
Россия, Георгиевск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 18.03.2025 22:37

Лопаткина Надежда Викторовна
преподаватель специальных дисциплин, мастер производственного обучения
63 года
Местоположение
Специализация
Курс лекций по дисциплине: МДК.03.01 «Реализация технологических процессов изготовления деталей машин» Лекция № 54. «Наладка и настройка фрезерного станка на обработку различных поверхностей»
Категория:
Технология
16.02.2021 14:01

Просмотр содержимого документа
«Курс лекций по дисциплине: МДК.03.01 «Реализация технологических процессов изготовления деталей машин» Лекция № 54. «Наладка и настройка фрезерного станка на обработку различных поверхностей»»
Курс лекций по дисциплине:
МДК.03.01 «Реализация технологических процессов изготовления деталей машин»
Лекция № 54. «Наладка и настройка фрезерного станка на обработку различных поверхностей»
Настройка станка на фрезерование плоских поверхностей
Процесс фрезерования плоских поверхностей – это первый после раскроя древесины обрабатывающий процесс изготовления базовых поверхностей для последующей обработки.
Существует два различных способа обработки:
1) обычное фрезерование плоских поверхностей с помощью сборных фрез цилиндрической формы с расположенными по периферии ножевыми головками.
2) торцевое фрезерование плоских поверхностей (по принципу Rotoles).
Обработка поверхностей способом Rotoles проводится торцевыми фрезами поперек направления волокон. Благодаря этому получается поверхность с открытыми порами, которая обладает хорошей способностью к склеиванию. Этот способ последнее время часто используется при обработке плит.
Но так как обычное фрезерование инструментом с периферийными режущими кромками более распространено, то в дальнейшем мы будем ссылаться только на этот вид фрезерования.
Создание базовой поверхности (фугование)
При фрезеровании плоских поверхностей различают между созданием базовой поверхности (фугованием) и обработкой по толщине в размер (рейсмусованием).
При создании базовой поверхности обрабатываемая заготовка выравнивается. При этом не должно возникать большого усилия прижима, чтобы заготовка не деформировалась во время обработки. Для получения абсолютно ровных поверхностей необходимо вручную подать заготовку на инструмент. Речь идет, таким образом, о ручной подаче, несмотря на то, что дальше станок транспортирует заготовку с помощью валиков.
Поэтому используемый при этом инструмент должен иметь следующие характеристики:
– пригодный для ручной подачи с незначительной отдачей;
– малошумный;
– уменьшенное усилие резания.
С этой целью для фуговального станка с ручной подачей был разработан спиралевидный ножевой вал. Следует отметить еще одно преимущество этой системы инструментов – более высокое качество обработанных поверхностей. Для дальнейшего снижения уровня шума была разработана рифленая накладка приемного стола.
Наиболее распространенный метод обработки плоскостей — фрезерование их на горизонтально-, вертикально- и продольно-фрезерных станках, а также на карусельно-фрезерных, барабанно-фрезерных и других станках фрезерной группы. В качестве режущих инструментов применяются цилиндрические, торцовые, дисковые, концевые и другие фрезы.
Плоскости небольшой ширины обрабатывают цилиндрическими фрезами на горизонтально-фрезерных станках.
Фрезерование цилиндрическими, а также дисковыми фрезами может быть выполнено по двум схемам (рис. 3.3):
1) встречное фрезерование, когда направление движения подачи не совпадает с направлением вращения фрезы (рис. 3.3, а);
2) попутное фрезерование, когда направление движения подачи совпадает с направлением вращения фрезы (рис. 3.3, б).
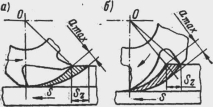
Рис. 3.3. Схемы фрезерования цилиндрическими и дисковыми фрезами
При встречном фрезеровании сечение среза и нагрузка на зуб увеличиваются постепенно от нуля до максимума при выходе его из контакта с деталью. Резание происходит плавно и спокойно.
При попутном фрезеровании зуб фрезы начинает работу со срезания слоя наибольшей толщины, которая в конце работы уменьшается до нуля.
При обработке заготовок с черной поверхностью попутное фрезерование применять не следует, так как при врезании зуба фрезы в твердую корку происходит преждевременный износ и выход из строя фрезы. При обработке заготовок с чистыми поверхностями попутное фрезерование имеет преимущества перед встречным в отношении как стойкости инструмента, так и шероховатости поверхности.
Данный метод обработки широко используется в единичном и серийном производстве.
Более производительным и точным является торцовое фрезерование. Оно обеспечивает равномерное фрезерование даже при небольших припусках на обработку, так как угол контакта фрезы с заготовкой зависит только от диаметра фрезы и ширины заготовки. Длина дуги контакта здесь значительно больше, чем при фрезеровании цилиндрическими фрезами. Для оснащения сборных торцовых фрез требуется меньше быстрорежущей стали или твердого сплава.
Установка торцовой фрезы непосредственно в шпиндель станка исключает необходимость в применении длинных и недостаточно жестких оправок, неизбежных при работе цилиндрическими насадными фрезами, и позволяет использовать фрезы диаметром до 800... 1000 мм и более.
Инструментальная промышленность выпускает торцовые фрезы нескольких типов. Стандартные торцовые фрезы диаметром 630 мм позволяют обрабатывать плоскости шириной более 400 мм. В практике встречаются торцовые фрезы диаметром 800... 1200 мм, что позволяет фрезеровать поверхности шириной 800 мм.
В настоящее время применяют торцовые фрезы с механическим креплением метало- и минералокерамических вставных ножей круглой и многогранной формы, что значительно повышает их стойкость, а следовательно, и производительность. Эти фрезы обеспечивают шероховатость поверхности Ra = 2,5...0,63 мкм.
Широкое распространение получили торцовые фрезы с непе- ретачиваемыми многогранными пластинками из твердого сплава. Конструкции этих фрез позволяют заменять отдельные ножи или весь комплект их непосредственно на станке. В собранном виде фреза имеет достаточно высокую точность: биение по главным режущим кромкам двух смежных ножей не превышает 0,03...0,05 мм, а двух противоположных — 0,06...0,10 мм, торцовое биение 0,06...0,08 мм.
Диаметр D торцовой фрезы определяется из соотношения
где В — ширина фрезерования.
Точность фрезерования зависит от типа станка, режущего инструмента, режима резания и в обычных условиях достигает 9... 11 квалитетов, а шероховатость поверхности Ra = 2,5...1,25 мкм.
Чистовое (шабрящее) фрезерование обеспечивает шероховатость поверхности стальных и чугунных деталей до Ra = 1,25...0,63 мкм, а деталей из бронзы и алюминиевых сплавов — до Ra = 0,32 мкм и отклонение от плоскостности 0,02...0,03 мм на 1 пог. м. Указанные точность и шероховатость поверхности достигаются фрезерованием за 2—3 рабочих хода при глубине резания t = 0,05...0,10 мм, подаче So = 2...3 мм/об и скорости резания v = 200 м/мин. При обработке стальных деталей инструмент рекомендуется оснащать пластинками твердого сплава марки Т30К4, а чугунных — ВКЗ.
При чистовом фрезеровании ось вертикального шпинделя должна быть установлена под весьма малым углом к направлению подачи (рис. 3.4, а), чтобы след, оставленный зубом фрезы на поверхности детали, представлял собой так называемую полусетку (рис. 3.4, б). В этом случае длина пути резца вдвое меньше, чем при фрезеровании в сетку (рис. 3.4, в). Кроме того, при фрезеровании в полусетку зуб фрезы при каждом обороте фрезы срезает новый слой металла, в то время как при фрезеровании в сетку он скользит по наклепанному слою. Стойкость фрезы при обработке в полусетку выше, чем при фрезеровании в сетку.

