 – шахтная печь;
- 2 – баллон с аммиаком;
- 3 – осушитель;
- 4 – манометр;
- 5, 6, 7 – вентили;
- 8 – свеча,
- 9 – термопара.

Азотирование проводят на готовых изделиях, прошедших окончательную механическую и термическую обработку (закалка с высоким отпуском).

Металлы и сплавы, подвергаемые азотированию
- Стали углеродистые и легированные, конструкционные и инструментальные.
- Высокохромистые чугуны, высокохромистые износоустойчивые сплавы, хром.
- Титан и титановые сплавы.
- Бериллий.
- Вольфрам.
- Ниобиевые сплавы.
- Порошковые материалы.
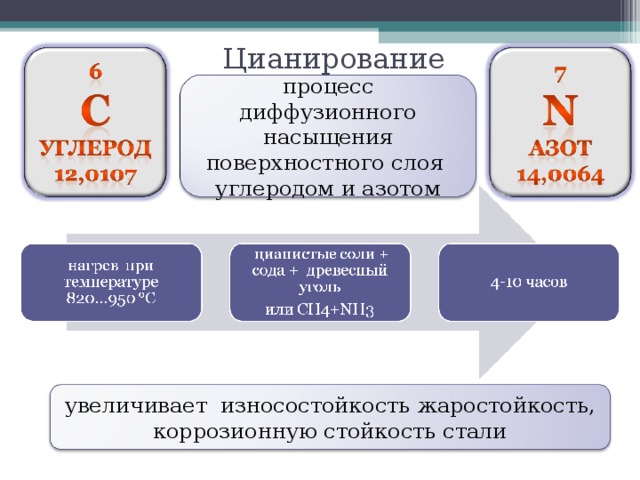
Цианирование
процесс диффузионного насыщения поверхностного слоя углеродом и азотом
увеличивает износостойкость жаростойкость, коррозионную стойкость стали
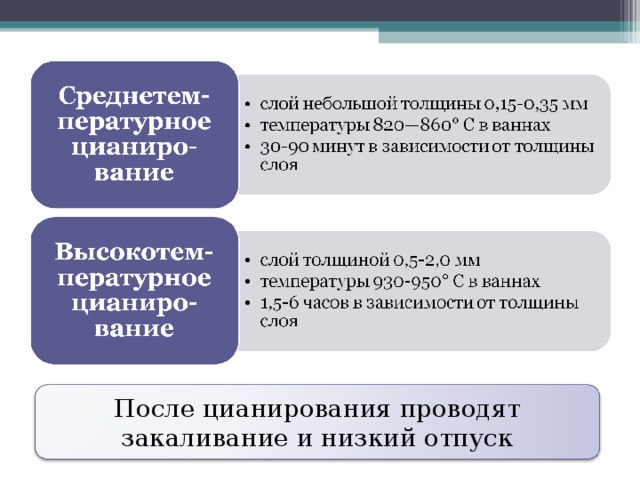
После цианирования проводят закаливание и низкий отпуск

Применение цианирования
- изделия из быстрорежущих сталей, что позволяет повысить твердость и устойчивость к износу их поверхностного слоя, а также сделать его более устойчивым к воздействию повышенных температур.
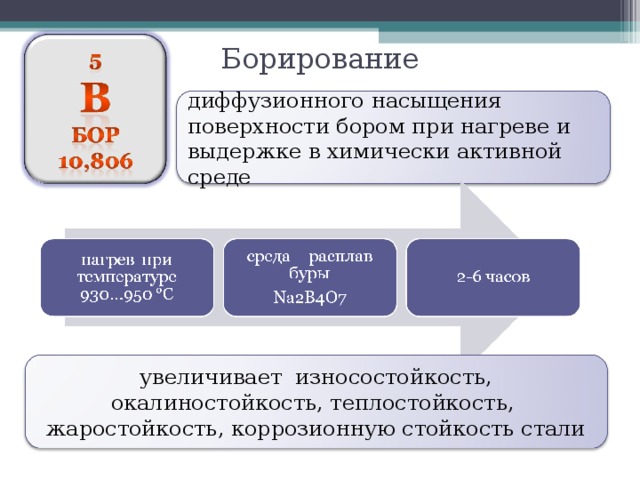
Борирование
диффузионного насыщения поверхности бором при нагреве и выдержке в химически активной среде
увеличивает износостойкость, окалиностойкость, теплостойкость, жаростойкость, коррозионную стойкость стали

Методы и способы борирования
Увеличение срока службы борированных деталей машин и инструмента
- штамповый инструмент холодной и горячей деформации – от 2 до 10 раз;
- пресс-формы для прессования сыпучих материалов – в 2-3 раза;
- волочильный и накатной инструмент – в 2-10 раз;
- детали нефтяного оборудования – в 2-4 раза;
- детали распыливающих форсунок в условиях производства минеральных удобрений – от 2 до 4 раз;
- детали технологической оснастки – до 10 раз;
- детали машин и механизмов, работающих в абразивных условиях – от 2 до 6 раз;
- детали литьевых машин и пресс-форм для литья цветных металлов и сплавов – до 5 раз.
Силицирование
насыщении поверхности стали кремнием.
Увеличивает коррозионную стойкость в морской воде, в азотной, серной и соляной кислотах, окалиностойкость изделий до 800-1000 °С, антифрикционные свойства
24