Рис. 3.4. Схемы чистого фрезерования
Чистовое фрезерование алюминиевых сплавов осуществляют однозубыми фрезами, а черных и цветных металлов и сплавов — двузубыми ступенчатыми. У двузубых ступенчатых фрез зубья смещены по высоте на 0,05...0,30 мм и несколько отличаются формой заточки. Первый зуб предназначен для снятия основного припуска, а второй (зачистной) — для отделочного резания.
Одним из основных путей повышения производительности при работе на фрезерных станках является усовершенствование технологии путем выбора наиболее рациональной схемы обработки. К этим схемам можно отнести:
1) одновременное фрезерование несколькими фрезами;
2) одновременное фрезерование нескольких деталей;
3) позиционное фрезерование;
4) непрерывное фрезерование.
Одновременное фрезерование несколькими фрезами осуществляется набором фрез, специальными фрезерными станками или многошпиндельными головками.
Наборы фрез в основном применяют при работе на горизонтально-фрезерных станках. Фрезы в этом случае устанавливаются на фрезерной оправке, опирающейся на центр или втулку подвески.
В набор могут входить различные дисковые фрезы (рис. 3.5, а), угловые (рис. 3.5, б), цилиндрические и дисковые (рис.3.5, в), цилиндрические, угловые и фасонные (рис. 3.5, д).

Рис. 3.5. Наборы фрез
При обработке набором фрез не только повышается производительность, но и лучше используется станок по мощности, а также возрастает точность фрезерования.
Набор фрез, по существу, представляет собой специальный инструмент. Первоначальная стоимость его велика, заточка гораздо сложнее, чем каждой фрезы в отдельности. При работе набором фрез не представляется возможным использовать каждую из них наиболее рациональным способом, так как при принятой скорости резания число оборотов должно назначаться по фрезе наибольшего диаметра, а подача — по фрезе с наименьшим числом зубьев. Из-за большой разницы в диаметрах фрез затупление и износ их протекают по-разному, поэтому при переточке одной фрезы приходится перетачивать все фрезы набора.
Применять наборы фрез целесообразно в условиях крупносерийного и массового производства.
Одновременное фрезерование нескольких деталей может осуществляться последовательным, параллельным и параллельно-последовательным способом.
При последовательном фрезеровании детали размещаются в ряд друг за другом в направлении подачи.
При параллельном способе фрезерования детали располагаются в ряд перпендикулярно движению подачи и обрабатываются одновременно одной или набором фрез.
При параллельно-последовательном фрезеровании детали устанавливаются рядами как в направлении подачи, так и в перпендикулярном направлении.
Позиционное фрезерование. Различают две основные разновидности этого способа обработки: позиционное фрезерование на специальных или универсальных поворотных столах и приспособлениях и маятниковое фрезерование, не требующее специальных поворотных устройств.
Схема позиционного фрезерования с использованием круглого поворотного стола приведена на рис. 3.6. Набором фрез обрабатывают плоскости четырех квадратных деталей А, Б, В, Г. Вначале дисковые двусторонние фрезы 1 и 2 обрабатывают две плоскости детали А, а фрезы 3 и 4 — две плоскости детали Б. После обработки этих плоскостей стол поворачивается на 90° и деталь Б перемещается в новое положение — становится в позицию для фрезерования двух других плоскостей фрезами / и 2; фрезы 3 и 4 при этом положении стола будут обрабатывать две плоскости детали В. При следующем повороте стола на 90° деталь В устанавливается на место, которое в предыдущей позиции занимала деталь Б. При этом положении стола фрезы 1 и 2 фрезеруют у детали ? две последние плоскости. При третьем повороте стола деталь Б попадает на последнюю позицию, где она снимается, а на ее место устанавливается новая заготовка.

Рис. 3.6. Схема позиционного фрезерования
Схема фрезерования с применением маятниковой подачи приведена на рис. 3.7. При рабочей подаче стола от позиции 2 к позиции 3 торцовая фреза обрабатывает торец детали А. После этого направление подачи стола изменяется и он ускоренно перемещается к позиции
4. При рабочей подаче стола от позиции 4 к позиции 5фреза обрабатывает деталь Б. После этого вновь изменяется направление подачи, стол ускоренно подается до позиции 6 и весь цикл повторяется снова. Во время фрезерования детали А обработанная деталь Б снимается, а на ее место устанавливается новая заготовка.

Рис. 3.7. Схема фрезерования с применением маятниковой подачи
Непрерывное фрезерование. В крупносерийном и массовом производстве получил распространение высокопроизводительный способ обработки плоскостей — непрерывное фрезерование. Осуществляется оно в большинстве случаев на карусельно-фрезерных или барабанно-фрезерных станках и иногда на вертикально-фрезерных станках с поворотным столом.
На карусельно-фрезерных станках (рис. 3.8, а) фрезеруют детали с размерами обрабатываемых плоскостей примерно до 600 мм. Станок имеет станину 7, две стойки 2, жестко соединенные горизонтальной балкой 3, и траверсу 4. На столе 6станка устанавливают по кругу приспособления и закрепляют в них заготовки 8. Фрезерование производится при непрерывном вращении стола. При этом осуществляется параллельно-последовательная черновая и чистовая обработка, для чего станок имеет две шпиндельные головки 5 с самостоятельными приводами. Головка 5 смонтирована на траверсе 4. Снятие и установка заготовок 8 на столе производятся без его остановки в секторе рабочего места 7.
В трехшпиндельных карусельно-фрезерных станках (например, мод. 623В) два правых шпинделя с фрезами диаметром до 300 мм предназначены для черновой обработки, а левый с фрезами диаметром до 600 мм — для чистовой.
Так как на карусельно-фрезерных станках отсутствуют механизмы вертикального перемещения стола, а также продольной и поперечной подач, они обладают большей жесткостью, обеспечивают высокую производительность и точность, особенно в отношении параллельности обрабатываемых поверхностей.
Барабанно-фрезерные станки (рис. 3.8, б) предназначены для обработки параллельных плоскостей заготовок одновременно с двух сторон. Заготовки 5 устанавливаются на гранях барабана 4, укрепленного на валу 3. Барабан вращается от отдельного электродвигателя 2 внутри станины 1. Он может иметь форму четырех-, пяти-, шести-, а иногда и восьмигранника. Фрезы закрепляются на расположенных с двух сторон одношпиндельных или двухшпиндельных бабках 6. Таких бабок по две с каждой стороны: одна для чернового фрезерования, а другая — для чистового. Установка и снятие заготовок производятся на ходу станка, т.е. осуществляется непрерывное фрезерование.
Большая жесткость конструкции станка обеспечивает высокую и стабильную точность размеров между обрабатываемыми плоскостями.

Рис. 3.8. Карусельно-фрезерный (а) и барабанно-фрезерный (б)
станки
использован материал
https://studref.com/351429/tehnika/obrabotka_ploskih_poverhnostey_frezerovaniem







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