Методы и способы силицирование
вакуумная электропечь для силицирования
Силицированию подвергают детали, используемые
- в оборудовании химической, бумажной и нефтяной промышленности;
- для повышения сопротивления окислению при высоких температурах сплавов молибдена;
- детали из карбида кремния (SiC):
- электрические нагреватели подшипники скольжения для нефтяной и химической промышленности, конструкционные детали и др.
- электрические нагреватели
- подшипники скольжения для нефтяной и химической промышленности,
- конструкционные детали и др.
Сульфидирование
насыщение поверхности серой
уменьшается коэффициент трения, улучшает приработку трущихся поверхностей деталей, улучшается адсорбция масла на поверхности трущихся изделий, предотвращается схватывание и задиры при резании
Сульфоцианирование
насыщение поверхности ферросплава серой, азотом и углеродом
является средством повышения износостойкости деталей из черных металлов, увеличивает твердость, сопротивление усталости и снижает пластичность

Применение сульфидирования и сульфоцианирования
- цилиндровые втулки, поршни и кольца ДВС, компрессоров и паровых машин;
- стальные подшипники скольжения;
- кулачки сцепных муфт, гайки ходовых винтов, детали подвижных частей,
- чугунные червячные колеса.
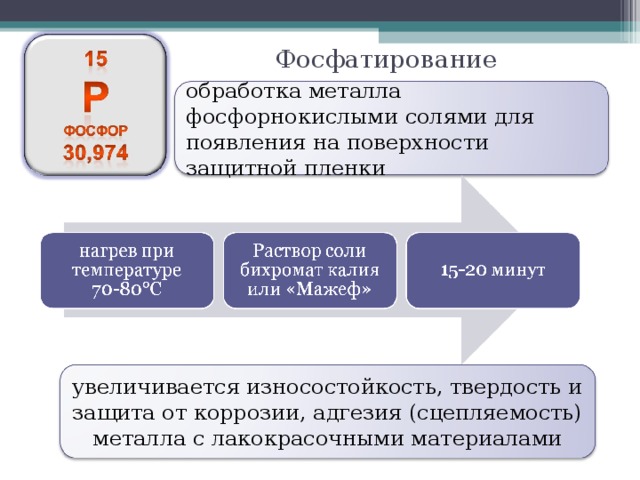
Фосфатирование
обработка металла фосфорнокислыми солями для появления на поверхности защитной пленки
увеличивается износостойкость, твердость и защита от коррозии, адгезия (сцепляемость) металла с лакокрасочными материалами
30

Фосфатированию подвергаются:
- чугун, низколегированные, углеродистые стали, кадмий, цинк, медь и её сплавы, алюминий.
Гидроабразивное фосфатирование один из лучших способов защиты металла от коррозии

Диффузионная металлизация
- – химико-термическая обработка, при которой поверхность стальных изделий насыщается различными металлами: алюминием, хромом, никелем, титаном, цинком и др.
Диффузионную металлизацию можно проводить в:
– процесс дорогостоящий, осуществляется при высоких температурах ( 1000…1200 o С ) в течение длительного времени
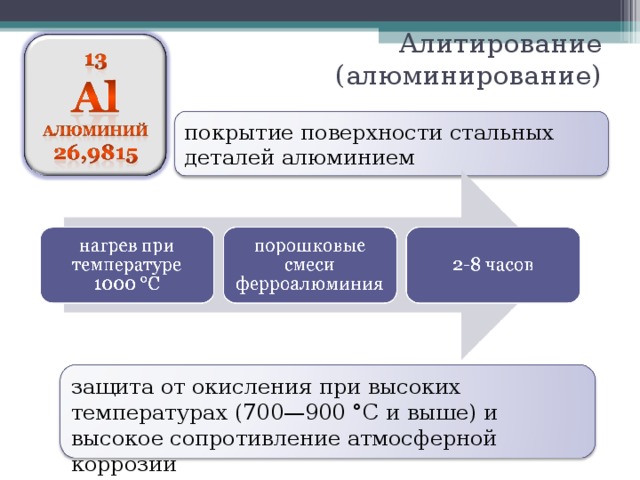
Алитирование (алюминирование)
покрытие поверхности стальных деталей алюминием
защита от окисления при высоких температурах (700—900 °C и выше) и высокое сопротивление атмосферной коррозии
33

Применение алитирования (алюминирования)
- при изготовлении клапанов автомобильных двигателей, лопаток и сопел газовых турбин, деталей аппаратуры для крекинга нефти и газа, труб пароперегревателей, печной арматуры, защиты от коррозии металлоконструкций и т. п.
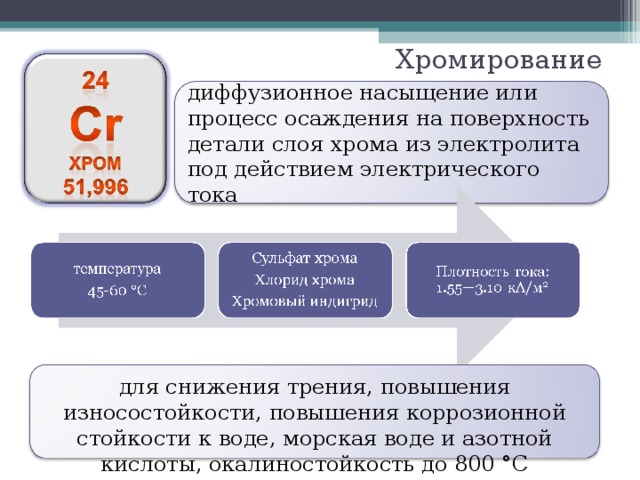
Хромирование
диффузионное насыщение или процесс осаждения на поверхность детали слоя хрома из электролита под действием электрического тока
для снижения трения, повышения износостойкости, повышения коррозионной стойкости к воде, морская воде и азотной кислоты, окалиностойкость до 800 °C
35

Применение хромирования
- пары трения, работающие на износ в агрессивных средах:
- поршневые кольца, зеркало цилиндра ДВС, детали пароводяной арматуры, клапанов, вентилей,
- поршневые кольца, зеркало цилиндра ДВС,
- детали пароводяной арматуры, клапанов, вентилей,
- для наращивания сопрягаемой поверхности в случае прослабленной посадки.
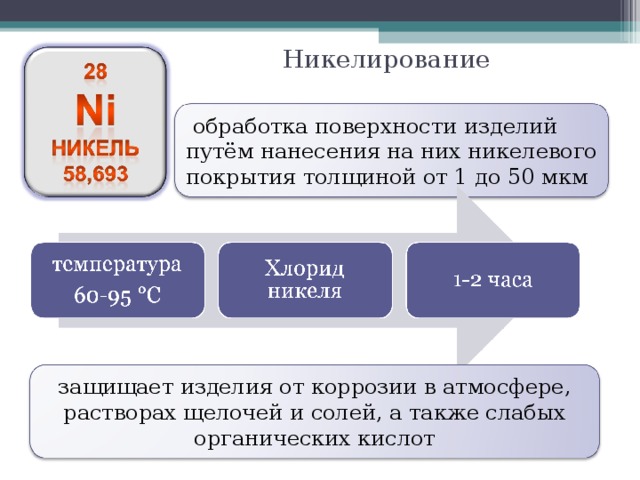
Никелирование
обработка поверхности изделий путём нанесения на них никелевого покрытия толщиной от 1 до 50 мкм
защищает изделия от коррозии в атмосфере, растворах щелочей и солей, а также слабых органических кислот
37

Применение никелирования
- металлические изделия из стали, меди, цинка, алюминия, реже марганца, титана, вольфрама или молибдена, а так же полимерных, керамических, стеклянных поверхностей.
Титанирование
нанесение тонкого слоя титана на поверхность изделий для повышения коррозионной стойкости.
повышения коррозионной, кислотостойкости и кавитационной стойкости, поверхностной твердости и износостойкости сталей, чугунов и цветных сплавов
39

Методы и способы титанирования

Применение титанирования
- Формообразующий и режущий инструмент
Оцинкование
покрытие металла слоем цинка для защиты от коррозии.
Подходит для ровных или с небольшим изгибом поверхностей, не подверженных механическим воздействиям.
Толщина цинкового слоя зависит от температуры и продолжительности процесса цинкования и колеблется от 6 мкм до 1,5 мм.
42
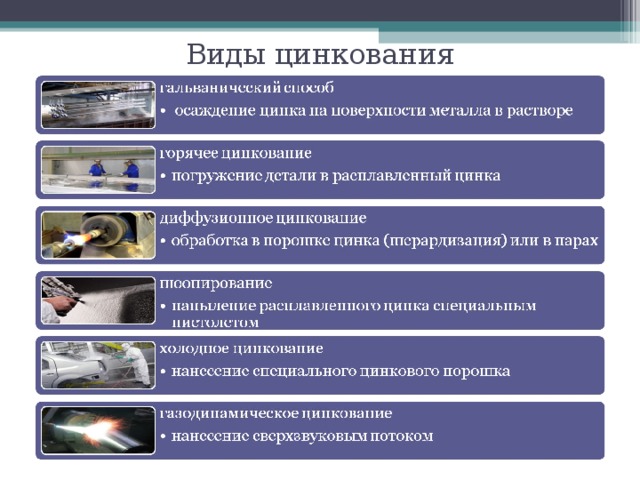
Виды цинкования

Оцинкованный прокат

Применение оцинкованных изделий








© 2018, Константинова Ольга Викторовна 2737 45
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ




